
Combination of Dual-Energy X-ray Transmission and Variable Gas-Ejection for the In-Line Automatic Sorting of Many Types of Scrap in One Measurement


Abstract
:1. Introduction
1.1. Background
1.2. Correlative Theory
1.3. Previous Work
1.4. Problems in the Application of DE-XRT
1.4.1. Overexposure and Underexposure
1.4.2. Measurement Noise
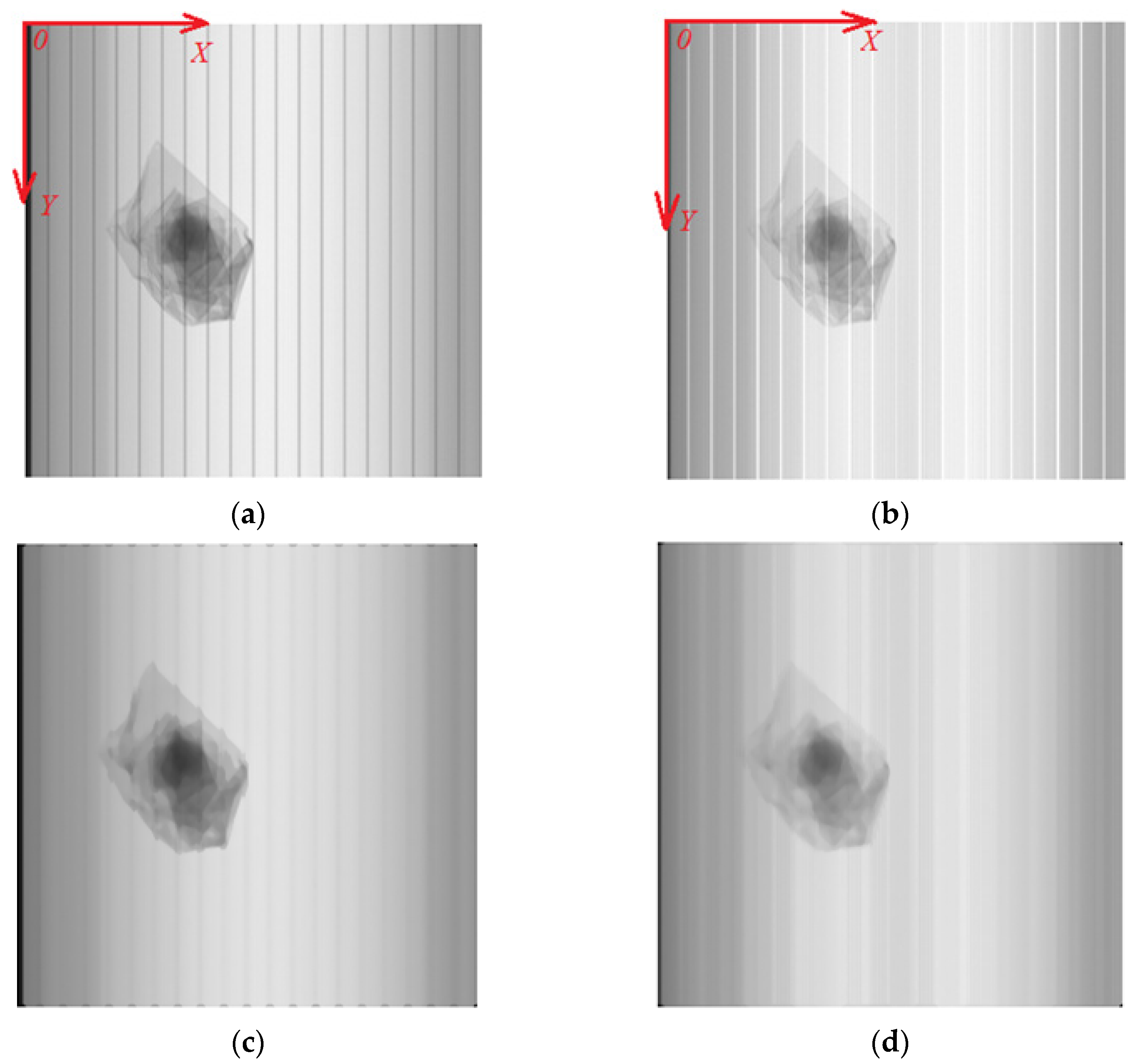
1.4.3. Fan-Shaped Effect
1.4.4. Identification Accuracy
1.4.5. Sorting Efficiency
1.5. Purpose and Content
