
Abstract
Hot tearing is a common solidification defect in both continuous cast steels and foundry shaped castings, which has a significant impact on the quality of the final products. It is a complex phenomenon that involves both the thermal and mechanical conditions and chemical element segregation that evolves during casting process. Over several decades, much effort has been invested into improving our understanding of the conditions required for the occurrence of hot tearing and to relate these conditions with casting parameters, like casting speed in continuous cast process, alloy composition, cooling conditions, etc. This review summarizes the results from previous investigations that have focused on the hot tearing phenomenon of steels, including criteria for hot tearing, experimental methods, and several validated models for different testing methods. The factors that influence hot tearing sensitivity are also reviewed and discussed in the present work.
Similar content being viewed by others

Introduction
Hot tearing is a common solidification defect that usually appears as a crack or fracture in different alloys and steel castings.1 It occurs when a casting is strained to failure in the semi-solid region during solidification and can lead to alloy and impurity element segregation, porosity formation, and precipitation of inclusions.2,3 The ability to understand and predict the conditions that cause hot tearing is important to steel mills and foundries for process design, quality control, and development of new steel grades.
Studies of the hot tearing have been started since the 1950s.4,5 A summary of hot tearing mechanisms given by D.G. Eskin,6 included both the nucleation and propagation of the hot tearing. Differing from cold cracking, hot tearing initiates above the solidus in the mushy zone with a solid fraction above 90%. Hot tearing usually appears as solute enriched interdendritic cracks,7,8 which is observed in the subsurface,9 halfway,10,11 and centerline 12,13 regions in the casting. These cracks may work as a weakened site that can result in void formation in the final product or fracture during the rolling process.14 Owing to its deleterious effect on the casting quality, much effort has been expended to improve our understanding of the conditions that lead to the formation of the hot tearing in different casting processes.
To better understand hot tear formation, the solidification process can be divided into three stages:
-
Stage 1 Formation of the primary dendrite during solidification from liquid steel. As cooling goes on, secondary dendrite arms start to form behind the primary dendrite tips. At this stage, since the dendrite arms do not touch each other, there is no mechanical boding between the dendrites. If there is thermal or mechanical strain that is applied on the material in this stage, the deformation will be filled by surrounding liquid immediately.
-
Stage 2 As the temperature decreases, the primary dendrites start to coarsen and the secondary dendrite arms start to reach out. Once the secondary dendrite arms start to interlock with each other, it will give the solid shell some strength. This point is defined as the zero strength temperature (ZST), above which the strength of material remains zero and below which the strength of the material starts to increase as the temperature drops. In the later of this stage, the secondary dendrite arms become compact and the free liquid feeding path is blocked.15,16 The liquid is isolated into liquid droplets in the interdendritic region. Under the applied strain, the hot tearing can easily occur during this stage. The deformation of the material creates a new liquid feeding path. Therefore, the cracks formed in this stage can be “healed” by the surrounding liquid and leave no internal crack. While no internal cracks are left, the hot tearing can still be detected by chemical analysis because the feeding liquid is solute enriched due to microsegregation.8
-
Stage 3 As the coarsening and compacting of dendrite arms, the interlocked secondary dendrite branches become indistinguishable and the material structure starts to form columns without visible dendrite branches. The elements segregation lowers the melting point of the last liquid film. Thus, a thin liquid film can still exist between the column structures during this stage, which makes the ductility of the material zero.17 If there is strain that is perpendicular to the direction of the column structure, the hot tearing can still occur. The cracks formed in this stage cannot be refilled anymore, which will lead to internal cracks in the final products. The critical temperature point below which the crack cannot be refilled by liquid metal is called liquid impenetrable temperature (LIT), which is commonly associated with a solid fraction of 0.9. And the temperature point below which there is no continuous liquid film existing is called zero ductility temperature (ZDT), which corresponds to a solid fraction of 0.98 to 1.8 The temperature difference between LIT and ZDT is defined as brittle temperature range (BTR). During continuous casting of steels, most of the internal cracks tend to occur in the BTR due to the thermal and mechanical constraint.18 Thus, the BTR provides a qualitative guide to the hot tearing susceptibility.8,19,20,21
Figure 1 shows a schematic diagram of the mechanical properties in the semi-solid region and corresponding solidification structures, including several key temperature points8,22: ZST, LIT and ZDT.

