
Effect of Boron Carbide Addition on Wear Resistance of Aluminum Matrix Composites Fabricated by Stir Casting and Hot Rolling Processes


Abstract
:1. Introduction
2. Materials and Methods
3. Results
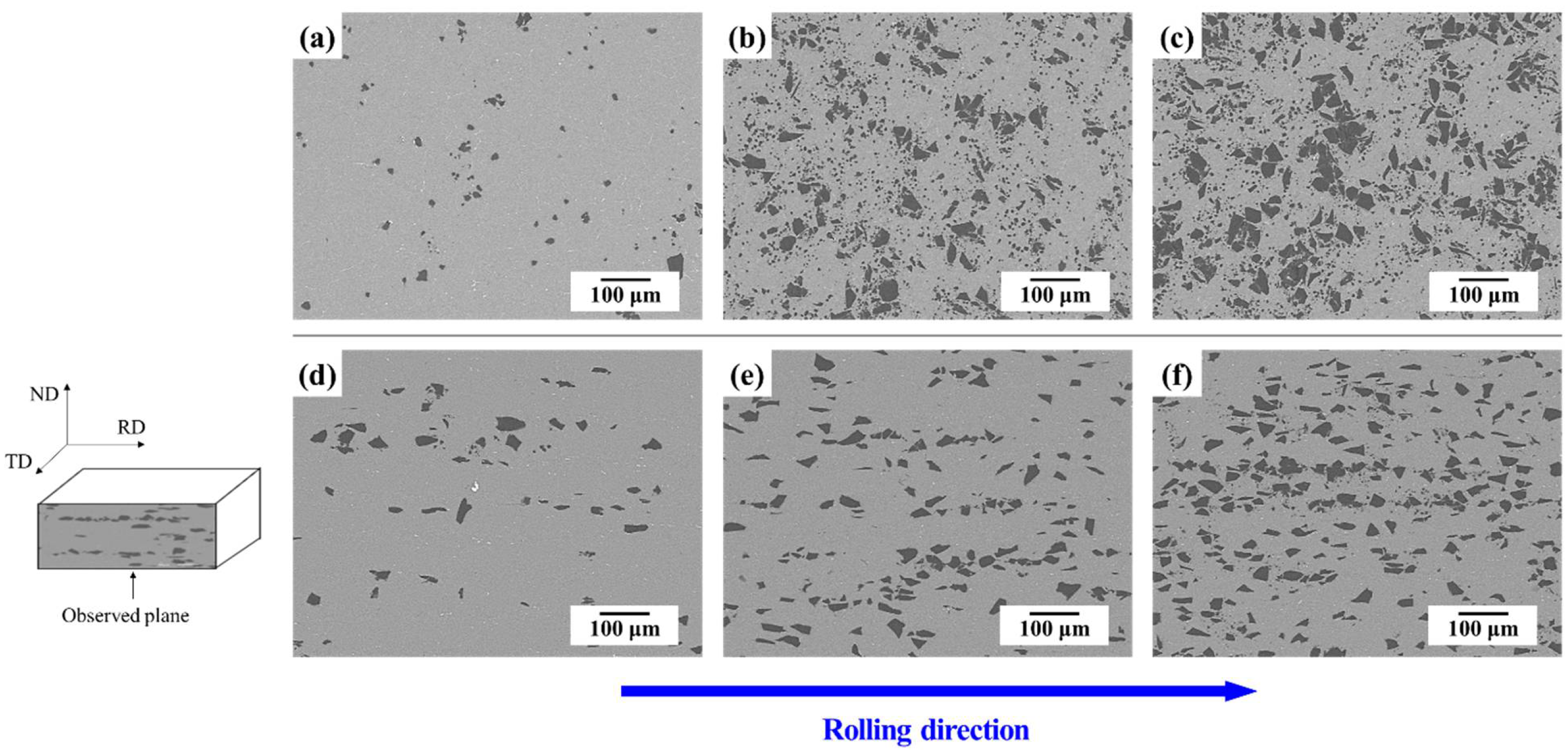
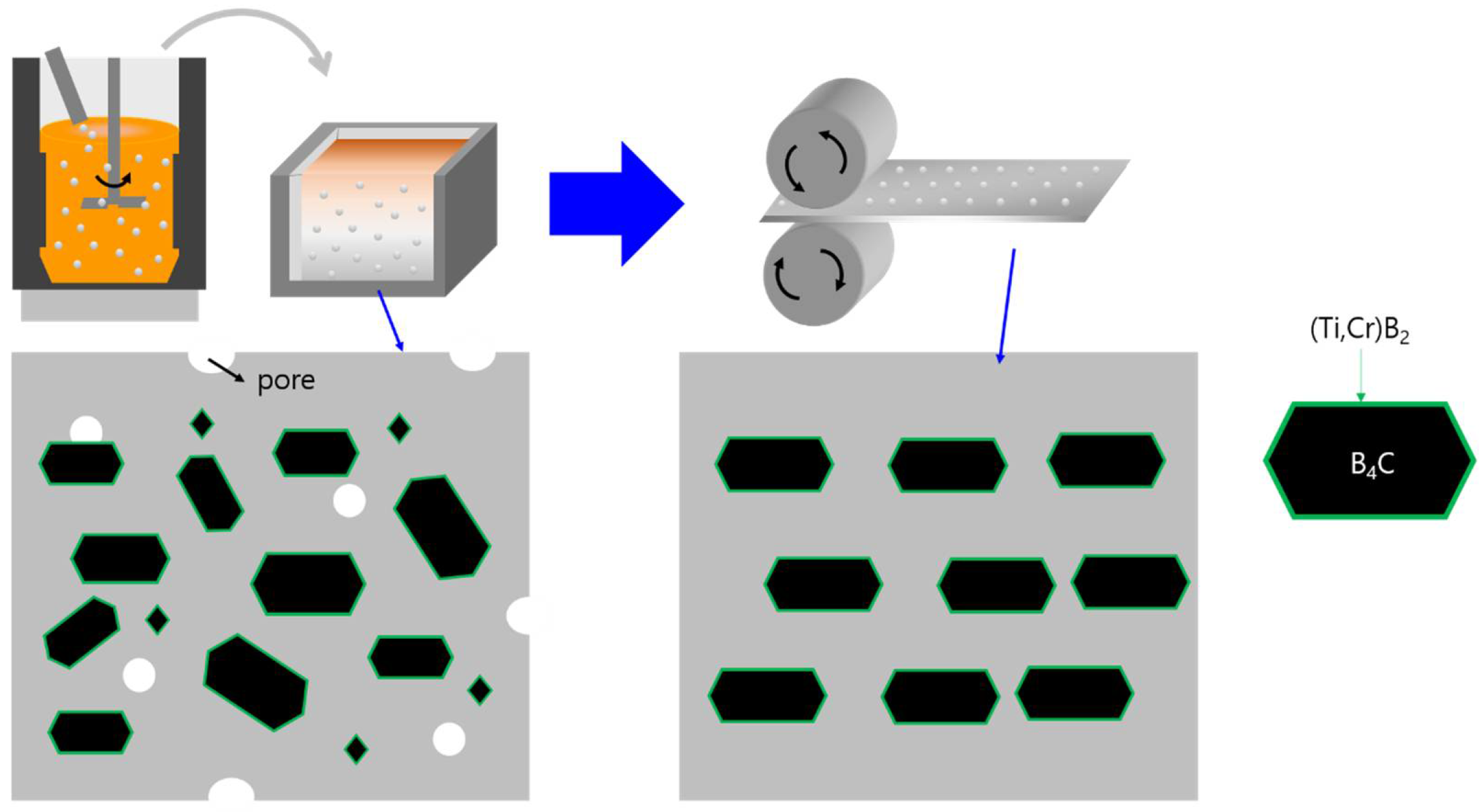
3.1. Microstructures of B4C/Al6061 