
Abstract
In the current research work, austenitic stainless steel 304L of 1.4-mm thin sheet has been butt welded using TIG welding process. The influence of welding current in TIG welding of 304L stainless steel on temperature distribution, microstructure and mechanical properties of the welded joint has been investigated. The microstructure and mechanical properties of TIG welded specimens at varying welding current (20–120A) and constant welding speed and voltage have been explored. The influence of welding current on the weld zone temperature variation was investigated. The microstructures of the FZ, HAZ and base metal have been studied and compared at varying welding current. The mechanical properties such as micro-hardness, bending stress and tensile strength of the welded joints at varying welding current have also been investigated. The phases of the FZ were also studied by XRD analysis. Tensile test of welded specimens and parent metal has been carried out for measuring UTS and percentage elongation. Surface morphology for the fractured samples during tensile test has also been examined.
Similar content being viewed by others


1 Introduction
Tungsten inert gas (TIG) welding process is suitable for welding of wide range of similar and dissimilar materials and can join thin and medium thickness sheets of stainless steel. Weldability of a material depends on many variables like metallurgical modifications arousing during joining and change in mechanical properties of the joint. Austenitic stainless steel (304L) has wide applications in industrial and commercial area because of the specific properties of 304L, namely high strain rate, high toughness and high strength. It possesses other important characteristics, namely high corrosion resistance, strength and ductility due to the presence of 18% chromium (Cr) and 8% nickel (Ni). Different components of steam gas turbine, nuclear industry, aerospace, pressure vessel, food processing and pipeline transportation are manufactured from 304L stainless steel. They are also widely used in automobile industries. Importantly, Cr and Ni are the major alloying elements of 304L. The presence of Cr plays the vital role as it stabilizes the body-centered cubic (BCC) phase of the austenitic stainless steel which increases the corrosion resistance. The alloying element nickel improves the mechanical properties of the stainless steel because it stabilizes the austenitic structure of the steel at low temperatures. These alloying elements simultaneously increase the corrosion resistance and mechanical characteristics [1, 2]. Nickel is one of the major constituents of austenitic stainless steel which is mainly responsible for providing strength and hardness to its parent alloy. It plays a crucial role in 304L stainless steel by stabilizing the austenitic (face-centered cubic lattice) phase in its core structure [3]. The addition of nickel improves the weldability of 304L stainless steel as it increases the strength and restricts to get brittle at high-temperature grain growth. The weldment so formed can withstand high-intensity bend and impact tests. These unique properties of stainless steel have attracted many industries and have applications in steam turbines, combustions systems, etc.
Many research works have been carried out to study the joining of different grades of stainless steel. Aissani et al. [4] aimed to analyze thermal properties in TIG welding of stainless steel using both experimental and simulation methods. They studied the simulation of welding heat source with a Gaussian surface heat source in a bi-elliptic form to predict the temperature distribution and weld pool dimension for obtaining optimal welding process parameters. Zhao et al. [5] explored the influence of driving forces on weld pool flow and its influence using finite difference method. They found that with varying peak current, base current develops a periodic oscillation in weld pool and weld ripples. They observed that the gap between adjoining weld ripples is positively associated with welding speed and weld pool width which reduces with increase in speed. Chen et al. [6] explored the numerical modeling of hybrid TIG-MIG joining using double-ellipsoidal heat source to enhance the joining productivity and quality of the welded joint. They also studied the influence of weld torch angles on thermal distribution and weld geometry. Unni and Vasudevan [7] studied the numerical simulation of activated TIG welding of 316L using computational fluid dynamics (CFD). They explored the effect of buoyancy and Marangoni forces on the molten weld pool. They explored the presence of oxygen content with and without the flux content and also validated the numerical results with experimental study. Meng et al. [8] investigated the simulation of humping defect produced in high-speed TIG welding. They explored the behavior of weld pool and their influence on hump formation. They also compared the simulated weld pool shape, molten metal flow pattern and thermal distribution with the experimental weld bead appearance, high-speed CCD images and thermocouple temperature measurement. Kumar and Sinha [9] studied the numerical modeling of laser beam welding of thin dissimilar thin sheets of 304L and St37 for temperature distribution and weld pool profile using ANSYS APDL and found a good agreement of numerical results with experimental. Del et al. [10] explored the numerical simulation of thermal stress developed in (TIG) welding for duplex stainless steel. They modeled the TIG welding heat source with volumetric heat flux distribution and simulated the mass addition from filler materials in the weld pool and also validated the simulated results with experimental study.
Fujii et al. [11] introduced a new TIG welding approach with ultra-depth of penetration using helium inert gas with small amount of oxidizing gas to control the surface tension developed by Marangoni convection. They studied effect of oxygen and carbon dioxide concentration in shielding gas on weld pool shape in TIG welding of 304L. They also explored the effect of welding speed and current. Arivarasu et al. [12] explored the optimization of weld parameters in gas tungsten arc welding (GTAW) of austenitic stainless steel using Taguchi approach. They analyzed the influence of pulse frequency on penetration depth and weld width. Kumar and Sundarrajan [13] investigated pulsed TIG joining of aluminum alloy (AA 5456) using Taguchi method to optimize the process parameters. They analyzed the influence of joining process parameters such as base current, welding speed and frequency on the improvement of mechanical properties, namely UTS, percentage elongation and yield strength of the welded joint. Dye et al. [14] observed transient stresses and quasistable stage evolution generated at the TIG welded plain carbon steel tube and taken tube size of diameter 203 mm and thickness 3.2 mm. They carried out TIG joining in autogenous mode with DCEN-type current to demonstrate the detection of compression in heat-affected zone (HAZ) below the weld torch.
Li et al. [15] suggested a dual-shielded TIG welding method and compared the depth of penetration with the conventional TIG welding method at various welding parameters like welding speed and current and studied the influence of arc constriction on depth of penetration. They observed that the modifications in the joining parameters directly affect the quantity of oxygen in the weld pool and also the temperature distribution at the surface of the weld pool and dual-shielded arc generates more arc. Krishnan et al. [16] investigated to evaluate the microstructure and oxidation reluctance capability of TIG welding of mild steel plate. They noted a sharp shift in the microstructure during the welding process owing to complicated heat distribution and non-uniform solidification which resulted in microstructure variation and the mechanical characteristics of the mild steel weld and its oxidation resistance and found fine grain size in the impacted area of weld metal and HAZ. Ruckert et al. [17] explored the TIG welding investigations using activating flux for titanium, aluminum, plain carbon steel and stainless steel. They added the fluoride-based fluxes to improve titanium and SiO2 flux in weld penetrations. They found that the flux composition and homogeneity profile of the weld pool have great significance in finding the weld width-to-depth ratio. Preston et al. [18] studied numerically to analyze the residual stresses inducement and weld distortion of Al-2024 alloy of 3.2 mm thickness by GTAW process. They compared the numerically obtained hardness profile with aged hardness developed from postweld heat treatment. Sakthivel et al. [19] studied single-pass activated TIG and multi-pass conventional joining processes for austenitic stainless steel SS316L of 3 mm thickness. They found that the welded joints exhibit lower rupture life than the parent metal (316L) and single-pass activated TIG joining process tends to enhance the creep rupture life as compared to multi-pass conventional welding process. They also found fine grains and more amount of delta ferrite in fusion zone of multi-pass TIG welding process than single-pass activated welding process. Dhandha and Badheka [20] explored the influence of flux activation in TIG welding of P91 steel on mechanical and microstructural properties of modified and compared the activated and conventional TIG joining. They observed that the penetration depth of the joint was higher for activated TIG welding than the conventional TIG joining with higher impact toughness.