Schematic of mechanical properties in mushy zone.
To evaluate the hot tearing tendency for different alloys, different criteria and developed experimental methods have been proposed to quantitatively study the cracking conditions, such as the alloy composition, thermal and mechanical conditions. Many researchers have provided reviews on hot tearing criteria and experimental setups for aluminum16,23,24 and magnesium alloys.25 For foundry shaped casting, hot tearing is mainly induced by the solidification shrinkage caused strain, which is significantly influenced by the casting geometry, steel composition, superheat, etc.26,27,28,29 For continuous casting steels, during casting process, the strand shell experiences both mechanical and thermal loads resulting from contraction and phase transformation, non-uniform cooling rates from surface to center, friction between the mold and strand, bending and straightening, soft reduction and so on. Besides, the thickness of solid shell changes as a function of time, which leads to the changes of the position of mushy zone and changes of the stress and strain profile in the mushy zone as a function of temperature. Therefore, much effort has been devoted to the understanding of the relationship between the hot tearing phenomenon and the casting parameters in continuous casting process, like casting speed, alloy composition, cooling and machine conditions. The objective of the present paper is to provide an overview of the current progress of the hot tearing studies for different steels under different casting processes. Thus, the hot tearing criteria and the experimental methods developed to study the hot tearing behavior are summarized and compared. The factors that have influence on the hot tearing susceptibility are also discussed in this work.
Hot Tearing Criteria
To predict the occurrence or tendency of the hot tearing, many theories and criteria have been proposed over the last few decades. The existing hot tearing criteria focus more on the conditions or causes of the hot tearing instead of the mechanisms, like nucleation or propagation. These criteria, which have been reviewed elsewhere,6,25 can be generally divided into two categories: non-mechanical criteria and mechanical criteria. The non-mechanical criteria that consider the brittle temperature range, phase equilibria, steel composition, and so on, have been proposed by Clyne and Davies, Feurer, Katgerman, Suyitno and Kou.6,16,25 Mechanical criteria have mainly been derived from the mechanical behavior of semi-solid metals and involves critical stress,30,31,32 critical strain,33,34 or critical strain rate35 criteria.
Different casting processes require specific considerations for hot tearing criteria. For foundry shaped casting, most of the criteria that consider composition sensitivity are successful in predicting hot tearing, since the steel compositions have essential effect on the amount of solidification shrinkage and brittle temperature range. In most of these predictions and the experimental results, the hot tearing susceptibility increases with increasing in the alloy element content and then it decreases with further increasing in the content of that alloy element, which indicate there is a maximum susceptibility of material at a certain composition.25 However, these criteria cannot be applied for dynamic processes, such as continuous casting. For the continuous casting process, a viable hot tearing criterion should correctly predict damage based on both composition and caster operating conditions. Thus, different hot tearing criteria that consider different aspects are introduced in this section.
Non-mechanical Criteria
Clyne et al.19 proposed the Hot Crack Susceptibility (HCS) criterion to estimate the cracking tendency. The criterion considers the local solidification time when the structure is most vulnerable to cracking, as shown below:
Here, tv is the vulnerable time period where the hot tearing can occur and tR is the time available for the stress relief. t99, t90, t40 correspond to the time when the local solid fraction is 0.99, 0.9 and 0.4, respectively.
In general, they suggest that the hot tearing occurs when the solid fraction is between 0.9 and 0.99 and that the stress relaxation and after-feeding can take place at a solid fraction between 0.4 and 0.9. With specific reference to the continuous casting steels, a period for which the material will be vulnerable to cracking was estimated as a function of depth below the strand surface. To do this, they apply a micro-segregation model to describe the segregation of carbon and phosphorus and consider this to examine the influence of the δ–γ phase transformation on hot tearing sensitivity. This approach was used to predict hot tearing for different steels with varying levels of carbon. 36
Feurer’s criterion37 considers that hot tearing occurs when the liquid feeding no longer accommodate shrinkage during solidification. Two terms proposed by Feurer are SPV and SRG. SPV is the maximum volumetric flow rate per unit volume and SRG is the velocity of volume solidification shrinkage caused by the density difference between solid and liquid phase. SPV is formulated as follows:
where fl is the liquid volume fraction; d is the secondary dendrite arm spacing; Ps is the effective feeding pressure; L is the length of porous network; c is the tortuosity constant of dendrite network; and η is the viscosity of the liquid phase.
SRG is given by the following equation:
Where V is a volume element of the solidifying mush with constant mass and t is time.
The Feurer’s criterion says that hot tearing is not possible if:
Based on the HCS proposed by Clyne et al. and the Feurer’s criterion, Katgerman38 proposed a new HCS, as follows:
Where the t99 and t40 correspond to the time when the local solid fraction is 0.99 and 0.4, respectively. And the tcr is the time when liquid feeding can no longer occur. The time tcr is determined using Feurer’s criterion when the SPV equals to the SRG.
Katgerman’s criterion along with the Feurer’s criterion has been widely used to study the influence of the casting speed on the hot tearing formation in the continuous casting process.6,16,37,39 It has also been used to predict and evaluate the hot tearing susceptibility for shape casting.40
Mechanical Criteria
Critical Stress-Based Criteria
Typical strain rates encountered in continuous casting process have been reported to be on the order of 10-4/s to 10-3 /s.41 However, higher strain rates of 10-1/s to 1/s were chosen by several researchers to minimize the shell growth during testing and measure the shell’s fracture stress directly.42,43 In order to estimate the critical fracture stress, a critical stress-based criterion was proposed by Y. M. Won et al.8 also considering the influence of strain rate. To achieve this, the critical fracture stress of δ phase and γ phase for internal crack formation in the mushy zone was calculated using constitutive equations for each phase as follows:
Here, A and β are constants; m is constant related to strain-rate sensitivity; n is the strain-hardening exponent; Q is the activation energy for deformation; and R is the gas constant. The value of A, β, m and n can be found based on the experimental measured data reported in literature.8
The critical stress of steels for crack formation is predicted using equation,3 as follows:
The relationship between δfS and γfS can be determined using a microsegregation model, which takes composition and cooling conditions into consideration. σc is the critical stress when the solid fraction is cfS. The predicted hot tearing trends were in good agreement with the experimental results reported by.42,44
Critical Strain-Based Criteria
In recent studies, it has been suggested that critical strain and/or strain rate is a better criterion for hot tearing than stress.27 Studies on residual strain/stress have shown that tensile stress is not required to generate hot tearing but that tensile strain is required to form a hot tear. Thereby, if the true strain is higher than the critical fracture strain, hot tearing will occur.25
Yamanaka et al.45 proposed a critical fracture strain by performing experiments using a tensile test on a cylindrical ingot with liquid core. The critical strain was determined to be 1.6% by comparing the occurrence of the cracks with the applied effective strain. The effective strain was defined as the accumulated strain in the BTR. To calculate the effective strain, the movement of the BTR needs to be considered. By correlating the time-strain history and the movement of the BTR, the effective strain can be estimated.
Many researchers46,47,48 have suggested that critical strain decreases with increasing strain rate and solute element content because the BTR widens. A relationship for the critical strain as a function of the BTR and strain rate has been developed by Y. M. Won et al.8
Where ϕ is a constant; and m* and n* are the strain rate sensitivity and the BTR exponent on the critical rate, respectively. The BTR (ΔTB) has been expressed as follows:
In which the LIT and ZDT correspond to the temperature at which the solid fractions are 0.9 and 0.99, respectively, which is reported by many researchers.19,20,22 The BTR is calculated using a microsegregation analysis, in which incomplete solute back-diffusion, diffusion length scale, cooling rate, alloy composition, and phase transformations are considered.49
Critical Strain Rate-Based Criteria
In addition to critical stress and critical strain-based criteria, a strain rate-based criterion, the RDG criterion, has also been proposed by M. Rappaz et al.3 and applied by different researchers.50,51,52 The RDG criterion was proposed based on the maximum strain rate (έ) that the mushy zone can sustain before the hot tear occurs. It considers a mass balance for the liquid and solid phases and allows for calculating the pressure drop contributions in the mushy zone. This model was derived from columnar dendritic structure assuming that the tensile deformation is perpendicular to the growth direction of the dendrites. When the interdendritic liquid feeding cannot compensate for the thermal contraction and solidification shrinkage at a given strain rate, hot tearing will initiate. The maximum strain rate can be expressed as follows:50
Where μ is the dynamic viscosity of the liquid phase, G is the thermal gradient, vT is the velocity of the isotherms, β is the solidification shrinkage factor, A and B are integrals over the temperature interval between the coalescence Tc and the liquidus temperature Tl, the value of the Tc varies based on alloy chemistry, morphology and precipitates. And fs is the fraction of solid. The Δpmax is the maximum pressure drop that the mushy zone can bear, which was estimated to be around 90 kPa for stainless steel in welding process.53 The RDG criterion has been widely used and further developed in simulations of hot tear formation.50,51
Other Criteria Specifically Related to the Continuous Casting Process
Y. M. Won et al.54 developed a specific crack susceptibility to describe the possibility of hot tearing of the strand during continuous casting within the mold. The development of the specific crack susceptibility involves in the analysis of critical strain and a crack susceptibility coefficient. The critical strain was calculated by equation (4), as discussed previously. The crack susceptibility was expressed as follows:
The crack susceptibility coefficient, Sc, is defined as the instantaneous possibility of solidification cracking at a position, and the specific crack susceptibility, SSC, was proposed as follows:
Here Am is the area of mushy zone in the brittle temperature range, AS is the area of solidified shell, tc is the casting time. The specific crack susceptibility is reported to successfully predict the effect of carbon content, slab width, narrow face taper and casting speed on the hot tearing of continuous cast steels.
Han et al.55 proposed a critical strain-based model to predict hot tearing near the solidifying front in slab casting. The tensile strains at the solidifying front caused by bulging, straightening, and misalignment of the support rollers in a four-point-unbending bow-type caster was calculated, respectively:
Here, S is solidified shell thickness, l is roll pitch, δB is slab bulging deflection, d is slab thickness, Rn-1 and Rn are the unbending radii, and \({\updelta }_{{\text{M}}} { }\) is the roll misalignment. The bulging deflection is calculated by the equation (12):
where P is the ferrostatic pressure of liquid steel, t is the time for slab to travel a roll-pitch, and Ee is the equivalent elastic modulus that can be calculated using the following equation:
Here, Ts is solidus and Tm is the average of the surface temperature and the solidus temperature. Thus, the total strain at the solidifying front was calculated by the sum of εB, εS and εM. When the total strain exceeds the critical strain, the hot tears will occur. Their prediction matches with the experimental results and was further developed by coupling this model with a microsegregation model.55
Experimental Methods
Over the years, researchers have developed many different experimental tools to investigate hot tearing. For example, the ring mold test56,57,58 and several different constrained rod casting (CRC)59,60,61,62 tests were widely used in the investigation of the hot tearing susceptibility for aluminum and magnesium alloys. Several different constrained shape castings were also used to study the hot tearing in steel casting. These testing methods employ different constraint conditions to induce stress or strain during solidification to promote the formation of hot tearing. For continuous cast steel, the solidifying strand shell experiences both mechanical and thermal loads resulting from contraction and phase transformation, non-uniform cooling rates from surface to center, friction between the mold and strand, bending and straightening, soft reduction, and so on. Therefore, more sophisticated setups were designed to study the mechanical properties of solidifying steels and reproduce the condition of the hot tear formation in the continuous casting process. Thus, these typical testing methods used for different casting processes are discussed in this section and summarized in Table 1.
Constrained Shape Casting Test
Different constrained shape casting tests have been developed to study the hot tearing behavior in shape steel castings. One of the most widely used tests is the constrained T-shaped casting using sand mold, as shown in Figure 2. Monroe and Beckermann63,64 used a T section sand mold with force and displacement measurement devices to quantitatively study the hot tearing behavior of low carbon low alloy steels. The measured force and displacement in this approach were in good agreement with their simulated force and displacement predictions, respectively. Bhiogade et al.27 used the constrained T-shaped casting to study the influence of the stress, strain and strain rate on the hot tearing susceptibility of a stainless steel. Their results showed that the strain or strain rate are better predictors for hot tearing than stress. A bracket-shaped casting with different size of sand cores was designed by D. Galles et al.65 to study the casting distortion. The distortion was caused by the combination of core expansion and steel contraction during solidification. The stress during the test was simulated with the commercial software ABAOUS2 using a user-defined elasto-visco-plastic model and the distortion was predicted accurately in their work.

