
Effect of the Addition of Flocculants and KCl on Sedimentation Rate of Spodumene Tailings
by
 , and
, and
Kevin Pérez
1,2,*, 
Carlos Moraga
3,
Nelson Herrera
4, 
Eleazar Salinas-Rodríguez
5 and
Edelmira Gálvez
4,* 1
Faculty of Engineering and Architecture, Universidad Arturo Prat, Almirante Juan José Latorre 2901, Antofagasta 1244260, Chile
2
Departamento de Ingeniería Química y Procesos de Minerales, Universidad de Antofagasta, Antofagasta 1270300, Chile
3
Escuela de Ingeniería Civil de Minas, Facultad de Ingeniería, Universidad de Talca, Curicó 3340000, Chile
4
Departamento de Ingeniería Metalúrgica y Minas, Universidad Católica del Norte, Antofagasta 1270709, Chile
5
Área Académica de Ciencias de la Tierra y Materiales, Universidad Autónoma del Estado de Hidalgo, Carretera Pachuca—Tulancingo Km. 4.5, C.P., Mineral de la Reforma 42184, Mexico
*
Authors to whom correspondence should be addressed.
Metals 2021, 11(6), 986; https://doi.org/10.3390/met11060986
Submission received: 17 April 2021
/
Revised: 9 June 2021
/
Accepted: 13 June 2021
/
Published: 21 June 2021
(This article belongs to the Special Issue Flotation and Leaching Processes in Metallurgy)
Abstract
:Lithium has become an element of great relevance in recent times, because among its various applications is the manufacture of batteries, and it is a vital part of the growing development of new products such as electric vehicles. On the other hand, the geographical distribution of lithium reserves is very heterogeneous. Of the existing minerals, only some of them are important sources of exploitation, such as the salt in South America, while in other countries mineral deposits such as spodumene stand out. The process for obtaining lithium from spodumene consists of concentrating up to 3% lithium by flotation. Because other minerals associated with this mineral are mainly silicates (feldspar, clays, quartz and micas), great problems are generated in the thickening stage. This article seeks to study the effect of the addition of flocculants and KCl on the sedimentation rate, in addition to studying its effects on the turbidity of the supernatant in different types of water. This is done by Batch sedimentation tests with tailings pulps, to later characterize both the pulp and the supernatant by means of the turbidity of the clarified water. Magnafloc-338 flocculant is the most convenient to use with industrial water, since it reaches a high sedimentation rate of 34.2, 37.44, and 45.36 m/h, with doses of 5, 10, and 15 g/t respectively, and a low turbidity rate (31 Formazin Nephelometric Units (FNU)) at low flocculant dosages.
1. Introduction
At present, lithium has been highlighted as a resource that allows great technological advances. The largest of these advances is the use of minerals for the energy industry [1], where it is the main metal used in the manufacture of batteries. Consequently, this has allowed great advances in modern life. This strategic element has physical and chemical characteristics, such as redox potential, specific heat capacity, and is an electrochemically active metal [2]. In addition to the characteristics already mentioned, it also has a low atomic mass and a low expansion coefficient, which are characteristics that make it the most attractive element for the manufacture of rechargeable batteries, electric vehicles, etc. [3,4].
Due to the high use of this strategic element for the manufacture of batteries, the demand for it has been increasing and will continue to do so according to the world bank, which indicates that by 2050 this demand will increase over nine times [5,6,7], reaching a production of 234,000 tons [8], which is expected to be 80% for the use of batteries [5]. The average value presented in 2005 by the United States Geological Survey is two dollars per kg, which has since increased, achieving a value of 13 dollars for 2017. However, in 2018, there was a decrease in its price due to the high offer presented by this strategic element [3].
Among the minerals with high lithium content, we find spodumene, which is a double silicate of aluminum and lithium (AlLi(SiO3)2), with a content of 3.73% by weight of lithium. This mineral was the main source of obtaining lithium compounds until the exploitation of the lithium contained in natural salt flats [9]. This mineral is rich in lithium and the extensive depositions have generated further exploration and therefore further processing to obtain this valuable mineral [10,11]. Spodumene is always associated with pegmatites and is concentrated by differential flotation to obtain a concentrate with 2.5–3.2% lithium, which is equivalent to 85–95% of spodumene [9]. Due to the fact that the minerals associated with spodumene are mainly silicates (feldspar, quartz, and micas), great problems are generated in the next stage corresponding to tailings thickening, that is, there are operational problems such as the modification in the rheology of the pulps [12,13]. Difficult separation of mineral from water due to its microstructure [14], shape, orientation [15] and the low densities presented (by the minerals) presented high turbidity in the overflow [16], which leads to poor results in critical parameters, such as sedimentation speed and clarified water quality [17].
The study is carried out on tailings obtained from spodumene mineral flotation, which leads to a tailings with a high content of clays [18], with which, when working with this type of mineral, difficulties will arise in the sedimentation process [19]. Clays have an important characteristic that significantly affects their behavior in sedimentation. This characteristic can be visualized when coming into contact with a medium in which the ionic strength or pH of this is altered [15], which leads to an alteration of the electric potential of the colloids in suspension, called potential Z. In this way, the interaction between the particles changes [20], and this is why the main problem of silicates in sedimentation occurs when they come into contact with water. If it has a basic pH, negative surface charges are generated, which according to the DLVO theory (Derjaguin–Landau–Verwey–Overbeek) [21,22] triggers a strong repulsion between particles that inhibits their sedimentation. In addition to this, other factors influence the sedimentation rate, such as particle size [19], concentration of solids, and ions in suspension in the medium [23]. The presence of salt considerably affects the size of the particles and their surface charge. Usually, the presence of salts reduces the surface charge of the particles, which generates agglomeration or coagulation, and therefore causes an increase in the size of the particles. The increase in particle size is beneficial for particle sedimentation [24].
It is therefore important to study the physical and chemical characteristics of the tailings produced in the spodumene flotation through a complete characterization, including identification of the minerals present, granulometry and density, in order to identify the cause of the main problems existing in the solid–liquid separation stage and find the best way to solve them.
In the solid-liquid separation process, the colloidal particles are in a stable suspension, where there are two types of colloidal forces, which are the Van der Waals attraction and the repulsion forces between the double electrical layers that surround the particles [14,25]. Therefore, by altering this stability, it is possible to change the sedimentological and rheological behavior of the particles [26]. According the above, this study points to the possibility of improving the thickening process, applying new alternatives like using an additive that, according to its chemical and physical characteristics, could improve important parameters within thickening processes. So, this is why the present study seeks to quantify the implication and effect of the use of these reagents as a support in the sedimentation stage. Among these reagents is the use of KCl as a coagulant. When the particles in the suspension are negatively charged, the addition of ions with the opposite charge significantly reduces the charge. This depends on the degree of hydration of each ion. As K+ is a highly hydratable ion, greatly reducing the load of the suspended particles, when hydrated, little can be adsorbed directly on its surface, which is why it is very effective as a coagulant [27].
This research aims to technically evaluate the effect of the addition of flocculants and KCl on the sedimentation rate, and to study its effects on the turbidity of the supernatant. This is carried out by means of batch sedimentation tests with tailings pulps obtained in the selective flotation of spodumene, to later characterize both the pulp and the supernatant by means of the turbidity of the clarified water. Finally, we obtain the final solid concentration of each thickened pulp.
2. Materials and Methods
2.1. Spodumene Tailings Sample
The sample used was a spodumene mineral from New Holland Mine (Australia). This mineral was processed by flotation to obtain a tailing, which showed a density of 2.65 g/mL and a particle size of P80 = 184.81 µm. A mineral from Australia was chosen because they have richer deposits of spodumene, and in Chile there are only lithium resources in brines.
2.1.1. Mineralogical Analysis
QEMSCAN (Quantitative Evaluation of Minerals by Scanning Electron Microscopy) was used to determine the mineralogical composition of the tailings, which corresponds to a scanning electron microscope that has been modified, both in hardware and software, to perform the identification and automated quantification of ranges of elemental definitions that can be associated with solid inorganic phases. The type of analysis used was the BMA (bulk mineral analysis). This was performed using the linear intersection method, and also used to provide statistically abundant data for the identification, speciation, distribution, and quantification of minerals.
Table 1 shows that the tailings were largely made up of quartz with 33.31%, followed by 26.14% of sodium feldspar and carbonate, also 21.66% corresponds to clays and silicate micas. This coincides with the bibliography, which indicates that spodumene was associated in the deposits with minerals of the silicate group. The above brings with it problems in sedimentation, because these types of minerals, when in contact with water, acquire a negative charge on their surfaces, consequently increasing the repulsion between them.
2.1.2. Chemical Analysis of Tailings and Process Water
This analysis was carried out with a Thermo atomic absorption equipment (FS240 Agilent Technologies, Manasquan, New Jersey, United States) in order to identify the major elements of the tailings. To performs this analysis, it was necessary to perform the calcination of the sample at 1000 °C for 1.5 h. Then, a small part of the sample was taken, and concentrated acids were added (H2SO4, HF). This was placed into a microwave at a temperature of 200 °C for one hour. Once this process finished, an aqueous solution was obtained which must be filtered and made up. With this, it was already possible to execute the analysis using atomic adsorption.