2. Materials and Methods
2.1. Materials
2.1.1. Setup and Control Method of the Automatic Sorting System
2.1.2. Sample Materials
2.2. Data Acquisition and Image Preprocessing
2.3. Material Identification
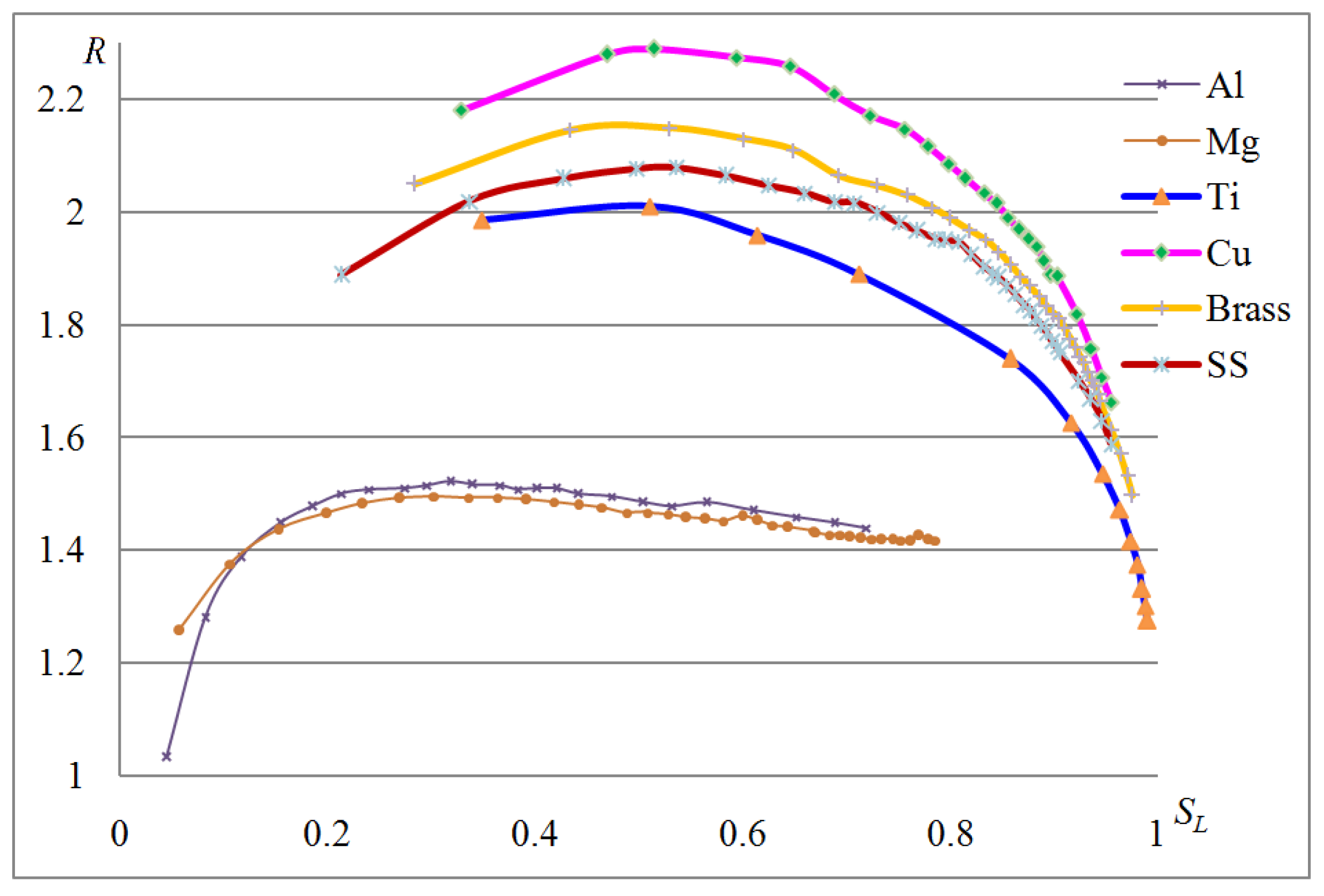
2.3.1. Identification by SL-x-R
2.3.2. Calibration
2.3.3. R_Value Calibration Surface Nearest Neighbor Identification
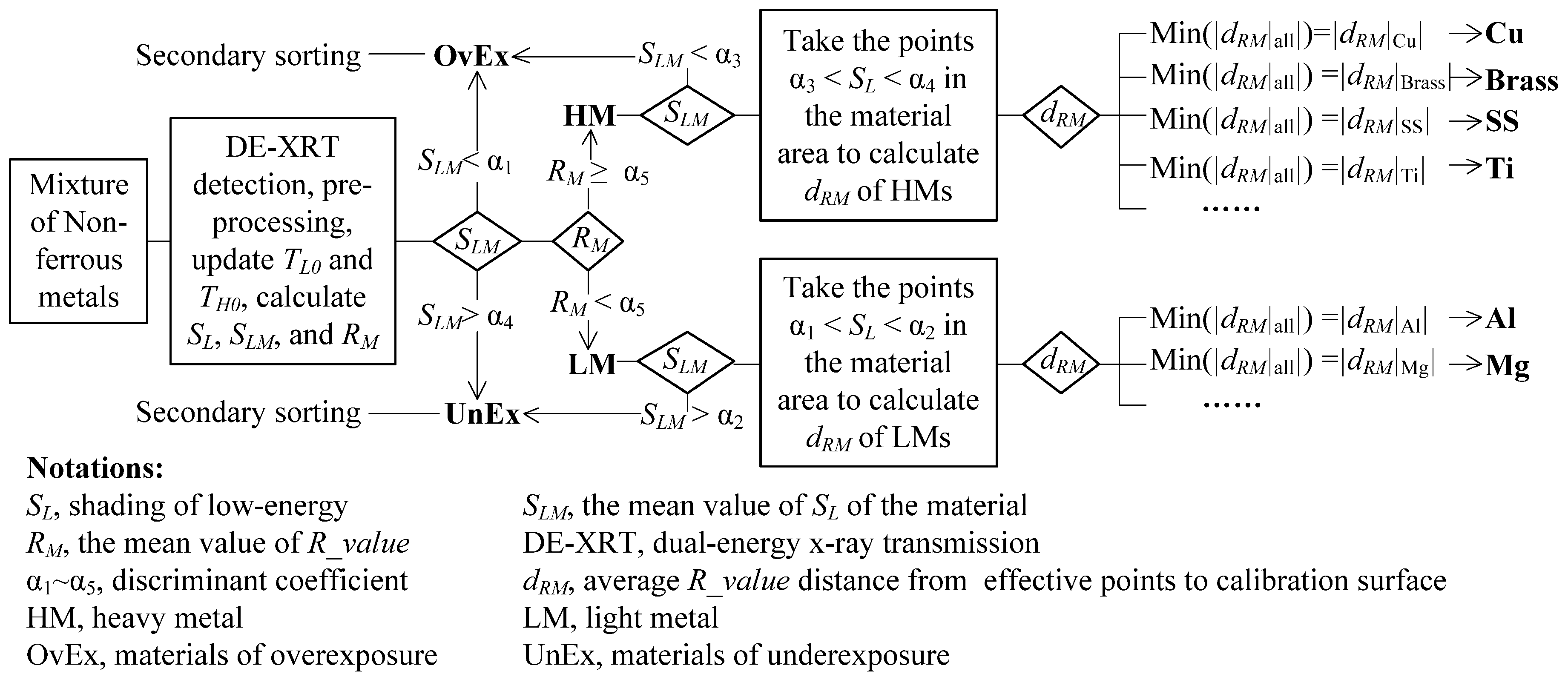
2.3.4. Flow-Process of Identification
2.4. Mass and Center-of-Gravity Cordinates Calculation