Schematic of the test setup using a constrained T-shaped casting.64
In addition to sand molding processes, permanent mold casting technology was also used in the investigation of hot tearing for different alloys. Fasoyinu et al.66 developed a low-pressure permanent mold to study the hot tearing behavior of aluminum and magnesium alloys. Another permanent mold, which was developed by Cerri Olivier et al.67, was used by Hadzic et al.68 to develop a viscoplastic damage model to predict hot tear formation in the steel casting, as shown in Figure 3. The water-cooled chills were used in this study to ensure the directional solidification in the casting and to constrain the ends of the casting to induce tensile stresses during solidification process. The damage model for hot tearing prediction was developed based on Cocks constitutive model using commercial software MAGMASOFT and ABAQUS. A good correlation between experimental findings and predicted damage is observed in their works.68

Schematic of the experimental setup using a permanent steel mold.68
Hot Tensile Tests
As discussed in the previous section, the brittle temperature range (ΔTB), which was defined by the temperature different between the ZST (or LIT) and ZDT, gives a qualitative indication of the hot tearing susceptibility.6,16 Therefore, it is of great interest to experimentally determine these critical temperature points. Santillana22 proposed an apparatus that can be used to perform the hot tensile test at a temperature range from 1100 °C to 1520 °C. The schematic of this apparatus is shown in Figure 4. A high frequency induction coil was used to heat the central region of a cylindrical sample, which has a diameter of 10mm and a length of 100 mm. The temperature of the molten zone was controlled by an R-type thermocouple welded to the sample surface. A load cell and a two-color optical pyrometer were used to measure the force and temperature during the test, respectively. The sample was heated, melted and solidified sequentially under controlled conditions. The hot tensile test was conducted between the temperature range of liquidus and solidus in 10 °C increments. After testing, the ZST and ZDT were determined based on post-mortem analysis of the tensile specimens.

Schematic of the hot tensile test apparatus.22
Similar hot tensile tests have also been performed using Gleeble™ systems to study the high temperature mechanical properties for different steel grades. Seol and his coworkers69 have used Gleeble™ 1500 system to study the mechanical behaviors of carbon steel in the temperature range of mushy zone; Wenli Hu et al.70 have used Gleeble™ 3800 system to determine the ZST and ZDT for a 6.5 wt.% Si electrical steel. Lankford71 has used Gleeble™ 510 to study the effects of isothermal treatments, temperature, and cooling rate on the hot ductility for low carbon steels with different amount of alloy elements. A typical thermal and deformation historical cycle of the tensile test is shown in Figure 5. The test was performed at different temperature in the mushy zone. Thus, the critical temperature points were determined by analyzing the strength and displacement under different temperatures.

Schematic of thermal and deformation history for tensile test using Gleeble system
Bending Tests
Bending tests were designed by several researchers to study the hot tearing phenomenon in continuous casting process72,73,74 to estimate the critical strain for the hot tearing formation under different conditions. Matsumiya et al.75 used a horizontal three point bending test to investigate the critical strain for six different carbon steels. The schematic of the testing apparatus is shown in Figure 6. The specimen was 45cm long, 8cm wide and 3.5cm high that was cut off from the columnar crystal zone to ensure that the longitudinal direction of the specimen was consistent with the casting direction. The center of the top surface of the specimen was heated by a specially designed high-frequency induction heater to ensure uniform temperature distribution in the width direction. The test was conducted at various degrees of bending. By analyzing the amount of the strain that was applied to the liquid-solid interface and comparing with the existence or nonexistence of the crack, the critical strain for the hot tearing formation was determined.

Schematic of the three points bending test apparatus (1-induction heating coil, 2- ram, 3-fulcra, 4-specimen being bent, 5-liquid pool, 6-mushy zone, 7-thermocouple).75
The horizontal three point bending test provides a quantitative way to estimate the critical strain for different grades of steel. To better compare with the continuous casting process, larger scale experiments were also proposed.76,77 Moreover, since the hot tearing formation in continuous casting steel also involves element segregation, more sophisticated experimental methods have been developed to study the hot tearing as well as to reveal the macrosegregation.
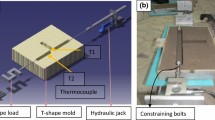
Koshikawa et al.78,79,80,81 proposed an ingot bending test (also called the “ingot punching test”), which consists of a tool that applies deformation at the surface of a solidifying 450 kg steel ingot. Figure 7a shows the schematic of the initial state of the test apparatus that was developed at Nippon Steel & Sumitomo Metal Corporation. The molten metal was poured at 1640°C and after a certain amount of time, the top right mold was removed. Then, a cylinder tool was used to push the solidifying ingot perpendicular to the surface of the ingot. The velocity and displacement of the punching tool were controlled by a hydraulic system and temperature was measured by thermocouple during the test. More details about the experiment procedure can be found in Reference.80

Schematic of ingot bending test apparatus.78
Valuable information about the hot tearing formation and segregation is provided by the ingot bending test. Koshikawa et al.78,79 developed a so-called two-phase model, which considers the macrosegregation resulting from both the solid phase deformation and liquid flow in the mushy zone, to simulate the macrosegregation and compare with their experimental results. A finite element model was developed to analyze the thermo-mechanical stress/strain in the bending test.80 Excellent agreement was found between the simulation results and the position and intensity of the hot tears obtained from the measurements.
Submerged Split-Chill Tensile (SSCT) Test
The submerged split-chill tensile (SSCT) test, which was initially proposed by Ackermann et al.82 to study the high temperature mechanical properties of aluminum alloys, was developed and applied by Hiebler and other researchers 42,44,83,84 to study the mechanical behavior of the solidifying steel shell and investigate the relationship between the hot tearing susceptibility and process parameters encountered in the continuous casting process. Figure 8 shows a schematic of the SSCT test apparatus. A water-cooled cooper or steel test body, which can be split into two halves, was submerged into the liquid steel contained in an induction furnace. After a shell of sufficient thickness has formed around the test body, the lower part was moved downwards at a controlled velocity. The force and displacement were recorded during the test.