Table 2 shows that a large part of the tailings was composed of silica with 71.9%, therefore, it was decided to carry out some tests using Magnafloc flocculant. This was based on intrinsic viscosity measurements, whose value turned out to be 14.9 ± 0.1 L/g, high when compared with the Esperanza SNF-60430 flocculant whose value is 7.3 ± 0.1 L/g, for example. All flocculants used are anionic and of high molecular weight.
An analysis was also carried out with this equipment to the industrial water used, which was necessary to filter, take an aliquot, make dilutions and finally proceed to achieve the test.
According to Table 3, industrial water contains mainly 110.2 mg/L of Li+ (0.01 M), 46.38 mg/L of K+ (0.001 M), 49.86 mg/L of Mg2+ (0.002 M). This is because it was water from sectors close to saline deposits. Although the concentration of the ions is low, it can still influence the interactions of the flocculants with the particles to settle down and between particles.
2.1.3. Turbidity Measurements
The turbidity of the clarified water was measured using a HI98703-02 portable multiparameter meter (HANNA HI98703-02, Romania), which measures up to 14 different parameters of water quality.
2.1.4. Zeta Potential Measurements
Preliminary measurements of zeta potential were carried out. Zeta potential measurements were not made directly on the concentrated suspensions since the high solid contents reduced the results’ reliability. Therefore, a portion of pulp was taken and diluted with deionized water, generating a final concentration of 1 wt% for the Zeta potential measurements. The suspensions were stirred for 10 min and then subjected to measurement on Stabino equipment (Particle Metrix, Wildmoos, Germany). The zeta potential measurements were applied to spodumene tailings samples without the addition of flocculant and with an addition of KCl concentration (salt) from 0.001 to 0.5 M.
2.2. Development of Preliminary Tests
In the first instance, we sought to analyze the effect of different flocculants that were effective in the presence of silicates. These tests were performed in duplicate, and the average of both measurements is reported along with the standard deviation. Table 4 shows the experimental design used.
The dry tailings were homogenized, to later prepare pulps with 20% solids in 1L test tubes with industrial water. The pulps were shaken for one minute, to later add the flocculant with the corresponding doses (experimental design). Once the flocculant had been added immediately, it was necessary to stir for 3 min, but with a stirring rod. The height of the solid–liquid interface was recorded in time by marking said height on a paper tape adhered to the test tube every 5 s. Then, turbidity tests were realized. Figure 1, schematizes the behavior of sedimentation, measuring the height of clear water using Magnafloc 338.
2.2.1. Flocculant Preparation
A flocculant stock solution was used with a concentration of 1 g/L, i.e., 1g of flocculant was added for each liter of water to be used. In this case, we worked with 300 mL, so 0.3 g of flocculant was added. To prepare the solution, 300 mL of distilled water was added to a beaker and stirring commenced with a magnetic stirrer. Once the vortex had formed in the water, the solid flocculant was added slowly so that there was a homogeneous mixture. Once the flocculant had been added, it was left to stir for 5 h.
2.2.2. Tests with KCl
Sedimentation tests were performed with different concentrations of KCL (N° CAS 7447-40-7), in order to measure its effect as a coagulant. The experimental design is shown in Table 5. These tests were performed in duplicate, and the average of both measurements is reported along with the standard deviation.
Ten pulps were prepared with a solid concentration of 20%, of which 5 were with industrial water and the other 5 with deionized water. Then, the KCl was added in concentrations of 0; 0.001; 0.01; 0.1 and 0.5 M, subsequently they were stirred for 1 min. The height of the solid–liquid interface was recorded in time by marking said height on a paper tape adhered to the cylinder every 5 s and the turbidity of the supernatant was measured.
2.2.3. Flocculant and KCl Tests
Finally, the joint effect of flocculants and KCl was measured in deionized water and industrial water. These tests were performed in duplicate and the average of both measurements is reported. The experimental design is shown below in Table 6.
A total of 24 pulps were prepared with a solid concentration of 20%, to 12 of which a type of flocculant was added and to the other 12 another type of flocculant was added with dosages of 5, 10 and 15 g/t. To each, KCl was added to the group at different concentrations, which were 0.001, 0.01, 0.1, and 0.5 M. The pulps were stirred for a minute before adding the reagents, after which the flocculant and KCl were added (They were prepared together). Once the reagents were added, a final stirring was performed with a rod. The height of the solid–liquid interface was recorded every 5 s lasting 3 min.
3. Results
3.1. Preliminary Tests
Figure 2 presents the zeta potential for the spodumene tailings as a function of the KCl concentration. A decrease in the magnitude of the zeta potential is observed when the salt concentration is increased, reaching –5 mV when a concentration of 0.5 M KCl is added, which indicates a decrease in the thickness of the electric double layer. The effect of salt appears to be positive because the decrease in the zeta potential leads to an increase in the coagulation of particles, which in turn will improve the action of the flocculant because it makes it easier to capture larger particles. As an anionic flocculant is used and as the clay particles present in the tailings also have an anionic behavior, the action of the salt, in this case the K+ ions provided by KCl, generate cationic bridges between the particles and the flocculants, which improves the flocculation effect and increases the sedimentation rate of the particles, also reducing turbidity. Although the decrease in zeta potential is positive for the process, this has a limit because the concentration of the salt does not have a monotonous effect on the flocculant, because at large concentrations of salt (KCl) a negative effect will be generated that would cause a curl of the flocs, rendering them ineffective.
The following illustration shows the tailings sedimentation rates achieved by different flocculants with doses of 0, 1, 10, 50, and 80 g/t.
As shown in Figure 3, for the Magnafloc-338 flocculant, the highest sedimentation rate of 35.64 m/h was reached, with a dosage of 10 g/t. The same treated with the Magnafloc-1011 flocculant reached a speed of 34.56 m/h. Then, when the dose of flocculant increased to 50 and 80 g/t, respectively, the speed decreased due to the increase in the viscosity of the liquid caused by a supersaturation of flocculant (critical concentration) in the medium. It is important to note that Magnafloc 1011 and 338 flocculants have similar molecular weights. The same behavior was presented in all the remaining flocculants.
Table 7 presents the turbidity results performed on the supernatant water from the sedimentation tests of Figure 3.
A noticeable increase in speed was achieved by adding 1 g/t, achieving better results with the Magnafloc-338 flocculant, closely followed by the Magnafloc-1011 with a value of 19.08 and 18.72 m/h respectively, on the other. On the other hand, the water quality showed the opposite behavior, i.e., high turbidity values were obtained (201 FNU for Magnafloc-338 and 550 for Magnafloc-1011), but when increasing the flocculant dosage, lower turbidity values were obtained, reaching 20 and 31 FNU with 15 g/t, for Magnafloc-338 and 1011, respectively, due to the greater interaction of the fine particles with the reagent. It could be observed that, in the tests without the use of flocculant, a large part of the tailings did not settle, due to a high content of silicate minerals. This is better explained with the DLVO theory, which indicates that when these types of minerals enter in contact with an alkaline medium, the negative charge of the particles increases, achieving a greater repulsion between them.
3.2. Sedimentation Tests with KCl
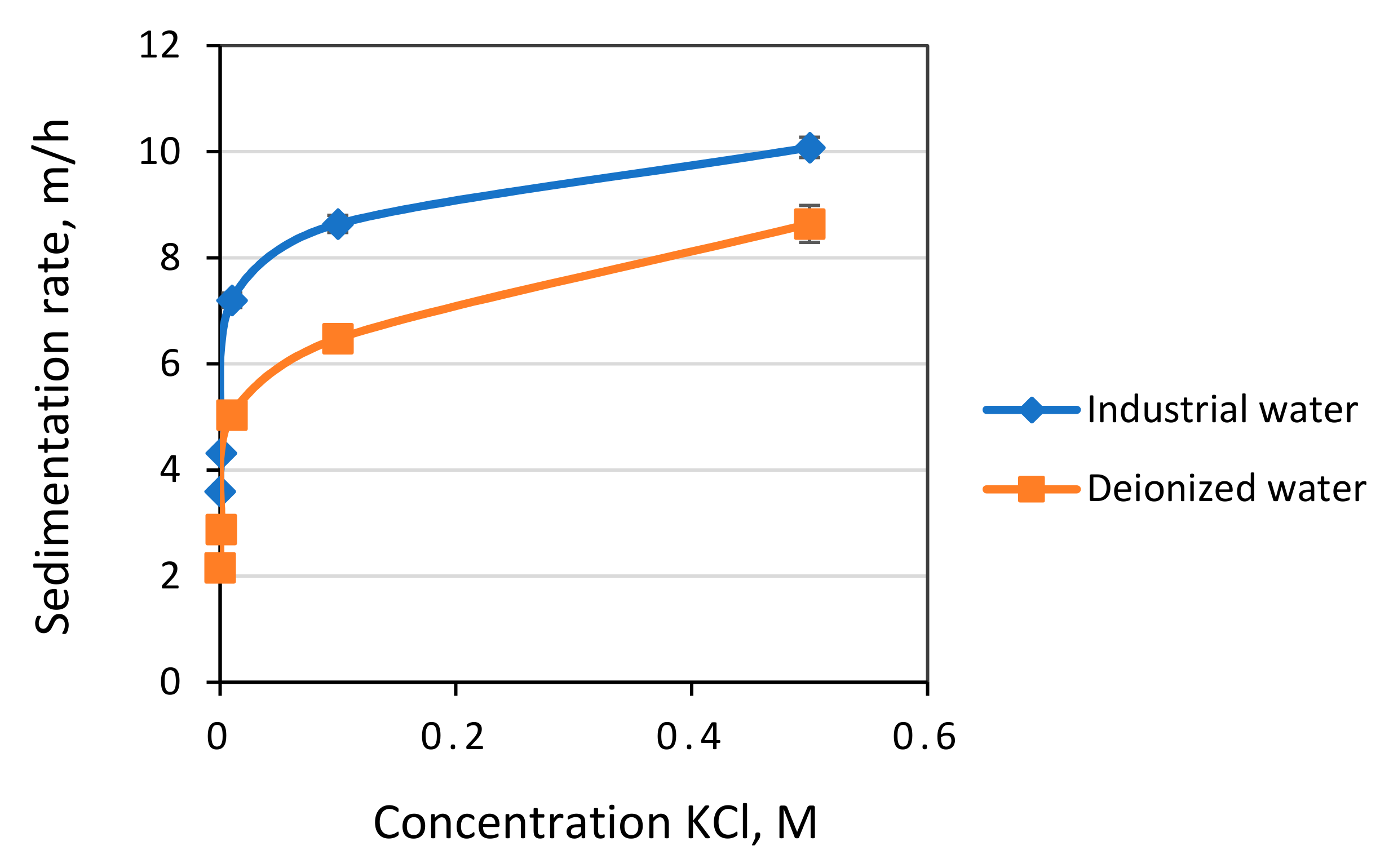
The following illustration corresponds to the sedimentation rates reached with different concentrations of KCl in deionized water and industrial water.
