
Purification of the Acidic Vanadium-Bearing Solution with a Novel Approach of Chemical Precipitation


1
Key Laboratory for Ferrous Metallurgy and Resource Utilization of Ministry of Education, Wuhan University of Science and Technology, Wuhan 430081, China
2
The State Key Laboratory of Refractories and Metallurgy, Wuhan University of Science and Technology, Wuhan 430081, China
3
Hubei Provincial Key Laboratory for New Processes of Ironmaking and Steelmaking, Wuhan University of Science and Technology, Wuhan 430081, China
*
Author to whom correspondence should be addressed.
Metals 2021, 11(4), 625; https://doi.org/10.3390/met11040625
Submission received: 4 March 2021
/
Revised: 2 April 2021
/
Accepted: 6 April 2021
/
Published: 13 April 2021
Abstract
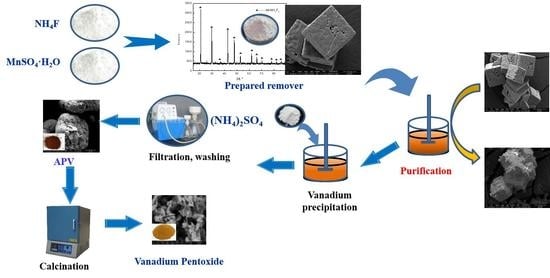
:Calcified roasting followed by dilute sulfuric acid leaching is a promising process for cleaner vanadium extraction from converter vanadium slag. However, some impurities, like Ca, Mg, Mn, Si and Al, also transfer into the leaching solution, accompanying V during the dilute sulfuric acid leaching, leading to the product of vanadium pentoxide prepared from this acidic vanadium-bearing solution, inferior to the product from the traditional process of sodium roasting and water leaching. A chemical precipitation method was firstly proposed to purify this acidic vanadium-bearing solution with a new prepared remover of MnNH4F3, which combines neutralization and fluoride precipitation into one operational step to remove impurities of Ca2+, Mg 2+, Al3+ and Si4+ in an acidic pH range, simultaneously. Effecting factors involved in the purification process were investigated. It was found that removals of Ca, Mg and Al were all over 95% and around 55% of Si was removed as well at stirring speed of 200 rpm, adding coefficient of 1.6, temperature of 50 °C, reaction time of 30 min and pH of 4.50 ± 0.05, while the loss of vanadium was kept lower than 5%, which was attributed to the reason that the purification reactions mainly proceeded on the surface of the remover. Adding flocculant of polyacrylamide was conductive to accelerating sedimentation of the precipitate and reducing the loss of vanadium. Meanwhile, the filter aid of diatomaceous could improve the filtration performance of the slurry. Ammonium persulfate could effectively oxidize and separate Mn2+ in the form of MnO2 from the vanadium-bearing solution which had been treated by MnNH4F3, but performed less selectivity over Mn2+, and the loss of vanadium was unacceptable. The product of vanadium pentoxide prepared from the purified vanadium-containing solution satisfied the requirements for the standard of grade 98.
1. Introduction
Vanadium is widely applied in production of carbon steel, stainless steel, vanadium iron, catalysts and vanadium battery materials due to its high melting-point, high hardness and favorable corrosion resistance at low temperature [1,2]. The main vanadium industrial products are vanadium pentoxide and other down-stream products like vanadium iron, vanadium nitride and vanadium trioxide prepared with vanadium pentoxide. Presently, vanadium pentoxide is primarily extracted from vanadium slag, which is from vanadium titano-magnetite smelted by Blast Furnace and Converter Process [3,4]. The traditional technology for vanadium pentoxide production is sodium salt roasting–water leaching–precipitation purification–vanadium precipitation with ammonium salt [5,6,7]; however, this process is facing challenges of serious environmental pollution, severe requirements for contents of Ca and Mg in the raw materials, sintering of furnace burden and low resource utilization [8,9,10]. How to cleanly and efficiently produce vanadium pentoxide from the vanadium slag has become a research hot spot. Consequently, many novel vanadium extraction processes have been proposed, like low-temperature sodium roasting-Na2S2O8 leaching [11], roasting without salt addition, sub-molten salt extraction [12,13,14,15], alkali decomposition enhanced by electrochemistry [16], direct acid leaching [17,18,19,20], magnesiation roasting-acid leaching [21], composite roasting with CaO and MgO-leaching [22], MnO2 roasting-acid leaching [23], sulfating roasting [24] and calcified roasting-dilute sulfuric acid leaching [25]. Since lower-cost lime or limestone is used as a roasting additive during the calcified roasting process, no polluting gas is released, and no sodium is contained in the tailings and mother solution, which is favorable for comprehensive utilization of the tailings and recycling of the mother solution. The calcified roasting is a potentially promising process for vanadium pentoxide production in term of cost, environmental protection and feasibility of industrialization.
In the calcium roasting process, the vanadium spinel contained in the vanadium slag is oxidized and reacted with calcium additive (CaO or CaCO3) at a temperature of 800–850 °C to form calcium vanadate. Then, the roasted slag is leached with dilute sulfuric acid at an optimum pH range of 2.00–3.00, and vanadium is recovered into the acidic solution. However, other elements, like calcium, magnesium, manganese, aluminum, silicon and so on, also transfer into the solution. The calcified roasting-dilute sulfuric acid leaching process was first put forward and carried out by the Tula Vanadium Factory in 1974. Hereafter, Pangang Research Institute of China also performed a lot of work on this process. However, because the problem of purifying the acidic vanadium solution was still unsolved, the purity of vanadium pentoxide produced with this process was only 93–94%, and it was inferior to the product from the sodium roasting process. Hence, it is essential to find an efficient, green and economical way to remove impurities from the acidic vanadium-bearing solution.
Up to now, in most of the literature, solvent extraction [26,27,28,29] and ion exchange were used to purify the acidic vanadium-containing solution. However, when concentrations of Al and Si in the solution are higher, it is more likely that three phases and turbidity appear in the solvent extraction system. In addition, solvent extraction involves many operational steps, like reduction (Fe3+→Fe2+, VO2+→VO2+), sulfonation, adjusting aqueous pH value, multistage extraction and multistage stripping, and these lead to large consumption of acid and alkali, and high cost. Furthermore, the raffinate and mother solution containing a small amount of extraction solvent potentially become new pollution sources since the organic solvents are usually volatile, flammable and toxic. Ion exchange is limited by relatively small adsorption capacity and is hard to apply at a large scale [30]. In comparison with solvent extraction, the operation procedure of chemical precipitation is simple, only including precipitation and filtration, and this method does not require relatively expensive organic solvents. Compared with ion exchange, the chemical precipitation is readily adapted to production capacity. Besides, the chemical precipitation used to purify the acidic vanadium-bearing solution from the cleaner calcified roasting process is the same as the purification method applied in the traditional sodium process in equipment and operation procedures, so additional equipment investment and major changes in the production line are not required if it is industrialized. Hence, using chemical precipitation to purify the acidic vanadium-bearing solution has superiority in operation, cost and industrialized application.
In the traditional sodium roasting-water leaching process, most impurities of Fe, Ca, Mg and Mn transfer into tailings, while in the calcified roasting followed by dilute sulfuric acid leaching process, impurities like Ca, Mg, Al, Si and Mn transfer into solution accompanying V, bringing about side effects on the vanadium precipitation procedure and the quality of the final product. To remove these impurities from the acidic vanadium-bearing solution with chemical precipitation, two requirements need to be satisfied. The first is to avoid introducing ions, like Na+ or K+, which are detrimental to closed recycling of the mother water and will lower the purity of the vanadium pentoxide. The second is that the whole purification process should be implemented at a pH value lower than 5.0, avoiding generation of vanadate precipitation caused by reactions between impurities (Ca, Mn, Mg, Fe ions) and vanadate ions, and decreasing the hydrolysate of Al3+ and Si4+, which is likely to absorb the vanadium during sedimentation. So far, little information on the purification of the acidic vanadium-bearing solution with chemical precipitation method has been reported. In our previous study, we found that when the dilute sulfuric acid leaching process was conducted at a pH of 2.50, the majority impurities were Mn, Ca, Mg, Si and Al (>200 mg/L), while others (Fe, Cr, Ti) were lower than 60 mg/L [31]. In order to further figure out the effect of these impurities on the quality of vanadium pentoxide, we used the hydrolysis method at an initial pH of 1.8 and 96 °C, and the ammonium salt method at pH 2.0 and 96 °C to precipitate vanadium from the unpurified vanadium-bearing solution respectively, and after calcination at 550 °C for 2 h, the final product of vanadium pentoxide powder was obtained. The chemical composition analysis showed that the content of V2O5 in the product of the hydrolysis method was 94.5%, and the main impurities were 2.25% CaO, 1.72% MnO, 0.372% Al2O3, 0.474% MgO and 0.450% SiO2, while the product of the ammonium salt method contained 96.3% V2O5, 0.401% CaO, 0.669% MnO, 1.85% SiO2, 0.232% Al2O3 and 0.341% MgO [32]. These products both did not meet the standard for vanadium pentoxide of Chinese YB/T 5304-2017 [33]. The ammonium salt method could alleviate the side effect of impurities of Mn and Ca, producing a higher grade of vanadium pentoxide than the hydrolysis method. As stated above, the main impurities affecting the quality of vanadium pentoxide were Ca, Mg, Mn, Al and Si, hence in order to obtain the qualified product of vanadium pentoxide, it is essential to remove those impurities from the acidic vanadium-bearing solution.
In this paper, a chemical precipitation method was firstly proposed to purify the acidic vanadium-bearing solution, especially to remove the impurities of Ca2+, Mg2+, Al3+, Si4+ and Mn2+ in the pH range lower than 5.00, and the influencing factors involved in the purification process were investigated. The purity and chemical composition of vanadium pentoxide prepared from the purified solution were determined to evaluate the feasibility and validity of the proposed purification method. It is of significance in providing a new insight on purifying the acidic vanadium-bearing solution and a new motivation for the industrialization of the calcified roasting process of vanadium extraction.
2. Purification Scheme Design
The main composition of the vanadium-bearing solution with a pH value of 2.58, which was from vanadium converter slag treated by the process of calcified roasting and dilute sulfuric acid leaching, was measured by ICP-OES (Inductively Coupled Plasma Optical Emission Spectrometer, Optima 4300DV, PerkinElmer Company, Waltham, Massachusetts, USA) and the results are shown in Table 1.
As shown in Table 1, concentrations of impurities of Ca, Mg, Mn and Si are all over 1 g·L−1 and concentration ratios of C(Ca)/C(V), C(Mg)/C(V), C(Mn)/C(V) and C(Si)/C(V) reach up to 0.0477, 0.0743, 0.280 and 0.0696, respectively. Other impurities like Fe, Cr and Ti are lower than 10 mg·L−1. The solubility of CaSO4 at 25 °C is around 2 g·L−1, and then the corresponding total concentration of SO42- including free SO42 and dissolved CaSO4 is calculated as 1.41 g·L−1. After oxidation roasting, vanadium in this solution mainly existed as V(V). Since the dilute sulfuric acid leaching process was conducted at a constant pH value of 2.58, concentrations of Si and Al in this obtained vanadium-bearing solution were relatively high. To produce qualified vanadium pentoxide, these impurities of Ca, Mg, Mn, Al and Si all need to be removed.
2.1. Occurrence of Vanadium in the Vanadium-Bearing Solution
The speciation of vanadium in aqueous solution directly affects its behavior during the purification process. At lower concentrations (<10−4 M), vanadium is present as a mononuclear species within the whole pH range (pH 1~14). At higher concentrations, vanadium exists in the form of iso-polyanions with high degrees of polymerization, and the polymeric number relates to the pH value. VO43− and HVO42− are stable in alkaline solution, V2O74− and HV2O73− are stable in weakly alkaline solution and metavanadate of tetramers (V4O124−) is the dominant species in neutral solution. Various polynuclear anionic species exist in acidic or weakly acidic solution. When the solution pH value is lower than 1, the structure of polymeric species is destroyed and converted to VO2+. The Pourbaix diagram (E-pH diagram) for a vanadium-water system displays that the vanadate cation V(V) is stable and predominant in a high acidity range of pH < 2 under high electrode potential. As the potential decreases, vanadium is present as VO2+, V3+, V(OH)2+ and V2+ cations [30]. In the vanadium-bearing solution with a pH of 2.58, as shown in Table 1, vanadium exists as V(V) and its concentration is 0.42 mol·L−1, so vanadium predominantly exists as H2V10O284−. If the vanadium solution is pure, V(V) will appear as anions at pH ranging from 2 to 14. When the impurities of Ca, Mg, Al, Fe and Si coexist, vanadate precipitations generate from reactions between V(V) anions and Ca2+, Mg2+, Mn2+ and Fe3+ at pH higher than 5.0, and meanwhile, Si4+ and Al3+ begin to hydrolyze and produce strongly adsorbable flocculation with increase in pH, resulting in a higher vanadium loss.
2.2. Species of Impurities in the Vanadium-Bearing Solution
Si(IV) is present as ortho-silicic acid and meta-silicic acid in the vanadium-bearing solution, which are stable in weakly acidic solution, but increasing acidity leads to precipitation of SiO2. Silicic acid is a weak acid, existing as different species over different pH ranges, and its isoelectric point appears at pH of 2. When the pH value is smaller than 2, H4SiO4 translates into cation due to protonation, like H5SiO4+ and H6SiO42+. On the contrary, when pH value is higher than 2, silicic acid predominantly exists as H4SiO4 and H3SiO4− anions. Ortho-silicic acid (H4SiO4) is stable at pH 2~3. However, if the supersaturated H4SiO4 solution is left for a long time, white amorphous silica precipitate will appear in the form of colloidal particles or gels, which has strong adsorbability. As the pH increases, the hydroxyl ions accelerate polymerization of the silicic acid, and the worst stability for the H4SiO4 solution occurs at pH around 5, where the condensation process takes the least time. In addition, within a certain pH range, the coagulation time for the silicic acid is inversely proportional to the concentration of SiO2 in the solution. The high concentration of SiO2 can decrease the stability of the solution and then is favorable to the polymerization of the silicic acid. Therefore, the purpose of removing Si can be achieved by increasing the pH of the solution to accelerate aggregation and sedimentation of the silicic acid in the solution.
In the acidic vanadium-bearing solution with a pH value of 2.58, impurities of Ca, Mg, Al and Mn are present as cations, and the solubility product constants (Ksp) for their common undissolved salts are shown in Table 2 [34].
Based on the data shown in Table 2, the neutralization precipitation method is only suitable for removing Al3+ from this kind of acidic vanadium-bearing solution, and is not applicable to remove Ca2+, Mg2+ and Mn2+. For example, when the concentrations of Al3+ are 1 and 0.001 mol·L−1, it begins to precipitate, caused by hydrolysis at pH of 3.04 and 4.04 respectively, while with regards to Ca2+, Mg2+ and Mn2+, when their concentrations change from 1 to 0.001 mol·L−1, they start to deposit over pH of 11.36–12.87, 8.63–10.13 and 7.64–9.14 respectively, which are in alkaline areas. Carbonate is a common impurity remover used in the chemical precipitation process, but it performs effectively to precipitate Ca2+, Mg2+ and Mn2+ only at pH higher than 8.50 [35]. It is obvious that carbonate precipitant is not suitable for purifying this acidic vanadium-containing solution as well. If S2− and C2O42− are used to deposit Ca2+, Mg2+ and Mn2+ from this acidic vanadium-bearing solution, V(V) will be reduced to V(IV), resulting in larger consumption of reagent and complexity in purification operation because the reduced V(IV) needs to be re-oxidized before entering the consequent vanadium precipitation procedure.
F− is feasible to react with Ca2+ and Mg2 under weakly acidic conditions, producing CaF2 and MgF2 with smaller solubility product constants, so as to separate Ca2+ and Mg2+ from V(V). Using fluorides to remove calcium and magnesium in acidic solution has been studied in purification of manganese sulfate solution [36,37], nickel sulfate electrolyte [38] and zinc sulfate solution [39] but has not been reported in the purification of vanadium-bearing solution.