Schematic of the SSCT test apparatus
Different experiments were carried out based on the SSCT test. Suzuki et al.44 used the SSCT test to study the fracture strength of solidifying steel shells containing 0.004 to 0.7 wt.% C. Their test results show that the fracture strength at a very early stage of solidification of the shell thickness with a thickness of 1 to 5mm was around 1 to 3.5 MPa. After analyzing the friction force between the shell and the mold and comparing with the measured data, a reasonable upper limit of the casting speed of a caster with sinusoidally oscillating mold was suggested to be about 8.5 m/min. Bernhard et al.42 used the SSCT test to study the effect of phosphorous content on the hot tearing susceptibility for different carbon steels. By analyzing the relationship between the P content and the shell strength and comparing with the characterizations of the solid shell, the authors observed that hot ductility decreased with an increasing P content for both high carbon and low carbon steels over a wide range of strain rates. Reiter et al.85, Bernhard et al.43, and Rowan et al.86 developed different computational models to simulate the thermomechanical behavior in SSCT test, such as temperature history, shell thickness, solidification force, and failure location to analyze the stress and strain profile in the test and determine the critical strain for hot tear formation. Due to the high cooling rate and thin solid shell during SSCT test, this method is more suitable for analysis of the cracking susceptibility of the steel shell in the mold region or early stage out of the mold.
Controlled Deformation Test for Solidifying Steel Shell
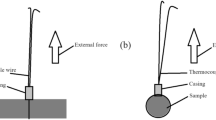
In a recent study, the concept of the controlled deformation test for solidifying steel shell was proposed by Lu et al.87, which can be used to study the mechanical properties of the steel shell in different solidification stages. Figure 9 shows the schematic of the experimental setup with illustration of the solidification pattern in testing area. In this method, an apparatus was designed utilizing an electric cylinder that was controlled by a servo-motor to apply a specified amount of strain to the solidifying steel shell at a controlled strain rate. A special mold configuration, with two water-cooled cooper chills and an insulation sleeve, was developed to control the dendrite growth in the direction perpendicular to the applied strain and to ensure that the strain is applied in the region of controlled shell growth. During the test, the molten metal was poured into the mold. At that moment, the force, displacement and temperature of casting started to be monitored as a function of time. When the temperature of casting reached the desirable temperature, controlled deformation was applied to the casting.

Schematic of the controlled deformation test apparatus.
Various experiments can be carried out using this method. The cooling rate and solidification structure in the testing area can be controlled and adjusted by the material type and thickness of the insulation sleeve. The shell thickness during the test can be controlled by the solidification time, which corresponds to the different stages during solidification process. Thus, several types of studies can be performed: solidification behavior under constrained mold design; mechanical properties of the material in a wide temperature range; critical stress/strain for the cracking formation in different stages of solidification, and so on. The temperature profile of the casting during test was simulated by MAGMASOFT 5.3.1, which can be used to predict the solid shell thickness. The numerical deformation model of the current method is also under development now and will be released soon.
Factors Influencing Hot Tearing
The factors that have an influence on hot tearing susceptibility have been discussed for many years. Both alloy constitution and processing parameters are influential. Wide freezing range alloys tend to promote increased hot tearing susceptibility because these alloys spend more time in a vulnerable state during solidification, where hot tearing easily occurs.6 The existence of segregating elements widens the BTR by forming low melting point liquid films in the interdendritic region and on grain boundaries. Processing parameters, such as casting speed, primary and secondary cooling intensity, mold taper, strand bending, soft-reduction, and so on, affect hot tearing by their influence on the solid shell thickness, solidification structure, thermal and mechanical strain profile in mushy zone. Common factors that have a direct influence on the hot tearing sensitivity are summarized in this section.
Composition
It is well established that high purity metals are not prone to hot tearing because the pure metal does not exhibit a semi-solid stage during solidification.88 For commercial alloyed steels, different alloying elements have different influences on the hot tearing susceptibility based on their effects on the solidification process and their segregation tendency.
Carbon
Carbon is one of the most important alloying elements in steels. It affects the hot tearing susceptibility not only by changing the BTR but also through the δ-γ phase transformation. The total thermal strain of steel is generally expressed as the sum of the strain caused by cooling and the strain caused by phase transformation.89 Figure 10a and b show a typical non-equilibrium binary Fe-C phase diagram of carbon steel and thermal strains as a function of carbon content, respectively. The BTR changes as a function of carbon content as shown in Figure 10a. For the steel with a carbon content below C1, the total thermal strain is only a function of temperature because solidification is already completed before the δ–γ phase transformation begins. For steels with a carbon content above C2, the total thermal strain is only a function of temperature because the δ-γ phase transformation finished above the LIT. For steels with a carbon content between C1 and C2, the total internal strain varies by changing of the phase transformation induced strain εc δ–γ, as shown in Figure 10b. Thus, there is a Cmax at which all the δ-γ phase transformation occurs in the BTR, which causes a maximum total internal thermal strain, or in another words, a maximum tendency to the hot tearing.

(a) Typical non-equilibrium binary Fe-C phase diagram of carbon steel and (b) total thermal strain (εcTH), strain caused by cooling (εc*) and strain caused by phase transformation (εc δ–γ) as a function of carbon content.89
Since the BTR and δ-γ phase transformation are influenced by solute elements such as sulfur and phosphorus, the values of C1, C2 and Cmax also vary with different steel composition. In previous studies, both experimental measurements and computational models were used to analyze the effect of carbon content on the hot tearing susceptibility for different grades of steel. Won et al. 54 have investigated the steels with the compositions of (0.05–0.6)C–0.03Si–0.4Mn–0.02P–0.02S. The relationship between the crack susceptibility and the carbon content is shown in Figure 11. Based on their work, the maximum hot tearing tendency appears at a carbon content of 0.12%, which is consistent with Kim’s89 results.

The calculated crack susceptibility (Sc), strain in brittle temperature range and measured crack index as a function of carbon content.54
For steels with a medium or high carbon content, the relationship of hot tearing susceptibility and the carbon content was given by K. Wunnenberg and R. Flender.90 They used a crack index to reflect steel’s susceptibility to hot tearing. The crack index was developed to combine individual parameters measured on microsection, including crack length, crack opening, spacing between adjoining cracks, and number of cracks. A high index means that the steel is more vulnerable to the hot tearing. This study was performed using steels containing (0.09-1.16)C-(1.5-1.6)Mn-0.025S. Between 0.2 and 0.35% carbon, the crack index is reduced. For steels over 0.4% carbon, the susceptibility increases rapidly to a maximum at 0.86% and at 1.16%C, the susceptibility to cracking drops again, and is equivalent to a 0.6%C steel.
Additional studies on the effects of carbon on the hot tearing susceptibility were also performed by many researchers.13,19,71,91 However, it is difficult to quantitatively analyze the effects of carbon on cracking in isolation because of the interactions among other alloying elements in these studies.
Sulfur and Mn/S Ratio
Sulfur has been shown to have a significant influence on hot tearing in many studies. It is well established that sulfur will increase the hot tearing vulnerability of steels by forming a low melting point liquid films in the interdendritic region or on grain boundaries. With its low partition ratio, sulfur has a very strong tendency to segregate during solidification, which will lower the non-equilibrium solidus temperature where the last solidified liquid phase is present.92 As a result, even when the temperature of the bulk alloy drops below the equilibrium solidus temperature, there can still be a liquid film that exists interdendritically and along the grain boundaries. As a result, the segregation of sulfur widens the BTR and creates a path for hot tear formation.21,22,89,93 Chojecki et al.94 studied the influence of sulfur content on the BTR for different carbon steels, as shown in Figure 12. Evan small amount of sulfur significantly increases the BTR.95