As can be seen in Figure 4, adding KCl increased the sedimentation rate. For deionized water, the rate increased by 300% and for industrial water by 180%, when working with a concentration of 0.5 M. This is due, in part, to the K+ ion, since by adding an ion with an opposite charge to the surface of the particles, these are attracted, achieving a decrease in this negative charge, and consequently a decrease in the repulsion between them.
When working without the addition of KCl, a sedimentation rate of 2.16 m/h was obtained with deionized water and 3.6 m/h with industrial water. This is due to the fact that industrial water contains various positively charged ions, with which an effect similar to that obtained when using the K+ cation is achieved. It should be noted that not all ions decrease the zeta potential of the particles with the same intensity. This is related to the degree of hydration they present. Being less hydratable, it is more effective.
Table 8 presents the turbidity results performed on the supernatant water from the sedimentation tests of Figure 3.
Now, analyzing Table 8, it is observed that despite the great increase in the sedimentation rate for both types of water used, there is great turbidity in the supernatant, with values of 1751, 1600, 1437, and 1120 FNU for deionized water and 1740, 1400, 1104, and 1069 FNU for industrial water, with concentrations of 0.001, 0.01, 0.1, and 0.5 M KCl. Therefore, high sedimentation rates do not lead to low turbidity rates, but it can be observed that when the concentration of KCl increases, the turbidity decreases for both types of water, as incorporating more K+ ions these can reduce the charge of the particles to a greater extent, as previously analyzed.
When comparing these values with the turbidity results obtained when using flocculants from Table 7, they are very high. This indicates that the flocculant has a greater effect on fine particles in suspension than KCl. In addition, the tailings contain, according to the mineralogical analysis in Table 1, a kaolinite content of 6%, and 6.85% of mica and other clays (muscovite, sericite, illite, and fengite). These clays are characterized by their low size, which greatly influences the turbidity of the water, since its particles remain in suspension due to its low weight, and as it is a silicate it also acquires a negative charge in the suspension. In addition, a content of 8.81% of minerals from the smectite group was detected. These clays are characterized because they hydrate due to the fact that they have cations in their structure that are easy to hydrate, which brings many disadvantages. These particles remain hydrated, in suspension, increasing the turbidity of the supernatant.
3.3. Sedimentation Tests with Flocculants and KCl
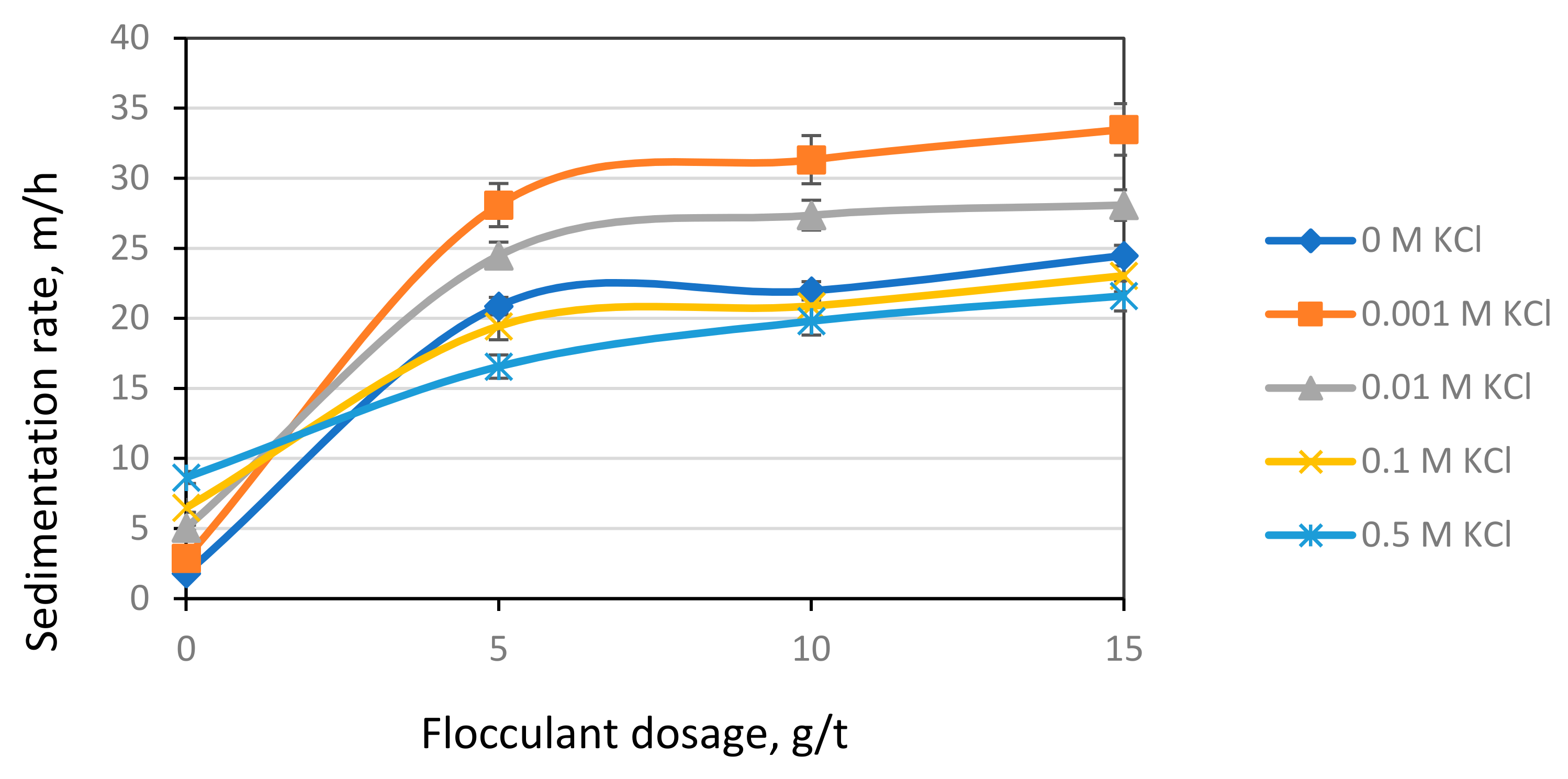
Figure 5 shows the sedimentation rates of the solid from the tailings achieved with the Magnafloc-1011 flocculant in deionized water, with doses of 0, 5, 10, and 15 g/t.