Presently, the main methods for removing Mn2+ from aqueous solution include anodic oxidation, potassium permanganate oxidation [40], calcium hypochlorite oxidation, sodium hypochlorite oxidation, oxygen oxidation, ozone oxidation [41], solvent extraction and adsorption [42,43]. Since in the process of Mn2+ oxidized by electrode, products of MnO4− and MnO2 appear simultaneously, the reaction ending point for this method is difficult to control and the current efficiency is low [44]. Potassium permanganate can remove Mn2+ through oxidizing Mn 2+ as MnO2 in an acidic medium, but the accurate additional amount of potassium permanganate is hard to calculate and the new impurity of K+ is introduced. Similarly, calcium hypochlorite and sodium hypochlorite oxidations are also not applicable owning to the introduction of Cl− and Na+. Solvent extraction and adsorption are mainly adopted to treat low concentrations of Mn2+ in wastewater. The rate for oxygen oxidation is slow and it requires the pH value of solution to be higher than 8.00–8.50 [45]. The mixed gas of SO2 and O2 [46] can efficiently remove Mn2+ from solution at pH higher than 5.00, but at the same time, V(V) is reduced as V(IV) by SO2. Ozone can oxidize the Mn2+ to MnO(OH)2 and MnO4−, so the reaction ending point is also difficult to control, leading to Mn2+ and Mn7+ coexisting in the solution, which brings side effects on the quality of products of vanadium precipitation. Ammonium persulfate oxidizes Mn2+ to MnO2 without any new impurity introduced; hence, it may be suitable to remove Mn2+ from the acidic vanadium-bearing solution.
2.3. Process Route for Purification of the Acidic Vanadium-Bearing Solution
As stated above, Al3+ starts to hydrolyze and precipitate at a lower pH value and improving the pH value could accelerate agglomeration of the silicic acid and translation into gel precipitation. Therefore, neutralization is used to remove Al and Si under a weakly acidic situation.
The common fluorides used to remove Ca2+ and Mg2+ from an acidic aqueous media include NaF, KF and NH4F. Introduction of Na+ and K+ will not only increase the contents of Na2O and K2O contained in the product of vanadium pentoxide but will also not be conducive to recycling of the mother liquid, hence, the soluble fluoride salt NH4F and a prepared fluoride salt of MnNH4F3 were selected to remove Ca2+ and Mg2+ from the acidic vanadium-bearing solution.
The longer the purification operational route of vanadium-bearing solution is, the higher the vanadium loss is. In order to reduce the vanadium loss, removing Al and Si by neutralization and precipitating Ca2+ and Mg2+ by fluoride were combined into one operation procedure, that is, while the fluoride was added, the pH value of the solution was adjusted to remove Al and Si. After impurities of Al, Si, Ca and Mg were removed, Mn2+ was precipitated by ammonium persulfate oxidation.
3. Experimental
The acidic vanadium-bearing solution, as shown in Table 1, was from vanadium extraction with calcified roasting followed by the dilute acid leaching process. The chemical reagents used, like NH4F, MnSO4 × H2O, NH4OH, H2SO4, (NH4)2SO4 and (NH4)2S2O8, were all of analytical grade, from Sinopharm Chemical Reagent Co., Ltd. The brand of flocculant polyacrylamide ([CH2CH(CONH2)]n) was Hushi. The filter aid of diatomaceous earth (DA-1) was from Shenyang Xinjiuwang Trading Co., Ltd. Deionized water was used in all of the purification experiments. The purification experiments were carried out in a thermostatic water bath (HH-4, China Changzhou Sino Instrument Co., LTD, Changzhou, China).
A stated volume of vanadium-bearing solution was added into a three-necked flask. When the target temperature was reached, fluorine salt was added at a specific molar ratio and then the stirring started. During the purification process, the pH values of solution were adjusted by ammonia hydroxide or dilute sulfuric acid. When the reaction ended, the flocculant polyacrylamide was added, stirring for 5 min, and then the solution was let stand for a period. After filtration, the filtrate was collected, and its volume was recorded. The concentrations of Ca, Mg, Al and Si in the filtrate were measured by ICP-OES (Optima 4300DV, PerkinElmer Company, Waltham, Massachusetts, USA) and the concentration of V was determined by titration of ammonium ferrous sulfate. Based on these measured data, the removals of Ca, Mg, Al and Si, and the loss of V were calculated. Ammonium persulfate was added at a certain excess coefficient into the above filtrate of 200 mL to oxidize and precipitate Mn2+.
In this paper, firstly, effects of pH value and temperature on the removal of Al, Si and loss of V during the purification process with the neutralization method were studied to determine an appropriate pH range for purification operation. Then, the performances of NH4F and MnNH4F3 to remove impurities were compared and influences of parameters like stirring speed, adding amount, pH value, temperature, reaction time and filter aid on the purification efficiency were investigated. After the Ca, Mg, Al and Si were removed from the acidic vanadium-bearing solution, ammonium persulfate was added to oxidize and precipitate Mn2+ from the solution, and the feasibility of this method was assessed through comprehensively analyzing the effects of pH value, adding amount of ammonium persulfate and temperature on the removal of Mn and the loss of V.
Every purification experiment was repeated twice, and another one or more times will be added if the difference of results obtained by these two repeated experiments is beyond a certain range, so the final result is the average value of data from at least two repeated experiments.
After the vanadium-bearing solution was purified, the vanadium contained in the purified solution was concentrated and precipitated with ammonium sulfate. The precipitation product was characterized by XRD (X-ray diffraction, X’Pert Pro MPD, PAnalytical B.V., Almelo, Netherlands) and SEM-EDS (Scanning electron microscope-Energy dispersive spectrometer, SSX-550, Shimadzu Corporation, Kyoto, Japan), and analyzed by a thermal gravimetric analyzer (STA409CD, NETZSCH, Selb, Germany) to determine an appropriate heating temperature for preparation of vanadium pentoxide. Vanadium pentoxide was obtained after the precipitation product was heated at a stated temperature for a certain period. The vanadium pentoxide was measured by XRF (X-ray fluorescence spectroscopy, ZSXPrimus IV, Rigaku, Japan) and ICP-OES and characterized by XRD and SEM-EDS.
4. Results and Discussion
4.1. Performance of Neutralization Precipitation to Remove Si and Al
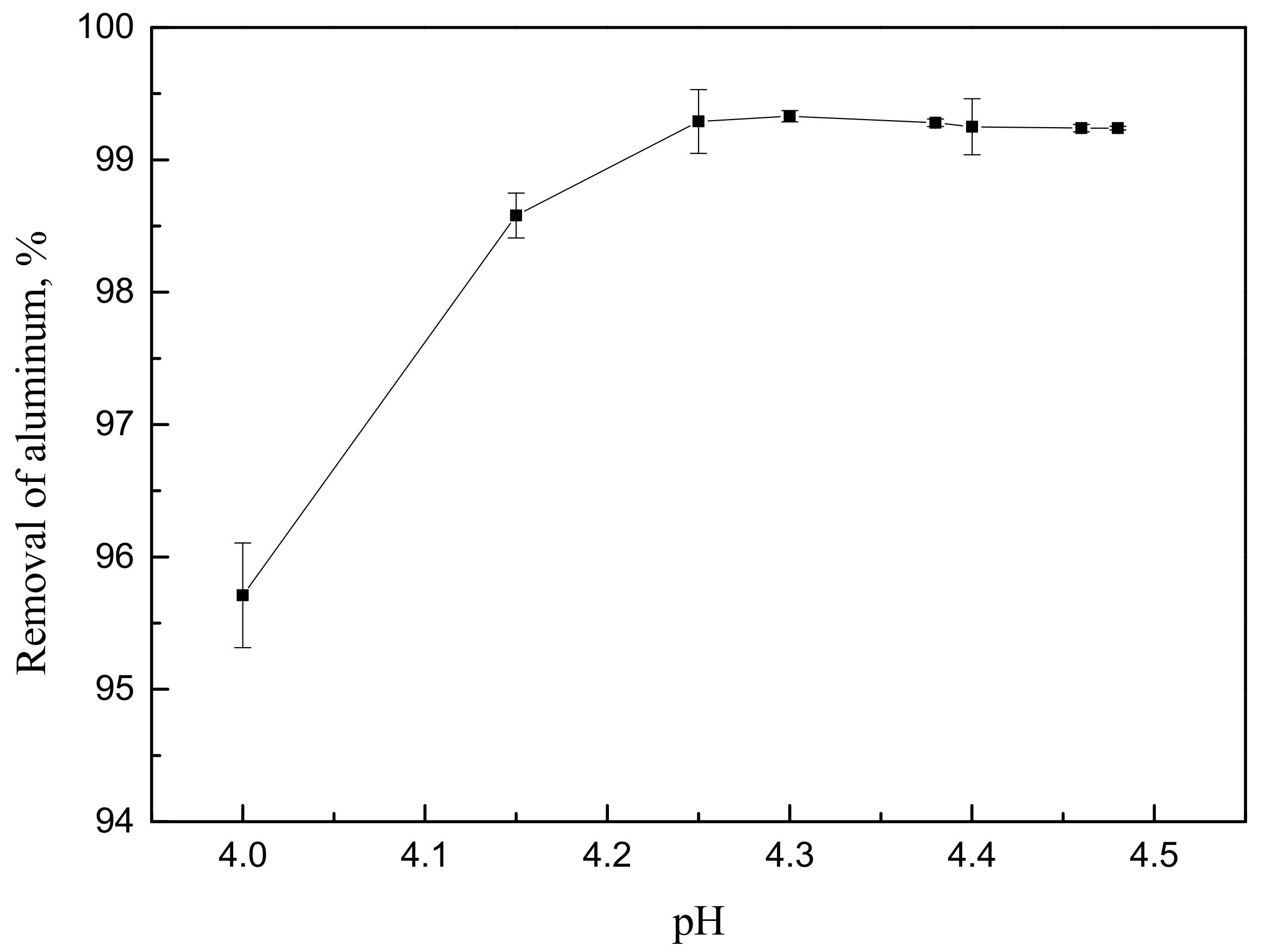
Under conditions of temperature of 65 °C, stirring rate of 200 rpm and stirring time of 20 min, the effect of the pH value within pH 4.00 to 4.50 on the removal of aluminum was as shown in Figure 1. The pH value of solution was adjusted by ammonium hydroxide.
Because the theoretical starting pH for Al3+ at a concentration of 0.001 mol·L−1 to hydrolyze and precipitate is 4.04, the chosen pH range starts from pH 4.00. As shown in Figure 1, when the pH value is improved from the initial value of 2.58 to 4.00, the removal of aluminum reaches over 95%. Further improving the pH value to 4.25, the removal of aluminum increases from 95.7% to 99.3%, and then the residual aluminum concentration in the solution almost keeps constant as the pH continues to increase. These results indicate that if neutralization is used to remove Al3+, the residual aluminum concentration can be lowered to 10 mg·L−1 as the solution pH is raised to 4.00.
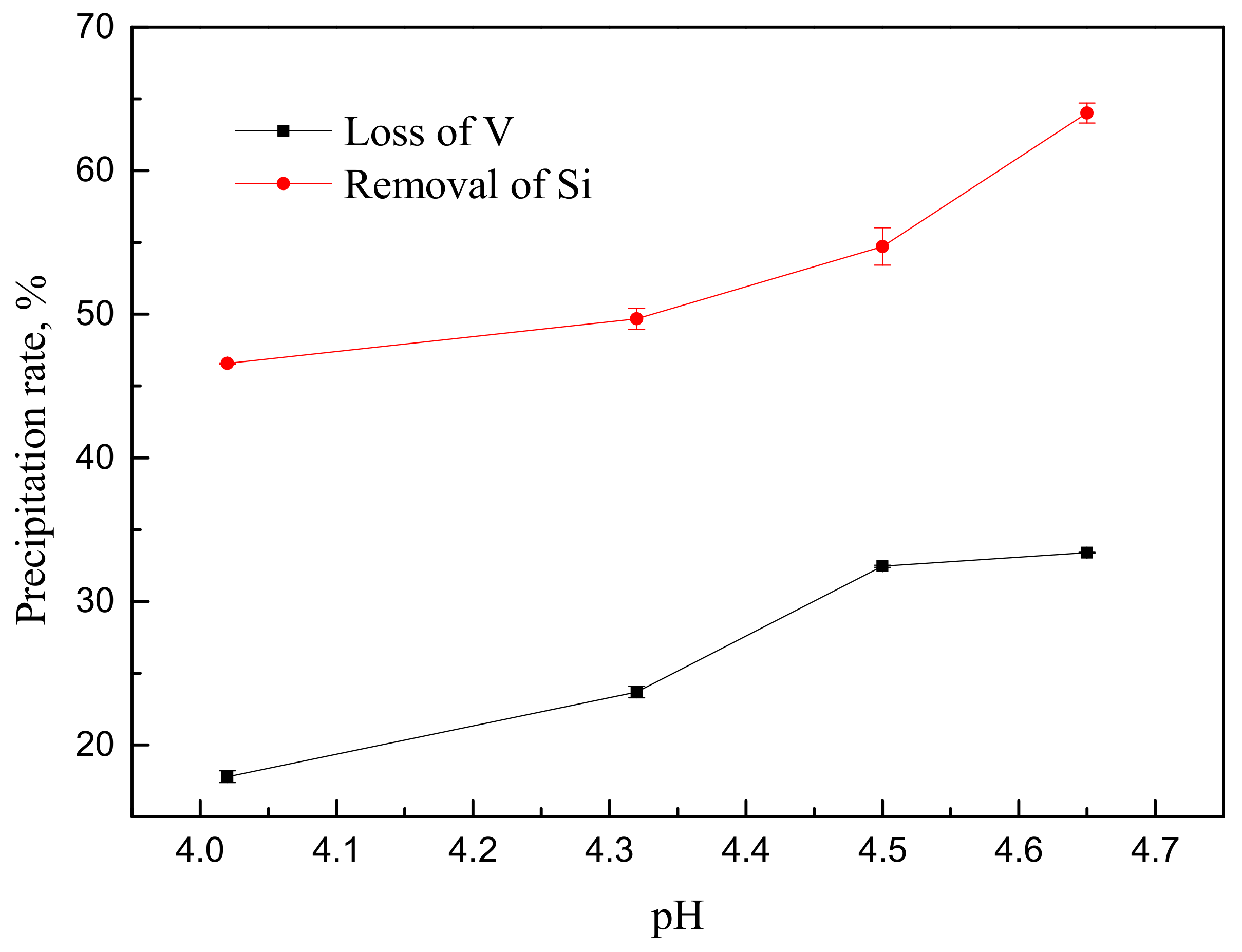
The influence of pH on the removal of silicon at 65 and 80 °C was also investigated. During the whole process, ammonium hydroxide was added drop by drop to adjust the pH value at stirring speed of 200 rpm for 20 min, and the results are presented by Figure 2 and Table 3.
Obviously, the pH value has a great effect on the removal of Si and the loss of V when the temperature is controlled at 65 °C. As the pH value increases from 4.00 to 4.70, the removal of Si goes up from 45% to 65%, and unfortunately, the corresponding loss of V increases as well, from 17.8% to 33.4%. When the temperature is raised to 80 °C, the removal of Si slightly fluctuates at around 55% over the pH ranging from 4.50 to 5.20, while the vanadium loss rises from 53.7% to 61.1%. The larger vanadium loss at pH higher than 5.0 lies in the generation of undissolved vanadate through reactions between impurity ions like Ca2+, Mg2+, Mn2+ and vanadium ions. Additionally, as more ammonium hydroxide is added, the concentration of ammonium ion in solution increases and it is more likely for ammonium vanadate to form, especially at higher temperature, consequently resulting in a dramatic increase in the loss of vanadium. Hence, it is very important to control the pH value of solution within a proper range during the process of separating the impurities of Si and Al from the acidic vanadium-bearing solution.