The influence of sulfur content on the BTR for different carbon steels.94
As solidification takes place, the existence of sulfur will result in the formation of either MnS or FeS. When the local interdendritic concentration of Mn and S in the residual liquid is higher than the solubility product constant of MnS, it will begin to precipitate.96 The formation of MnS or FeS is determined by the relative concentration of Mn and S. Under equilibrium conditions, MnS is generally more stable than FeS. During solidification, however, sulfur is expected to segregate strongly to interdendritic region due to its low partition ratio. If the content of sulfur is much higher than Mn, or there is residual segregated sulfur in liquid unreacted with Mn, FeS will form. The formation of pure FeS will dramatically decrease the solidification temperature of the interdendritic liquid because FeS has a low melting point of approximately 1200 °C.22
Many investigators13,45,71,90,96,97 have demonstrated that there is a critical value of the Mn/S ratio below which a high susceptibility to cracking is expected. Alvarez de Toledo et al.96 developed a critical value of Mn/S based on literature data, which was expressed as:
A reasonable agreement between the experimental data and their theoretically equation was observed. Steel grades with high Mn/S ratio, or more specifically higher Mn, are not as prone to the hot tearing as steels with a low Mn/S ratio.
Phosphorus
Compared with carbon and sulfur, less research has been reported that studies the influences of phosphorus on hot tearing. Phosphorus is generally deleterious to steel ductility, but it is employed in some alloys to strengthen steels where carbon content is restricted. However, phosphorus not only affects hot tearing tendency, but also can lead to cold work embrittlement.98 To ensure the product quality, the amount of phosphorus in steels is normally minimized. The segregation tendency of phosphorus to the grain boundaries is weak compared with that of sulfur.99 According to Weinberg100, under equilibrium conditions, P is enriched in γ and δ iron by a factor between 102 and 103 on a monolayer at the grain boundary, and S by a factor of 104. However, it is still possible that incipient melting may occur at grain boundaries due to the segregation of phosphorus.
Several studies8,19,71,93,95,101 have been conducted to theoretically or experimentally study the influence of the phosphorus on the hot tearing. Wang et al.95 used a macro-heat transfer model coupled with a micro-segregation model to investigate the effect of phosphorus on crack susceptibility. Their results show that, for hypo-peritectic steels, increasing phosphorus widens the BTR. The study showed that both the thermal strain and the difference in deformation energy will increase. The effects of the observed difference in deformation energy were demonstrated and discussed in Reference 8. Qualitatively, the deformation energy change influences the possibility of cracking in the BTR. Thus, hypo-peritectic steel is more sensitive to cracking than other steels. A similar conclusion was obtained in Young Mok Won’s work,8 in which the steel with a higher phosphorus content tended to crack at a lower strain. This tendency was observed in steels over a wide carbon range, as shown in Figure 13.

Influence of the phosphorus content on the critical strain.8 When the accumulated strain exceeds the critical strain, the hot tearing will occur
Solidification Structure
The hot tearing susceptibility of steel is influenced by both the grain morphology and the grain size. Due to the change of the grain morphology and size, the liquid feeding ability, amount of strain and strain rate, the propagation paths of hot tears will also change. Li102 highlighted the impact of grain morphology on the liquid permeability in the mushy zone in Figure 14, which further influences the liquid feeding ability. Lower liquid permeability at the late stage of solidification will cause the incomplete feeding, thus increase the hot tearing tendency.

The liquid permeability in the mushy zone with different grain morphologies.102
Fujii et al.103 studied the influence of the solidification structure on the hot tearing formation by comparing the hot cracks formed in two different steels with different structures. One steel was Al-Si killed and another one was low C-Al killed. These two steels were cast on a bow-type casting machine. The Al-Si killed steel contained different grain structures on the inner-radius side and outer-radius side of the slab: the outer-radius side being an equiaxed structure (due to equiaxed grain settling) and the inner-radius side being a columnar structure. The low C-Al killed steel exhibited a fully columnar structure on both sides. The internal cracks were revealed by the sulfur print technique, as shown in Figure 15. By comparing the hot tear formation during the casting for the two steels, the author suggested that the columnar cast structure was more susceptible to hot tearing compared with equiaxed cast structure.

Solidification structure and internal cracks for (a) Al-Si killed steel and (b) low C-Al killed steel, revealed by sulfur print.101
An investigation on the influence of the grain size on the hot tearing susceptibility was performed by Shinozaki et al.104 They carried out experiments to study the critical strain for a 347 stainless steel in the liquidus- solidus temperature range. The columnar grain size of the specimen varies from 69 to 210 μm. Figure 16 shows their measured critical strain values for different grain sizes and temperatures. In general, the larger grain sizes exhibited a lower critical strain at all temperatures in their study. A similar conclusion was reached in a study of different Al alloys by Yoshida105 and Matsuda106.