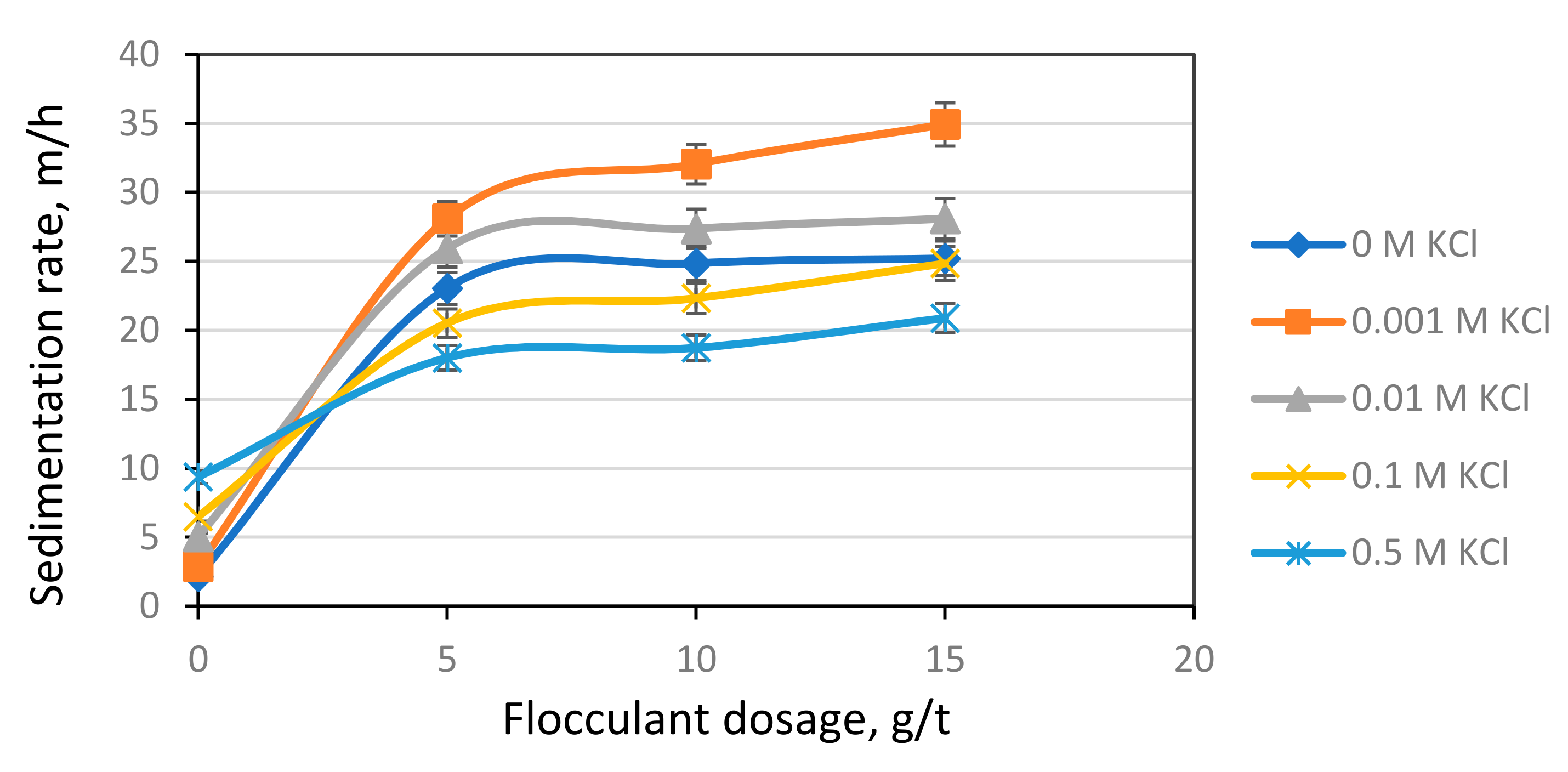
Figure 6 shows the sedimentation rates of the solid from the tailings achieved with the Magnafloc-338 flocculant in deionized water, under different concentrations of KCl and doses of 5, 10, and 15 g/t.
In Figure 5 and Figure 6, it can be seen that when working with deionized water 0.001 M KCl the highest sedimentation rates were obtained with values of 28.08, 31.32, and 33.48 m/h for Magnafloc 1011 flocculant, with doses of 5, 10, and 15 g/t respectively, and values of 28.08, 32.04, and 34.92 m/h for Magnafloc flocculant 338, with doses of 5, 10, and 15 g/t, respectively. This indicates that, by adding a small amount of salt (0.001 M), the K+ fulfills its function of shielding the negative charge of the silica. On the other hand, does not generate negative effects on the flocculant, reaching the highest sedimentation rates, even with these KCl concentrations generate a stretching effect of the flocculant molecules, causing them to capture more solid particles in suspension. In addition, the particles coagulate with the addition of the salt. Thus, it is easier to generate subsequent sedimentation by the flocculant.
On the other hand, when adding greater amounts of KCl, the cations of the salt protect the active sites of the flocculant, which causes the polymer to fold into compact structures in the form of balls, damaging flocculation, which is why when working with concentrations of KCl of 0.5 M lower, sedimentation rates were obtained with values of 16.56, 19.8, and 21.6 m/h for the Magnafloc-1011 flocculant, with doses of 5, 10, and 15 g/t respectively, and values of 18, 18.72, and 20.88 m/h for Magnafloc 338 flocculant, with doses of 5, 10, and 15 g/t respectively (see Figure 5 and Figure 6).
Figure 7 shows the sedimentation rates of the solid from the tailings achieved with the Magnafloc-1011 flocculant in industrial water, with doses of 0, 5, 10, and 15 g/t.
As observed in Figure 5 and Figure 6, the highest sedimentation velocity values were achieved when a KCl concentration of 0.001 M was used, which could indicate that this is the critical concentration. Concentrations above this value could generate the effect of rolling floc.
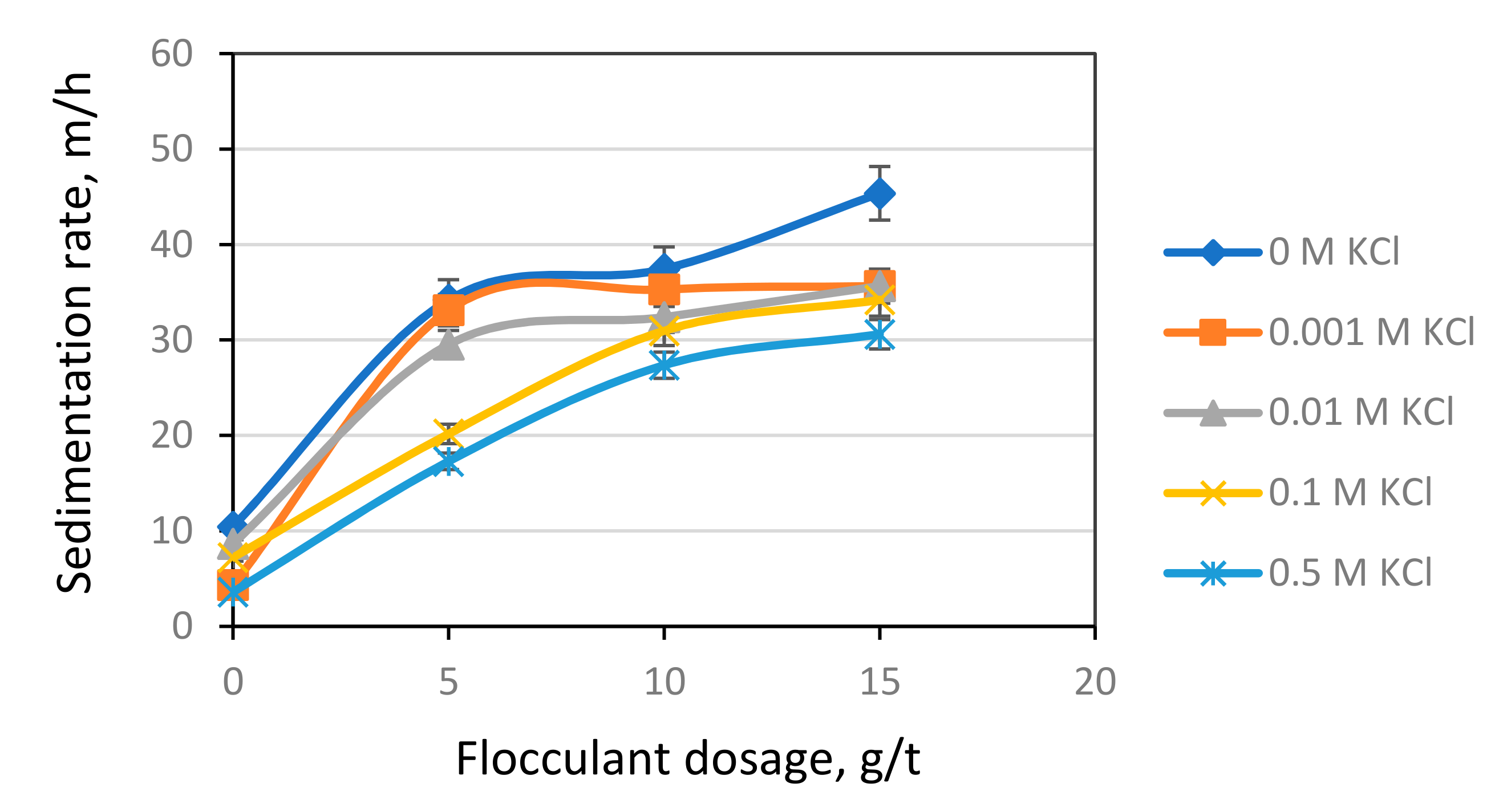
Figure 8 shows the sedimentation rates of the solid from the tailings achieved with the Magnafloc 338 flocculant in industrial water, with doses of 0, 5, 10 and 15 g/t.