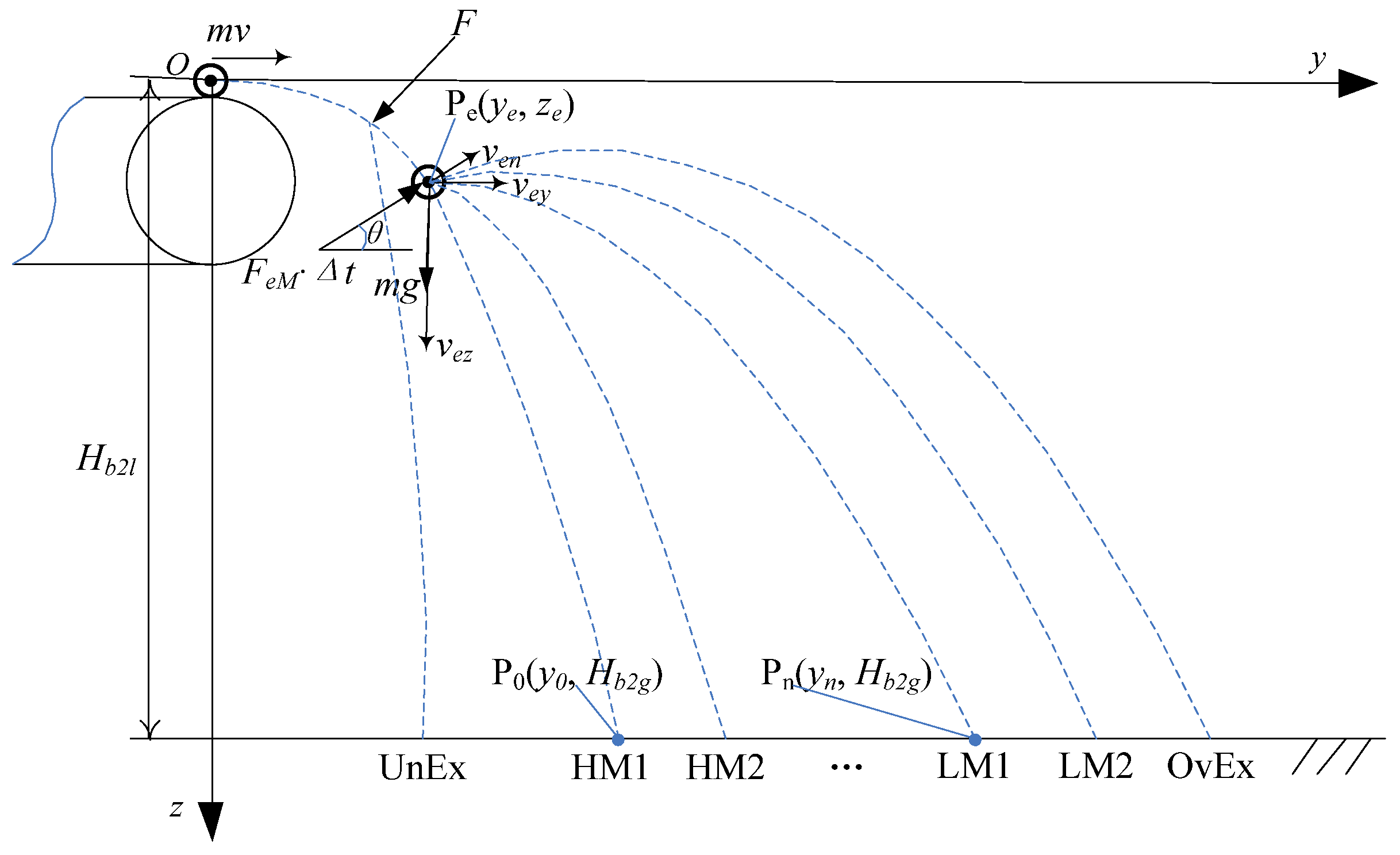
2.5. Separation of Variable Gas-Ejection
3. Results and Discussion
3.1. Shading of Low Energy
3.2. Overexposure and Underexposure
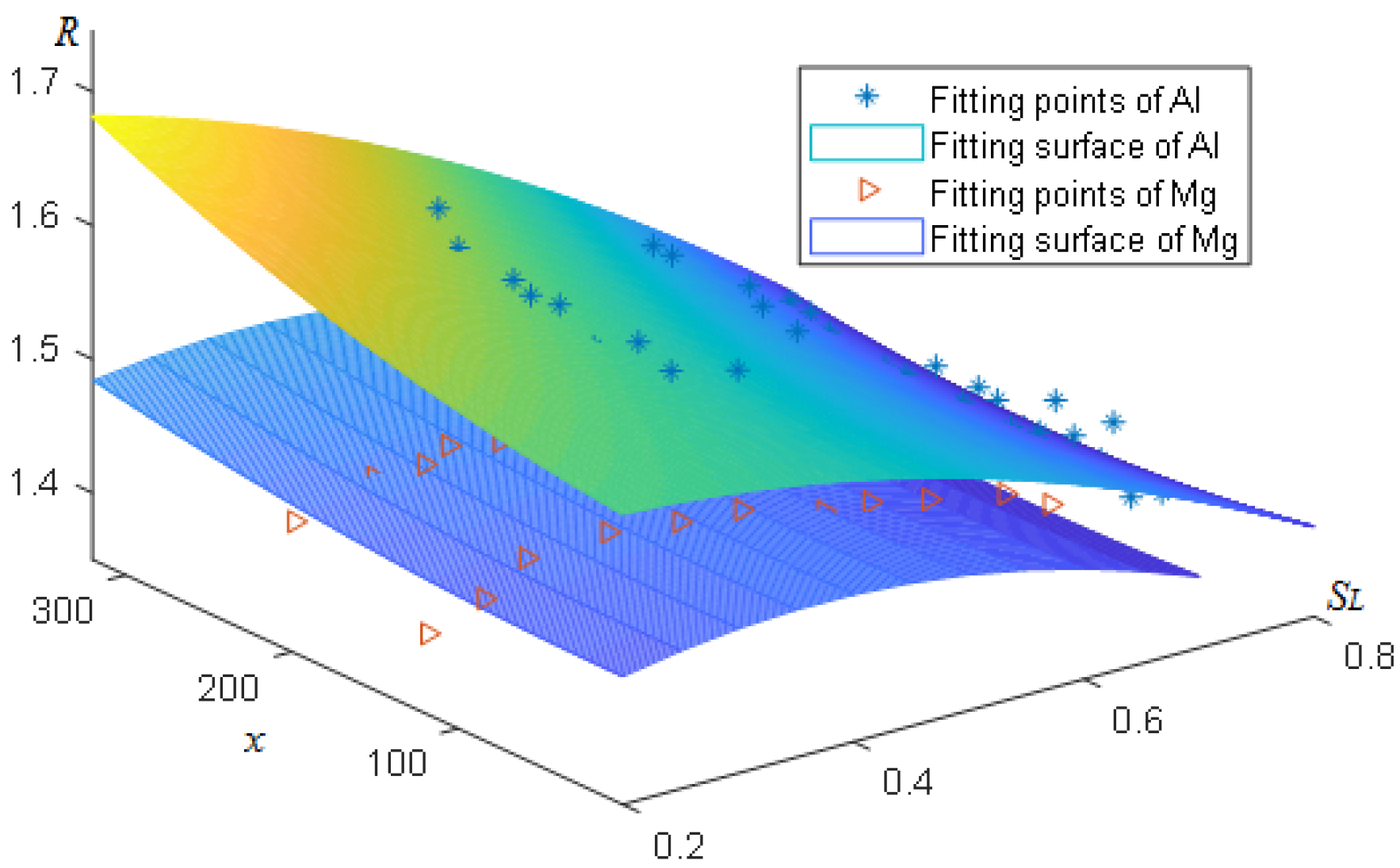
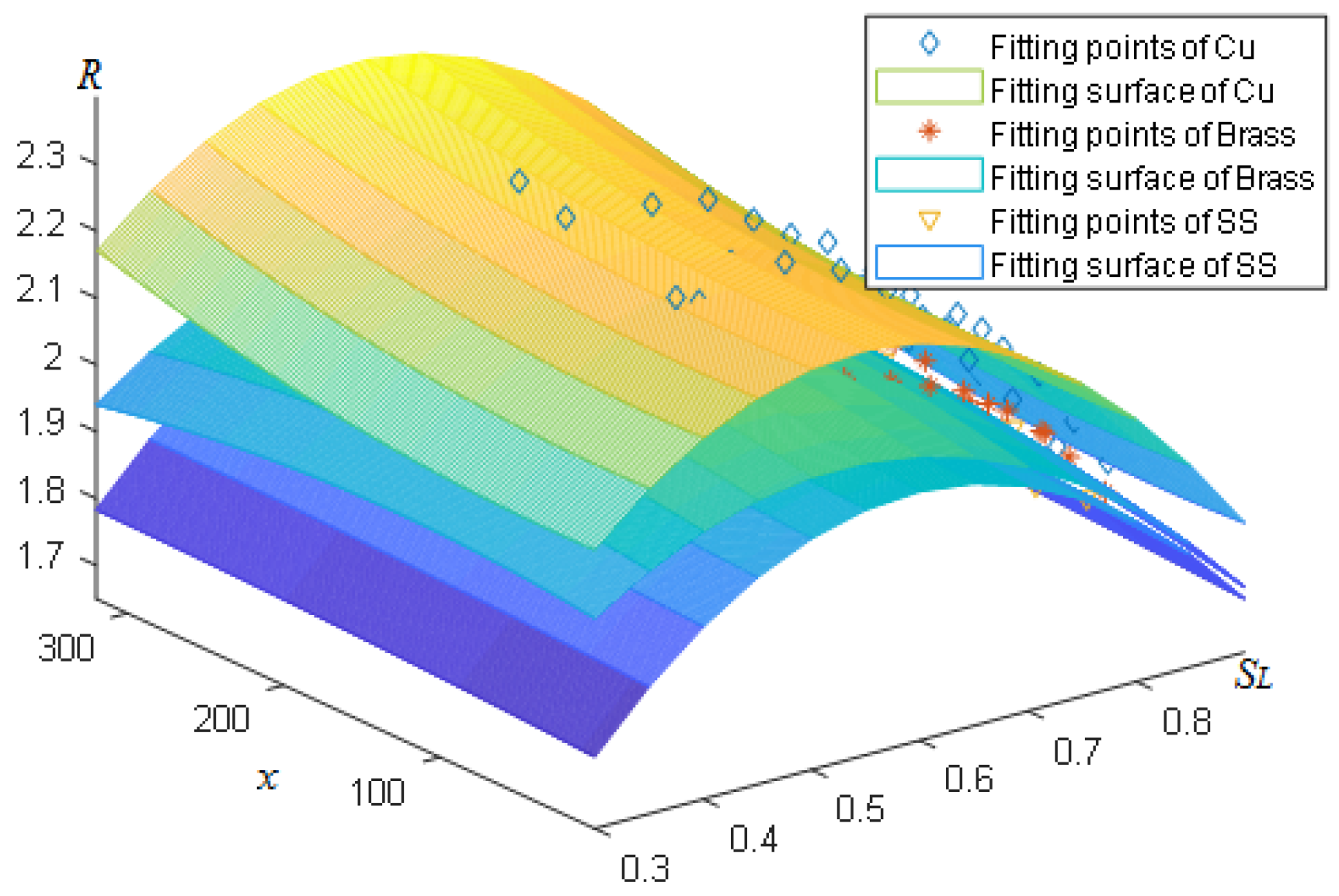
3.3. SL-x-R Calibration Surface Considering Fan-Shaped Effect
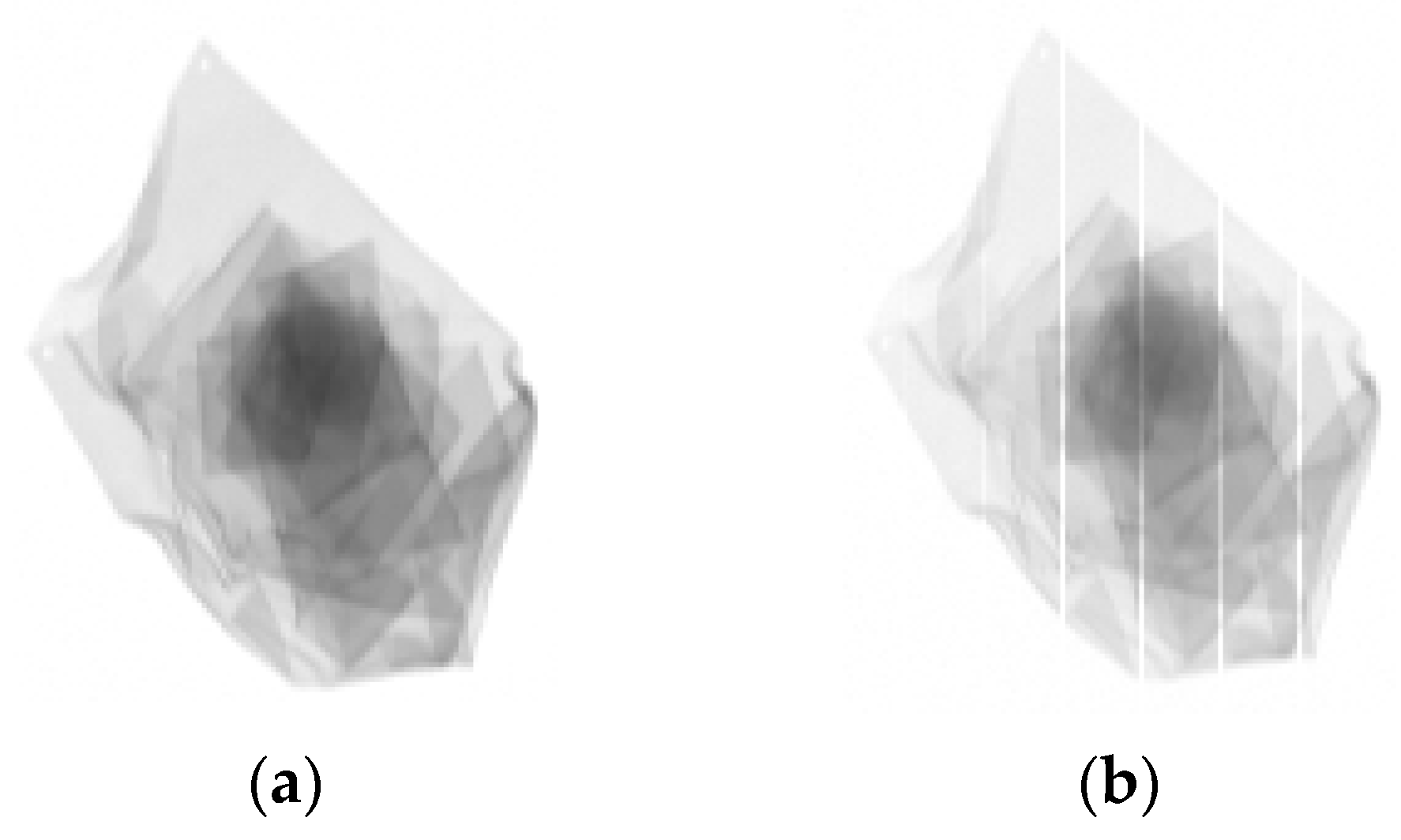
3.4. Identification by Nearest Neighbor Algorithm of Effective Points to R_Value Calibration Surfaces
3.5. Mass Culculation
3.6. Center-of-Gravity Coordinates Calculation
4. Conclusions
- By selecting the shading of low-energy as the main characteristic parameter, combined with the coordinates of detector line scan direction and comparing the mean distance between the R_value of each effective point within the material shadows and SL-x-R R_value calibration surface to identify non-ferrous metals, it can eliminate the influence of material thickness and the fan-shaped effect of the X-ray source, and thus improve material identification accuracy.