Critical strain with different grain sizes at different temperatures.104
Stress, Strain and Strain Rate
It is well known that stress and/or strain is required for the formation of the hot tears. In the continuous casting process, the stress or strain can originate from mold friction, thermal stress, ferrostatic pressure, gravity forces from the weight of the casting, bending and straightening, and other mechanically induced forces resulting from operating irregularities, such as misalignment between successive support rolls or mold distortion.71 Some researchers17,107,108 have suggested that hot tearing occurs in the mushy zone when the maximum principle stress exceeds the local yield stress at temperature, while other researchers33,109 have suggested that the material will crack if the local strain exceeds a critical value. However, Won et al.54 have stated that neither the absolute stress or strain value is enough to predict the possibility of cracking during continuous casting process because the stress and strain in the solidifying shell both change as a function of temperature and movement of the semi-solid region. Moreover, in the continuous casting process, a large portion of the mushy zone solidifies in a stress-free state due to the existence of liquid. Thus, efforts in their investigation were focused on the influence of both strain and strain rate on hot tearing susceptibility.
To explore the combined effects of strain and strain rate on the hot tearing susceptibility, both theoretical studies and experimental measurement have been carried out. Some researchers54,109,110 have found that the critical strain for internal cracking is independent of strain rate, while others have reported contradicting results.46,47,71,93 An informative interpretation on how to determine the critical value of strain that can lead to the hot tearing was given by A. Yamanaka et al.45 They have defined an effective strain, which is defined as the accumulated strain that occurs in the BTR. For different strain rates, especially under the conditions with low strain rate and high cooling rate, the movement of mushy zone is large during the deformation. When the effective strain at the solid shell exceeded the critical strain, hot tearing occurs. The effective strain that accumulated in the solid shell depends on not only the strain rate, but also the BTR. Currently, the combined effects of these many different influencing factors make it difficult to select a single model to describe the hot tearing susceptibility that is valid for a broad range of alloys and process conditions.
Conclusion
In this review, the basic mechanisms and factors influencing the hot tearing phenomenon have been reviewed and discussed, and hot tearing criteria and the experimental methods used for investigating the hot tearing of steels have been summarized. The hot tearing susceptibility is a combined effect of steel composition, the evolution of the solidification structure, thermo-mechanical conditions, and so on. These alloying elements influence the hot tearing susceptibility mainly by changing the solidification range of the casting, which will further change the BTR. It was reported that when the accumulated strain/stress exceeds a critical value, hot tearing will occur. From these analyses, it is clear that hot tearing can be alleviated by minimizing the tensile stress and/or strain during the casting process, increasing the high temperature strength and ductility of the alloy, and/or by narrowing the BTR of the solidifying steel.
To predict hot tearing behavior under different conditions, a more reliable predictive model or criterion that can be used for different casting processes of all alloy systems is still needed. Moreover, although various experimental methods have been developed to study the high temperature mechanical properties and evaluating the hot tearing susceptibility for different steels, in order to obtain comparable hot tearing susceptibility, a standardized hot tearing testing approach and evaluation system still needs to be established. Although the numerical model of the controlled deformation test is still under development, this proposed method can be potentially used for the investigation of hot tearing behavior for different steel grades due to its flexibility in experimental design.
References
J. Campbell, Casting (Butterworth-Heinemann, Oxford, 1991).
J. Guo, G. Wen, Influence of alloy elements on cracking in the steel ingot during its solidification. Metals 9(8), 836 (2019)
M. Rappaz, J.M. Drezet, M. Gremaud, A new hot-tearing criterion. Metall. Mater. Trans. A 30, 449–455 (1999)
H.F. Bishop, C.G. Ackerlind, W.S. Pellini, AFS Trans. 60, 818–833 (1952)
W. Pellini Foundry, vol. 80, pp. 124–133 and 192–199 (1952)
D.G. Eskin, L. Katgerman, A quest for a new hot tearing criterion. Metall Mater Trans A 38A, 1511–1519 (2007)
M.O. El Bealy, On the formation of macrosegregation and interdendritic cracks during dendritic solidification of continuous casting of steel. Metall Mater Trans B 45B, 988–1017 (2014)
Y.M. Won, T.-J. Yeo, D.J. Seol, K.H. Oh, A new criterion for internal crack formation in continuously cast steels. Metall. Mater. Trans. B 31B, 779–794 (2000)
J.K. Brimacombe, F. Weinberg, E.B. Hawbolt, Formation of longitudinal, midface cracks in continuously-cast slabs. Metall. Trans. B 10, 279–292 (1979)
K. Miyazawa, K. Schwerdtfeger, Macrosegregation in continuously cast steel slabs: preliminary theoretical investigation on the effect of steady state bulging. Steel Res. Int. 52(11), 415–422 (1981)
A. Grill, K. Schwerdtfeger, Finite-element analysis of bulging produced by creep in continuously cast steel slabs. Ironmak. Steelmak. 6, 131–135 (1979)
G. Van Drunen, J.K. Brimacombe, F. Weinberg, Internal cracks in strand-cast billets. Ironmak. Steelmak. 2, 125–133 (1975)
J.K. Brimacombe, K. Sorimachi, Crack formation in the continuous casting of steel. Metall. Trans. B 8, 489–505 (1977)
E.B. Hawbolt, F. Weinberg, J.K. Brimacombe, Influence of hot working on internal cracks in continuously-cast steel billets. Metall. Trans. B 10, 229–236 (1979)
H. K. (2001) On the hot crack formationh during solidification of iron-base alloys, Stockholm, Sweden: PhD thesis, Royal Institute of Technology
D.G. Eskin, L.K. Suyitno, Mechanical properties in the semi-solid state and hot tearing of aluminium alloys. Prog. Mater. Sci. 49, 629–711 (2004)
K. Kim, H.N. Han, T. Yeo, Y. Lee, K.H. Oh, D.N. Lee, Analysis of surface and internal cracks in continuously cast beam blank. Ironmak. Sleelmak. 24(3), 249–256 (1997)
W. Wang, L. Ning, R. Bulte, W. Bleck, Formation of internal cracks in steel billets during soft reduction. J. Univ. Sci. Technol. Beijing 15(2), 114–119 (2008)
T.W. Clyne, M. Wolf, W. Kurz, The effect of melt composition on solidification cracking of steel, with particular reference to continuous casting. Metall. Trans. B 13B, 259–266 (1982)
Y.M. Won, K. Kim, T. Yeo, K.H. Oh, Effect of cooling rate on ZST. LIT and ZDT of carbon steels near melting point. ISIJ Int. 38(10), 1093–1099 (1998)
J.-M. Drezet, M. Gremaud, R. Graf, M. Gäumann, “A New Hot Tearing Criterion for Steel,” in 4th ECCC (Birmingham, UK, 2002).
M. B. Santillana (2013) Thermo-mechanical properties and cracking during solidification of thin slab cast steel," PhD thesis, Tata Steel Nederland Technology B. V
S. Li, D. Apelian, Hot tearing of aluminum alloys. Inter. Metalcast. 5, 23–40 (2011). https://doi.org/10.1007/BF03355505