In Figure 7 and Figure 8, the results of the sedimentation rates of the tests carried out in process water are observed, noting that when increasing the concentration of KCl decreases the effect of the flocculant, which produces low sedimentation rates, reaching the highest rates with a concentration 0 M with values of 32.76, 35.64, and 39.24 m/h for the Magnafloc-1011 flocculant, with doses of 5, 10, and 15 g/t respectively, and values of 34.2, 37.44, and 45.36 m/h for Magnafloc-338 flocculant, with doses of 5, 10, and 15 g/t respectively. This is explained because the process water already contains certain amounts of ions detailed in Table 3, it has concentrations of 0.01 M of Li+, 0.001 M of K+, and 0.002 M of Mg2+ that are sufficient to enhance the action of the flocculant. It should be noted that these ions have different effects on the flocculant according to its characteristics. Regarding Li+, although it is in a high concentration, it does not produce the curl of the flocculant. This indicates that these ions prefer the particles in suspension and not the flocculant, in addition to what is a hydratable ion, unlike K+ which is little hydrated, does not shield the negative charge of the particles to a great extent. On the other hand, the amount of K+ in the water is the same with which the maximum speeds were reached in the tests with deionized water in Figure 5 and Figure 6. Finally, the Mg2+ ion according to the Hofmeister Series is very poorly hydratable. This indicates that it does not largely shield the charge of the silica and at such low concentrations it does not damage the structure of the flocculant.
When comparing Figure 5 and Figure 7, which show the sedimentation speeds obtained for the Magnafloc-1011 flocculant in the two types of water used, speeds of 28.08, 31.32, and 33.48 m/h were obtained with a KCl concentration of 0.001 M, for flocculant doses of 5, 10, and 15 g/t, respectively. On the other hand, with distilled water, the maximum speeds reached were 32.76, 35.64, and 39.24 m/h without the addition of KCl and with for flocculant doses of 5, 10, and 15 g/t. That sedimentation rates are higher in industrial water which is due to effects than the ions contain, which were detailed above. The same is true of the Magnafloc-338 flocculant in Figure 6 and Figure 8.
Now, when analyzing Figure 5, Figure 6, Figure 7 and Figure 8 together, the highest sedimentation rates were reached with the addition of Magnafloc-338, industrial water and without the addition of KCl, with values of 34.2, 37.44, and 45.36 m/h, for flocculant doses of 5, 10, and 15 g/t with deionized water. In addition, a supernatant with very low turbidity was obtained, which can be seen in Table 7 with values of 31, 29, and 20 FNU. With all the flocculant dosages, high sedimentation speeds and low turbidity values are observed. Considering this and also that flocculants are expensive inputs, it is always sought to use the least amount possible. It would be convenient and effective to use a dose of 5 g/t, thus solving the sedimentation problems of the tailings with the lowest possible cost.
Figure 9 shows the percentages of solid in the sediment for pulps with different concentrations of KCl and doses of Magnafloc-1011 flocculant of 0, 5, 10, and 15 g/t, in deionized water.
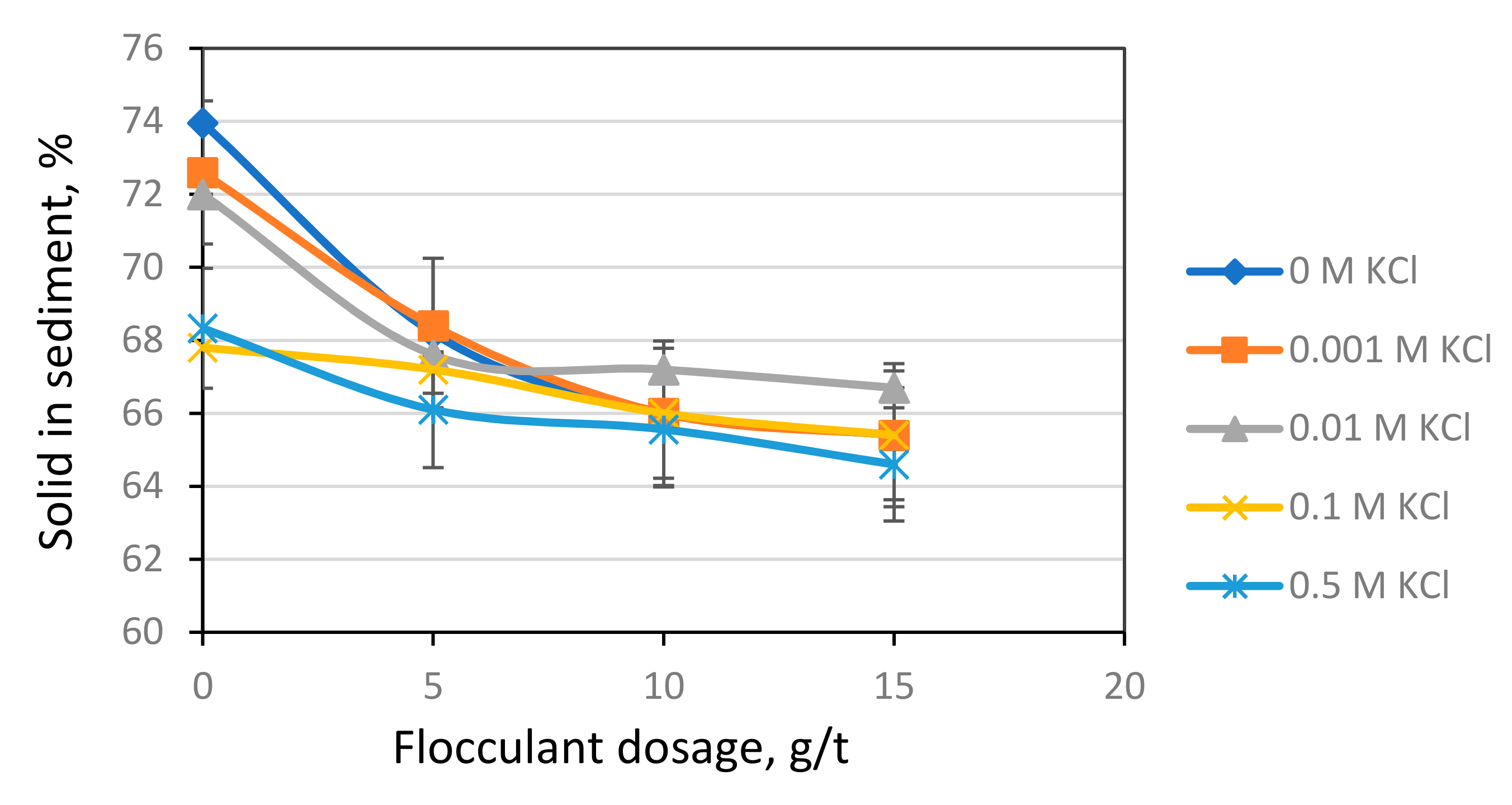
Figure 10 shows the percentages of solid in the sediment for pulps with different concentrations of KCl and doses of Magnafloc 338 flocculant of 0, 5, 10, and 15 g/t, in deionized water.
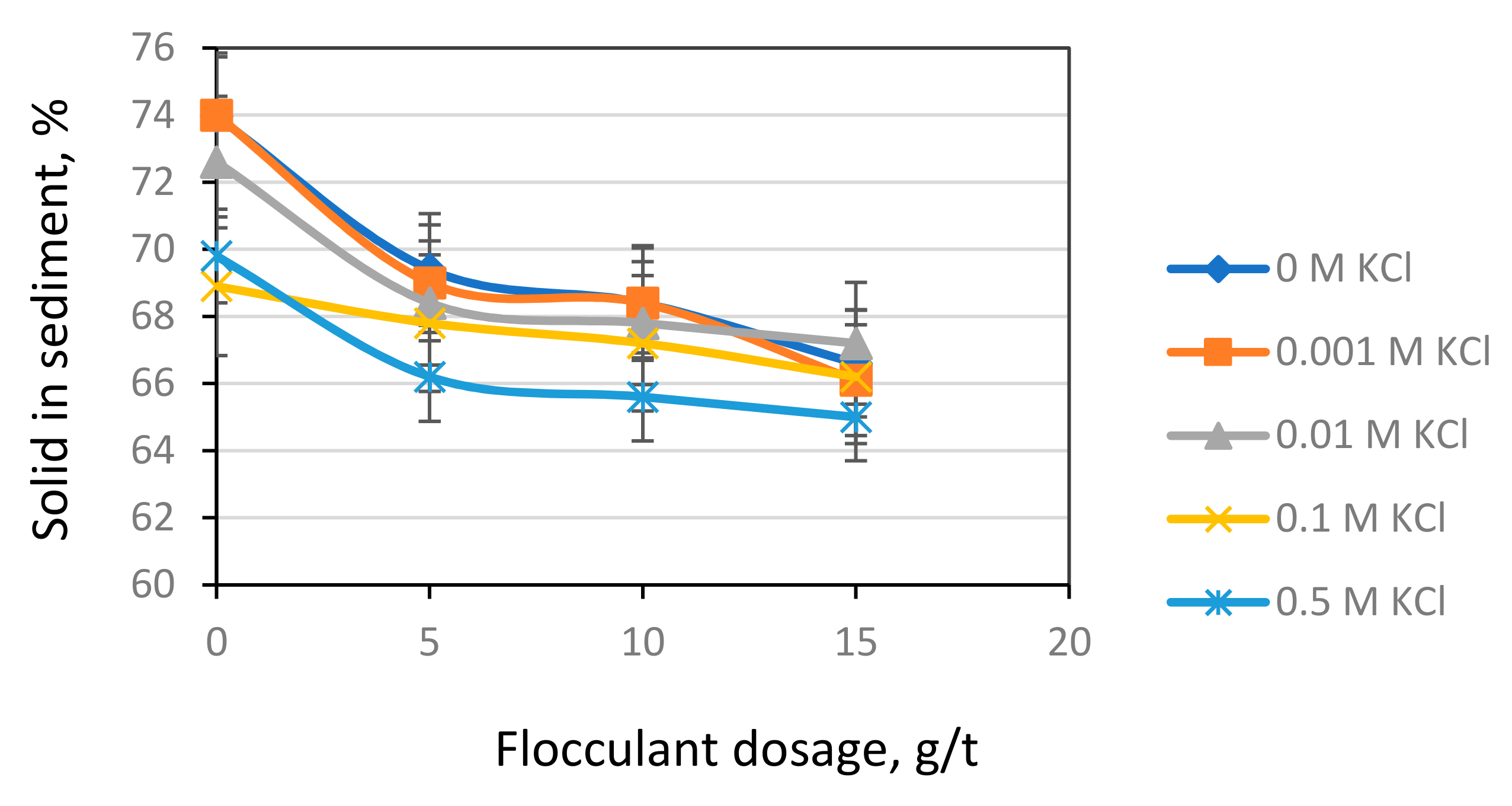
The following Figure 11 shows the percentages of solid in the sediment for pulps with different concentrations of KCl and doses of Magnafloc 1011 flocculant of 0, 5, 10, and 15 g/t, in industrial water.