Composites Fabricated by the Stir Casting and Hot Rolling Processes
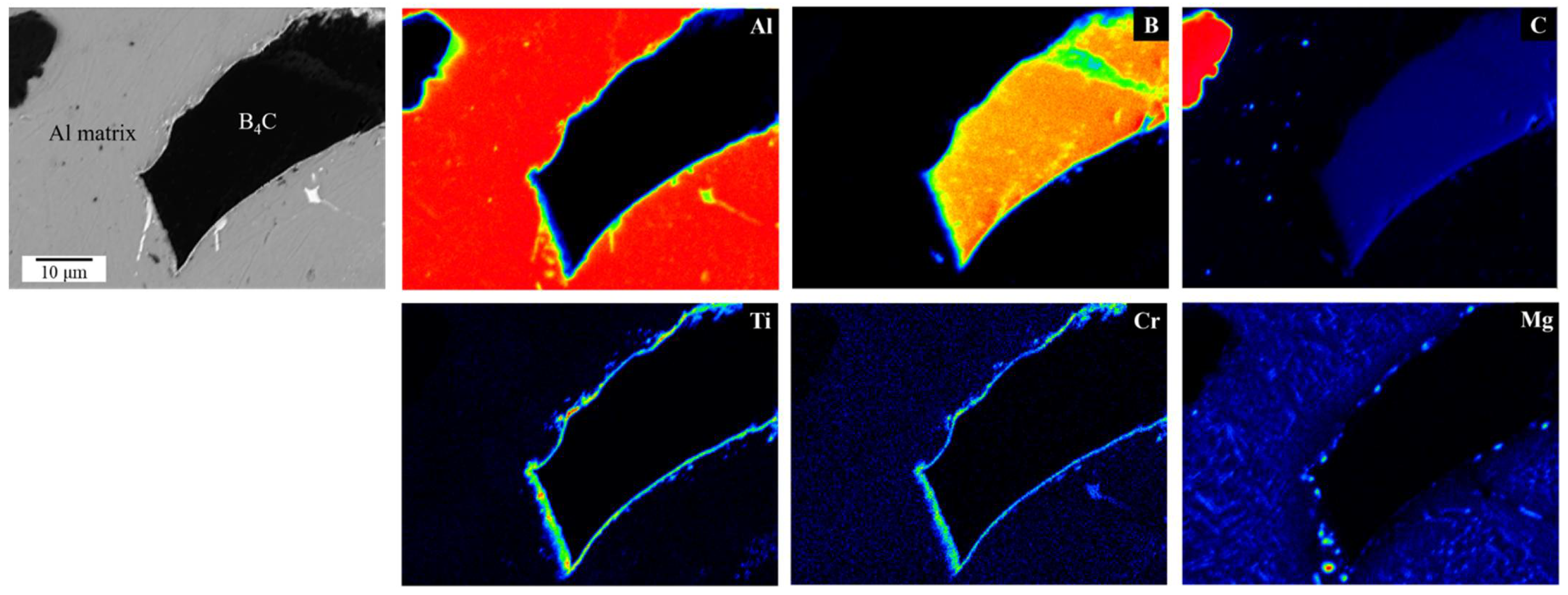
3.2. Interfacial Analysis of B4C/Al6061 Composites