Narang et al. [21] explored TIG welding of varying thickness of structural steel plates with varying welding current and speed using fuzzy logic-based simulation to envisage the weld bead, penetration and microstructure along the HAZ. Norman et al. [22] explored a broad variety of welding circumstances for autogenous TIG welded alloy Al–Mg–Cu–Mn. They found fine grains at the weld center due to the greater cooling rate at the weld center than the fusion zone. Mahajan et al. [23] studied the GTAW joining of mild steel with arc oscillation to explore the mechanical properties of the welded joint. They found that the weld joint formed with arc oscillation exhibits higher strength, less hardness and more HAZ than formed without arc oscillation. Chuaiphan et al. [24] studied the comparative analysis of GTAW and SMAW for dissimilar joining of AISI 304 and AISI 1020 steels to explore the microstructure and mechanical properties. They analyzed the corrosion characteristics of the welded joints and found that GTAW showed more pitting corrosion potential than SMAW. Meng et al. [25] investigated the hybrid TIG-MAG joining of mild steel sheets of 2.5 mm thickness to study the hybrid welding parameters on weld quality through mechanical and microstructure characterization using orthogonal array experiment. They observed that the hybrid welding possesses more welding speed for both butt joint and bead on plate welded joint and also found that hybrid TIG-MAG welding exhibits more strength and hardness than conventional welding process.
Tathgir et al. [26] explored the influence of activated flux in TIG joining of duplex steel pipes on penetration depth, dilution and microstructure. They found that the key factors responsible for hot crack and void generation in the melt pool are the oxygen amount present in the activated flux and also influence the gradient of surface tension. Dehkordi et al. [27] investigated the numerical simulation of TIG joining of aluminum cylinder in butt joint to predict the welding residual stresses using volumetric heat source in finite element analysis with ABAQUS software. They observed that the residual stresses developed in the welded joint during the joining process increase with increase in diameter and heat input whereas reduce with increase in thickness. Chen et al. [28] investigated the numerical simulation of TIG joining of AISI 316 steel in T-joint using SYSWELD software to predict the temperature field and stress distribution developed in the weldment. They found that the temperature field was distributed symmetrically along the weld center. Shelwatkar et al. [29] explored the GTAW dissimilar joining of Al–Zn–Mg and Al–Li-based alloy to measure the weldability with respect to solidification cracking and mechanical properties (tensile strength and hardness) of the welded joint. They found that pulsed GTAW joining process possesses better mechanical properties than conventional GTAW joining. Singh et al. [30] reviewed the TIG welding which aimed to enhance the weld penetration and weld quality during the similar and dissimilar joining process and also studied the different types of GTAW such as activated flux GTAW, flux-bonded GTAW and pulsed current GTAW. Kong et al. [31] investigated the simulation of 3D melt pool of TIG joining process to analyze the weld quality with respect to welding speed. They explored the combined influence of fluid flow considering surface tension, buoyancy force and arc pressure in the weld pool. Yang et al. [32] investigated the influence of arc behavior in pulsed TIG welding of titanium alloy (Ti6Al4V) on the welded joint properties and that the percentage elongation of the welded joint decreases with increase in pulse frequency.
From the literature review studied so far it is opined that very limited efforts have been addressed in TIG joining of 304L stainless steel to explore the influence of TIG welding current on temperature distribution, microstructural and mechanical characterization. The present investigation aims to study the influence of welding current on tensile strength of the welded joints and the microstructural change in fusion zone (FZ), HAZ and parent metal austenitic stainless steel 304L. Although the previous studies have investigated the effect of TIG welding parameters on different materials, there is no comprehensive study so as to correlate the thermal properties of austenitic stainless steel with the effect of process parameters, namely welding current on mechanical and microstructural properties of the welded joint. The main role of this investigation is on microstructural analysis and mechanical properties such as micro-hardness, bending stress and UTS of the welded joints compared with the parent metal 304L stainless steel.
2 Experimental procedure
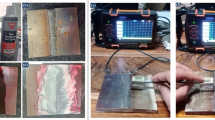
In the present study, TIG welding of 304L stainless steel sheet of 1.4 mm thickness is investigated. The schematic view of the experimental setup for TIG welding system is shown in Fig. 1. The workpiece is moved in linear transverse motion with the help of PUG machine attached with the fixture with the help of step motors as shown in Fig. 2. A tungsten inert gas (TIG) welding torch (Model: Hi-Tech, WSME 315B) was used in the present welding process to produce the high-intensity arc. The pictorial view of the TIG welding machine depicting the TIG welding experimental setup is shown in Fig. 2. The chemical composition measured by energy-dispersive X-ray (EDX) of the as-received 304L stainless steel is given in Table 1. The physical properties of the 304L stainless steel are shown in Table 2. The TIG welding process parameters considered in the experimentation are shown in Table 3. The austenitic stainless steel (304L) thin sheet of 1.4 mm thickness was TIG welded in butt joint configuration at different TIG process parameters with varying welding current (20–120A), constant voltage (15 V) and constant welding speed (7 mm/s). The workpiece having a dimension of 250 × 100 × 1.4 mm was clamped on the base plate with the help of fixture to minimize the weld distortion. The transverse movement of the welding torch was controlled using step motor. The weld pool was shielded using an argon gas with a flow rate of 10 l/min during the entire experimental process. K-type thermocouples were positioned at various locations away from the weld line for measuring the temperature distributions in the weld zone. The temperatures were measured using data logger thermometer (Centre 309) attached with the thermocouples as shown in Fig. 3. The working range of K-type thermocouples used in the study was—40 and 1250 °C with accuracy (± 1%). The schematic representation of the thermocouples arrangement and workpiece dimension is shown in Fig. 3. The location of the two K-type thermocouples is shown in Fig. 3. The temperature distribution in the fusion zone and the HAZ can be determined from the numerical simulation results obtained through ANSYS APDL. The thermocouples cannot be fixed in the weld zone as it would get damage during the welding process, and so they are placed away from the weld center line.