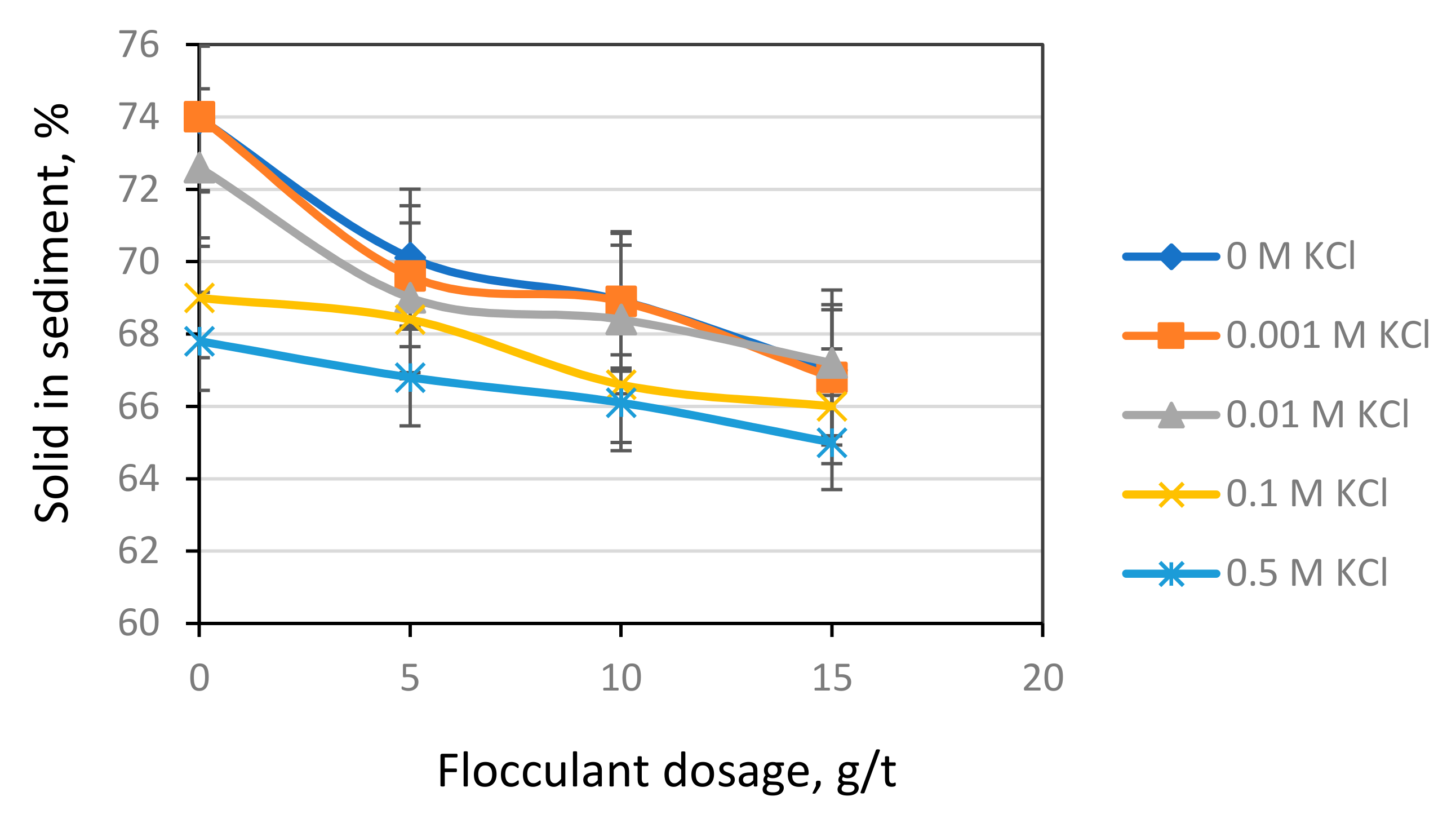
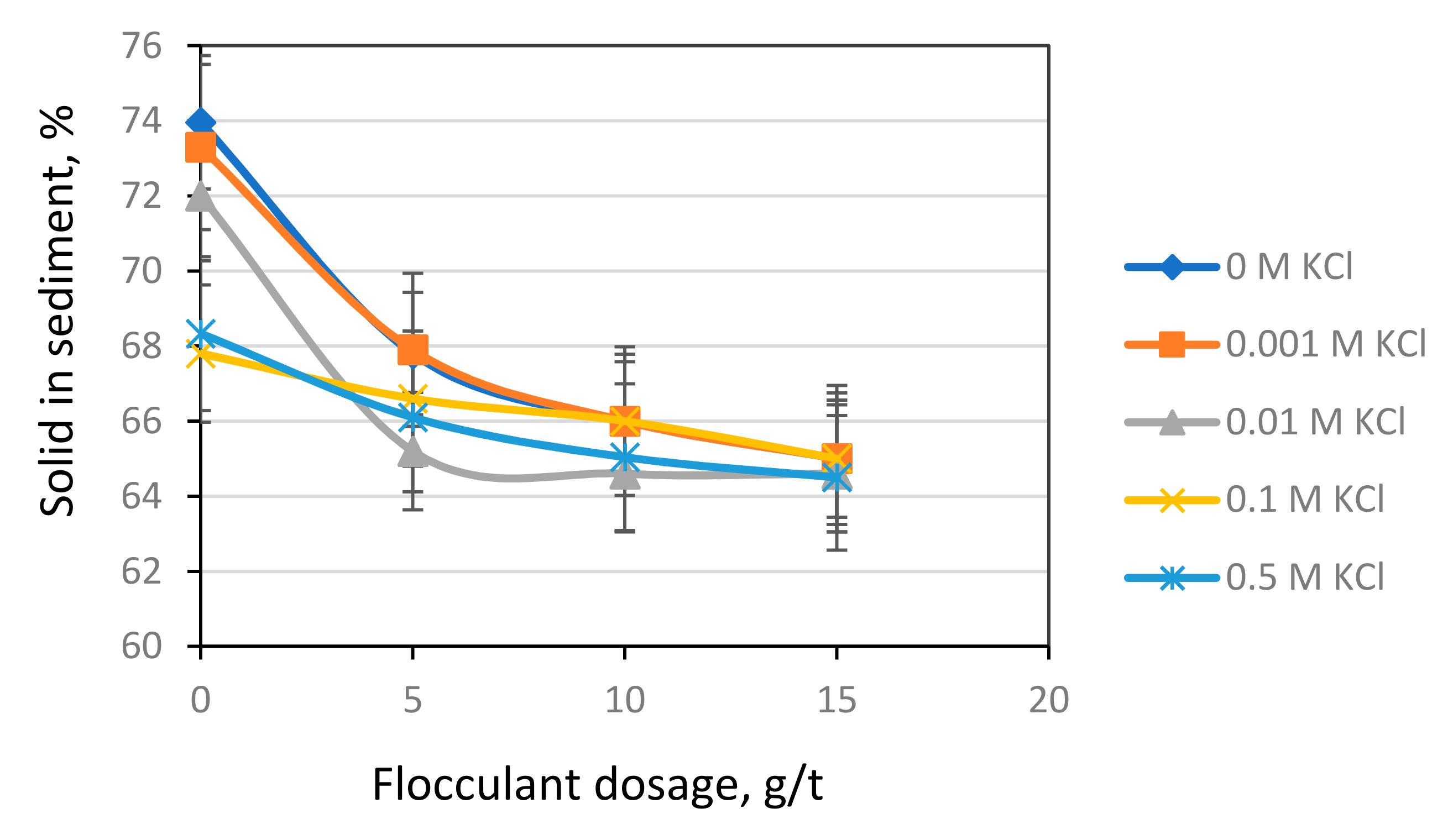
Figure 12 shows the percentages of solid in the sediment for pulps with different concentrations of KCl and doses of Magnafloc-338 flocculant of 0, 5, 10, and 15 g/t, in industrial water.