4.2. Comparison between NH4F and MnNH4F3
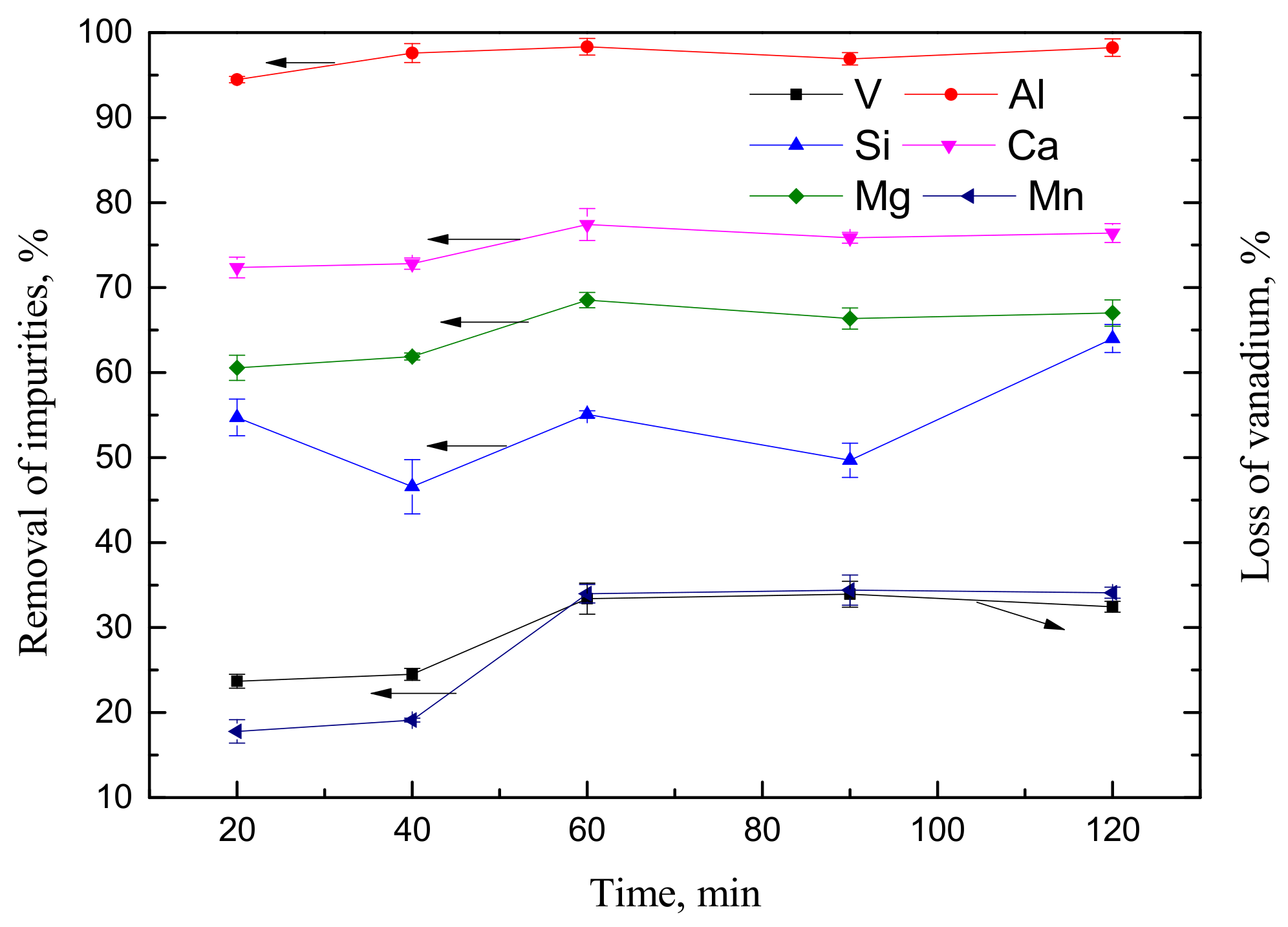
The precipitant of NH4F was added into the vanadium solution at a molar ratio, n(NH4F)/n(Ca + Mg), of 2.0 and temperature of 65 °C, and purification efficiency is shown by Figure 3. In order to decrease the loss of V, the dilute sulfuric acid was used to adjust the pH value constantly at 4.50 ± 0.10.
It can be seen from Figure 3 that when reaction time is extended to 60 min, the removals of Ca, Mg and Al are up to 77.4%, 68.5% and 98.3%, respectively. The corresponding residual concentrations for Ca, Mg and Al are 230, 500 and 3.3 mg·L−1. As for the impurity of Si, its removal fluctuates around 55%, which lies in the fact that the precipitation of Si is caused by an increase in solution pH after NH4F is added rather than reaction with NH4F. The removal of Mn goes up to 33% as the time is increased to 60 min, while the loss of V appears in the same trend, reaching 34% in 60 min. In conclusion, NH4F can effectively remove impurities of Ca and Mg from the acidic vanadium-bearing solution, while almost all of Al and partial Si precipitate simultaneously due to the increase in aqueous pH value, but the loss of vanadium is higher, with about 23% vanadium precipitating in the first 20 min, and after purification, the slurry is hard to filter.
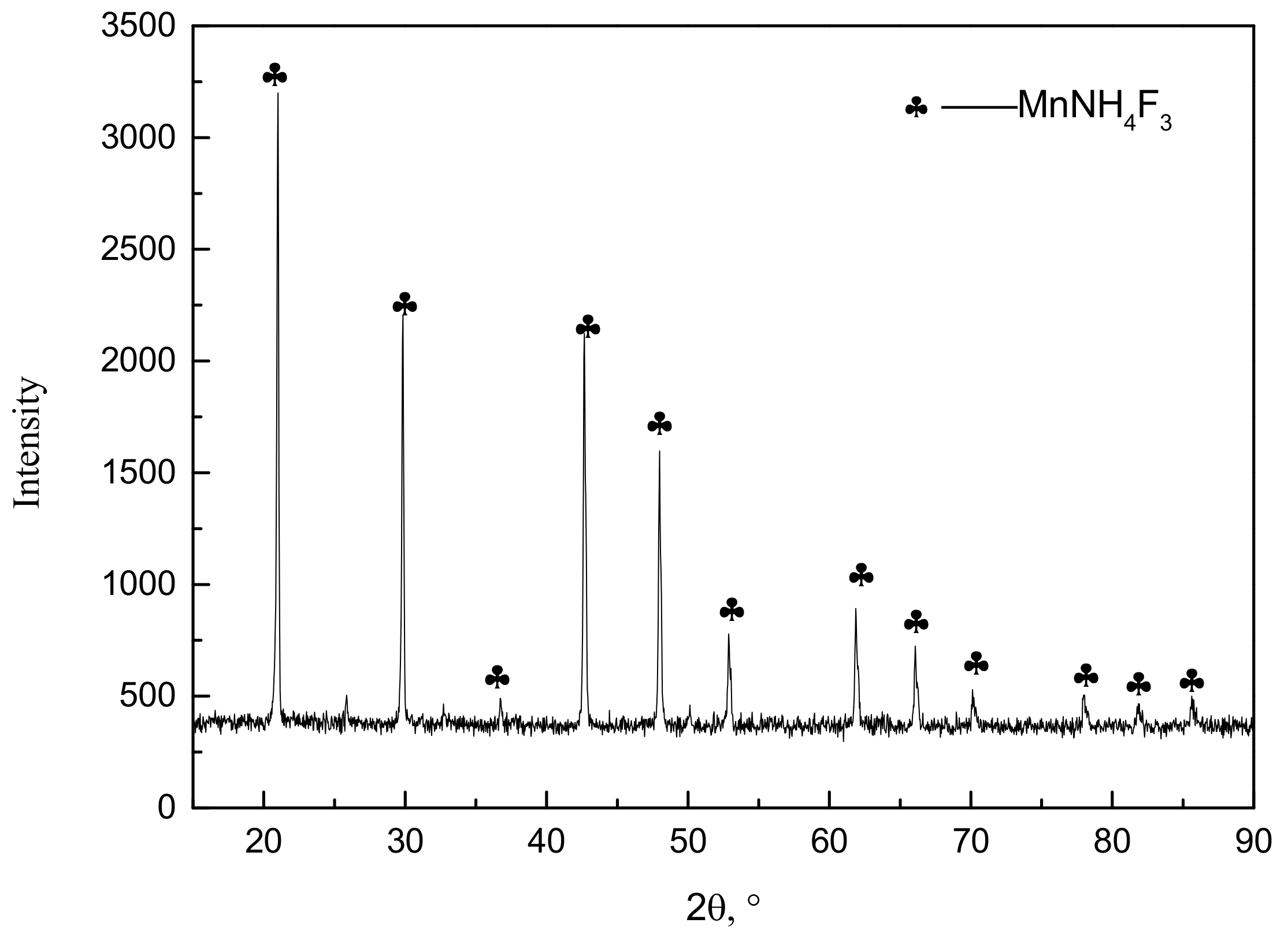
The precipitant of MnNH4F3, a white powder, was prepared through reaction between MnSO4 × H2O and NH4F, with a molar ratio of 1:7, reaction temperature of 70 °C and time of 20 min. The reaction product was filtered and washed several times to remove free ions of NH4+ and SO42−, and then was dried at 80 °C for 120 min. The chemical analysis result of this obtained powder showed that the mass ratio of F to Mn was 1.0, and its XRD (X-ray diffraction) is shown by Figure 4. Based on the results of chemical analysis and XRD, it is known that the white powder was mainly composed of Mn(NH4)F3. In subsequent experiments, this white powder precipitant is considered as Mn(NH4)F3 only to simplify calculation.
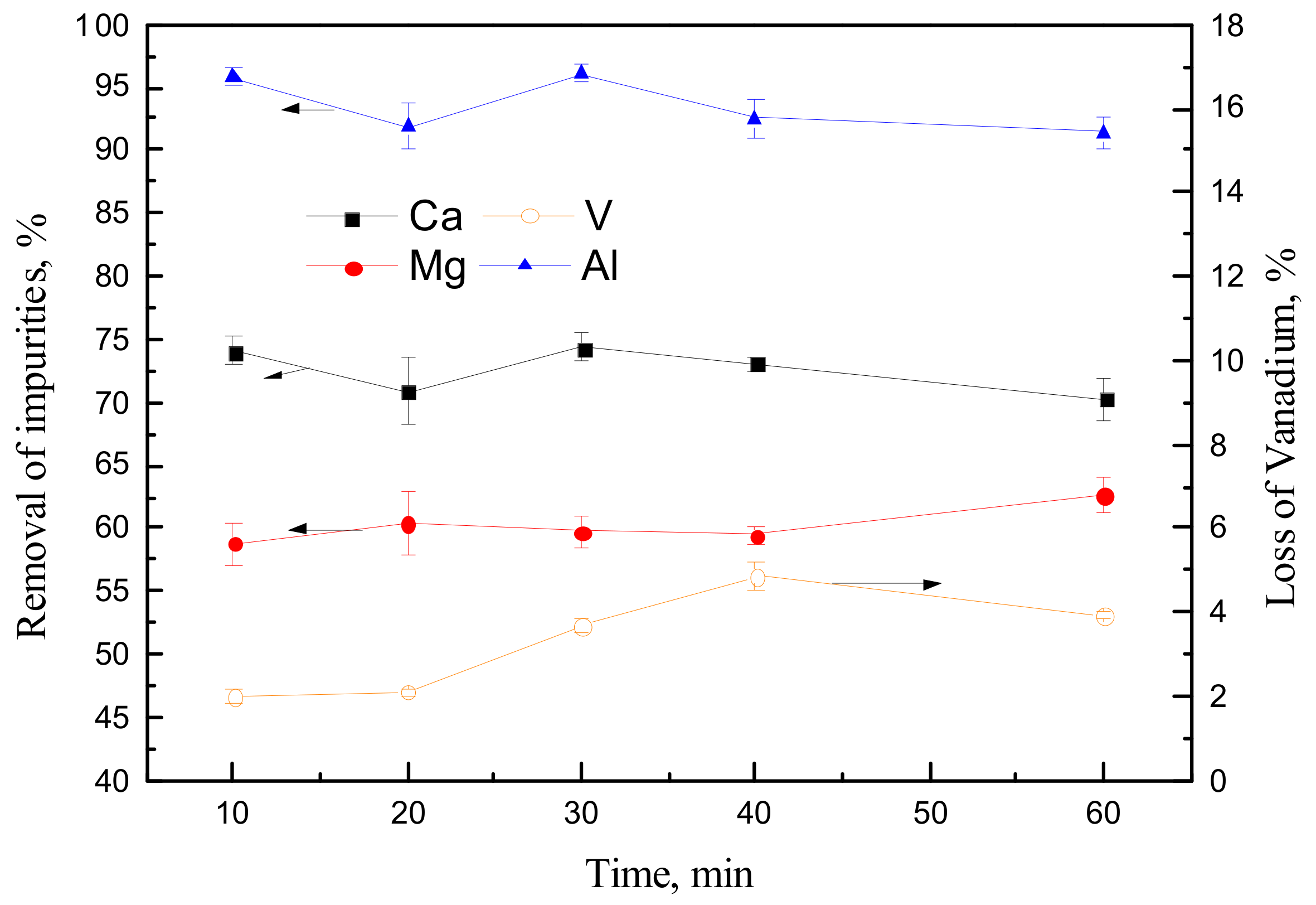
The precipitant of MnNH3F3 was added into the vanadium-bearing solution at molar ratio of n(2F)/n(Ca + Mg) of 1.0, temperature of 65 °C with a stirring speed of 200 rpm, and its purification efficiency is shown by Figure 5.
After the precipitant MnNH4F3 is added, the aqueous pH value increases but keeps lower than 4.20. As shown in Figure 5, the precipitant MnNH4F3 performs best in removing Ca2+ and Mg2+. The removals of Ca and Mg reach 74.1% and 58.8% respectively, in 10 min, and then almost level off as the reaction time is extended, indicating that the purification process runs fast. Within the whole reaction time range, the removal of Ca is higher than that of Mg, which lies in the reason that Ca2+ is more feasible to react with F− than Mg2+, thermodynamically. If the F− is insufficient in the solution, it will combine with Ca2+ prior to Mg2+.
Since NH4+ is contained in the precipitant MnNH4F3, adding MnNH4F3 results in an increase in the pH of vanadium-bearing solution, up to 4.15, which promotes the hydrolysis of Al3+ to form precipitate of Al(OH)3. As a result, adding MnNH4F3 can remove impurity of Al simultaneously. The removal of Al is over 95% in the first 10 min, but as the reaction time is furthered, the removal of Al decreases slightly due to a drop in aqueous solution pH value caused by slow ammonium volatilization from the solution at 65 °C. When the stirring time is increased to 60 min, the pH value declines to 3.73.
The loss of V is still lower than 5% during the whole purification process with MnNH4F3. When using NH4F to purify the vanadium-bearing solution, one mole F− is introduced together with one mole NH4+, but in terms of MnNH4F3, one mole F− brings 1/3 mole NH4+, so in comparison with NH4F, MnNH4F3 makes the solution pH increase less, and then the loss of vanadium is lower. Additionally, because the precipitant MnNH4F3 is insoluble in the acidic vanadium-bearing solution, and then free F− is fewer, reactions between Ca2+, Mg2+ and F− mainly happen on the surface of the precipitant, resulting in little vanadium being absorbed and co-precipitated by the reaction products. Besides, the products of CaF2, MgF2 and MnF2 are nearly un-dissolvable in the vanadium-bearing solution, leading to little free F− contained in the solution, which does not obviously corrode the reactor. Moreover, after purification with MnNH4F3, the obtained slurry is easier to filter than that with NH4F.