Schematic view of the TIG welding system

Experimental setup for the TIG welding system in the current study

Schematic view of the K-type thermocouples position in 304L butt welded specimen
3 Numerical modeling
Numerical simulation of TIG welding in 3D analysis is carried out by Multiphysics software ANSYS which solves the transient thermal governing equations using finite element method (FEM). The geometry of the welded joint is simulated using three-dimensional brick element (Solid 278) consisting of eight nodes and each node representing temperature with single degree of freedom. The mesh of weld bead is made fine containing smaller element size for investigating the heating and melting phenomenon in the weld pool. The computational time for simulation increases with finer mesh size of the complete weld geometry; therefore, fine meshing is carried out near the weld center line and coarser mesh for areas away from the weld center line. With the weld geometry considered, only one side of the faying sheet of the base metal was simulated to reduce the simulation computational time. For the selection of optimum element grid size, mesh convergence test has been performed with changing element number from 21,132 to 82,124. The simulated peak temperature obtained remains constant on further increasing the mesh beyond optimum grid size (62,534 elements). The grid size element across the weld center line was taken 0.15 × 0.15 × 0.15 mm in the present simulation. The simulated numerical model has 62,534 elements and 66,750 nodes. The analysis has taken consideration of metallurgical transformations with thermo-physical temperature-dependent material properties of stainless steel (304L) [33]. The finite element mesh of the weld geometry is shown in Fig. 4.