- By means of threshold judgment of the low-energy shading, it can select unidentifiable overexposed and underexposed materials for secondary sorting.
- By means of threshold judgment of low-energy shading, it can improve identification accuracy by screening effective points within the material shadows, which can be supported by laboratory results, including 85% identification accuracy by count basis, 100% identification accuracy of heavy and light metals.
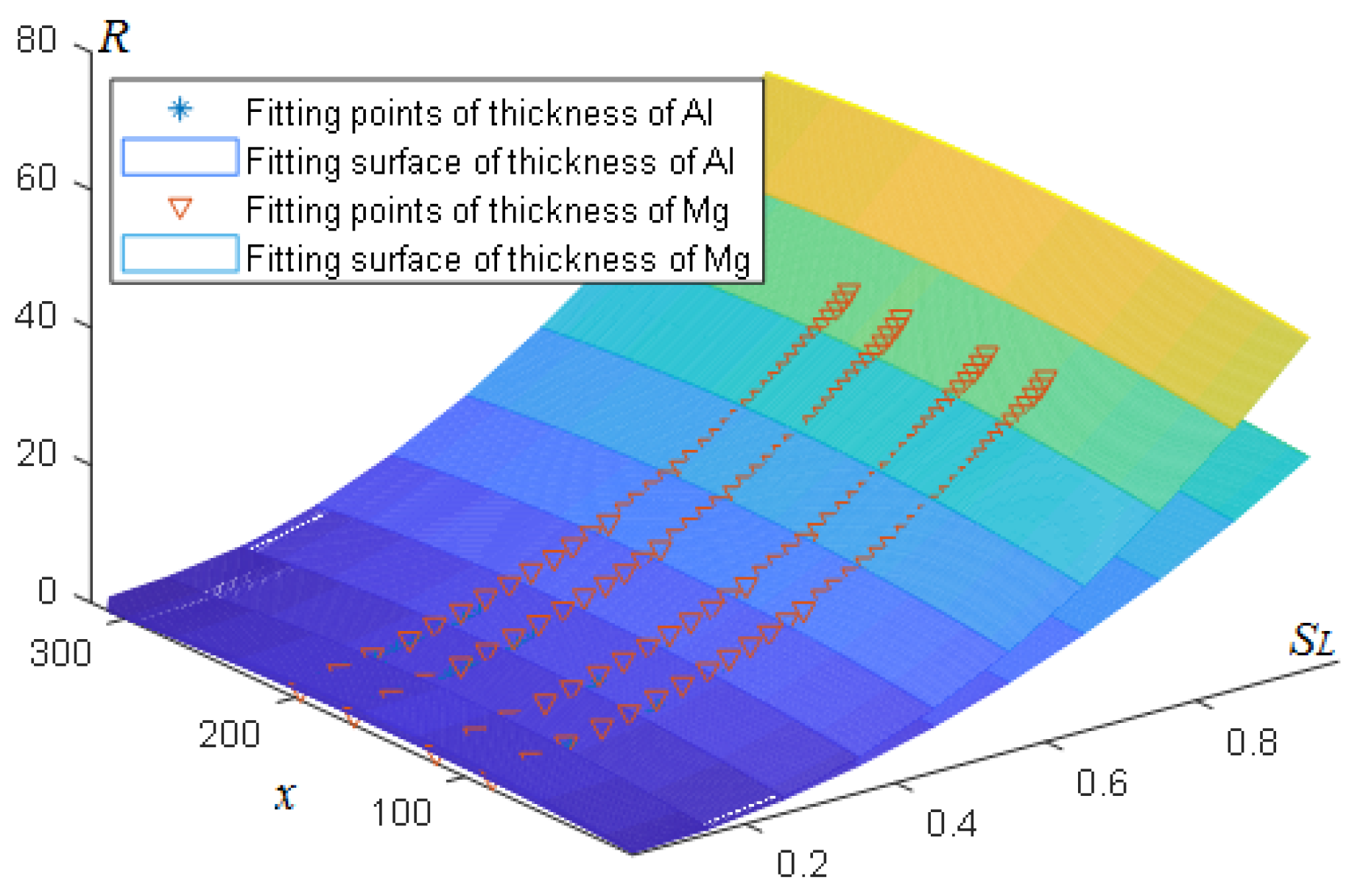
- Taking full advantage of additional morphological features from DE-XRT, it uses SL-x-t calibration surface thickness to calculate material mass and center-of-gravity coordinates, with the former error less than 5% and the latter error less than 4%. Meanwhile, the application of the variable gas-ejection can realize the measurement and identification of in-line automatic separation for multicategory materials at one time, and thus improve sorting efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DE-XRT | Dual-energy X-ray Transmission |
| ECS | Eddy Current Aeparation |
| ECT | Eddy Current Test |
| XRT | X-ray Transmission |
| XRF | X-ray Fluorescence |
| LIBS | Laser-induced Breakdown Spectroscopy |
| EMS | Electromagnetic Sensor |
| SQP | Sequential Quadratic Programming |
| MCNP | Monte Carlo N-Particle |
| SS | Stainless Steel |
| NM-SS | Non-magnetic Stainless steel |
| Al | Aluminum |
| Alc | Wrought Aluminum Alloy |
| Alw | Cast Aluminum Alloy |
| Mg | Magnesium |
| Cu | Copper |
| Ti | Titanium |
| PCA-SVM | Principal Component Analysis-Support Vector Machines |
| 3D | Three-dimensional |
| CT | Computed Tomography |
| SD | Standard Deviation |
| SNR | Signal to Noise Ratio |
| CR | Contrast Ratio |
| IPC | Industrial Personal Computer |
| MCIO | Motion Control and Input/Output |
| PCI | Peripheral Component Interconnect |
| GigE | Gigabit Ethernet |
| PC | Personal Computer |
| OS | Operating System |
| HMI | Human−machine Interface |
| LM | Light Metal |
| HM | Heavy Metal |
| OvEx | Materials of Overexposure |
| UnEx | Materials of Underexposure |
| EP | Effective Points |
| PAM | Projection Area of Material |
| RMSE | Root Mean Square Error |
| G (xgc, ygc) | center-of-gravity and its coordinates |
| Pe (ye, ze) | ejection point and its coordinates |
| Pn (yn, Hb2g) | preset falling point and its coordinates |
| P0 (y0, Hb2g) | free parabolic falling point and its coordinates |
| I | energy intensity after attenuation |
| I0 | energy intensity before attenuation |
| μ | linear attenuation coefficient |
| t | thickness of material |
| μm | mass attenuation coefficient |
| ρ | density |
| ρt | mass thickness |
| σ | cross-section |
| NA | Avogadro’s constant |
| A | relative atomic mass |
| Z | atomic number |
| Zeff | effective atomic number |
| E | energy |
| σpe | cross-section of photoelectric effect |
| σsc | cross-section of photon scattering |
| R/R_value | transparency natural logarithm ratio of low energy to high energy |
| T | energy integral value of transmission signal |
| Td | decrease value of energy integral of transmission signal |
| TL | low-energy integral value of transmission signal after attenuation |
| TH | high-energy integral value of transmission signal after attenuation |
| TL0 | low-energy integral value of transmission signal before attenuation |
| TH0 | high-energy integral value of transmission signal before attenuation |
| SL | shading of low-energy |
| SH | shading of high-energy |
| N (E) | photon number from E to dE |
| Pd (E) | photon detection probability (efficiency) under energy E |
| Hf2d | the shortest distance from focus to detector |
| dx | the distance from the detected pixel to the focus foot point on the detector |
| x | channel serial number in X direction |
| fR (SL, x) | R_value fitting binary function of SL and x |
| ft (SL, x) | thickness fitting binary function of SL and x |
| Beta1~Beta6 | fitting coefficient of binary nonlinear polynomial surface |
| dRM | mean of R_value distance from effective points to R_value calibration surface |
| RM | mean of R_value |
| α1 | overexposure discrimination threshold coefficient of light metals |
| α2 | underexposure discrimination threshold coefficient of light metals |
| α3 | overexposure discrimination threshold coefficient of heavy metals |
| α4 | underexposure discrimination threshold coefficient of heavy metals |