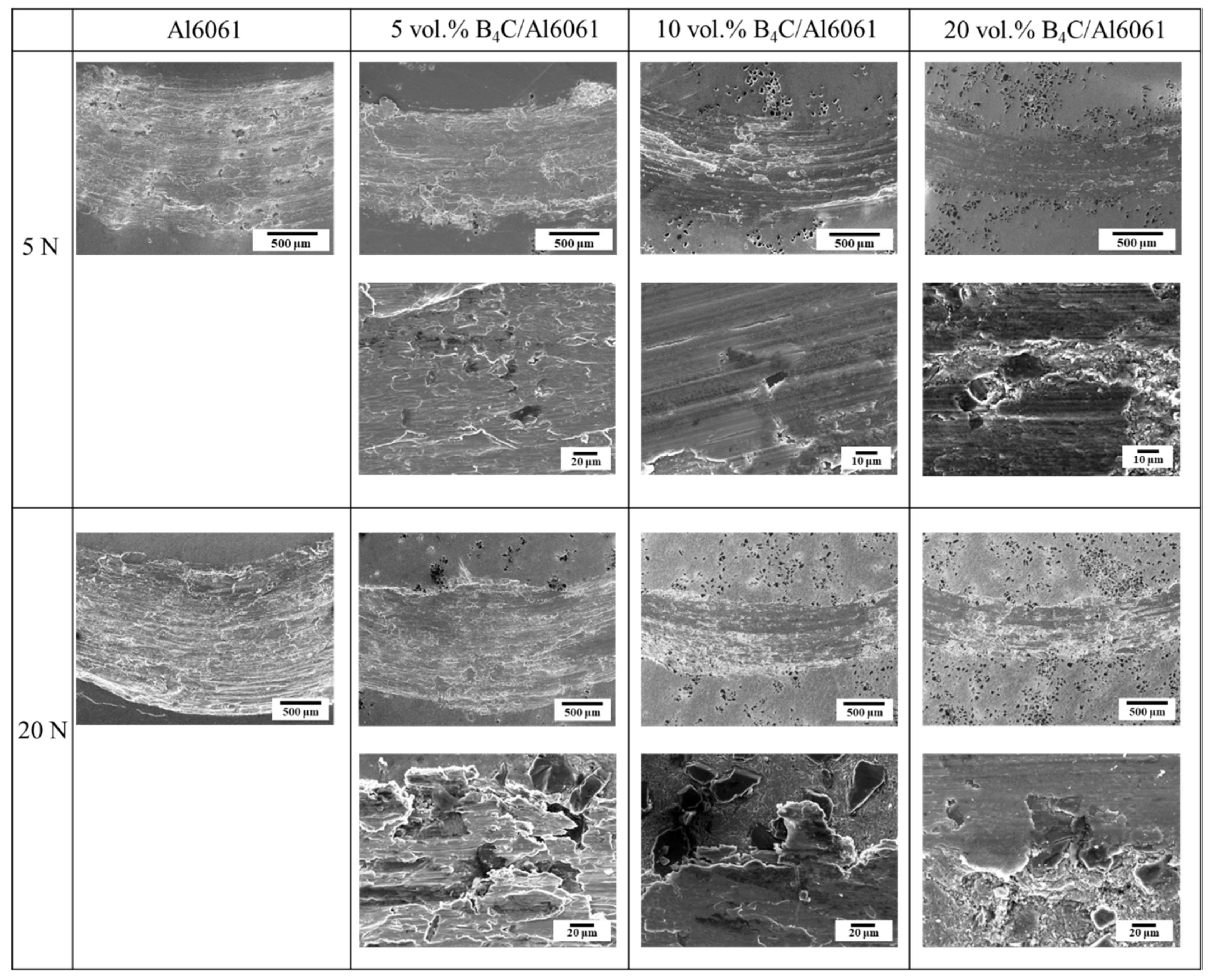
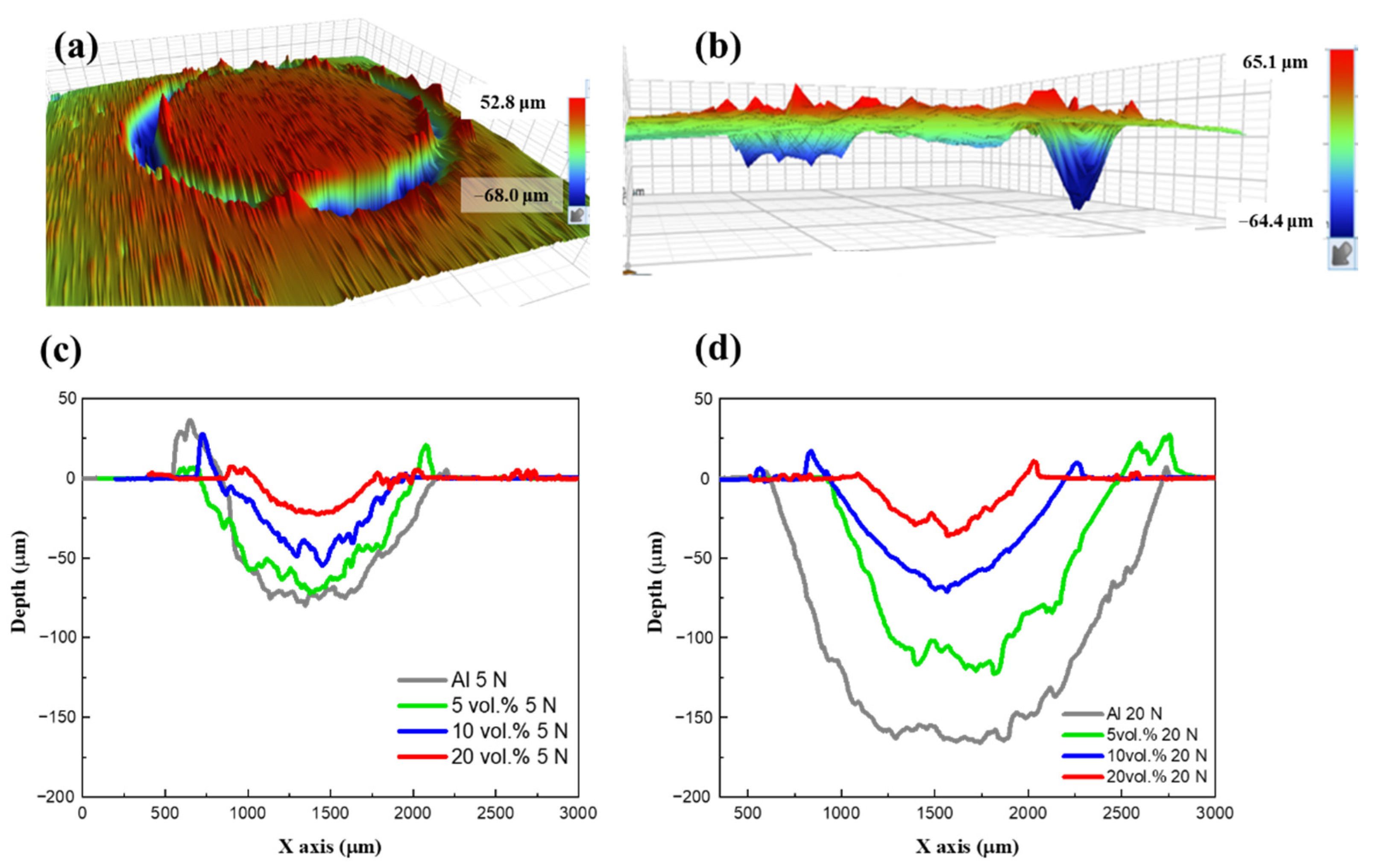
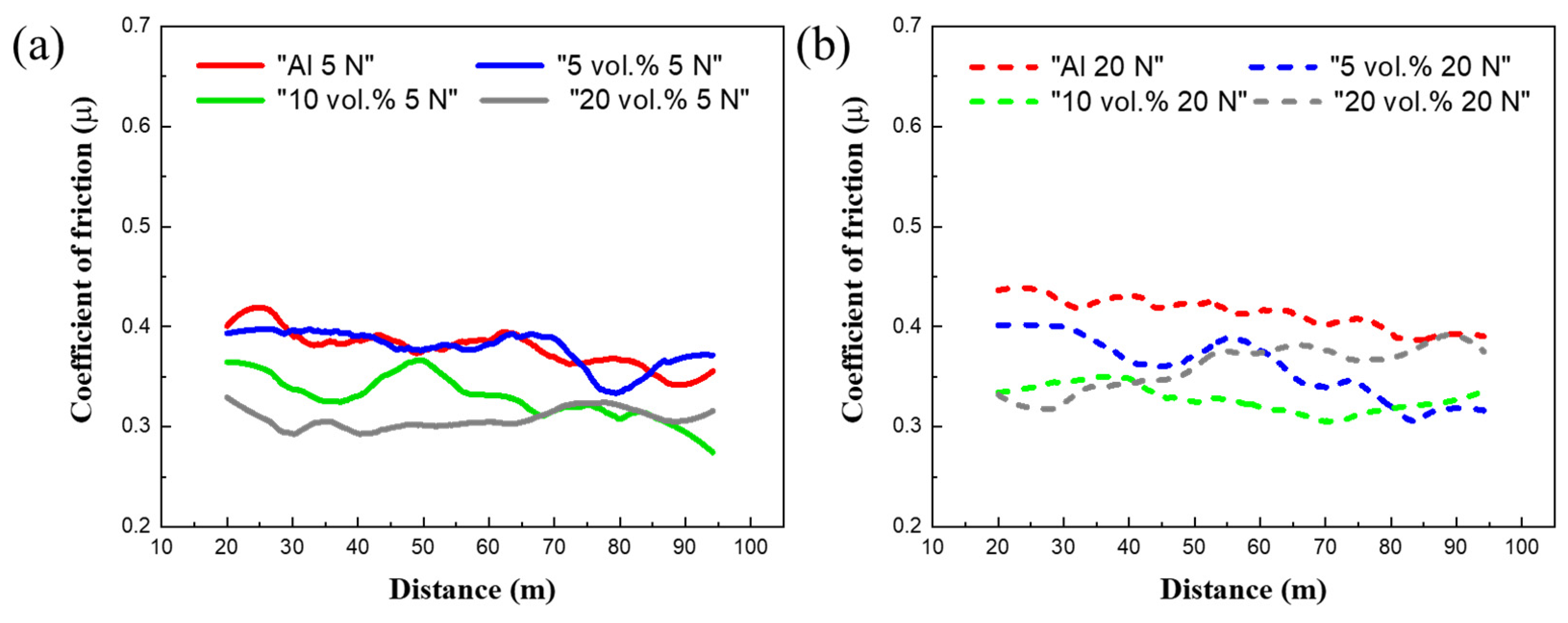
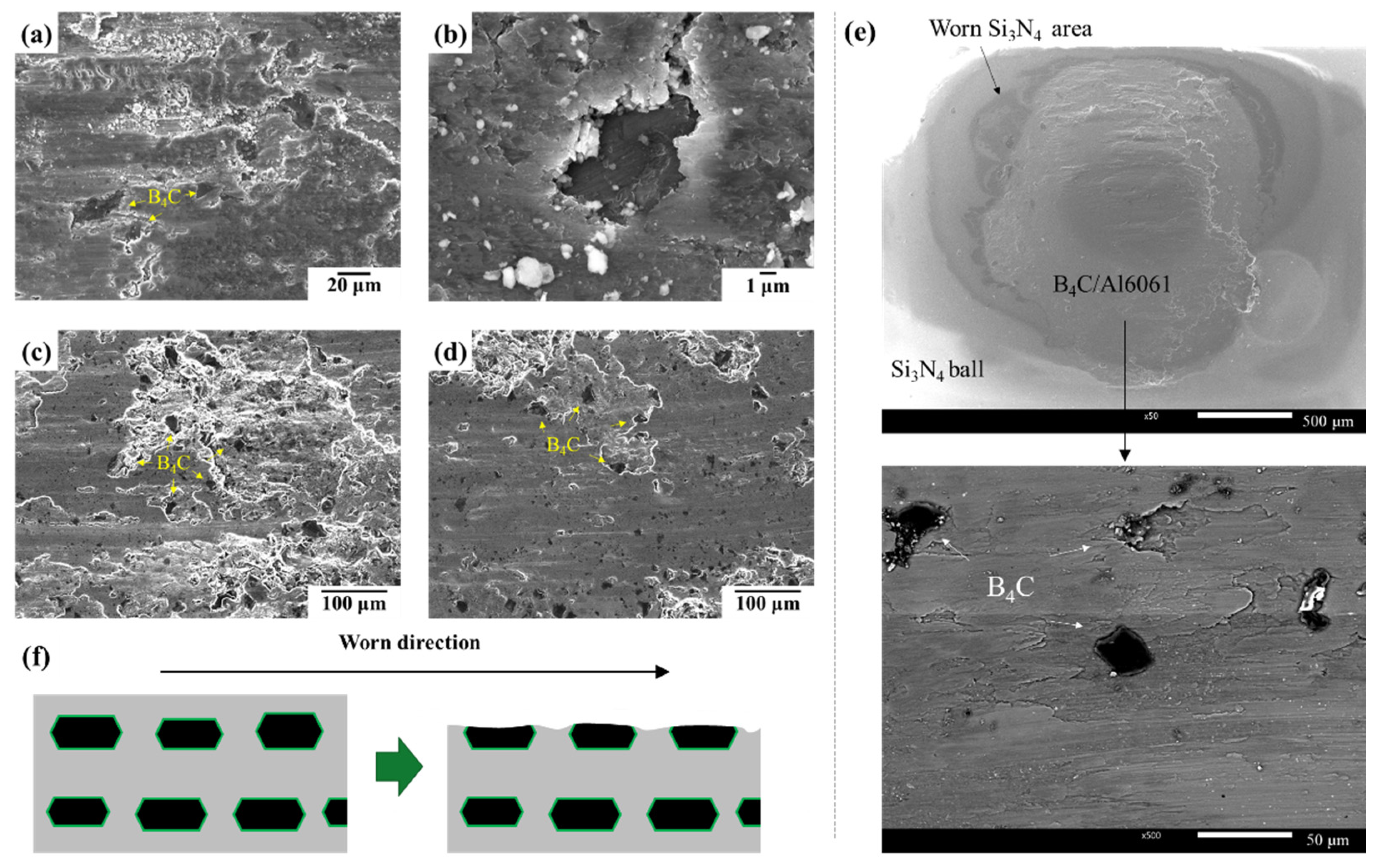
3.3. Wear Properties of B4C/Al6061 Composites
4. Conclusions
- 5, 10, and 20 vol.% of the B4C particles were well dispersed by stir casting, and three-dimensional irregular particles were arranged along the rolling direction through hot rolling. In addition, dispersion of the B4C particles was improved through hot rolling.