Finite element mesh of the weld geometry
In numerical simulation of welding, modeling of the TIG heat source is the primary concern. The numerical simulation of weld heat source is consideration of the physical phenomenon occurring during the joining process with a suitable volumetric or surface heat source [34]. For several arc welding process, double-ellipsoidal shape gives the good approximation of the heat sources produced. Double-ellipsoidal heat source formed by the Gaussian heat density distribution moving along the weld center line was found most appropriate and efficient for welding processes. The selection of heat source in simulation with double-ellipsoidal numerical model is complex [35]. Figure 5 shows the schematic view of the double-ellipsoidal heat source, moving with speed v along X-direction.

Double-ellipsoidal three-dimensional moving heat source
The heat conduction equation for 3D, representing the heat energy in the weld zone and governing the heat transfer during TIG welding, is given in Eq. (1).
Temperature is the function of time and space. Natural convection and radiation also contribute to the heat loss during TIG joining process as given by Eq. (2).
In the current study, double-ellipsoidal weld heat source model has been considered as it is able to analyze deep thermal history and based on Gaussian power density distribution. Basically the double-ellipsoidal weld heat source is composed of two ellipsoids, namely front and rear ellipsoids as shown in Fig. 5. Both front and rear heat sources are represented by the governing equations as given by Eqs. (3) and (4), respectively.
4 Experimental investigation
In this section, the study of microstructural and mechanical characterization of the 304L TIG welded specimens without thermocouples attached has been explored. Austenitic stainless steel (304L) of 1.4-mm thick sheet was butt welded at various process parameters with varying welding current (20–120A), constant voltage of 15 V and welding speed of 7 mm/s by TIG joining process as shown in Fig. 6. For further analysis the welded specimens of dimension 3 × 3 × 1.4 mm were cut along the transverse section with wire EDM and mounted with liquid resin hardener and powder. The mounted specimens were fine polished using different grits (200–1000) of silicon carbide emery papers. The specimens were mirror polished with alumina and colloidal silica of size 0.03 µm and finally washed with ethanol in an ultrasonic cleaner. Mirror-polished specimens were etched with glyceregia (15 ml HCl, 2 ml glycerol, 5 ml HNO3) to reveal the microstructure of the base metal and fusion zone, and microstructure images were captured using optical microscope. The hardness of the welded specimens along the transverse section was measured using micro-hardness tester (INNOVATEST FALCON 500) at load of 0.98 N and dwell time of 15 s. The tensile test specimens were further made from the TIG welded specimens as per the ASTM E8 as depicted in Fig. 7. Tensile test of the welded specimens has been done by INSTRON tensile machine with maximum load of 50kN for analyzing the ultimate tensile strength, yield strength and percentage elongation at a cross-head speed of 2 mm/min. The three-point bending test of the welded specimens at varying welding current has been performed using Zwick/Roell electromechanical universal testing with a maximum load bearing capacity of 250kN. The bending test was carried at room temperature of 25 °C. In three-point bending test, axial load is applied on the specimens which is simply supported by two beams as shown in the schematic view of the three-point bending test machine in Fig. 8. The radius of the impactor used in the bending test was 10 mm. Further the X-ray diffraction (XRD) test of as-received 304L stainless steel sheet and welded specimens has been done to analyze the phases present in the weld zone.

Welded sample clamped on fixture

Dimension of tensile specimen as per ASTM E8

Schematic view of three-point bending test of welded specimens
5 Results and discussion
5.1 Temperature distribution
The temperatures distribution obtained during TIG welding process was measured by data logger thermometer (Centre-309) attached with K-type thermocouples. The thermocouples were positioned away from the weld line at a distance of 5 and 7 mm, and temperature was recorded for 600 s with an interval of 1 s. At high welding current, cracks and sputtering were formed in the welded joint so higher welding current above 120A was not considered. Numerical simulation of single bead on sheet for TIG welding of 304L has been run for 600 s at varying welding current (20–120A), constant voltage of 15 V and welding speed of 7 mm/s. The temperature distribution during cooling of the welded plate has been analyzed at two load steps of 40 and 70 as shown in Figs. 9 and 10, respectively. The temperature distribution at time 32 s and load step of 40, at varying welding current (20–120A), is shown in Fig. 9. From the temperature distribution contour shown in Fig. 9, it has been observed that the maximum peak temperature is 3127 K at welding current of 120A and the minimum peak temperature is 917 K at welding current of 20A. The temperature distribution at time 56.58 s and load step of 70, at varying welding current (20–120A), is shown in Fig. 10. The maximum peak temperature is 907 K at welding current of 120A, and the minimum peak temperature is 452 K at welding current of 20A.