4.3. Effecting Factors of the Purification with MnNH4F3
4.3.1. Effect of Stirring Speed
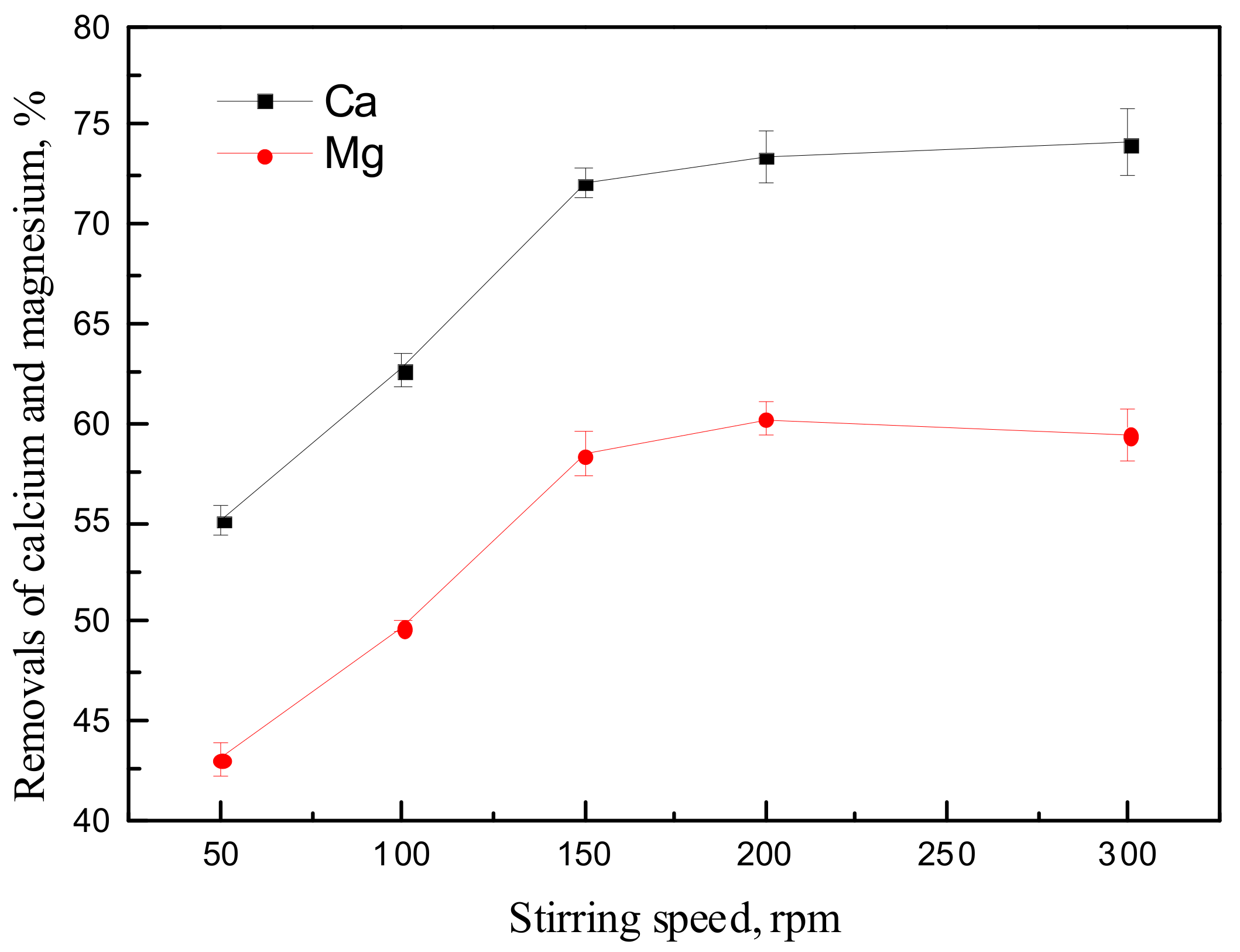
Under the conditions that MnNH4F3 was added according to a molar ratio n(2F)/n(Ca + Mg) of 1.0 at 65 °C and the purification process lasted for 10 min, the effect of stirring speed on removals of Ca and Mg are as shown by Figure 6. During the whole purification process, the pH value of solution was not adjusted with other acid or alkaline.
As displayed in Figure 6, the stirring speed greatly impacts the removals of Ca and Mg. Since MnNH4F3 is little dissolved in the solution, the reactions between MnNH4F3 and Ca2+ and Mg2+ happen on the surface of MnNH4F3 particles. Dispersion of the MnNH4F3 particles greatly depends on the stirring speed. When the stirring intensity is not enough for the particles to disperse in the solution uniformly, some of them will go down to the bottom of the reactor without thorough contact with Ca2+ and Mg2+, leading to lower removals of impurities. Increasing the stirring speed promotes the dispersion of MnNH4F3 particles and improves mass transfer of the solution system, and meanwhile, decreases the loss of vanadium caused by absorption of precipitation products of Ca, Mg and Al as well. As displayed by Figure 6, when the stirring speed increases from 50 to 150 rpm, the removals of Ca and Mg rise remarkably. After that, increasing the stirring speed does not accelerate removal of impurities of Ca and Mg from the solution. As the stirring speed is increased to over 200 rpm, the removals of Ca and Mg nearly level off, and it seems that 200 rpm is enough for the precipitant particles to disperse and thoroughly contact impurity ions in the solution.
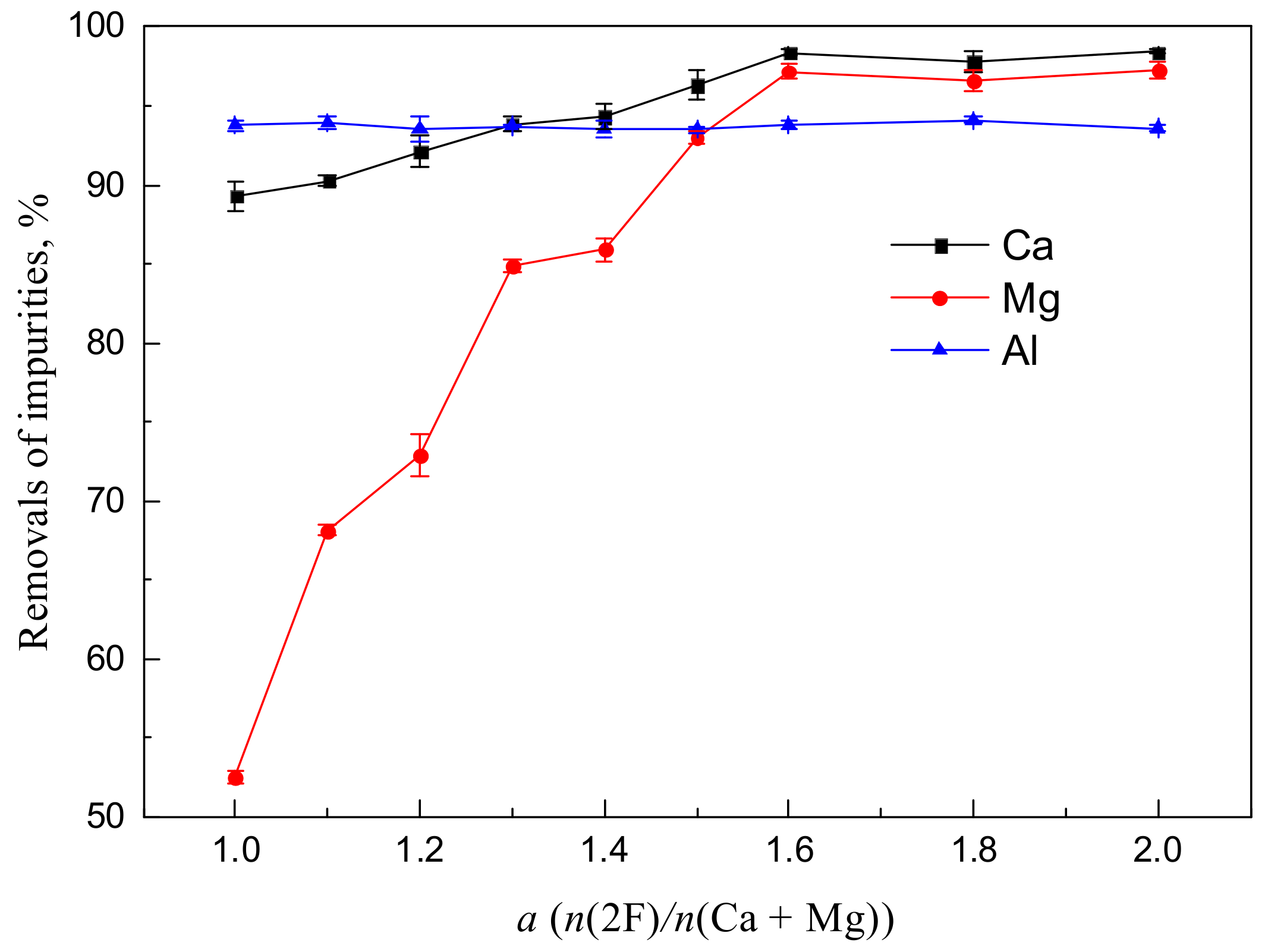
4.3.2. Effect of Adding Amount of MnNH4F3
The effect of the adding amount coefficient, a(a = n(2F)/n(Ca + Mg)), on the purification efficiency was studied when other parameters×× were fixed at a temperature of 30 °C, reaction time of 10 min and the stirring speed of 200 rpm, and the pH value was not adjusted with other reagents. The relationships between the adding amount coefficient and the removals of Ca, Mg and Al are illustrated by Figure 7.
When a equals 1.0, which is the theoretical value for complete purification reactions, removals of Ca2+ and Mg2+ go up to 89.3% and 52.5% respectively, and the residual concentrations of Ca2+ and Mg2+ in the solution are still high, up to 109 and 755 mg·L−1. Raising the adding amount can obviously promote removal of impurities of Ca and Mg, especially for the removal of Mg. The removals of Ca and Mg increase with increase in a value until it is up to 1.6, at which point the removals of Ca and Mg reach 98.4% and 97.2%, and then the concentrations of Ca and Mg left in the solution are 16.4 and 44.6 mg·L−1, respectively. Within the whole range of a changing from 1.0 to 2.0, the removal of Al keeps at 93.5–94.0%, and the concentration of Al in the solution is decreased from 200 to 13 mg·L−1.
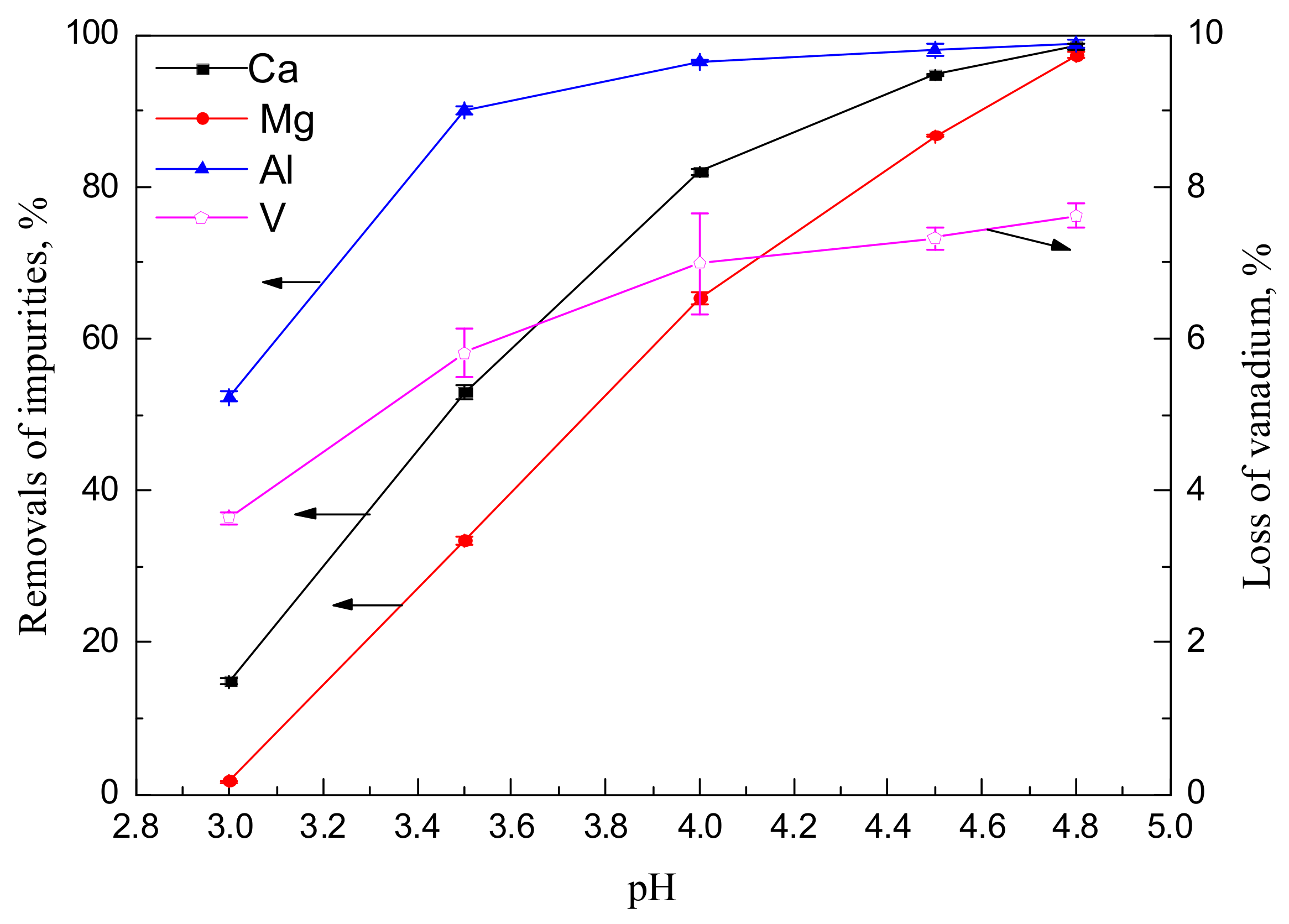
4.3.3. Effect of the pH Value of Solution
In the above experiments, the pH value of solution was not adjusted with other acid or alkaline during the purification process. In order to investigate relationships between the pH value and the removals of Ca, Mg and Al, and the loss of V, the pH value of solution was kept constant with ammonium hydroxide or dilute sulfuric acid after the precipitant MnNH4F3 was added. Other experimental parameters were fixed (temperature = 30 °C, time = 10 min, stirring speed = 200 rpm and adding amount coefficient = 1.6). The results are displayed in Figure 8.
From pH 3.00 to pH 4.80, changes in removals of impurities and loss of vanadium are both sharp. At pH 3.00, the removals of Ca, Mg and Al are lower, only being 14.8%, 1.66% and 52.3%, respectively. As the pH increases, the removals accordingly go up, while the loss of V increases as well. When the pH value is constant at 4.8 during the whole purification process, 98.4% of Ca, 97.3% of Mg and 98.8% of Al are separated from the solution, and the remaining concentrations of those impurities go down to 16.0, 43.7 and 3.00 mg·L−1, which meets the requirements for the concentration of impurities in the next step of APV (ammonium polyvanadate) preparation. At pH 4.80, 7.62% of V is lost. As we know, in the purification process of vanadium-bearing solution, the loss of V is an important indicator to evaluate the purification efficiency. According to the results shown in Figure 8, pH 4.50 ± 0.05 is chosen as an appropriate pH value for purification of the acidic vanadium-bearing solution, additionally, at which little free HF is produced to erode the reactor.
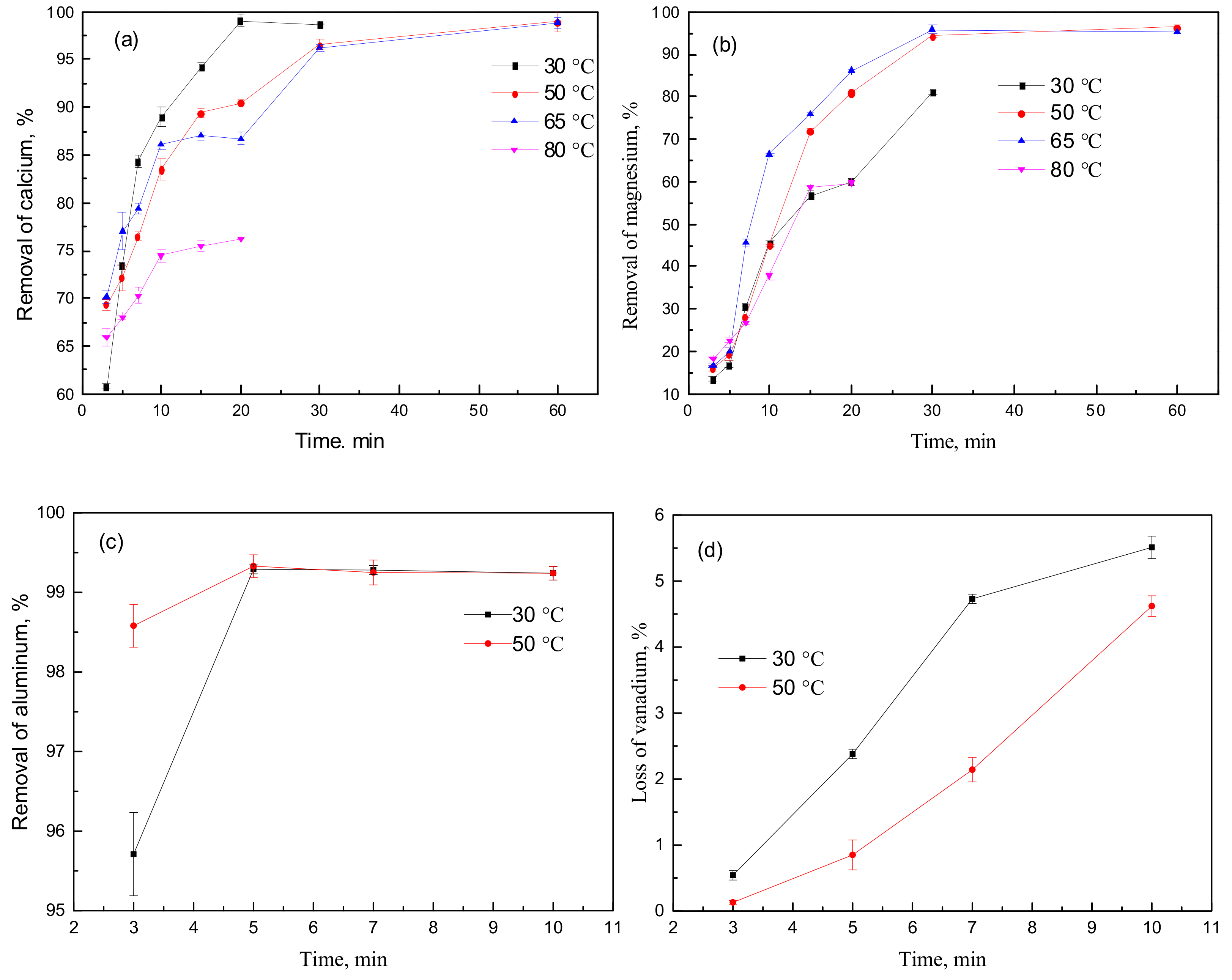
4.3.4. Effect of Temperature and Time
Figure 9a–d show the effect of the temperature, ranging from 30 to 80 °C, and time on purification efficiency under the conditions that the adding amount coefficient of MnNH4F3 was 1.6, the stirring speed was set at 200 rpm and the pH value of solution was kept constant at 4.50 ± 0.05.