Figure 9, Figure 10, Figure 11 and Figure 12 show the percentages of solids in the sediments measured at 2 h. Without the addition of flocculant or KCl, a solid percentage of 73.96% is reached. This is a very high value, which is beneficial for the process, since there is a greater treatment capacity, but as there is presence of a large quantity of suspended solids the water that can be recovered is not of good quality. On the other hand, for deionized water, the highest percentages of solid values of 70.11%, 68.92%, and 67.20% were obtained with Magnafloc-1011 and without the addition of KCl, for flocculant doses of 5, 10, and 15 g/t, respectively, very similar to those obtained with Magnafloc-338 also with deionized water and without KCl. This means that there is a greater degree of compaction of the settled flocs, and this can be generated due to the low viscosity of the water as there are no ions present. Now, although there is a difference between the percentages of solid reached by industrial and deionized water, it is not a big difference either, with industrial water, for Magnafloc-1011 values of 68.33%, 66.10%, and 65.56%, and for Magnafloc-338 of 68.33%, 66.10%, and 65.04%. With these values, a high treatment capacity can be achieved, and a large amount of water can be recovered. In addition to the observed, Table 7 shows that this water is of high quality. It should be noted that, when the dose of flocculant increases, the solids content of the sediment decreases. This is because with high doses of flocculant, stronger flocs are formed, so the compaction process is less effective, i.e., it is not possible to squeeze the water out of these because they are joined by very strong bonds. In addition, flocculants increase the viscosity of the water since they are very viscous, which does not favor this process either.
4. Conclusions
Sedimentation velocity studies showed that when using Magnafloc-338 Flocculant and industrial water, the highest sedimentation velocities were reached with values of 0.95, 1.04, and 1.26 cm/s, with doses of 5, 10, and 15 g/t, respectively, and low turbidity values of 31, 29, and 20 FNU were reached.
It was concluded that it is sufficient to use a flocculant dose of 5 g/t of Magnafloc-338 flocculant, since high sedimentation rates and low turbidity rates were achieved.
By adding KCl, the sedimentation rate increased. For deionized water, the rate increased by 75% and for industrial water by 64% with a concentration of 0.5 M.
Furthermore, when adding KCl, the quality of the supernatant was low, with values of 1751, 1600, 1437, and 1120 FNU for deionized water and 1740, 1400, 1104, and 1069 FNU for industrial water, with concentrations of 0.001, 0.01, 0.1, and 0.5 M KCl. It was concluded that high sedimentation speeds did not lead to low turbidity values, so KCl should not be used as a coagulant.
With industrial water, the highest sedimentation rates and the lowest turbidity values were achieved because it contained 0.01 M of Li+, 0.001 M of K+, and 0.002 M of Mg2+ ions that function as coagulants, and in these quantities did not affect the flocculant structure.
For deionized water, the highest percentages of solid were obtained in the sediment, with values of 70.11%, 68.92%, and 67.20% with Magnafloc-1011 and without the addition of KCl, for flocculant doses of 5, 10, and 15 g/t, respectively.
Author Contributions
K.P., E.G. and E.S.-R. contributed to project administration, investigation and wrote paper, N.H. performed the experiments and C.M. review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
Kevin Pérez acknowledge the infrastructure and support of Doctorado en Ingeniería de Procesos de Minerales of the Universidad de Antofagasta and thanks to Centro CRHIAM Project ANID/FONDAP/15130015.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Li, X.; Xie, Q.; Daim, T.; Huang, L. Forecasting technology trends using text mining of the gaps between science and technology: The case of perovskite solar cell technology. Technol. Forecast. Soc. Chang. 2019, 146, 432–449. [Google Scholar] [CrossRef]
- Heelan, J.; Gratz, E.; Zheng, Z.; Wang, Q.; Chen, M.; Apelian, D.; Wang, Y. Current and Prospective Li-Ion Battery Recycling and Recovery Processes. JOM 2016, 68, 2632–2638. [Google Scholar] [CrossRef] [Green Version]
- Maxwell, P.; Mora, M. Lithium and Chile: Looking back and looking forward. Miner. Econ. 2020, 33, 57–71. [Google Scholar] [CrossRef]
- Pinna, E.G.; Drajlin, D.S.; Toro, N.; Rodriguez, M.H. Kinetic modeling of the leaching of LiCoO2 with phosphoric acid. J. Mater. Res. Technol. 2020, 9, 14017–14028. [Google Scholar] [CrossRef]
- Lunde Seefeldt, J. Lessons from the Lithium Triangle: Considering Policy Explanations for the Variation in Lithium Industry Development in the “Lithium Triangle” Countries of Chile, Argentina, and Bolivia. Polit. Policy 2020, 48, 727–765. [Google Scholar] [CrossRef]
- Toro, N.; Robles, P.; Jeldres, R.I. Seabed mineral resources, an alternative for the future of renewable energy: A critical review. Ore Geol. Rev. 2020, 103699. [Google Scholar] [CrossRef]
- Toro, N.; Jeldres, R.I.; Órdenes, J.A.; Robles, P.; Navarra, A. Manganese Nodules in Chile, an Alternative for the Production of Co and Mn in the Future—A Review. Minerals 2020, 10, 674. [Google Scholar] [CrossRef]
- Donoso, F.; Garay, V.; Cantallopts, J. Mercado Internacional del Litio; Comisión Chilena del CobreDirección de Estudios y Políticas Públicas: Santiago, Chile, 2018; pp. 1–62. Available online: http://enernews.com/media/briefs/cochilco-mercado-internacional-del-litio-y-su-potencial-en-chile_2888.pdf (accessed on 17 April 2021).
- Wilkomirsky, I. Extraccion y Refinacion de Metales no Ferrosos: Litio; Departamento de Ingeniería Metalúrgica, Universidad de Concepción: Concepción, Chile, 2008; pp. 1–25. [Google Scholar]
- Zhu, G.; Wang, Y.; Liu, X.; Yu, F.; Lu, D. The cleavage and surface properties of wet and dry ground spodumene and their flotation behavior. Appl. Surf. Sci. 2015, 357, 333–339. [Google Scholar] [CrossRef]
- Xu, L.; Jiao, F.; Jia, W.; Pan, Z.; Hu, C.; Qin, W. Selective flotation separation of spodumene from feldspar using mixed anionic/nonionic collector. Colloids Surfaces A Physicochem. Eng. Asp. 2020, 594, 1–7. [Google Scholar] [CrossRef]
- Cruz, N.; Peng, Y. Rheology measurements for flotation slurries with high clay contents—A critical review. Miner. Eng. 2016, 98, 137–150. [Google Scholar] [CrossRef]
- Zhang, M.; Peng, Y. Effect of clay minerals on pulp rheology and the flotation of copper and gold minerals. Miner. Eng. 2015, 70, 8–13. [Google Scholar] [CrossRef]
- Bayesteh, H.; Hoseini, A. Effect of mechanical and electro-chemical contacts on the particle orientation of clay minerals during swelling and sedimentation: A DEM simulation. Comput. Geotech. 2021, 130, 103913. [Google Scholar] [CrossRef]
- Gomez, A.; Bradford, S.A.; Hwang, G.; Choi, S.; Tong, M.; Kim, H. Shape and orientation of bare silica particles influence their deposition under intermediate ionic strength: A study with QCM–D and DLVO theory. Colloids Surfaces A Physicochem. Eng. Asp. 2020, 599, 124921. [Google Scholar] [CrossRef]
- Castillo, C. Estudio Del Efecto de las Condiciones Hidrodinámicas, la Presencia de Iones y de Arcilla, en el Proceso de Floculación de un Relave de Sulfuro de Cobre. Master’s Thesis, Universidad de Chile, Santiago, Chile, 2018. [Google Scholar]
- Manrique, A. Explotación del Litio, Producción y Comercialización de Baterías de Litio en Argentina. Master’s Thesis, Universidad de Mar del Plata, Mar del Plata, Argentina, 2014. [Google Scholar]
- Liu, D.; Edraki, M.; Fawell, P.; Berry, L. Improved water recovery: A review of clay-rich tailings and saline water interactions. Powder Technol. 2020, 364, 604–621. [Google Scholar] [CrossRef]
- Cruz, C.; Ramos, J.; Robles, P.; Leiva, W.H.; Jeldres, R.I.; Cisternas, L.A. Partial seawater desalination treatment for improving chalcopyrite floatability and tailing flocculation with clay content. Miner. Eng. 2020, 151, 106307. [Google Scholar] [CrossRef]
- Stojek, Z.; Bond, A.M.; Compton, R.G.; Fiedler, D.A.; Inzelt, G.; Kahlert, H.; Lohse, H.; Lovric, M.; Lovric, S.K.; Marken, F.; et al. Electroanalytical Methods Guide to Experiments and Applications, 2nd ed.; Scholz, F., Ed.; Springer: Berlin/Heidelberg, Germany, 2010; ISBN 9783642029141. [Google Scholar]
- Yu, Y.; Ma, L.; Xu, H.; Sun, X.; Zhang, Z.; Ye, G. DLVO theoretical analyses between montmorillonite and fine coal under different pH and divalent cations. Powder Technol. 2018, 330, 147–151. [Google Scholar] [CrossRef]
- Sanaei, A.; Tavassoli, S.; Sepehrnoori, K. Investigation of modified Water chemistry for improved oil recovery: Application of DLVO theory and surface complexation model. Colloids Surfaces A Physicochem. Eng. Asp. 2019, 574, 131–145. [Google Scholar] [CrossRef]
- Romero, C. Floculación Y Viscosidad De Suspensiones De Sílice Coloidal En Presencia De Sales De Agua De Mar. Master’s Thesis, Universidad de Concepción, Concepción, Chile, January 2018. [Google Scholar]
- Parizad, A.; Shahbazi, K.; Tanha, A.A. SiO2 nanoparticle and KCl salt effects on filtration and thixotropical behavior of polymeric water based drilling fluid: With zeta potential and size analysis. Results Phys. 2018, 9, 1656–1665. [Google Scholar] [CrossRef]
- Wang, C.; Harbottle, D.; Liu, Q.; Xu, Z. Current state of fine mineral tailings treatment: A critical review on theory and practice. Miner. Eng. 2014, 58, 113–131. [Google Scholar] [CrossRef]
- Boger, D.V. Rheology and the resource industries. Chem. Eng. Sci. 2009, 64, 4525–4536. [Google Scholar] [CrossRef]
- Kleimann, J.; Gehin-Delval, C.; Auweter, H.; Borkovec, M. Super-stoichiometric charge neutralization in particle-polyelectrolyte systems. Langmuir 2005, 21, 3688–3698. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Sedimentation tests with Magnafloc 338.