Temperature distribution at time = 32 s and load step of 40, at varying welding current a 20A, b 50A, c 80A, d 100A and e 120A

Temperature distribution at time = 56.58 s and load step of 70, at varying welding current a 20A, b 50A, c 80A, d 100A and e 120A
The temperature distribution contour at the end of 600 s and load step of 147 is shown in Fig. 11. The change in the temperature distribution at varying welding current at end of the load step has been studied to analyze the cooling of the weld pool. Figure 11 shows the temperature distribution at time equal to 600 s at varying welding current (20–120A). When the temperature distribution contour is observed for the time 600 s, then the temperature of the sheet is reduced to 469.64 K at welding current of 120A and to 333.308 K at welding current of 20A and finally reaches to the ambient temperature. The heating and cooling curves at varying welding current (20–120A) are depicted in Fig. 12. The temperature profile at varying welding current (20–120A) obtained numerically at different positions away from the weld line, namely X = 2, 5 and 7 mm, is shown in Fig. 12. Due to nonlinear changes in the materials thermal physical properties, it has been also observed that the peak temperature sharply decreases near the TIG weld center line and decreases slightly in the area far away from the weld center line. Temperature distribution profile measured numerically has been also compared with experimental results obtained from K-type thermocouples fixed at different locations (X = 5 and 7 mm) away from the weld centerline as depicted in Figs. 13 and 14 for welding current of 50 and 80A, respectively. It has been observed that the experimental and numerical results were found to be in good agreement.

Temperature distribution at time = 600 s at varying welding current a 20A, b 50A, c 80A, d 100A and e 120A

Temperature distribution curve at varying welding current (20–120A) obtained numerically at different positions far from the weld centerline a X = 2 mm, b X = 5 mm and c X = 7 mm

Comparison of experimental and numerical simulation results of temperature distribution profile at different positions far from the weld centerline a X = 7 mm and b X = − 5 mm, for welding current 50A

Comparison of experimental and numerical simulation results of temperature distribution profile at different positions far from the weld centerline a X = 7 mm and b X = − 5 mm, for welding current 80A
5.2 Microstructural and mechanical characterization
The optical microstructure images of the base metal and welded specimen are shown in Fig. 15. The weld cross-sectional profile of the 304L TIG welded joint is shown in Fig. 15a. HAZ, fusion zone (FZ) and the base metal region can be distinctly visible in the weld zone on both the right and left adjacent sides of the fusion zone as shown from the microstructure image in Fig. 15b, c. The as-received base metal 304L mainly consists of austenites as shown in Fig. 15d, taken at higher magnification. The optical microstructure image of HAZ at varying welding current (50–120A) is shown in Fig. 16. The HAZ region mainly consists of delta ferrite and austenites. Delta ferrites are the retained ferrite which was unable to transform into austenite during cooling. The grain size also increases with increase in welding current during the TIG joining process.

Optical microstructure image of the 304L welded joint showing a weld cross-sectional profile, b fusion zone, HAZ and base metal on right side of the fusion zone, c fusion zone, HAZ and base metal on left side of the fusion zone, d as-received base metal 304L at higher magnification

Optical microstructure image of heat-affected zone (HAZ) at varying welding current a 50A, b 80A, c 100A and 120A
Figure 17 shows the optical microstructure image of fusion zone (FZ) at varying welding current (50–120A). The fusion zone basically consists of few delta ferrite, austenites and Widmanstatten austenites. The constituent phases present in the FZ also vary with increasing welding current. At low welding current of 50 and 80A, the presence of delta ferrites and austenites was observed, whereas at high welding current (100 and 120A) austenites and Widmanstatten austenites were observed in the FZ. It has been also observed that the grain size increases with increasing welding current. It has been also observed that the grain size is fine at low welding current due to faster cooling rate encountered which allows lower time for the dendritic growth, whereas coarse grains were found in the weld zone at high welding current due to slower cooling rate which provides sufficient time to grow. The change in the constituent phases in FZ and HAZ influences the quality of the TIG welded joint which is further analyzed by the mechanical properties such as micro-hardness and tensile properties. With varying welding current, heat input of weld zone varies which influences the change in microstructural and mechanical properties of the welded joint. The change in heat input affects the microstructural phase change in the fusion zone and HAZ during TIG welding process due to change in cooling rate. The cooling rate becomes faster at low heat input, and it becomes slower at high heat input and microstructural features change accordingly. At high heat input, the temperature of the weld zone and base metal increases, and therefore, the difference in thermal gradient between the weld zone and base metal nearby decreases which results in decrease in cooling rate and vice versa occurs at low heat input. The change in cooling rate promotes the microstructural phase change in the fusion zone and HAZ. Kumar et al. [36] also observed the microstructural phase change in the weld zone of titanium alloy (Ti6Al4V) due to change in cooling rate with varying heat input. The presence of chromium rich carbides has been also observed in the HAZ region of the TIG welded specimens at varying welding current (20–120A). The dark black points or regions in HAZ are the chromium-rich carbides as shown in Fig. 16. The carbides formed decrease with increase in welding current because at high welding current, heat input is high and slow cooling rate and therefore carbides dissolve at high heat input. Unnikrishnan et al. [37] also observed the formation of carbides at varying heat input in shielded metal arc welding of 304L and found that the formation of carbides decreases with increase in heat input.