| α5 | discrimination threshold coefficient of light metals and heavy metals |
| SLM | mean of shading of low-energy |
| Px | the x-accuracy (pitch) of the line scan detector, i.e., the resolution of the detector |
| Py | the y-accuracy of the line scan detector |
| m | mass |
| g | acceleration of gravity |
| Hb2l | vertical height from belt to falling point |
| v | line speed of belt conveyor |
| te | time from material off belt to ejection point |
| θ | elevation angle of gas-ejection |
| Ie | impulse of gas-ejection |
| FeM | the mean action force of gas-ejection |
| △t | the action time of gas-ejection |
Appendix A
Appendix B
References
- Gundupalli, S.P.; Hait, S.; Thakur, A. A review on automated sorting of source-separated municipal solid waste for recycling. Waste Manag. 2017, 60, 56–74. [Google Scholar] [CrossRef] [PubMed]
- Smith, Y.R.; Nagel, J.R.; Rajamani, R.K. Eddy current separation for recovery of non-ferrous metallic particles: A comprehensive review. Miner. Eng. 2019, 133, 149–159. [Google Scholar] [CrossRef]
- Kaya, M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manag. 2016, 57, 64–90. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Hu, Z.; Pang, Q.; Hua, L. Research on the classification algorithm and operation parameters optimization of the system for separating non-ferrous metals from end-of-life vehicles based on machine vision. Waste Manag. 2019, 100, 10–17. [Google Scholar] [CrossRef] [PubMed]
- Mesina, M.B.; Jong, T.P.R.; Dalmijn, W.L. Automatic sorting of scrap metals with a combined electromagnetic and dual energy X-ray transmission sensor. Int. J. Miner. Process. 2007, 82, 222–232. [Google Scholar] [CrossRef]
- Koyanaka, S.; Kobayashi, K. Automatic sorting of lightweight metal scrap by sensing apparent density and three-dimensional shape. Resour. Conserv. Recycl. 2010, 54, 571–578. [Google Scholar] [CrossRef]
- Bi, H.; Zhu, H.; Zu, L.; Bai, Y.; Gao, S.; Gao, Y. A new model of trajectory in eddy current separation for recovering spent lithium iron phosphate batteries. Waste Manag. 2019, 100, 1–9. [Google Scholar] [CrossRef]
- Ruan, J.; Dong, L.; Zheng, J.; Zhang, T.; Huang, M.; Xu, Z. Key factors of eddy current separation for recovering aluminum from crushed e-waste. Waste Manag. 2017, 60, 84–90. [Google Scholar] [CrossRef] [PubMed]
- Salama, A.; Richard, G.; Medles, K.; Zeghloul, T.; Dascalescu, L. Distinct recovery of copper and aluminum from waste electric wires using a roll-type electrostatic separator. Waste Manag. 2018, 76, 207–216. [Google Scholar] [CrossRef]
- Richard, G.; Touhami, S.; Zeghloul, T.; Dascalescu, L. Optimization of metals and plastics recovery from electric cable wastes using a plate-type electrostatic separator. Waste Manag. 2017, 60, 112–122. [Google Scholar] [CrossRef]
- Zhao, P.; Xie, J.; Gu, F.; Sharmin, N.; Hall, P.; Fu, J. Separation of mixed waste plastics via magnetic levitation. Waste Manag. 2018, 76, 46–54. [Google Scholar] [CrossRef] [PubMed]
- Jordao, H.; Sousa, A.J.; Carvalho, M.T. Optimization of wet shaking table process using response surface methodology applied to the separation of copper and aluminum from the fine fraction of shredder ELVs. Waste Manag. 2016, 48, 366–373. [Google Scholar] [CrossRef]
- Bezati, F.; Froelich, D.; Massardier, V.; Maris, E. Addition of X-ray fluorescent tracers into polymers, new technology for automatic sorting of plastics: Proposal for selecting some relevant tracers. Resour. Conserv. Recycl. 2011, 55, 1214–1221. [Google Scholar] [CrossRef] [Green Version]
- Cho, M.; Park, S.; Kwon, E.; Jeong, S. A waste metal sorting system using LIBS classification. In Proceedings of the 2019 IEEE 28th International Symposium on Industrial Electronics (ISIE), Vancouver, BC, Canada, 12–14 June 2019; pp. 451–454. [Google Scholar]
- Otoole, M.D.; Karimian, N.; Peyton, A.J. Classification of Nonferrous Metals Using Magnetic Induction Spectroscopy. IEEE Trans. Ind. Inform. 2018, 14, 3477–3485. [Google Scholar] [CrossRef] [Green Version]
- Picon, A.; Ghita, O.; Whelan, P.F.; Iriondo, P.M. Fuzzy Spectral and Spatial Feature Integration for Classification of Nonferrous Materials in Hyperspectral Data. IEEE. Trans. Ind. Inform. 2009, 5, 483–494. [Google Scholar] [CrossRef]
- Cossu, R.; Lai, T. Automotive shredder residue (ASR) management: An overview. Waste Manag. 2015, 45, 143–151. [Google Scholar] [CrossRef] [PubMed]