- The (Ti,Cr)B2 layer was created at the B4C/Al interface of the stir-cast B4C/Al6061 composites.
- The wear width and depth decreased with increasing B4C contents of the composites tested at both 5 and 20 N loads. The 20 vol.% B4C/Al6061 composites had the smallest wear width and depth of 856 μm and 36 μm, respectively (20 N load).
- Vickers hardness of the composites increased from 116.5 to 139.9 as the B4C volume fraction increased.
- Wear loss amount and hardness of the B4C/Al6061 composites are inversely proportional.
- The average COF values of the B4C/Al6061 composites mostly decreased compared with those of Al6061 and reached a minimum value of 0.28 at 10 vol.% B4C.
- A tightly bonded B4C/Al6061 interface by a continuous (Ti,Cr)B2-based layer and the protruded, well-aligned particles can bear the main wear force by abrasives and protect the surrounding Al matrix from further failure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sharifi, M.; Karimzadeh, F.; Enayati, M.H. Fabrication and evaluation of mechanical and tribological properties of boron carbide reinforced aluminum matrix nanocomposites. Mater. Des. 2011, 32, 3263–3271. [Google Scholar] [CrossRef]
- Sun, C.; Shen, R.J.; Song, M. Effects of sintering and extrusion on the microstructures and mechanical properties of a SiC/Al-Cu composite. J. Mater. Eng. Perform. 2009, 267, 585–592. [Google Scholar] [CrossRef]
- Vieria, A.C.; Sequeria, P.D.; Gomes, J.R.; Gomes, L.A. Dry sliding wear of Al alloy/SiCp functionally graded composites: Influence of processing conditions. Wear 2009, 267, 585–592. [Google Scholar] [CrossRef]
- Alizadeh, M.; Paydar, M.H. High-strength nanostructured Al/B4C composite processed by cross-roll accumulative roll bonding. Mater. Sci. Eng. A 2012, 538, 14–19. [Google Scholar] [CrossRef]
- Mohanty, R.M.; Balasubramanian, K.; Seshadri, S.K. Boron carbide-reinforced aluminum 1100 matrix composites: Fabrication and properties. Mater. Sci. Eng. A 2008, 498, 42–52. [Google Scholar] [CrossRef]
- Topcu, I.; Gulsoy, H.O.; Kadioglu, N.; Gulluoglu, A.N. Processing and mechanical properties of B4C reinforced Al matrix composites. J. Alloys Compd. 2009, 482, 516–521. [Google Scholar] [CrossRef]
- Aizenshtein, M.; Froumin, N.; Shapiro, T.E.; Dariel, M.P.; Frage, N. Wetting and interface phenomena in the B4C/(Cu-B-Si) system. Scr. Mater. 2005, 53, 1231–1235. [Google Scholar] [CrossRef]
- Jung, J.; Kang, S. Advances in manufacturing boron carbide-aluminum composites. J. Am. Ceram. Soc. 2004, 87, 47–54. [Google Scholar] [CrossRef]
- Zhu, X.; Dong, H.; Lu, K. Coating different thickness nickel-boron nanolayers onto boron carbide particles. Surf. Coat. Technol. 2008, 202, 2927–2934. [Google Scholar] [CrossRef]
- Shrestha, N.K.; Kawai, M.; Saji, T. Co-deposition of B4C particles and nickel under the influence of a redox-active surfactant and anti-wear property of the coatings. Surf. Coat. Technol. 2005, 200, 2414–2419. [Google Scholar] [CrossRef]
- Lee, B.S.; Kang, S. Low-temperature processing of B4C-Al composites via infiltration technique. Mater. Chem. Phys. 2001, 67, 249–255. [Google Scholar] [CrossRef]
- Khakbiz, M.; Akhlaghi, F. Synthesis and structural characterization of Al-B4C nano-composite powders by mechanical alloying. J. Alloys Compd. 2009, 479, 334–341. [Google Scholar] [CrossRef]