Optical microstructure image of fusion zone (FZ) at varying welding current a 50A, b 80A, c 100A and 120A
The effect of welding current on the weld and HAZ dimensions has also been studied in the present investigation. The change in welding current also significantly affects the weld bead geometry. The weld bead width, namely top bead width (TBW) and bottom bead width (BBW), changes with increase in welding current as shown in Fig. 18a. TBW first increases with increase in welding current, attains maximum value and then further decreases at high welding current. BBW linearly increases with increase in welding current (20–120A). HAZ width increases linearly with increase in welding current at constant welding speed and arc voltage as shown in Fig. 18b. Fusion zone area also increases with increase in welding current as shown in Fig. 18c. Shen et al. [38] also observed the change in weld bead geometry (bead width and HAZ width) with varying welding process parameters in submerged arc welding of A709 Grade 50 steel.

Influence of welding current on a weld bead width (TBW & BBW), b HAZ width and c fusion zone area
The mechanical properties, namely micro-hardness and tensile strength of the welded specimens at varying welding current, were also examined. The micro-hardness distribution along the base metal and FZ is shown in Fig. 19. The micro-hardness of the base metal is 200HV, whereas the micro-hardness of the FZ varies from 140 to 180 HV. The average micro-hardness of the FZ decreases with increasing welding current. The change in micro-hardness is observed because of the variation in cooling rate with increasing welding current. At high welding current more heat input is produced and the cooling rate at high heat input is low, so the transformation of ferrites and austenites is more which is responsible for low micro-hardness, whereas at low welding current the low heat input is produced and the cooling rate is high which promotes the formation of martensites which increases the micro-hardness. The mechanical properties, namely UTS, yield strength and percentage elongation, have been measured from the tensile test of the welded specimens performed. The welded tensile specimens prepared as per ASTM before and after tensile fracture are shown in Fig. 20a, b, respectively. It has been observed that the fracture position changes with varying welding current. Stress–strain curve of the welded specimens at varying welding current is shown in Fig. 21. It has been observed that the UTS and percentage elongation increase with increasing welding current as shown in Fig. 21. The welded specimens fracture exactly at the FZ as shown in Fig. 20b, whereas with increasing welding current fracture position changes. The fracture position changes due to change in tensile strength at varying welding current. At low welding current proper fusion of the welded joint does not occur due to low heat input supplied, but with increasing welding current proper fusion occurs with sufficient heat input supplied. The fracture position changes due to change in ultimate tensile strength at varying welding current. One of the reasons for the change in fracture position is the change in heat input with varying welding current. Kumar et al. [39] also observed that the fracture position of the welded joint during tensile test changes with varying in heat input in TIG welding of stainless steel. The tensile fractured surface has also been studied using (field emission scanning electron microscope) FESEM images captured at magnification of 1000×. The fracture surface for the welded specimen at welding current of 20A is shown in Fig. 22a. It has been observed that the brittle fracture occurs at welding current of 20A, whereas ductile fracture is observed at for other welding currents. The fracture surface for 100A current contains uniform and fine dimples with necking tip as shown in Fig. 22b, indicating the presence of ductile fracture.

Micro-hardness distribution profile along the transverse section of the welded joints for varying welding current (20–120A)

Tensile test specimen a before fracture and b after fracture

Stress–strain curve of the base metal and the welded joints

Fractured FESEM images at 1000× magnification for a I = 20A and b I = 120A
The three-point bending test of the TIG welded specimens at varying welding current (20–120A) has been performed. The bending tests of the welded specimens were carried out with a cross-head speed of 1 mm/min. The flexure bending stress–strain curve for three-point bending test is shown in Fig. 23. It has been observed that the bending stress and strain increase with increase in TIG welding current as shown in Fig. 23. The XRD analysis of the parent metal 304L and the welded specimen has been carried out to explore the crystallographic structure at various positions (2θ°) measured. The XRD pattern peaks of the as-received austenitic stainless steel 304L and welded specimen for 100A welding current are shown in Fig. 24a, b, respectively, measured in the range of 30 to 120°. XRD spectrum pattern peaks for base metal 304L show the presence of ϒ (austenite) and α (ferrite) phases characterized by hkl values containing (111), (110) and (220) reflections matched with ICDD PDF-2 reference data available as shown in Fig. 24a. The TIG welded specimens show the presence of ϒ (austenite) α (delta ferrite) and α' (Widmanstatten austenite) phases characterized by hkl values of (111), (110), (220) and (211).