S. Li, D. Apelian, K. Sadayappan, Hot tearing in cast Al alloys: mechanisms and process controls. Inter. Metalcast. 6, 51–58 (2012). https://doi.org/10.1007/BF03355533
J. Song, F. Pan, B. Jiang, A. Atrens, M. Zhang, Y. Lu, A review on hot tearing of magnesium alloys. J. Magnes. Alloys 4, 151–172 (2016)
S. K. Trikha, C. E. Bates, Improved method for hot tear testing and methods to reduce hot tears. AFS Trans. 110, 173–180 (2002)
D.S. Bhiogade, S.M. Randiwe, A.M. Kuthe, Failure analysis and hot tearing susceptibility of stainless steel CF3M. Int. J. Metalcast. 13(1), 166–179 (2019). https://doi.org/10.1007/s40962-018-0246-z
D.S. Bhiogade, S.M. Randiwe, A.M. Kuthe et al., Study of hot tearing in stainless steel CF3M during casting using simulation and experimental method. Int. J. Metalcast. 12, 331–342 (2018). https://doi.org/10.1007/s40962-017-0170-7
H. Zhong, X. Li, B. Wang, T. Wu, Y. Zhang, B. Liu, Q. Zhai, Hot tearing of 9Cr3Co3W heat-resistant steel during solidification. Metals 9(1), 25 (2019)
C.H. Dickhaus, L. Ohm, S. Engler, Mechanical properties of solidifying shells of aluminum alloys. AFS Trans. 101, 677–684 (1993)
J. Langlais, J.E. Gruzleski, A novel approach to assessing the hot tearing susceptibility of aluminium alloys. Mater. Sci. Forum 331–337, 167–172 (2000)
D.J. LahaieM, Bouchard, , Physical modeling of the deformation mechanisms of semisolid bodies and a mechanical criterion for hot tearing. Metall. Mater. Trans. B 32(4), 697–705 (2001)
A. Yamanaka, K. Nakajima, K. Okamura, Critical strain for internal crack formation in continuous casting. Ironmak. Steelmak. 22(6), 508–512 (1995)
B. Magnin, L. Maenner, L. Katgerman, S. Engler, Ductility and Rheology of an Al-4.5% Cu Alloy from Room Temperature to Coherency Temperature. Mater. Sci. Forum 217–222, 1209–1214 (1996)
M. Rappaz, J.-M. Drezet, M. Gremaud, A new hot-tearing criterion. Metall. Mater. Trans. A 30A, 449–455 (1999)
T. Senda, F. Matsuda, G. Takano, K. Watanabe, T. Kobayashi, T. Matsuzaka, Fundamental investigations on solidification crack susceptibility for weld metals with trans-varestraint test. Trans. Jap. Weld. Soc. 2, 45–66 (1971)
Suyitno, W.H. Kool, L. Katgrman, Hot tearing criteria evaluation for direct-chill casting of an Al-45 Pct Cu alloy. Metall. Mater. Trans. A 36A, 1537–1546 (2005)
L. Katgerman, A mathematical model for hot cracking of aluminum alloys during DC casting. JOM 34(2), 46–49 (1982)
Suyitno, W.H. Kool, L. Katgerman, Integrated approach for prediction of hot tearing. Metall. Mater. Trans. A 40A, 2388–2400 (2009)
M.R. Nasresfahani, B. Niroumand, A new criterion for prediction of hot tearing susceptibility of cast alloys. Metall. Mater. Trans. A 45A, 3699–3702 (2014)
M. Wolf, W. Kurz, The effect of carbon content on solidification of steel in the continuous casting mold. Metall. Trans. B 12B, 85–93 (1981)
C. Bernhard, H. Hiebler, M.M. Wolf, Simulation of shell strength properties by the SSCT test. ISIJ Int. 36, S163–S466 (1996)
C. Bernhard, R. Pierer, A. Tubikanec, C.M. Chimani, “Experimental characterization of crack sensitivity under continuous casting conditions,” in Proceedings of Continuous-Casting Innovation Session, Linz, Austria, June (2004)
M. Suzuki, M. Suzuki, C. Yu, T. Emi, In-situ measurement of fracture strength of solidifying steel shells to predict upper limit of casting speed in continuous caster with oscillating mold. ISIJ Int. 37(4), 375–382 (1997)
A. Yamanaka, K. Nakajima, K. Yasumoto, H. Kawashima, K. Nakai, New evaluation of critical strain for internal crack formation in continuous casting. Rev. Metall. Cah. Inf. Tech 89(7–8), 627–633 (1992)
M. Suzuki, H. Hayashi, H. Shibata, T. Emi, I.-J. Lee, Simulation of transverse crack formation on continuously cast peritectic medium carbon steel slabs. Steel Res. 70(10), 412–419 (1999)
R. Flesch, W. Bleck, Crack susceptibility of medium and high alloyed tool steels under continuous casting conditions. Steel Res. 69(7), 292–299 (1998)
K. Marukawa, M. Kawasaki, T. Kimura, S. Ishikawa, Investigate of the criterion of the internal cracks. Tetsu Hagane 64, S661 (1978)
Y.M. Won, B.G. Thomas, Simple model of microsegregation during solidification of steels. Metall. Mater. Trans. A 32A, 1755–1767 (2001)
B. Bottger, M. Apel, B. Santillana, D.G. Eski, Relationship between solidification microstructure and hot cracking susceptibility for continuous casting of low-carbon and high-strength low-alloyed steels: a phase-field study. Metall. Mater. Trans. A 44A, 3765–3777 (2013)
R. Pierer, C. Bernhard, C. Chimani (2006) A contribution to hot tearing in the continuous casting process. In: Proceedings of the 2006 ATS International Steelmaking Conference. Paris
M.R. Ridolfi, S. Fraschetti, A.D. Vito, L.A. Ferro, Mathematical modeling of hot tearing in the solidification of continuously cast round billets. Metal. Mater. Trans. B 41B, 1293–1309 (2010)
M. Bellet, G. Qiu, J. Carpreau, Comparison of two hot tearing criteria in numerical modelling of arc welding of stainless steel AISI 321. J. Mater. Process. Technol. 230, 143–152 (2016)
Y.M. Won, H.N. Han, T. Yeo, K.H. Oh, Analysis of solidification cracking using the specific crack susceptibility. ISIJ Int. 40(2), 129–136 (2000)
Z. Han, K. Cai, B. Liu, Prediction and analysis on formation of internal cracks in continuously cast slabs by mathematical models. ISIJ Int. 41(12), 1473–1480 (2001)
I.I. Novikov, O.E. Grushko, Hot cracking susceptibility of Al–Cu–Li and Al–Cu–Li–Mn alloys. Mater. Sci. Technol. 11(9), 926–932 (1995)
J. M Drezet, M. Rappaz (1998) Study of hot tearing in aluminum alloys using the ring mold test," in Modeling of Casting, Welding, and Advanced Solidification Process-XIII, San Antonio
Y. Wang, Q. Wang, G. Wu, Y. Zhu, W. Ding, Hot-tearing susceptibility of Mg-9Al-xZn alloy. Mater. Lett. 57, 929–934 (2002)
G. Gao, S. Kou, Hot cracking of binary Mg-Al alloy casting. Mater. Sci. Eng. A 417, 230–238 (2006)
S. Li, B. Tang, X. Jin, D. Zeng, An investigation on hot-cracking mechanism of Sr addition into Mg-6Al-0.5Mn alloy. J. Mater. Sci. 47, 2000–2004 (2012)
Q.Y. Sun, D. Liu, L.P. Wang et al., Influences of rod diameter and sand-mould strength on hot tearing in Mg WE43A constrained rod castings. Int. J. Metalcast. 13, 407–416 (2019). https://doi.org/10.1007/s40962-018-0265-9
F.A. Fasoyinu, J.P. Thomson, L. Sullivan, M. Sahoo, Characterization of Microstructures and Mechanical Properties of Aluminum Alloys 206.0 and 535.0 Poured in Metal Molds (AFS Trans, Schaumburg, 2008).
C. Monroe, C. Beckermann (2006) Simulation of hot tearing and distortion during casting of steel: comparsion with experiments. In: 61th SFSA Technical and Operating Conference, Chicago
C. A. Monroe, C. Beckermann, J. Klinkhammer (2009) Simulation of deformation and hot tear formation using a visco-plastic model with damage. In: in Modeling of Casting, Welding, and Advanced Solidification Process - XII
D. Galles and C. Beckermann (2012) Measurement and simulation of distortion of a steel bracket casting. In: Proceedings of the 66th SFSA Technical and Operating Conference, Chicago
F.A. Fasoyinu, J.P. Thomson, M. Sahoo, Permanent Mold Casting of Aluminum Alloys A206.0 and A535.0. AFS Trans. 115, 207–220 (2007)
C. Olivier, C. Yvan, B. Michel, Hot tearing in steels during solidification: experimental characterization and thermomechanical modeling. J. Eng. Mat. Techn. 130, 1–7 (2008)
S. Hadzic, E.S. Kelity, C. Sommitsch, Prediction and validation of hot tearing in permanent mold steel casting using a viscoplastic damage model. Comput. Methods Mater. Sci. 13(1), 36–42 (2013)