- Yue, X.Y.; Wang, J.J.; Li, Y.S.; Ru, H.Q. Properties of B4C/Al-B4C composite with a two-layer structure. Mater. Res. Bull. 2013, 48, 1720–1724. [Google Scholar] [CrossRef]
- Lee, T.; Lee, J.; Lee, D.; Jo, I.; Lee, S.K.; Ryu, H.J. Effect of particle size and surface modification of SiC on the wear behavior of high volume fraction Al/SiCp composites. J. Alloys Compd. 2020, 831, 154647. [Google Scholar] [CrossRef]
- Ortiz, A.L.; Galan, C.A.; Borrero-Lopez, O.; Guiberteau, F. High sliding-wear resistant B4C composites fabricated by spark-plasma sintering with Ti-Al additives. Scr. Mater. 2020, 177, 91–95. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, M. Mechanical and dry sliding wear behavior of B4C and rice husk reinforced Al7075 alloy hybrid composite for armors application by using taguchi techniques. Mater. Today Proc. 2020, 27, 2617–2625. [Google Scholar] [CrossRef]
- Zhao, Q.; Liang, Y.; Zhang, Z.; Li, X.; Ren, L. Microstructure and dry-sliding wear behavior of B4C ceramic particulate reinforced Al5083 matrix composite. Metals 2016, 6, 227. [Google Scholar] [CrossRef] [Green Version]
- Dou, Y.; Liu, Y.; Liu, Y.; Xiong, Z.; Xia, Q. Friction and wear behaviors of B4C/6061Al composite. Mater. Des. 2014, 60, 669–677. [Google Scholar] [CrossRef]
- Májlinger, K. Wear properties of hybrid AlSi12 matrix syntactic foams. Int. J. Mater. Res. 2015, 106, 11. [Google Scholar] [CrossRef]
- Lee, D.; Kim, J.; Park, B.; Jo, I.; Lee, S.K.; Ki, Y.; Lee, S.B.; Cho, S. Mechanical and thermal neutron absorbing properties of B4C/aluminum alloy composites fabricated by stir casting and hot rolling process. Metals 2021, 11, 413. [Google Scholar] [CrossRef]
- Zhang, L.; Shi, G.; Kun, X.; Wu, H.; Li, Q.; Wu, J.; Wang, Z. Phase transformation and mechanical properties of B4C/Al composites. J. Mater. Res. 2020, 9, 2116–2126. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.529 | 0.549 | 0.172 | 0.086 | 0.954 | 0.142 | 0.0061 | 0.031 | 97.450 |
| B4C vol.% | Width (μm) | Depth (μm) | Wear Rate (mm3/m) | COF(μ) | Hardness (Hv0.1) | ||||
|---|---|---|---|---|---|---|---|---|---|
| 5 N | 20 N | 5 N | 20 N | 5 N | 20 N | 5 N | 20 N | ||
| 0 | 1303 ± 1.21 | 2101 ± 1.44 | 80 ± 0.32 | 165 ± 0.29 | 0.0375 | 0.1315 | 0.38 ± 0.02 | 0.42 ± 0.02 | 104.2 ± 4.63 |
| 5 | 1286 ± 1.38 | 1573 ± 1.39 | 72 ± 0.85 | 122 ± 0.35 | 0.0313 | 0.0644 | 0.38 ± 0.02 | 0.37 ± 0.03 | 116.5 ± 3.70 |
| 10 | 1123 ± 2.17 | 1265 ± 1.61 | 55 ± 0.74 | 71 ± 0.86 | 0.0164 | 0.0289 | 0.34 ± 0.03 | 0.34 ± 0.02 | 125.7 ± 0.63 |
| 20 | 720 ± 2.54 | 856 ± 2.21 | 23 ± 0.65 | 36 ± 0.85 | 0.0056 | 0.0092 | 0.31 ± 0.01 | 0.35 ± 0.02 | 139.9 ± 4.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Kim, J.; Lee, S.-K.; Kim, Y.; Lee, S.-B.; Cho, S. Effect of Boron Carbide Addition on Wear Resistance of Aluminum Matrix Composites Fabricated by Stir Casting and Hot Rolling Processes. Metals 2021, 11, 989. https://doi.org/10.3390/met11060989
Lee D, Kim J, Lee S-K, Kim Y, Lee S-B, Cho S. Effect of Boron Carbide Addition on Wear Resistance of Aluminum Matrix Composites Fabricated by Stir Casting and Hot Rolling Processes. Metals. 2021; 11(6):989. https://doi.org/10.3390/met11060989
Chicago/Turabian StyleLee, Donghyun, Junghwan Kim, Sang-Kwan Lee, Yangdo Kim, Sang-Bok Lee, and Seungchan Cho. 2021. "Effect of Boron Carbide Addition on Wear Resistance of Aluminum Matrix Composites Fabricated by Stir Casting and Hot Rolling Processes" Metals 11, no. 6: 989. https://doi.org/10.3390/met11060989