Flexure bending stress–strain curve for three-point bending test

XRD spectrum pattern peaks for a as-received 304L stainless steel and b welded zone at welding current of 100A
6 Conclusion
In the present investigation, joining of austenitic stainless steel (304L) by TIG welding process has been performed at different welding process parameters. The influence of welding current on temperature distribution, microstructure and mechanical properties has been investigated. Based on the numerical and experimental analysis the following observations have been drawn:
-
Peak temperature sharply decreases adjacent to the weld center line and slowly decreases in the area away from the weld center line due to nonlinear variation in thermo-physical temperature-dependent material properties.
-
The maximum peak temperature is 3127 K at welding current of 120A, and the minimum peak temperature is 917 K at welding current of 20A.
-
The average micro-hardness of the FZ decreases with increasing welding current because of the change in cooling rate with increasing welding current and the micro-hardness of the fusion zone is smaller than the HAZ and base metal.
-
UTS and percentage elongation increase with increase in welding current.
-
The tensile fracture behavior changes with increasing welding current, brittle fracture at low welding current and ductile fracture at high welding current.
-
At low welding current of 50 and 80A, the presence of delta ferrites and austenites was observed, whereas at high welding current (100 and 120A) austenites and Widmanstatten austenites were observed in the FZ.
Abbreviations
- T :
-
Temperature (K)
- ρ :
-
Density (kg/mm3)
- v :
-
Welding speed (mm/s)
- c :
-
Specific heat (J/kg k)
- k :
-
Thermal conductivity (W/mm k)
- Q t :
-
Heat generated per unit volume (J/mm3)
- T 0 :
-
Room temperature (303 K)
- \(\varepsilon\) :
-
Emissivity (0.6)
- \(\sigma\) :
-
Stefan-Boltzmann constant
- h :
-
Natural convection heat coefficient
- q f :
-
Fraction of the heat deposited in the front quadrant
- q r :
-
Fraction of the heat deposited in the rear quadrant
- b f :
-
Front ellipsoid parameter
- b r :
-
Rear ellipsoid parameter
- a :
-
Width of the profile
- b :
-
Depth of the profile
- HAZ:
-
Heat-affected zone
- FZ:
-
Fusion zone
- XRD:
-
X-ray diffraction
- FESEM:
-
Field emission scanning electron microscope
- UTS:
-
Ultimate tensile strength
- TIG:
-
Tungsten inert gas
- BCC:
-
Body-centered cubic
- CFD:
-
Computational fluid dynamics
- APDL:
-
ANSYS parametric design language
- GTAW:
-
Gas tungsten arc welding
- DCEN:
-
Direct current electrode negative
- SMAW:
-
Shield metal arc welding
- MAG:
-
Metal active gas
- EDX:
-
Energy-dispersive X-ray
- FEM:
-
Finite element method
- ASTM:
-
American Society for Testing and Materials
References
Vander Voort GF, Lampman SR, Sanders BR, Anton GJ, Polakowski C, Kinson J, Muldoon K, Henry SD, Scott WW Jr (2004) ASM Handb Metall Microstruct 9:44073–50002
Kou S (2003) Welding metallurgy. Wiley, Hoboken, pp 431–446
Vitos L, Korzhavyi PA, Johansson B (2002) Elastic property maps of austenitic stainless steels. Phys Rev Lett 88(15):155501
Aissani M, Guessasma S, Zitouni A, Hamzaoui R, Bassir D, Benkedda Y (2015) Three-dimensional simulation of 304L steel TIG welding process: Contribution of the thermal flux. Appl Therm Eng 89:822–832
Zhao G, Du J, Wei Z, Geng R, Xu S (2019) Numerical analysis of arc driving forces and temperature distribution in pulsed TIG welding. J Braz Soc Mech Sci Eng 41(1):60
Chen J, Wu CS, Chen MA (2014) Improvement of welding heat source models for TIG-MIG hybrid welding process. J Manuf Process 16:485–493
Unni AK, Vasudevan M (2020) Numerical modelling of fluid flow and weld penetration in activated TIG welding. Mater Today: Proc 27:2768–2773
Meng X, Zou QG, Z, (2016) Investigation of humping defect in high speed gas tungsten arc welding by numerical modelling. Mater Des 94:69–78
Kumar P, Sinha AN (2018) Studies of temperature distribution for laser welding of dissimilar thin sheets through finite element method. J Braz Soc Mech Sci Eng 40:455
Del Coz Diaz JJ, Rodríguez PM, Nieto PG, Castro-Fresno D (2010) Comparative analysis of TIG welding distortions between austenitic and duplex stainless steels by FEM. Appl Therm Eng 30:2448–2459
Fujii H, Sato T, Lu S, Nogi K (2008) Development of an advanced A-TIG (AA-TIG) welding method by control of Marangoni convection. Mater Sci Eng A 495:296–303
Arivarasu M, Ramkumar KD, Arivazhagan N (2014) Comparative studies of high and low frequency pulsing on the aspect ratio of weld bead in gas tungsten arc welded AISI 304L plates. Procedia Eng 97:871–880
Kumar A, Sundarrajan S (2009) Optimization of pulsed TIG welding process parameters on mechanical properties of AA 5456 Aluminum alloy weldments. Mater Des 30:1288–1297
Dye D, Stone HJ, Watson M, Rogge RB (2014) Characterization of phase transformations and stresses during the welding of a ferritic mild steel. Metall Mater Trans A 45:2038–2045