D.J. Seol, Y.M. Won, K.H. Oh, Y.C. Shin, C.H. Yim, Mechanical behavior of carbon steels in the temperature range of Mushy zone. ISIJ Int. 40(4), 356–363 (2000)
W. Hu, Y. Zhang, G. Yuan, X. Zhang, and G. Wang, Hot temperature mechanical behavior of high-permeability 6.5 wt% Si electrical steel in a Mushy zone. Steel Res. Int. (2019). https://doi.org/10.1002/srin.201900105
W.T. Lankford, some considerations of strength and ductility in the continuous-casting process. Metallurgical Transactions 3, 1331–1357 (1972)
H. Sato, T. Kitagawa, K. Murakami, K. Kawawa, Effect of the local shrinkage to the internal cracks in strand. Tetsu to Hagane 61, S471 (1975)
K. Miyamura, K. Kanamaru, N. Kaneko, A. Ochi, Effects of the internal cracks. Tetsu Hagane 62, S482 (1976)
K. Narita, T. Mori, K. Ayata, J. Miyazaki, M. Fujimaki, Determination of the temperature distribution in continuous casting process. Tetsu-to-Hagané 64, S152 (1978)
T. Matsumiya, M. Ito, H. Kajioka, S. Yamaguchi, Y. Nakamura, An evaluation of critical strain for internal crack formation in continuously cast slabs. ISIJ Int. 26, 540–546 (1986)
M. Bellet, O. Cerri, M. Bobadilla, Y. Chastel, Modeling hot tearing during solidification of steels: assessment and improvement of macroscopic criteria through the analysis of two experimental tests. Metall. Mater. Trans. A 40A, 2705–2717 (2009)
C. Olivier, C. Yvan, B. Michel, Hot tearing in steels during solidification: experimental characterization and thermomechanical modeling. J. Eng. Mater. Technol. 130(2), 021018 (2008)
T. Koshikawa, M. Bellet, C.-A. Gandin, H. Yamamura, M. Bobadilla, Experimental study and two-phase numerical modeling of macrosegregation induced by solid deformation during punch pressing of solidifying steel ingots. Acta Mater. 124, 513–527 (2017)
T. Koshikawa, M. Bellet, C.-A. Gandin, H. Yamamura, M. Bobadilla (2013) Study of hot tearing through ingot bending test: thermomechanical and solute transport analysis. In: Czech metallurgical Society, Ostrava
T. Koshikawa, M. Bellet, C.-A. Gandin, H. Yamamura, M. Bobadilla (2015) Study of hot tearing and macrosegregation through ingot bending test and its numerical simulation. IOP Conf. Ser.: Mater. Sci. Eng. https://doi.org/10.1088/1757-899X/84/1/012096
T. Koshikawa, M. Bellet, C.-A. Gandin, H. Yamamura, M. Bobadilla, Study of hot tearing during steel solidification through ingot punching test and its numerical simulation. Metall. Mater. Trans. A 47, 4053–4067 (2016)
P. Ackermann, W. Kurz, W. Heinemann, In situ tensile testing of solidifying aluminium and Al-Mg shells. Mater. Sci. Eng. 75(1–2), 79–86 (1985)
H. Hiebler, C. Bernhard, Mechanical properties and crack susceptibility of steel during solidification. Steel research 70(8–9), 349–355 (1999)
X. Ruan, P. Robert, C. Shi, F. Mei, Experimental research on hot-tearing crack sensitivity. Baosteel Tech. Res. 6(3), 18–23 (2012)
J. Reiter, R. Pierer (2005) Thermo-mechanical simulation of a laboratory test to determine mechanical properties of steel near the solidus temperature," in COMSOL, Burlington
M. Rowan, B.G. Thomas, R. Pierer, C. Bernhard, Measuring mechanical behavior of steel during solidification: modeling the SSCC test. Metall. Mater. Trans. B 42B, 837–851 (2011)
Y. Lu, L. Bartlett, R. O'Malley, S. Lekakh, M. Buchely (2020) New experimental apparatus to investigate hot tearing behavior in steel. In: Proceedings of AISTech
G. Sigworth (2002) Hot tearing of metals," in AFS Library Copy
K. Kim, T. Yeo, K.H. Oh, D.N. Lee, Effect of carbon and sulfur in continuously cast strand on longitudinal surface cracks. ISIJ Int. 36(3), 284–289 (1996)
K. Wunnenberg, R. Flender, Investigation of internal-crack formation in continuous casting, using a hot model. Ironmak. Steelmak. 12(1), 22–29 (1985)
S.N. Singh, K.E. Blazek, Heat transfer and skin formation in a continuous-casting mold as a function of steel carbon content. JOM 26(10), 17–27 (1974)
D.R. Poirier, G.H. Geiger, Transport Phenomena in Materials Processing (Springer International Publishers, Switzerland, 2006).
T. Nakagawa, T. Umeda, J. Murata, Y. Kamimur, N. Niwa, Detormation behavior during solidification of steels. ISIJ Int. 35(6), 723–729 (1995)
A. Chojecki, I. TeleJko, T. Bogacz, Influence of chemical composition on the hot tearing formation of cast steel. Theoret. Appl. Fract. Mech. 27, 99–105 (1997)
W. Wang, S. Luo, Z. Cai, M. Zhu (2013) The effect of phosphorus and sulfur on the crack susceptibility of continuous casting steel. TMS, pp. 89–98
G.A. de Toledo, O. Campo, E. Lainez, Influence of Sulfur and Mn/S ratio on the hot ductility of steels during continuous casting. Steel Res. 64(4), 292–299 (1993)
L.K. Bigelow, M.C. Flemings, Sulfide inclusions in steel. Metall. Trans. B 6B, 275–283 (1975)
N. Bandyopadhyay, C.L. Briant, The effect of phosphorus on intergranular caustic cracking of NiCr steel. Nat Ass Corros. Eng. 38(3), 125–129 (1982)
E.D. Hondros, M.P. Seah, Segregation to interfaces. Int. Metals Rev. 22(1), 262–301 (1977)
F. Weinberg, The ductility of continuously-cast steel near the melting point-hot tearing. Metall. Trans. B 10B, 219–227 (1979)
J.C. Hamaker, W.P. Wood, Influence of phosphorus on hot tear resistance of plain and alloy gray iron. AFS Trans. 60, 501–510 (1952)
Y. Li, Q.L. Bai, J.C. Liu, H.X. Li, Q. Du, J.S. Zhang, L.Z. Zhuang, The influences of grain size and morphology on the hot tearing susceptibility, contraction, and load behaviors of aa7050 alloy inoculated with Al-5ti-1B master alloy. Metall. Mater. Trans. A 74A, 4024–4037 (2016)
H. Fujii, T. Ohashi, T. Hiromoto, On the formation of internal cracks in continuously cast slabs. Trans. ISIJ 18, 510–518 (1978)
K. Shinozaki, P. Wen, M. Yamamoto, K. Kadoi, Y. Kohno, T. Komori, Effect of grain size on solidification cracking susceptibility of type 347 stainless steel during laser welding. Trans. JWRI 39(2), 136–138 (2010)
Y. Yoshida, H. Esaka, K. Shinozuka, Effect of solidified structure on hot tear in Al-Cu alloy. IOP Conf. Ser. Mater. Sci. Eng. 84, 012059 (2015)
F. Matsuda, H. Nakata, Y. Shimokusu, K. Tsukamoto, K. Arai, Effect of additional element on weld solidification crack susceptibility of Al-Zn-Mg alloy. Trans. JWRI 12(1), 81–87 (1983)
J.E. Kelly, K.R. Michalek, T.G. O’connor, B.G. Thomas, J.A. Dantzig, Initial development of thermal and stress fields in continuously cast steel billets. Metall. Trans. A 19A, 2589–2602 (1988)
J. Lee, H.N. Han, K.H. Oh, J. Yoon, A fully coupled analysis of fluid flow, heat transfer and stress in continuous round billet casting. ISIJ Int. 39(5), 435–444 (1999)
C.H. Yu, M. Suzukl, H. Shibata, T. Em, Simulation of crack formation on solidifying steel shell in continuous casting mold. ISIJ Int. 36, S159–S162 (1996)
H.G. Suzuki, S. Nishimura, S. Yamaguchi, Characteristics of hot ductility in steels subjected to the melting and solidification. Trans. ISIJ 22, 48–56 (1982)
Acknowledgement
The authors would like to thank Dr. Simon N. Lekakh for his technical advice and contribution within this manuscript. The present work is supported by Peaslee Steel Manufacturing Research Center (PSMRC) at Missouri University of Science and Technology (Missouri S&T). All the faculty and industry mentoring committee of the PSMRC are greatly acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lu, Y., Bartlett, L.N. & O’Malley, R.J. A Review on Hot Tearing of Steels. Inter Metalcast 16, 45–61 (2022). https://doi.org/10.1007/s40962-021-00599-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-021-00599-3