Generally, raising the temperature promotes the reaction rate. In the first 3 min, removal of Ca increases with increase in temperature. The removals of Ca at 30, 50 and 65 °C reach 60.8%, 69.3% and 70.2%, respectively. Instead, the removal of 65.95% at 80 °C is lower than those at 50 and 65 °C. This is because the precipitant of MnNH4F3 dissolves less with increase in temperature, which results in less free F− at higher temperatures, and then the reactions between the F− and impurity irons of Ca2+ and Mg2+ are limited during purification at 80 °C, leading to lower removals of Ca2+ and Mg2+.
As the reaction time is increased, the removal of calcium goes up. At 30 °C, the removal of Ca rises fast in the first 20 min. When the purification process proceeds for 5 and 7 min, the removal at 30 °C exceeds those at 50 and 65 °C, respectively. After reaction for 20 min, the reaction reaches balance and the removal of Ca is up to the maximum of 99.1%; meanwhile, the remaining concentration of Ca in the solution is down to 9 mg·L−1. Similarly, after the reaction lasting for 12 min, the impurity of Ca is removed more at 50 °C than that at 60 °C. When the reaction time is furthered to 30 min, the removals of Ca at 50 and 65 °C both level off, achieving 96.5% and 96.2%, respectively. At the same time, the retained contents of Ca in the solution are 35.6 and 38.7 mg·L−1, respectively. When the time is increased to 60 min, the removals at 50 and 65 °C both go up to around 98.9%.
In comparison with Figure 9b, the removal of Mg obviously increases more slowly than that of Ca in the first 10 min, which results from the fact that the formation of CaF2 is more feasible than the formation of MgF2, thermodynamically, and the free F− prefers to react with Ca2+. Due to the limitation in solubility of MnNH4F3, the removal of Mg at 80 °C rises slowly with increase in reaction time. The removals of Mg at 65 and 50 °C are higher than that at 30 °C, both constantly reaching around 95% after 30 min of reaction, and at the same time, the remaining concentration of Mg2+ in the solution is 80.0 mg·L−1.
The removal of Al increases with increase in stirring time. When the reaction time is over 5 min, more than 99% of aluminum is removed. High temperature is beneficial to formation of Al(OH)3 and removing Al3+ from the solution. It can be seen from Figure 9c that when the reaction temperatures are set at 30 and 50 °C, the concentrations of aluminum left in the solution are both lower than 10 mg·L−1 after reaction for 3 min. As the reaction time is increased from 3 to 10 min, the loss of V increases as well, which is owing to the rising adsorption of vanadium caused by more precipitations of CaF2, MgF2 and Al(OH)3 produced with an increase in reaction time. In the first 10 min, more CaF2 and MgF2 are generated at 30 °C than these at 50 °C, so the loss of V at 30 °C is higher. In addition, crystals of CaF2 and MgF2 with lower adsorption capacity may be produced at higher temperature. Considering the effects of reaction temperature and time on the removals of Ca, Mg and Al, and the loss of V, the optimum operational temperature and time are chosen as 50 °C and 30 min, respectively.
4.3.5. Effect of Flocculant and Filter Aid
The precipitant MnNH4F3 was added into 400 mL vanadium-bearing solution with an adding amount coefficient of 1.6, and then the temperature was kept at 50 °C and the solution pH was adjusted to 4.50 ± 0.05. After the reaction lasting for 30 min, the flocculant of polyacrylamide with a concentration of 0.0200 g·L−1 was introduced and the stirring was furthered for 5 min. The effect of the amount of polyacrylamide added in the solution on the efficiency of purification is listed in Table 4.
It is well-known that flocculent can improve the settleability of the slurry. As shown in Table 4, adding flocculant can increase the removal of Ca and Al, and obviously decrease the loss of V, which is attributed to the fact that the flocculant promotes the settling velocity of precipitates of Ca and Al, and then adsorption of vanadium is reduced. However, raising the amount of flocculant almost has no effect on the removals of Ca and Al, while it further reduces the removal of Mg. Hence, we chose to add 1 mL of flocculant per 100 mL vanadium-bearing solution in the subsequent experiments.
It was found that the slurry was difficult to filter due to the colloids of silicic acid and aluminum hydroxide produced during the purification process. These colloids were likely to block the pores of filter paper and extended the filtration time. However, in the lab experiments, we discovered that using filter aid of diatomite to form a cake layer first and then filtering slurry could effectively reduce the filtration time by half.
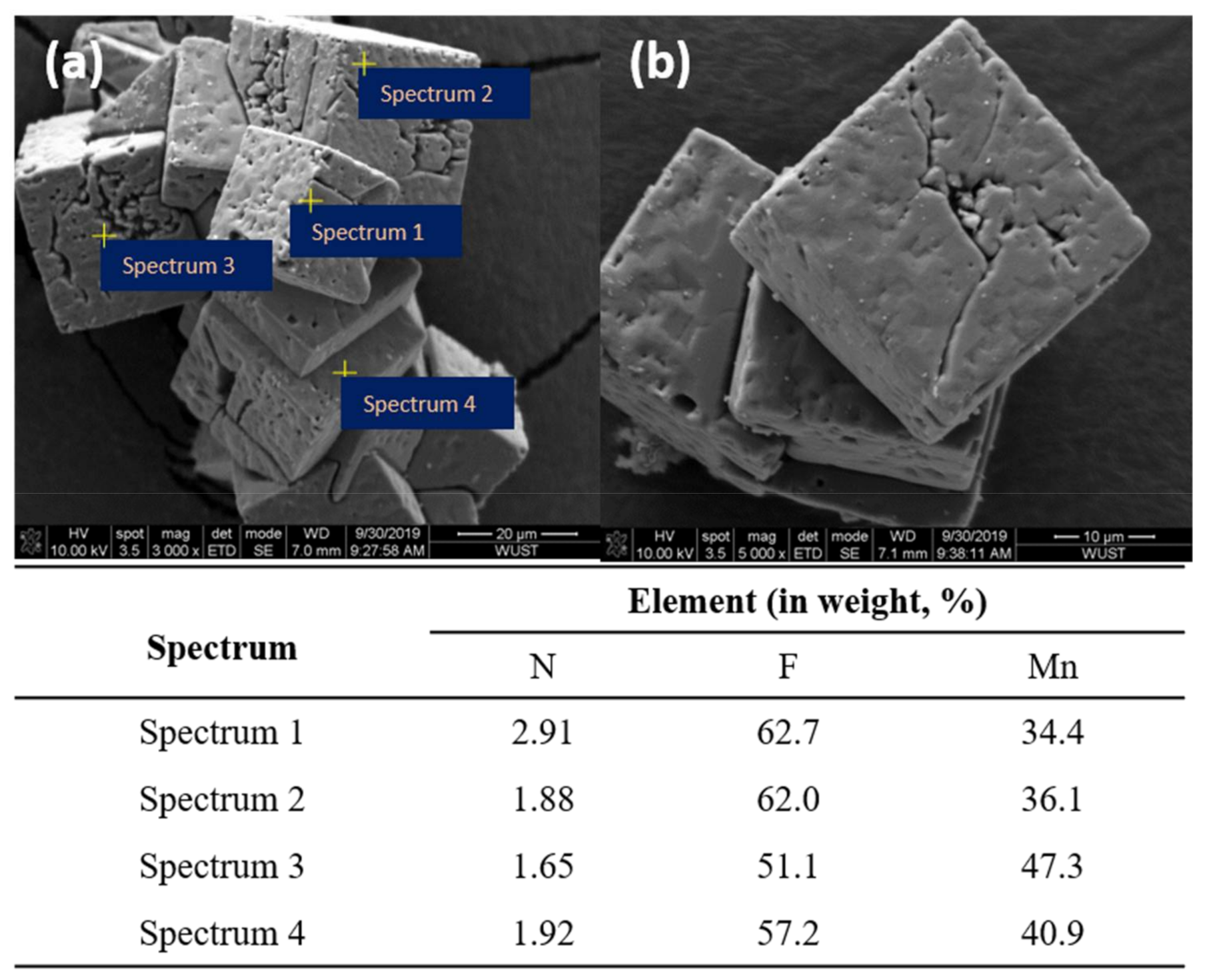
4.4. Mechanism of Purifying the Vanadium-Bearing Solution with MnNH4F3
As shown in Figure 4, the prepared impurity remover was mainly composed of MnNH4F3, and its SEM-EDS analysis result is shown in Figure 10.
It can be seen from Figure 10 that the prepared impurity remover of MnNH2F3 exists in cube crystal with an edge length of around 20 μm. This impurity remover is difficult to dissolve in the acidic vanadium-bearing solution, so after it is added, the stirring should be started immediately to prevent the remover from sinking to the bottom of the reactor, in order to ensure the remover contacts with impurity ions in the solution. In the perspective of thermodynamics, F− is more likely to react with Ca2+ and Mg2+ to generate CaF2 and MgF2, which are more difficult to dissolve in the solution, as shown by Equations (1) and (2), promoting further ionization of MnNH4F3. Meanwhile, more NH4+ ions are discharged in the progress of purification reactions and make the pH value increase, accelerating the hydrolysis of Al3+ and the coagulation of the silicic acid. Hence, the impurities of Ca, Mg, Al and Si are separated simultaneously from the vanadium-bearing solution at a pH lower than 4.50.
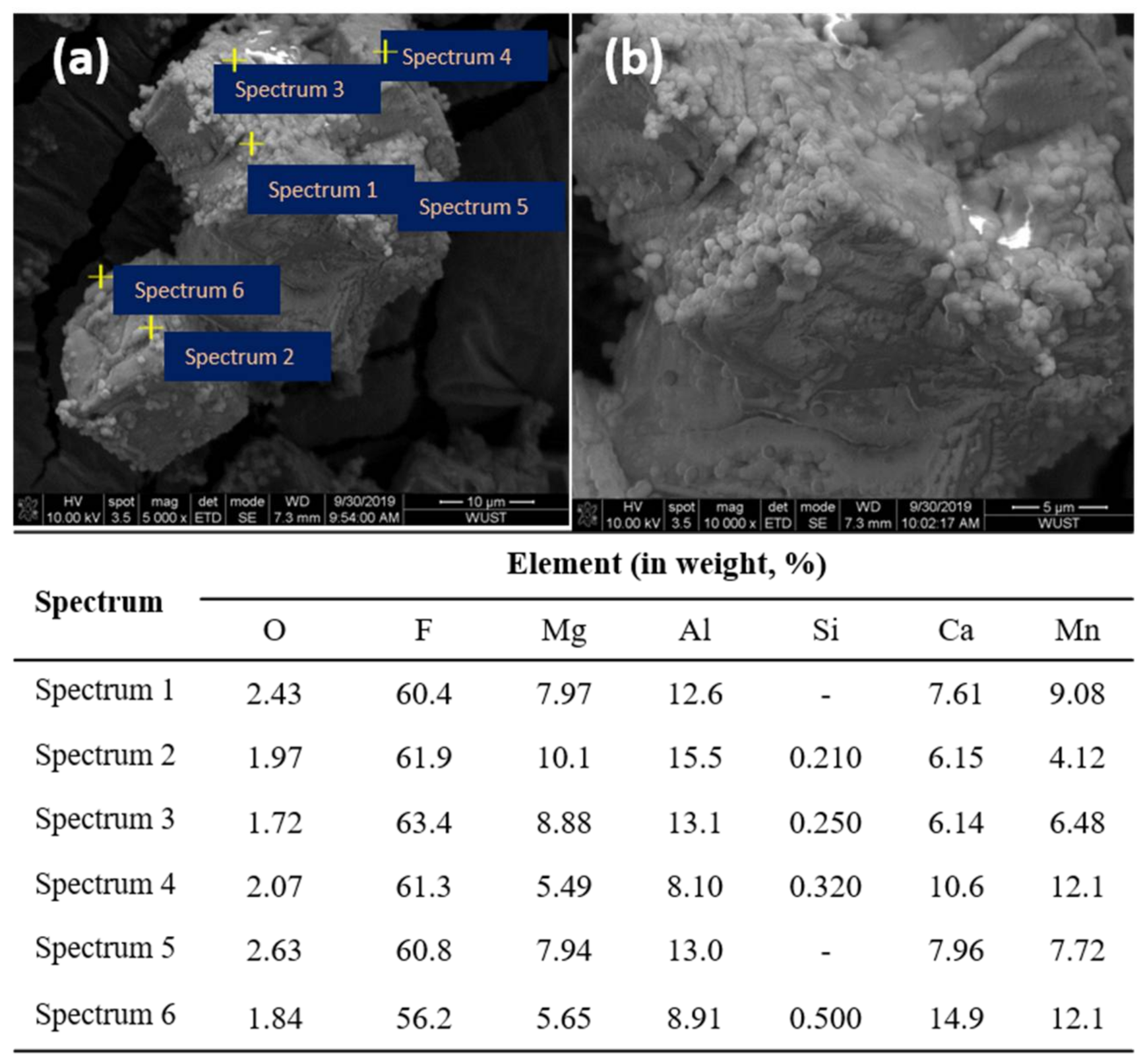
After drying at 80 °C for 12 h, the precipitation product was measured by X-ray fluorescence (XRF) and the results are shown in Table 5. The precipitation product was also characterized by XRD and SEM-EDS and the results are shown in Figure 11 and Figure 12.