- Buekens, A.; Zhou, X. Recycling plastics from automotive shredder residues: A review. J. Mater. Cycles Waste Manag. 2014, 16, 398–414. [Google Scholar] [CrossRef]
- Takezawa, T.; Uemoto, M.; Itoh, K. Combination of X-ray transmission and eddy-current testing for the closed-loop recycling of aluminum alloys. J. Mater. Cycles Waste Manag. 2015, 17, 84–90. [Google Scholar] [CrossRef]
- Mazoochi, A.; Rahmani, F.; Davani, F.A.; Ghaderi, R. A novel numerical method to eliminate thickness effect in dual energy X-ray imaging used in baggage inspection. Nucl. Instrum. Methods Phys. Res. A 2014, 763, 538–542. [Google Scholar] [CrossRef]
- Neubert, K.; Wotruba, H. Investigations on the Detectability of Rare-Earth Minerals Using Dual-Energy X-ray Transmission Sorting. J. Sustain. Metall. 2017, 3, 3–12. [Google Scholar] [CrossRef]
- Ketelhodt, L.; Bergmann, C. Dual energy X-ray transmission sorting of coal. J. S. Afr. Min. Metall. 2010, 110, 371–378. [Google Scholar]
- Mouton, A.; Breckon, T.P. A review of automated image understanding within 3D baggage computed tomography security screening. J. X-ray Sci. Technol. 2015, 23, 531–555. [Google Scholar] [CrossRef] [Green Version]
- Pourghassem, H. A novel material detection algorithm based on 2D GMM-based power density function and image detail addition scheme in dual energy X-ray images. J. X-ray Sci. Technol. 2012, 20, 213–228. [Google Scholar] [CrossRef] [PubMed]
- Beldjoudi, G.; Rebuffel, V.; Verger, L.; Kaftandjian, V.; Rinkel, J. An optimised method for material identification using a photon counting detector. Nucl. Instrum. Methods Phys. Res. A 2012, 663, 26–36. [Google Scholar] [CrossRef]
- Kimoto, N.; Hayashi, H.; Asahara, T.; Mihara, Y.; Kanazawa, Y.; Yamakawa, T.; Yamamoto, S.; Yamasaki, M.; Okada, M. Precise material identification method based on a photon counting technique with correction of the beam hardening effect in X-ray spectra. Appl. Radiat. Isot. 2017, 124, 16–26. [Google Scholar] [CrossRef]
- Li, L.; Li, R.; Zhang, S.; Zhao, T.; Chen, Z. A dynamic material discrimination algorithm for dual MV energy X-ray digital radiography. Appl. Radiat. Isot. 2016, 114, 188–195. [Google Scholar] [CrossRef] [PubMed]
- Roshani, M.; Phan, G.; Roshani, G.H.; Hanus, R.; Nazemi, B.; Corniani, E.; Nazemi, E. Combination of X-ray tube and GMDH neural network as a nondestructive and potential technique for measuring characteristics of gas-oil–water three phase flows. Measurement 2021, 168, 108427. [Google Scholar] [CrossRef]
- Tomaru, R.; Done, C.; Ohsuga, K.; Odaka, H.; Takahashi, T. The thermal-radiative wind in low-mass X-ray binary H1743− 322–II. Iron line predictions from Monte Carlo radiation transfer. Mon. Not. R. Astron. Soc. 2020, 494, 3413–3421. [Google Scholar]
- Roshani, M.; Phan, G.T.; Ali, P.J.; Roshani, G.H.; Hanus, R.; Duong, T.; Corniani, E.; Nazemi, E.; Kalmoun, E.M. Evaluation of flow pattern recognition and void fraction measurement in two phase flow independent of oil pipeline’s scale layer thickness. Alex. Eng. J. 2021, 60, 1955–1966. [Google Scholar] [CrossRef]
- Salgado, W.L.; Dam, R.S.D.F.; Teixeira, T.P.; Conti, C.C.; Salgado, C.M. Application of artificial intelligence in scale thickness prediction on offshore petroleum using a gamma-ray densitometer. Radiat. Phys. Chem. 2020, 168, 108549. [Google Scholar] [CrossRef]
- Rogers, T.W.; Jaccard, N.; Morton, E.J.; Griffin, L.D. Automated X-ray image analysis for cargo security: Critical review and future promise. J. X-ray Sci. Technol. 2017, 25, 33–56. [Google Scholar] [CrossRef] [Green Version]
- Koyanaka, S.; Kobayashi, K. Incorporation of neural network analysis into a technique for automatically sorting lightweight metal scrap generated by ELV shredder facilities. Resour. Conserv. Recycl. 2011, 55, 515–523. [Google Scholar] [CrossRef]
- Koyanaka, S.; Kobayashi, K.; Yamamoto, Y.; Kimura, M.; Rokucho, K. Elemental analysis of lightweight metal scraps recovered by an automatic sorting technique combining a weight meter and a laser 3D shape-detection system. Resour. Conserv. Recycl. 2013, 75, 63–69. [Google Scholar] [CrossRef]
- Cuce, E.; Cuce, P.M.; Guclu, T.; Besir, A.; Gokce, E.; Serencam, U. A novel method based on thermal conductivity for material identification in scrap industry: An experimental validation. Measurement 2018, 127, 379–389. [Google Scholar] [CrossRef]