Figure 2.
Zeta potential of spodumene tailings with the presence of KCl (salt) in deionized water and without flocculant. Salt concentrations 0.001, 0.01, 0.1 and 0.5 M.
Figure 2.
Zeta potential of spodumene tailings with the presence of KCl (salt) in deionized water and without flocculant. Salt concentrations 0.001, 0.01, 0.1 and 0.5 M.

Figure 3.
Sedimentation rate for different flocculants.

Figure 4.
Sedimentation rate as a function of KCl concentration.

Figure 5.
Sedimentation rate relative to Magnafloc-1011 flocculant dose in deionized water.

Figure 6.
Sedimentation rate in relation to the flocculant dose Magnafloc-338 in deionized water.

Figure 7.
Sedimentation rate in relation to the flocculant dose Magnafloc-1011 in industrial water.

Figure 8.
Sedimentation rate in relation to the flocculant dose Magnafloc 338 in industrial water.

Figure 9.
Percentage of solid in the sediment with flocculant M-1011, with deionized water.

Figure 10.
Percentage of solid in sediment with Magnafloc 338 flocculant, with deionized water.

Figure 11.
Percentage of solid in the sediment with Magnafloc-1011 flocculant, with industrial water.
Figure 11.
Percentage of solid in the sediment with Magnafloc-1011 flocculant, with industrial water.

Figure 12.
Percentage of solid in sediment with Magnafloc 338 flocculant, with industrial water.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mineralogical composition of the tailings.
| Mineral | Wt (%) |
|---|---|
| Copper carrier phyllosilicates | 0.19 |
| Copper wad bearers | 0.14 |
| Pyrite | 0.01 |
| Hematite | 0.13 |
| Goethite | 0.03 |
| Other Iron Oxides/Hydroxides | 0.11 |
| Rutile | 0.01 |
| Corundum | 0.33 |
| Calcite/Dolomite | 0.27 |
| Apatite | 0.08 |
| Monacita | 0.01 |
| Quartz | 33.31 |
| Potassium feldspar (Orthoclase, anorthoclase) | 15.18 |
| Ca and Na feldspars (Plagioclase series) | 26.14 |
| Kaolinite group | 6.00 |
| Muscovite/Sericite/Illite/Fengite | 6.85 |
| Group of Smectites (Montmorillonite, Nontronite) | 8.81 |
| Chlorite Group | 0.57 |
| Biotite/Phlogopite | 0.06 |
| Tourmaline group | 1.36 |
| Hornblende | 0.36 |
| Pyroxene | 0.01 |
| Titanite (Sphena) | 0.01 |
| Others | 0.03 |
| Total | 100.00 |
Table 2.
Chemical composition of the tailings.
| Mineralogical Compound | %Fe | %Al | %Si |
|---|---|---|---|
| Spodumene tailings | 0.56 | 0.22 | 71.9 |
Table 3.
Elements present in the industrial water used.
| Water Source | Li mg/L | K mg/L | Mg mg/L | Ca mg/L | Na mg/L | B mg/L | Cl mg/L | SO4 mg/L |
|---|---|---|---|---|---|---|---|---|
| Industrial water | 110.20 | 46.38 | 49.86 | 2.43 | 16.83 | 22.22 | 4388.00 | 73.84 |
Table 4.
Experimental design preliminary tests.
| Tests | Flocculant Dosage g/t | Flocculant |
|---|---|---|
| 1 | 0 | Magnafloc 338 |
| 2 | 1 | |
| 3 | 10 | |
| 4 | 50 | |
| 5 | 80 | |
| 6 | 0 | Magnafloc 333 |
| 7 | 1 | |
| 8 | 10 | |
| 9 | 50 | |
| 10 | 80 | |
| 11 | 0 | Magnafloc 155 |
| 12 | 1 | |
| 13 | 10 | |
| 14 | 50 | |
| 15 | 80 | |
| 16 | 0 | Magnafloc 1011 |
| 17 | 1 | |
| 18 | 10 | |
| 19 | 50 | |
| 20 | 80 |
Table 5.
Experimental design tests with KCl.
| Test | Concentration M | Type of Water |
|---|---|---|
| 1 | 0 | Industrial |
| 2 | 0.001 | |
| 3 | 0.01 | |
| 4 | 0.1 | |
| 5 | 0.5 | |
| 6 | 0 | Deionized |
| 7 | 0.001 | |
| 8 | 0.01 | |
| 9 | 0.1 | |
| 10 | 0.5 |
Table 6.
Experimental design tests in industrial water.
| Tests | Flocculants | Flocculant Dosage g/t | Dosage of KCl M |
|---|---|---|---|
| 1 | Magnafloc 338 | 5 | 0.001 |
| 2 | 0.01 | ||
| 3 | 0.1 | ||
| 4 | 0.5 | ||
| 5 | 10 | 0.001 | |
| 6 | 0.01 | ||
| 7 | 0.1 | ||
| 8 | 0.5 | ||
| 9 | 15 | 0.001 | |
| 10 | 0.01 | ||
| 11 | 0.1 | ||
| 12 | 0.5 | ||
| 13 | Magnafloc 1011 | 5 | 0.001 |
| 14 | 0.01 | ||
| 15 | 0.1 | ||
| 16 | 0.5 | ||
| 17 | 10 | 0.001 | |
| 18 | 0.01 | ||
| 19 | 0.1 | ||
| 20 | 0.5 | ||
| 21 | 15 | 0.001 | |
| 22 | 0.01 | ||
| 23 | 0.1 | ||
| 24 | 0.5 |
Table 7.
Turbidity in the 2 best flocculants used.
| Turbidity (FNU) | ||
|---|---|---|
| Flocculant dosage (g/t) | Magnafloc-338 | Magnafloc-1011 |
| 0 | 1754 | 1754 |
| 1 | 201 | 550 |
| 5 | 31 | 47 |
| 10 | 29 | 41 |
| 15 | 20 | 31 |
Table 8.
Turbidity results used using KCl for each type of water.
| Turbidity (FNU) | ||
|---|---|---|
| KCl Concentration (M) | Deionized Water | Industrial Water |
| 0 | 1754 | 1754 |
| 0.001 | 1751 | 1740 |
| 0.01 | 1600 | 1400 |
| 0.1 | 1437 | 1104 |
| 0.5 | 1120 | 1069 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pérez, K.; Moraga, C.; Herrera, N.; Salinas-Rodríguez, E.; Gálvez, E. Effect of the Addition of Flocculants and KCl on Sedimentation Rate of Spodumene Tailings. Metals 2021, 11, 986. https://doi.org/10.3390/met11060986
AMA Style
Pérez K, Moraga C, Herrera N, Salinas-Rodríguez E, Gálvez E. Effect of the Addition of Flocculants and KCl on Sedimentation Rate of Spodumene Tailings. Metals. 2021; 11(6):986. https://doi.org/10.3390/met11060986
Chicago/Turabian StylePérez, Kevin, Carlos Moraga, Nelson Herrera, Eleazar Salinas-Rodríguez, and Edelmira Gálvez. 2021. "Effect of the Addition of Flocculants and KCl on Sedimentation Rate of Spodumene Tailings" Metals 11, no. 6: 986. https://doi.org/10.3390/met11060986
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.