Li D, Lu S, Li D, Li Y (2014) Principles giving high penetration under the double shielded TIG process. J Mater Sci Technol 30:172–178
Krishnan R, Raman RS, Varatharajan K, Tyagi AK (1994) Microstructure and oxidation resistance of different regions in the welding of mild steel. J Mater Sci Lett 13:1618–1621
Rückert G, Perry N, Sire S, Marya S (2014) Enhanced weld penetrations in GTA welding with activating fluxes case studies: plain carbon & stainless steels, titanium and aluminum. Mater Sci Forum 783:2804–2809
Preston RV, Shercliff HR, Withers PJ, Smit S (2004) Physically-based constitutive modelling of residual stress development in welding of aluminium alloy 2024. Acta Mater 52:4973–4983
Sakthivel T, Vasudevan M, Laha K, Parameswaran P, Chandravathi KS, Mathew MD, Bhaduri AK (2011) Comparison of creep rupture behaviour of type 316L (N) austenitic stainless steel joints welded by TIG and activated TIG welding processes. Mater Sci Eng A 528:6971–6980
Dhandha KH, Badheka VJ (2019) Comparison of mechanical and metallurgical properties of modified 9Cr–1Mo steel for conventional TIG and A-TIG welds. Trans Indian Inst Met 72:1809–1821
Narang HK, Singh UP, Mahapatra MM, Jha PK (2011) Prediction of the weld pool geometry of TIG arc welding by using fuzzy logic controller. Int J Eng Sci Technol 3:77–85
Norman AF, Drazhner V, Prangnell PB (1999) Effect of welding parameters on the solidification microstructure of autogenous TIG welds in an Al–Cu–Mg–Mn alloy. Mater Sci Eng A 259:53–64
Mahajan S, Biradar NS, Raman R, Mishra S (2012) Effect of mechanical arc oscillation on the grain structure of mild steel weld metal. Trans Indian Inst Met 65:171–177
Chuaiphan W, Somrerk CA, Niltawach S, Sornil B (2013) Dissimilar welding between AISI 304 stainless steel and AISI 1020 carbon steel plates. Appl Mech Mater 268:283–290
Meng X, Qin G, Zhang Y, Fu B, Zou Z (2014) High speed TIG–MAG hybrid arc welding of mild steel plate. J Mater Process Technol 214:2417–2424
Tathgir S, Rathod DW, Batish A (2019) A-TIG welding process for enhanced-penetration in Duplex stainless-steel: effect of activated fluxes. Mater Manuf Process 34:1659–1670
Dehkordi YG, Anaraki AP, Shahani AR (2020) Investigation of the effective parameters on welding residual stress in GTAW of aluminum cylindrical shell. Indian J Eng Mater Sci 27:77–86
Chen Q, Fei F, Yu S, Liu C, Tang J, Yang X (2020) Numerical simulation of temperature field and residual stresses in stainless steel T-joint. Trans Indian Inst Met 73:751–761
Shelwatkar DA, Reddy GM, Gokhale AA (2002) Gas tungsten arc welding studies on similar and dissimilar combinations of Al-Zn-Mg alloy RDE 40 and Al-Li alloy 1441. Sci Technol Weld Join 7:352–361
Singh AK, Dey V, Rai RN (2017) Techniques to improve weld penetration in TIG welding (a review). Mater Today: Proc 4:1252–1259
Kong X, Asserin O, Gounand S, Gilles P, Bergheau JM, Medale M (2012) 3D finite element simulation of TIG weld pool. Mater Sci Eng: IOP Publishing 33:012025.
Yang M, Zheng H, Qi B, Yang Z (2017) Effect of arc behavior on Ti-6Al-4V welds during high frequency pulsed arc welding. J Mater Process Technol 243:9–15
Iordachescu M, Ruiz HJ, Iordachescu D, Valiente A, Caballero L (2010) Thermal influence of welding process on strength overmatching of thin dissimiliar joints. Weld World 65:201–209
Goldak JA, Akhlaghi M (2006) Computational welding mechanics. Springer, New York
Yadaiah N, Bag S (2012) Effect of heat source parameters in thermal and mechanical analysis of linear GTA welding process. ISIJ Int 52:2069–2075
Kumar P, Sinha AN (2019) Effect of heat input in pulsed Nd: YAG laser welding of titanium alloy (Ti6Al4V) on microstructure and mechanical properties. Weld World 63(3):673–689
Unnikrishnan R, Idury KS, Ismail TP, Bhadauria A, Shekhawat SK, Khatirkar RK, Sapate SG (2014) Effect of heat input on the microstructure, residual stresses and corrosion resistance of 304L austenitic stainless steel weldments. Mater Charact 93:10–23
Shen S, Oguocha INA, Yannacopoulos S (2012) Effect of heat input on weld bead geometry of submerged arc welded ASTM A709 Grade 50 steel joints. J Mater Process Technol 212(1):286–294
Kumar S, Shahi AS (2011) Effect of heat input on the microstructure and mechanical properties of gas tungsten arc welded AISI 304 stainless steel joints. Mater Des 32(6):3617–3623
Acknowledgements
The present research work was supported by National Institute of Technology, Patna, and Aditya College of Engineering and Technology, Surampalem. Mechanical and microstructure characterization was performed at Indian Institute of Technology, Kharagpur.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Monica Carvalho.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, P., Sinha, A.N., Hirwani, C.K. et al. Effect of welding current in TIG welding 304L steel on temperature distribution, microstructure and mechanical properties. J Braz. Soc. Mech. Sci. Eng. 43, 369 (2021). https://doi.org/10.1007/s40430-021-03082-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03082-6