- Hu, J.; Zhao, X. A practical material decomposition method for x-ray dual spectral computed tomography. J. X-ray Sci. Technol. 2016, 24, 407–425. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Han, Y.; Pan, J.; Chen, P. Multi-energy image sequence fusion based on variable energy X-ray imaging. J. X-ray Sci. Technol. 2014, 22, 241–251. [Google Scholar] [CrossRef]
- Chen, M.C. Experimental study on characteristics in linear array detectors. Nondestruct. Test. 2014, 36, 42–43. [Google Scholar]
- Xiong, T.; Ye, W. A PC-based control method for high-speed sorting line integrating data reading, image processing, sequence logic control, communication and HMI. AIP Adv. 2021, 11, 015123. [Google Scholar] [CrossRef]
- Bonnin, A.; Duvauchelle, P.; Kaftandjian, V.; Ponard, P. Concept of effective atomic number and effective mass density in dual-energy X-ray computed tomography. Nucl. Instrum. Methods Phys. Res. B 2014, 22, 223–231. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shading of Low-Energy | Exposure | Mass Thickness | SNR | Contrast | T/T0 | Impact on R_Value | Sorting-Ability |
|---|---|---|---|---|---|---|---|
| Too small | Overexposure | Small | Small | Small | Large | Large | Poor |
| Too large | Underexposure | Large | Large | Large | Small | Large | Poor |
| Parameter (Unit) | Value | Parameter (Unit) | Value |
|---|---|---|---|
| x-accuracy Px (mm/pixel) | 1.6 | Tube voltage (kV) | 200 |
| y-accuracy Py (mm/pixel) | 1.2 | Tube current (mA) | 2 |
| Line speed v (m/s) | 1 | Hf2d (mm) | 390 |
| Image resolution (pixel) | 320 × 320 |
| Material | β1 | β2 | β3 | β4 | β5 | β6 | RMSE |
|---|---|---|---|---|---|---|---|
| Mg | 1.390 | 0.386 | 2.375 × 10−5 | 1.500 × 10−4 | −0.523 | 3.970 × 10−7 | 0.018 |
| Al | 1.561 | 0.103 | 2.601 × 10−4 | −6.220 × 10−4 | −0.352 | 6.937 × 10−7 | 0.020 |
| SS | 0.937 | 3.664 | 1.332 × 10−4 | 3.177 × 10−5 | −3.092 | −1.950 × 10−7 | 0.027 |
| Brass | 1.413 | 2.572 | 2.108 × 10−4 | 4.249 × 10−4 | −2.445 | −1.290 × 10−6 | 0.023 |
| Cu | 1.310 | 3.488 | −1.636 × 10−5 | −1.680 × 10−4 | −3.216 | 1.238 × 10−6 | 0.026 |
| Total Points | Effective Points | dRM|Al | dRM|Mg | RM | SLM | Identifi. Class |
|---|---|---|---|---|---|---|
| 7618 | 2934 | 0.039 | 0.121 | 1.630 | 0.283 | Al |
| Sample No. | 1# | 2# | 3# | 4# | 5# | 6# | Grade (%) |
|---|---|---|---|---|---|---|---|
| Img. quantity | 22 | 20 | 3 | 12 | 21 | 10 | |
| Actual class | Al | Al | Al | Mg | Cu | Brass | |
| Identif. Mg | 1 | 1 | 1 | 8 | 0 | 0 | 72.7 |
| Identif. Al | 21 | 19 | 2 | 4 | 0 | 0 | 91.3 |
| Identif. Cu | 0 | 0 | 0 | 0 | 18 | 2 | 90 |
| Identif. Brass | 0 | 0 | 0 | 0 | 3 | 7 | 70 |
| Identif. SS | 0 | 0 | 0 | 0 | 0 | 1 | |
| Recovery (%) | 91.1 | 66.7 | 85.7 | 70 |
| Sample No. | 7# | 8# | 9# | 10# | 11# | 12# |
|---|---|---|---|---|---|---|
| Img. quantity | 1 | 1 | 1 | 1 | 1 | 1 |
| Identif. class | Al | Al | Al | Brass | Al | Al |
| Material | β1 | β2 | β3 | β4 | β5 | β6 | RMSE |
|---|---|---|---|---|---|---|---|
| Mg | 0.808 | −9.353 | 0.230 | 0.011 | 62.377 | 1.057 × 10−4 | 0.731 |
| Al | 0.441 | −2.443 | 0.015 | 8.812 × 10−3 | 36.290 | −5.329 × 10−5 | 0.279 |
| Sample No. | Mass of Calculation (g) | Mass of Measurement (g) | Error (%) |
|---|---|---|---|
| 1# | 171.12 | 163.81 | 4.46 |
| 2# | 152.54 | 145.68 | 4.71 |
| 5# | NA | 52.57 | NA |
| 6# | NA | 48.74 | NA |
| Sample No. | Calculated Distance of AG (mm) | Actual Distance of AG (mm) | Error of AG (%) | Calculated Distance of BG (mm) | Actual Distance of BG (mm) | Error of BG (%) |
|---|---|---|---|---|---|---|
| 1# | 88.9 | 86 | 3.4 | 94.3 | 91 | 3.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiong, T.; Ye, W.; Xu, X. Combination of Dual-Energy X-ray Transmission and Variable Gas-Ejection for the In-Line Automatic Sorting of Many Types of Scrap in One Measurement. Appl. Sci. 2021, 11, 4349. https://doi.org/10.3390/app11104349
Xiong T, Ye W, Xu X. Combination of Dual-Energy X-ray Transmission and Variable Gas-Ejection for the In-Line Automatic Sorting of Many Types of Scrap in One Measurement. Applied Sciences. 2021; 11(10):4349. https://doi.org/10.3390/app11104349
Chicago/Turabian StyleXiong, Tianzhong, Wenhua Ye, and Xiang Xu. 2021. "Combination of Dual-Energy X-ray Transmission and Variable Gas-Ejection for the In-Line Automatic Sorting of Many Types of Scrap in One Measurement" Applied Sciences 11, no. 10: 4349. https://doi.org/10.3390/app11104349