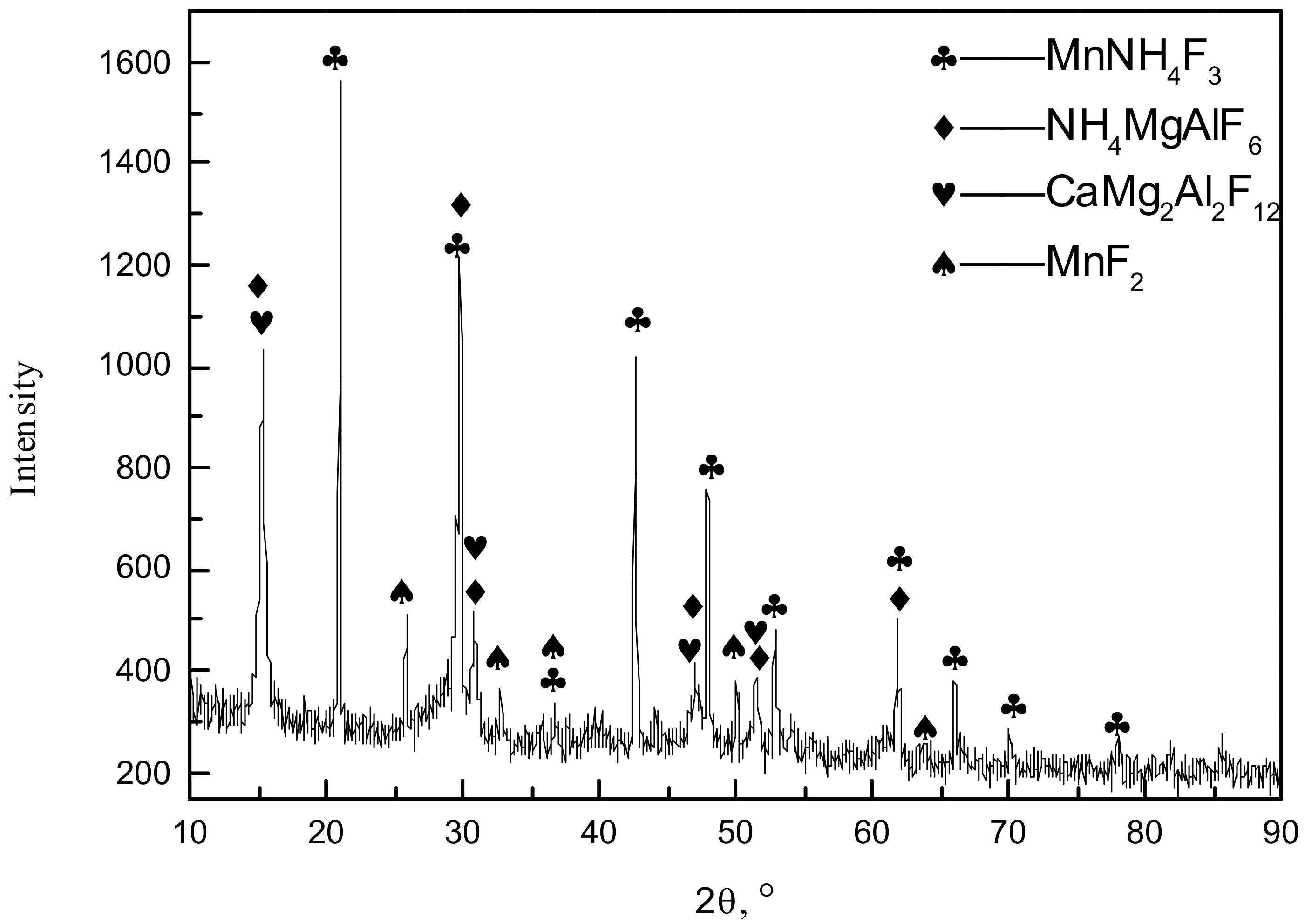
As shown by Table 5 and Figure 11, the precipitate is mainly composed of F, Ca, Mg, Al and Mn elements. Some compositions in this precipitation product exist in the form of NH4MgAlF6, CaMg2Al2F12 and MnF2, and some exist in amorphous state, which appears as flocculated sediment during the purification and makes the slurry difficult to filter.
In comparison with Figure 10, it can be seen from Figure 12 that the cube crystals of MnNH2F3 are wrapped by the precipitation products of impurity after purification. The remover of MnNH4F3 is insoluble in the acidic vanadium-bearing solution, and free F− was fewer. Reactions between Ca2+, Mg2+ and F− mainly happen on the surface of the remover, and then the reaction products directly attach to the surface of the remover of MnNH4F3. Therefore, the vanadium loss caused by absorption and co-precipitation is lower when using MnNH4F3 to purify the solution than that when using NH4F.
4.5. Removing Impurity of Mn with Ammonium Persulfate
Ammonium persulfate (NH4)2S2O8 is a strong oxidant, which can oxidize Mn2+ into precipitate of MnO2 in acidic solution and is often used to remove Mn2+ from the sulfuric acid solution system.
After removing Ca, Mg and Al from the vanadium-containing solution through adding MnNH4F3, the concentration of Mn2+ in the solution increased from 5.99 to 10.1 g⋅L−1. In this section, the feasibility of using ammonium persulfate oxidation to remove high concentrations of Mn2+ from the acidic vanadium-bearing solution was evaluated. The effects of temperature, adding coefficient of ammonium persulfate and pH value on the removal of Mn and the loss of V were investigated separately.
4.5.1. Effect of Adding Coefficient of (NH4)2S2O8
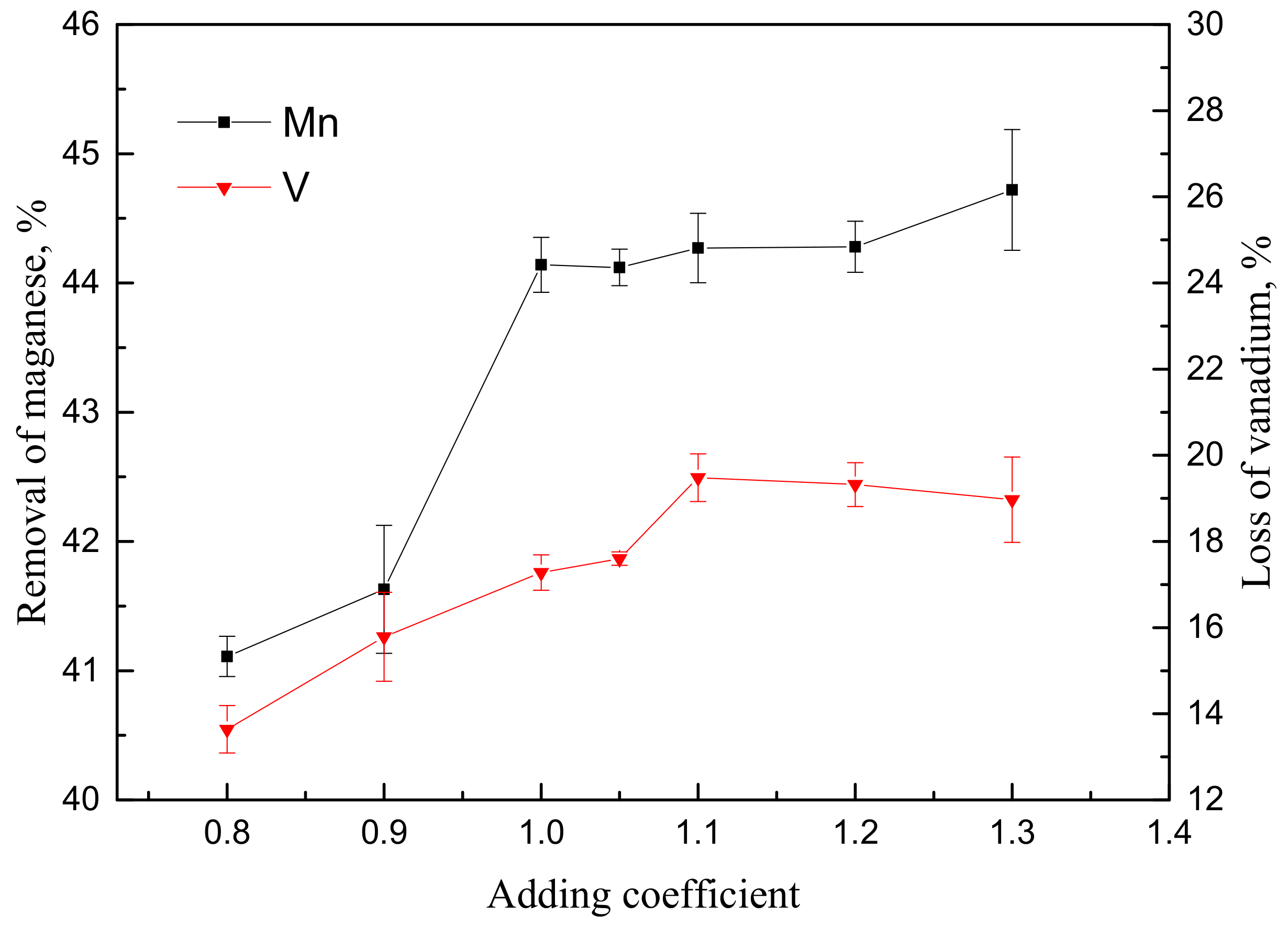
The adding coefficient refers to the molar ratio of (NH4)2S2O8 to Mn. Under the conditions that the temperature was 90 °C, pH value of solution was 2.00, stirring time was 3 h and the slurry was allowed to stand for 3 h after reaction ended, the effect of the adding coefficient of (NH4)2S2O8 on the removal of Mn and the loss of V is shown by Figure 13.
It can be seen from Figure 13 that as the adding coefficient increases from 0.8 to 1.0, the removal of Mn increases from 41.1% to 44.1%, and when the ammonium persulfate is further increased, the removal of Mn increases slowly. Only 44.7% of Mn is removed when the adding coefficient is improved to 1.3. The loss of V increases as well with increasing the adding amount of ammonium persulfate. When the adding coefficient rises from 0.8 to 1.0 and to 1.1, the corresponding loss of V goes up from 13.6% to 17.3% and to 19.5%. It can be interpreted from the mechanism of removing Mn2+ with ammonium persulfate oxidation, that when more ammonium persulfate is added, the reaction product of hydrated manganese dioxide which has strong adsorption performance generates more, leading to a larger amount of vanadium settling together with the hydrated manganese dioxide. Besides, NH4+, which is introduced through adding ammonium persulfate, is likely to react with vanadate ions at high temperature to form precipitation of ammonium vanadate.
4.5.2. Effect of Temperature
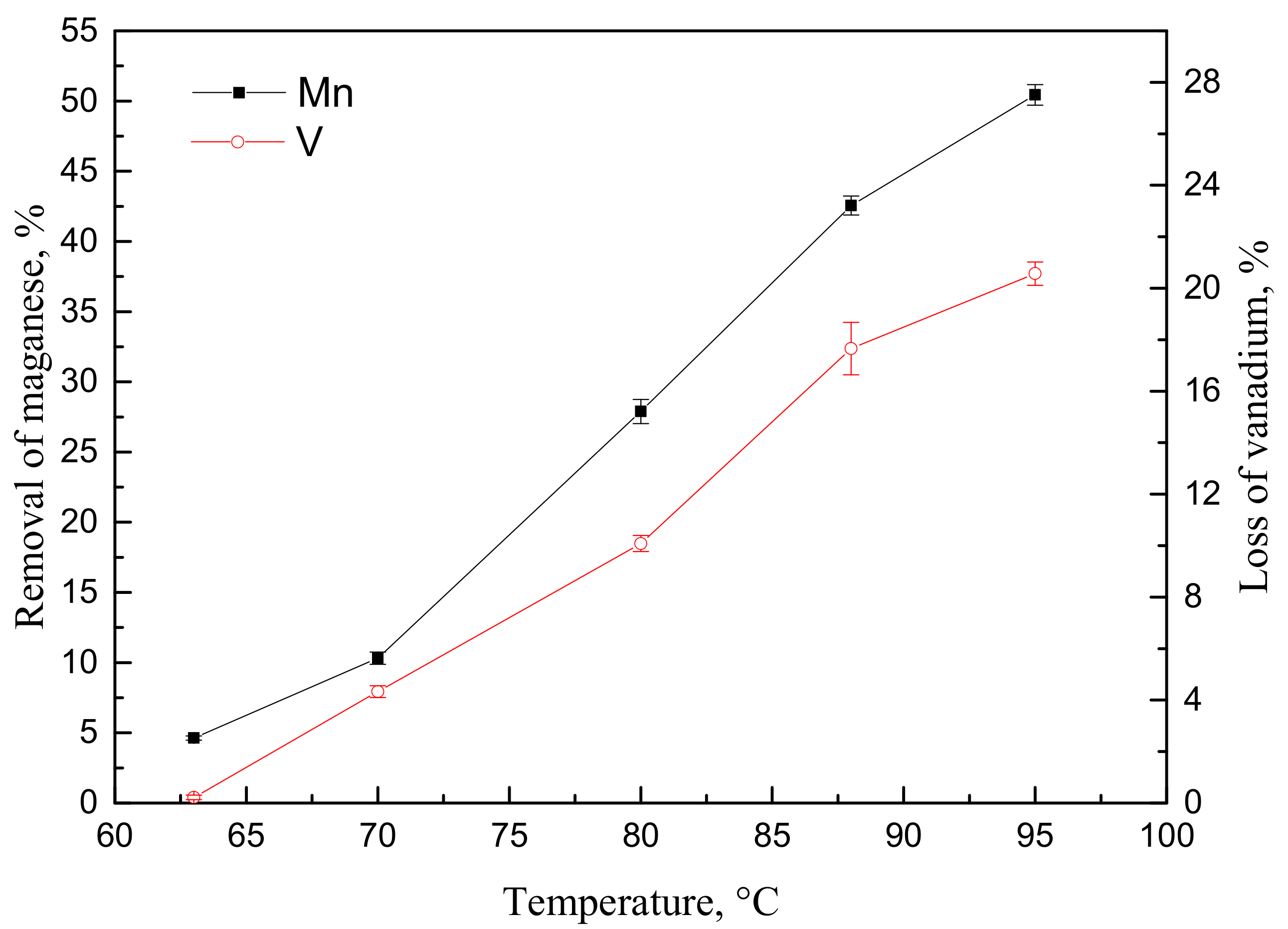
The reaction parameters were fixed as the adding coefficient of 1.0, pH value of 2.00, reaction time of 3 h and standing time of 3 h, and relationships between the reaction time and the removal of Mn and the loss of V are displayed by Figure 14.
As shown in Figure 14, the reaction time remarkably influences the removing efficiency of Mn, and high temperature is beneficial for separating Mn from the vanadium-bearing solution. As the reaction temperature is improved from 63 to 95 °C, the removal of Mn grows greatly, by around 45%, from 4.63% to 50.4%, while the loss of V obviously increases to 20.6% with the increase in temperature, which is due to the fact that more colloidal hydrated manganese dioxide is produced at higher temperatures. Hence, it is not appropriate to lower the concentration of Mn retained in the vanadium-bearing solution through only improving the temperature.
4.5.3. Effect of pH Value of Solution
The effect of the pH value of the solution on the removing efficiency of manganese is illustrated in Figure 15 when other reaction parameters were set to a temperature of 80 °C, adding coefficient of 1.0, stirring time of 3 h and standing time of 3 h.
Oxidation of Mn2+ by ammonium persulfate is dependent on the pH value of aqueous solution. As shown in Figure 14, the removal of Mn goes up sharply from 26.0% to 85.4% with increasing the pH value from 2.00 to 5.00. Sulfuric acid is produced by the oxidation reaction between (NH4)2S2O8 and Mn2+, leading to a decrease in the pH of the solution system, so improving the pH value is conducive to the positive progress of the oxidation reaction, and more Mn2+ ions transform in precipitation of hydrated manganese dioxide. Similar to Figure 13 and Figure 14, the loss of V changes in the same trend as the removal of Mn over the pH value increasing from 2.00 to 5.00, and the loss of V is as high as 31.3% at a pH of 5.00.
Figure 13, Figure 14 and Figure 15 suggest that improving the reaction time, adding amount of ammonium persulfate and the pH value all accelerate the removal of Mn. However, the higher the removal of Mn, the higher the loss of V. This is because the oxidation product of the hydrated manganese dioxide has good absorption performance, carrying a large amount of vanadium in its settlement process. Overall, the oxidation precipitation method with ammonium persulfate is not suitable to separate Mn from the vanadium-bearing solution with high concentrations of Mn.
Generally, the manganese contained in the final product of vanadium pentoxide does not have an evident side effect on product quality and performance when the vanadium pentoxide is used to smelt normal vanadium iron or to prepare catalysts. In addition, our previous study suggests that using ammonium salt to precipitate vanadium from the solution can reduce the adverse influence of Mn on the grade of vanadium pentoxide, so the manganese left in the solution is not treated before the vanadium precipitation procedure.
4.6. Vanadium Precipitation and Thermal Decomposition
The concentrations of V and main impurities contained in the vanadium-bearing solution before and after purification are given in Table 6.
After purification, the concentrations of Ca, Mg and Al decreased to 33.0, 79.0 and 9.00 mg·L−1 respectively, and only the concentration of Mn increased, which was caused by the reactions between MnNH4F3 and Ca2+ and Mg2+ during the purification process.
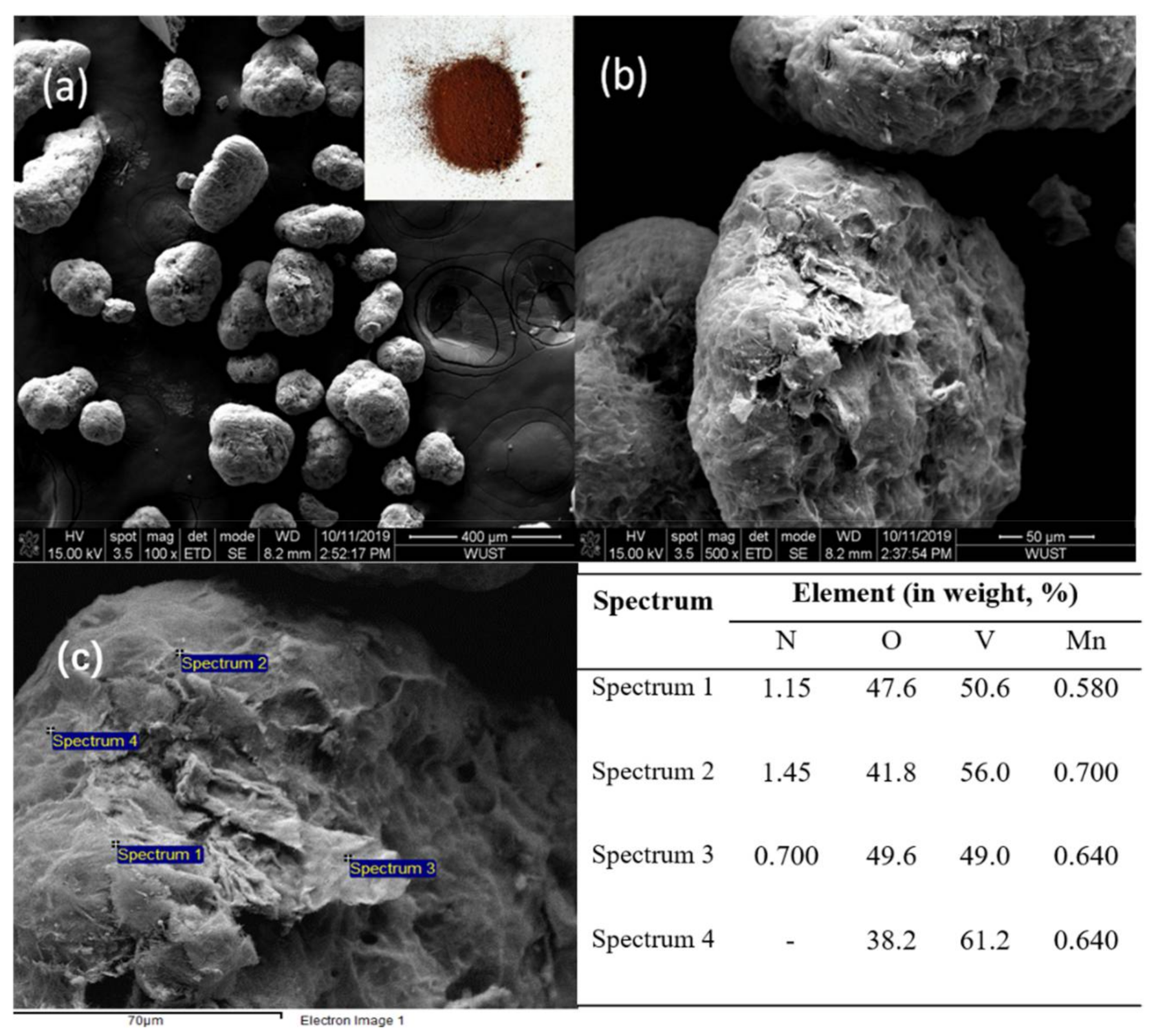
Vanadium was concentrated and precipitated with (NH4)2SO4 from the purified solution at initial pH of 2.00 and temperature of 95 °C, and precipitation efficiency was over 96%. The XRD and SEM-EDS characterization for the product of vanadium precipitation are given by Figure 16 and Figure 17.
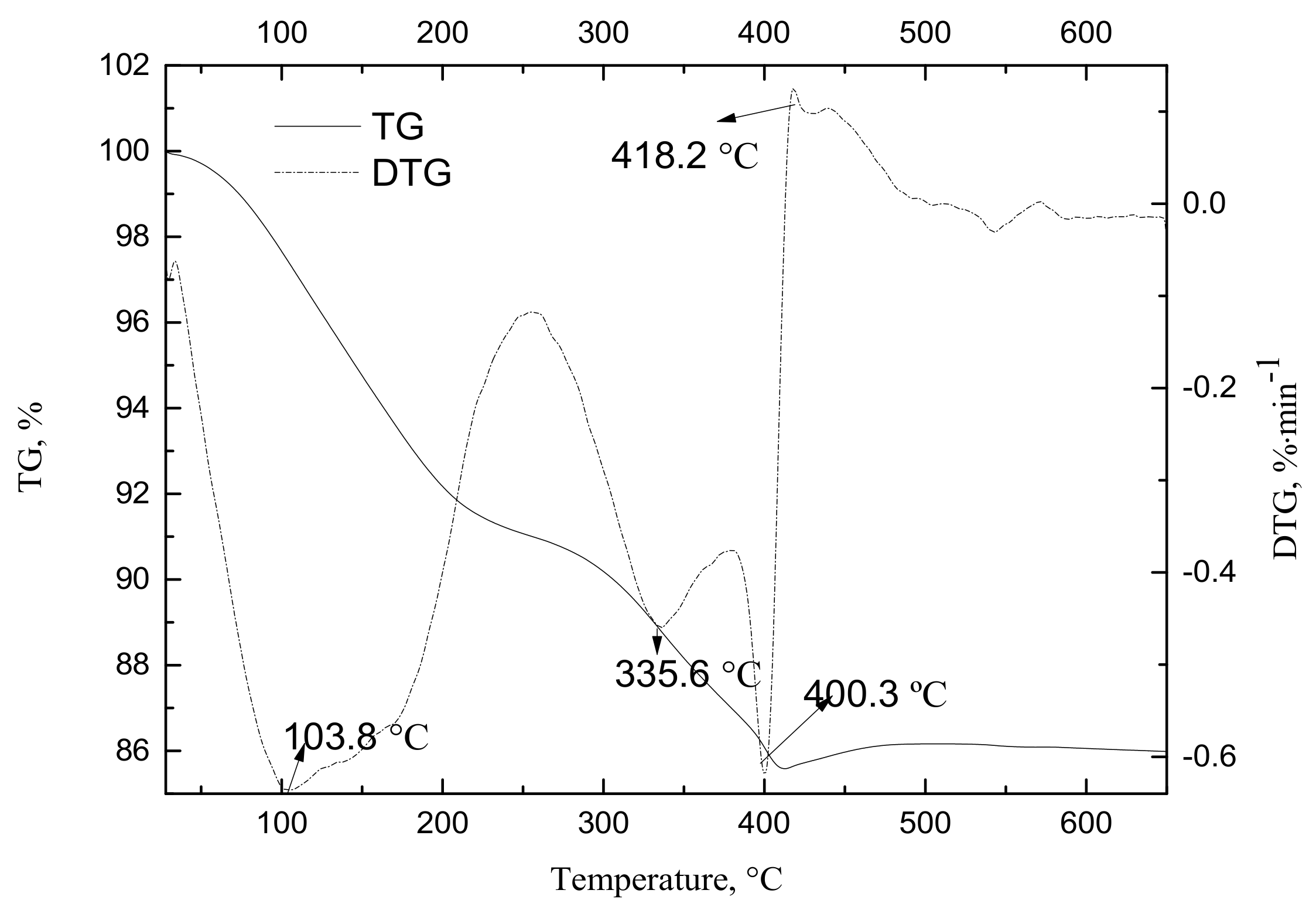
As shown by Figure 16 and Figure 17, we know that the precipitation product prepared under the above conditions in the laboratory is composed of ammonium hexavanadate hydrate, (NH4)2V6O16·1.5H2O, which forms in spheroid and ellipsoid with rough surface, leading to absorption of a small amount of manganese during the precipitation process. Vanadium pentoxide can be obtained after the crystal water and ammonia are evaporated from the ammonium hexavanadate hydrate with heating. In order to determine an appropriate heating temperature, some of the precipitation product was used to conduct thermogravimetric analysis, which was carried out at a heating rate of 10 °C·min−1 over temperatures ranging from 28 to 650 °C, and air was introduced at a flow rate of 50 mL·min−1 during the heating process. 150 mg precipitation product which had been dried at 90 °C for 12 h was placed into an alumina crucible. The curves of TG-DTG (Thermal gravity-Differential thermal gravity) for this precipitation product are shown in Figure 18.
The TG curve during the heating process from room temperature to 650 °C, displays a mass loss of 14.42% appearing over temperatures ranging from 28 to 412.5 °C, and then a mass gain of 0.58% follows during heating from 412.52 to 501.5 °C. The mass loss occurring at temperatures lower than 412.5 °C is attributed to reactions of dehydration and deamination, displayed as Equation (3):
(NH4)2V6O16·× 1.5H2O = 3V2O5 + 2.5H2O + 2NH3↑
3V2O5 + 2NH3 = 3V2O4 + 3H2O + N2↑
As illustrated by DTG (Differential thermal gravity) curves, there are three extreme temperature points appearing in the weight loss process. The temperatures of 103.8, 335.6 and 400.3 °C represent the temperatures points at which reactions of dehydration, deamination and reduction of V2O5 (Equation (4)) take place at a maximum rate, respectively. When the temperature is over 412.5 °C, as ammonia gas decreases and oxygen partial pressure increases, the low valent vanadium oxide (V2O4) is oxidized as V2O5 again. Additionally, in vanadium industry, ammonium polyvanadate is usually heated above the melting point temperature of vanadium pentoxide using a reverberatory furnace and then is pressed into a flake. The melting process is also beneficial for desulfuration from the product of vanadium pentoxide.
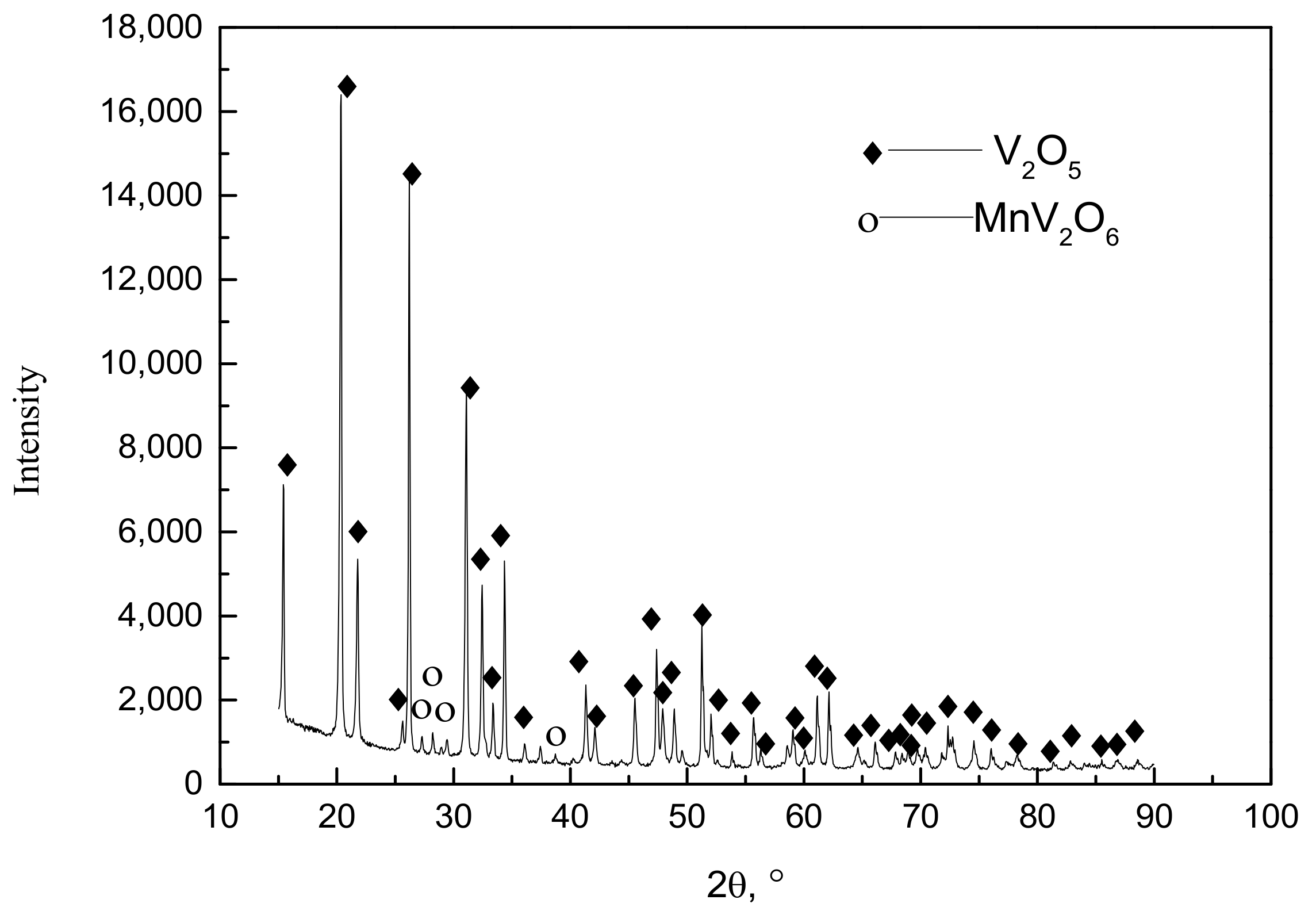
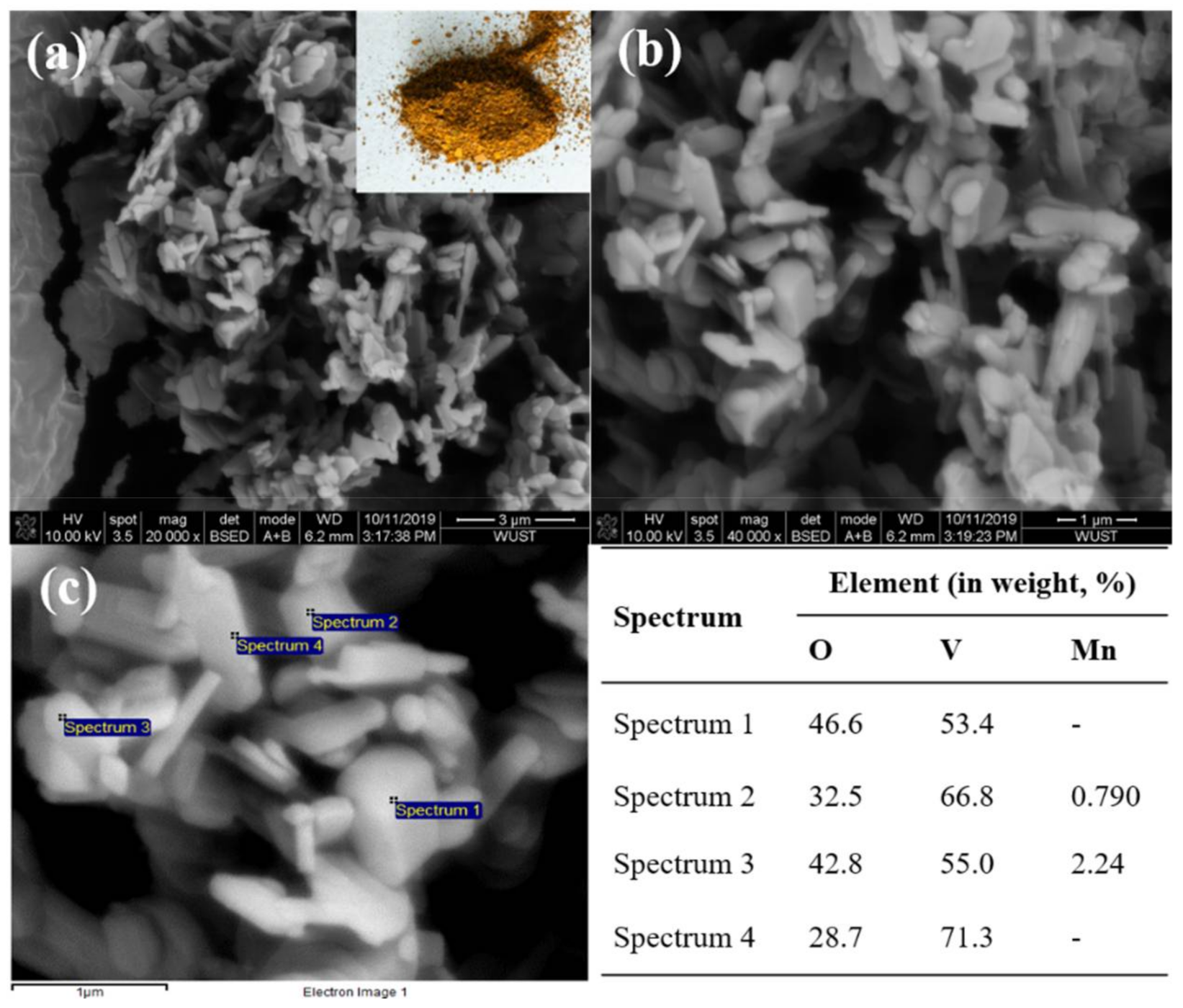
Based on the results of the thermogravimetric analysis, the precipitation product was heated at 550 °C for 2 h to fully remove water and ammonium, and consequently, saffron yellow vanadium pentoxide powder was produced. The chemical composition of the vanadium pentoxide product is presented in Table 7 and the XRD and SEM characterizations for the product are shown in Figure 19 and Figure 20.
From Table 7 and Figure 19 and Figure 20, it is known that the vanadium pentoxide powder is mainly composed of V2O5 and a little amount of manganese metavanadate (MnV2O6) and exists in columnar crystals. The contents of V2O5 and other impurity elements contained in the product of vanadium pentoxide powder meet the Chinese standard of YB/T 5304-2017, suggesting that the purification method proposed in this study is feasible for treating the acidic vanadium-bearing solution.
4.7. Evaluation of the Whole Purification Process
In the whole purification process of the proposed chemical precipitation, no other ions are introduced into the acidic vanadium-bearing solution, hence no new impurity elements will appear in the final product of vanadium pentoxide. Especially, no alkali metal ions of Na+ and K+ are introduced, which is beneficial to realize the closed cycle of the leaching solution in the process of calcification roasting.
The chemical precipitation method used to purify the acidic vanadium-bearing solution with the remover of MnNH4F3 prepared in this study combines the neutralization precipitation and fluoride precipitation into one operation step, and then can remove Ca, Mg, Al and partial Si simultaneously in an acidic pH range. The whole purification operation is simple, only involving precipitation and filtration.
After purification with the proposed chemical precipitation method, the removals of Ca, Mg and Si are all over 95%, and removal of Si is around 55%; meanwhile, the loss of V is around 4%, which is acceptable.
In the case of acidic vanadium-bearing solution used in this study, 0.0979 mol MnNH4F3 is added per liter of solution at the optimum adding amount. This means 0.0979 mol MnSO4∙H2O and 0.294 mol NH4F are consumed to treat 1 L solution. According to the market prices of MnSO4∙H2O (3000 RMB (Chinese Yuan)∙t−1, purity ≥ 97%) and NH4F (7800 RMB∙t−1, purity ≥ 98%), it costs 0.138 RMB (0.0979 × 169/0.97 × 3 × 10−3 + 0.294 × 37/0.98 × 7.8 × 10−3) to purify 1 L vanadium-bearing solution. If calculated based on the weight of vanadium pentoxide, it costs 3611 RMB per ton.
Since the process of calcium roasting followed by dilute acid leaching is not commercial presently, and lots of studies on the purification of this kind of vanadium-bearing solution have been carried out only at laboratory scale, solvent extraction with organophosphorus acids, like D2EHPA (Di(2-ethylhexyl) phosphoric acid, P204), EHEHPA (2-Ethylhexyl phosphonic acid mono-2-ethylhexyl phosphoric ester, P507), Cyanex 272 (Di(2,4,4-trimethypentyl) phosphinic acid, TBP (Tributylphosphate) and so on, is commonly used to separate and concentrate vanadium from the acidic vanadium-bearing solution. Here, the cost of pretreatment of solution before solvent extraction, including pH adjustment, reduction of Fe3+ and V5+ and regeneration of solvent extractant is not considered, and only the cost of extraction and stripping is calculated when synergistic extraction of P204 and TBP is taken as an example. It is supposed that the organic phase is composed of 15% P204, 5% TBP and 80% sulfonated kerosene, and the organic to aqueous volume ratio (O/A) is 1:1. The counter current stripping is conducted with 1.5 M H2SO4 at an O/A ratio of 5:1 for three stages [30]. The prices of P204 (purity ≥ 98%, ρ = 0.960 g mL−1), TBP (purity ≥ 97%, ρ = 0.977 g mL−1), sulfonated kerosene (purity ≥ 99%, ρ = 0.780 g mL−1) and the concentrated sulfuric acid (purity ≥ 99%, ρ = 1.84 g mL−1) are 18,000 RMB∙t−1, 15,000 RMB t−1, 6100 RMB t−1 and 300 RMB t−1, respectively. Purification of 1 L vanadium-bearing solution consumes 150 mL P204, 50.0 mL TBP, 800 mL sulfonated kerosene and 50.0 mL concentrated sulfuric acid, and then the cost of purification of 1 L vanadium-bearing solution is calculated as around 7.16 RMB. Hence, in comparison with the solvent extraction, the method of chemical precipitation proposed in this study has an obvious advantage in cost and operation.
The precipitate obtained from the purification process is rich in CaF2 and MgF2, which is a fluoride source used as molten salt electrolyte additives or used as flux in pyrometallurgy, because no Na+ or K+, which seriously corrode the furnace lining, is contained.
5. Conclusions
The main impurities contained in the acidic vanadium-bearing solution from calcified roasting process which influence the grade of the vanadium pentoxide product are Ca, Mg, Al, Si and Mn. Using neutralization precipitation to remove Al and Si and using fluoride precipitation to remove Ca and Mg were well-combined into one operation step when the remover of MnNH4F3 prepared in this study was used to purify the acidic vanadium-bearing solution. The main conclusions drawn from this study are listed as follows:
- (1)
- The precipitant of MnNH4F3 is superior to NH4F in removing impurities from the acidic vanadium-bearing solution at pH lower than 4.50 when the removals of impurities and the loss of V are comprehensively considered.
- (2)
- The removals of Ca, Mg and Al were all over 95%, while the loss of V during purification was lower than 5% when the precipitant of MnNH4F3 was used to purify the acidic vanadium-bearing solution. Adding the flocculant of polyacrylamide is conductive to accelerating the sedimentation of the precipitant and reducing the loss of V. Meanwhile, the filter aid of diatomaceous can improve the filtration performance of the slurry.
- (3)
- Reactions between the impurities of Ca2+ and Mg2+ in the acidic vanadium-bearing solution and the F− take place on the surface of particles of MnNH4F3.
- (4)
- The removals of Mn and the loss of V appeared in the same trend when ammonium persulfate was used to separate Mn from the solution which was purified with MnNH4F3. The impurity of Mn can be effectively removed, but the loss of V is unsatisfactory, hence, the oxidation precipitation method with ammonium persulfate is not appropriate to treat the high concentration of Mn2+ in the acidic vanadium-bearing solution.
- (5)
- After purification through adding MnNH4F3 and adjusting the solution pH, the vanadium pentoxide produced from the purified vanadium-containing solution with ammonium salt precipitation meets the Chinese standard of grade 98.
Author Contributions
Conceptualization, J.Z. and W.Z.; methodology, J.Z. and W.Z.; software, J.Z.; validation, J.Z., W.Z. and C.L.; formal analysis, J.Z., W.Z. and C.L.; investigation, J.Z.; resources, J.Z.; data curation, J.Z.; writing—original draft preparation, J.Z.; writing—review and editing, W.Z. and C.L.; visualization, J.Z. and C.L.; supervision, J.Z.; project administration, J.Z.; funding acquisition, J.Z., W.Z. and C.L. All authors have read and agreed to the published version of the manuscript.
Funding
This project was financially supported by the National Natural Science Foundation of China (No. 51804230, 51804228) and China Postdoctoral Science Foundation (No. 2020M672425).
Data Availability Statement
Not applicable.
Acknowledgments
We gratefully acknowledge the Sichuan Weiyuan Iron &Steel Co., Ltd. for providing samples of vanadium slag.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Moskalyk, R.R.; Alfantazi, A.M. Processing of vanadium: A review. Miner. Eng. 2003, 16, 793–805. [Google Scholar] [CrossRef]
- Mahdavian, A.; Shafyei, A.; Keshavarz Alamdari, E.; Haghshenas, D.F. Recovery of Vanadium from Esfahan Steel Company Steel Slag; Optimizing of Roasting and Leaching Parameters. Int. J. Iron Steel Soc. Iran 2006, 3, 17–21. [Google Scholar]
- Sun, Z.H. Analysis on new vanadium technologies and prospects of vanadium industry. Iron Steel Vanadium Titan. 2012, 33, 1–7. [Google Scholar]
- Polyak, E.D. U.S. Geological Survey 2009 Minerals Yearbook-Vanadium; Geological Survey: Reston, VA, USA, 2011. [Google Scholar]
- Kozlov, V.A.; Demidov, A.E. Chemical principles of a technology for making pure vanadium pentoxide. Metallurgist 2000, 44, 428–433. [Google Scholar] [CrossRef]
- Li, Q.W.; Liu, F.Q.; Deng, X.B.; Hu, L. Study on Roasting of Pangang Converter Vanadium Slag with Soda in Laboratory. Iron Steel Vanadium Titan. 2012, 33, 8–11. [Google Scholar]
- Li, X.S.; Xie, B.; Wang, G.E.; Li, X.J. Oxidation process of low-grade vanadium slag in presence of Na2CO3. Trans. Nonferrous Met. Soc. China 2011, 21, 1860–1867. [Google Scholar] [CrossRef]
- Hao, J.Z.; Liu, A.Q. Utilization of wastes produced in the production process of vanadium. China Resour. Compr. Util. 2009, 27, 7–9. [Google Scholar]
- Peng, Y.; Zhou, Y.P.; Bian, W.; Sun, Z.H.; Fan, Z.; Fu, Z.B. A Cleaner Process for Vanadium Pentoxide Production. China Patent No. 2,008,103,056,018, 22 April 2009. [Google Scholar]
- Wang, M.; Xing, H.B.; Jia, Y.X.; Ren, Q.C. A zero-liquid-discharge scheme for vanadium extraction process by electrodialysis-based technology. J. Hazard. Mater. 2015, 300, 322–328. [Google Scholar] [CrossRef]
- Deng, R.R.; Xiao, H.; Xie, Z.M.; Liu, Z.H.; Yu, Q.; Chen, G.; Tao, C.Y. A novel method for extracting vanadium by low temperature sodium roasting from converter vanadium slag. Chin. J. Chem. Eng. 2020, 28, 2208–2213. [Google Scholar] [CrossRef]
- Zheng, S.L.; Du, H.; Zhang, Y.; Chen, D.H.; Bai, R.G. Efficient and cleaner technology of vanadium extraction from vanadium slag by sub-molten salt method. Gang Tie Fan Tai 2012, 33, 15–19. [Google Scholar]
- Liu, B.; Du, H.; Wang, S.N.; Zhang, Y.; Zheng, S.L.; Li, L.J.; Chen, D.H. A novel method to extract vanadium and chromium from vanadium slag using molten NaOH-NaNO3 binary system. AIChE J. 2013, 59, 541–552. [Google Scholar] [CrossRef]
- Liu, H. Bin; Du, H.; Wang, D.W.; Wang, S.N.; Zheng, S.L.; Zhang, Y. Kinetics analysis of decomposition of vanadium slag by KOH sub-molten salt method. Trans. Nonferrous Met. Soc. China 2013, 23, 1489–1500. [Google Scholar] [CrossRef]
- Liu, F.; Ning, P.G.; Cao, H.B.; Zhang, Y. Measurement and modeling for vanadium extraction from the (NaVO3+H2SO4+H2O) system by primary amine N1923. J. Chem. Thermodyn. 2015, 80, 13–21. [Google Scholar] [CrossRef]
- Wang, Z.H.; Zheng, S.L.; Wang, S.N.; Qin, Y.L.; Du, H.; Zhang, Y. Electrochemical decomposition of vanadium slag in concentrated NaOH solution. Hydrometallurgy 2015, 151, 51–55. [Google Scholar] [CrossRef]
- Xiang, J.Y.; Huang, Q.Y.; Lv, X.W.; Bai, C.G. Extraction of vanadium from converter slag by two-step sulfuric acid leaching process. J. Clean. Prod. 2018, 170, 1089–1101. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Zhang, T.A.; Lü, G.Z.; Zhang, Y.; Liu, Y.; Xie, G. Extraction of vanadium from LD converter slag by pressure leaching process with titanium white waste acid. Rare Met. Mater. Eng. 2015, 44, 1894–1898. [Google Scholar]
- Liu, Z.H.; Li, Y.; Chen, M.L.; Nueraihemaiti, A.; Du, J.; Fan, X.; Tao, C.Y. Enhanced leaching of vanadium slag in acidic solution by electro-oxidation. Hydrometallurgy 2016, 159, 1–5. [Google Scholar] [CrossRef]
- Mirazimi, S.M.J.; Rashchi, F.; Saba, M. A new approach for direct leaching of vanadium from LD converter slag. Chem. Eng. Res. Des. 2015, 94, 131–140. [Google Scholar] [CrossRef]
- Li, H.Y.; Wang, C.J.; Yuan, Y.H.; Guo, Y.; Diao, J. Magnesiation roasting-acid leaching: A zero-discharge method for vanadium extraction from vanadium slag. J. Clean. Prod. 2020, 260, 121091. [Google Scholar] [CrossRef]
- Xiang, J.Y.; Wang, X.; Pei, G.S.; Huang, Q.Y.; Lv, X.W. Recovery of vanadium from vanadium slag by composite roasting with CaO/MgO and leaching. Trans. Nonferrous Met. Soc. China 2020, 30, 3114–3123. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Wang, J.; Lu, L.; Sun, H. Cleaner extraction of vanadium from vanadium-chromium slag based on MnO2 roasting and manganese recycle. J. Clean. Prod. 2020, 261, 121205. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Luo, D.M.; Deng, C.H.; Lv, L.; Liang, B.; Li, C. Simultaneous extraction of vanadium and titanium from vanadium slag using ammonium sulfate roasting-leaching process. J. Alloys Compd. 2018, 742, 504–511. [Google Scholar] [CrossRef]
- Zhang, J.H.; Zhang, W.; Xue, Z.L. Oxidation kinetics of vanadium slag roasting in the presence of calcium oxide. Miner. Process. Extr. Metall. Rev. 2017, 38, 265–273. [Google Scholar] [CrossRef]
- Wang, M.Y.; Zhang, G.Q.; Wang, X.W.; Zhang, J.L. Solvent extraction of vanadium from sulfuric acid solution. Rare Met. 2009, 28, 209–211. [Google Scholar] [CrossRef]
- Painuly, A.S. Separation and recovery of vanadium from spent vanadium pentaoxide catalyst by Cyanex 272. Environ. Syst. Res. 2015, 4, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Zhang, T.A.; Lv, G.Z.; Zhang, G.Q.; Liu, Y.; Zhang, W. Synergistic extraction of vanadium(IV) in sulfuric acid media using a mixture of D2EHPA and EHEHPA. Hydrometallurgy 2016, 166, 87–93. [Google Scholar] [CrossRef]
- Guo, Y.; Li, H.Y.; Shen, S.; Wang, C.J.; Diao, J.; Xie, B. Recovery of vanadium from vanadium slag with high phosphorus content via recyclable microemulsion extraction. Hydrometallurgy 2020, 198, 105509. [Google Scholar] [CrossRef]
- Zhang, J.H.; Zhang, W.; Zhang, L.; Gu, S.Q. A critical review of technology for selective recovery of vanadium from leaching solution in V2O5 production. Solvent Extr. Ion Exch. 2014, 32, 221–248. [Google Scholar] [CrossRef]
- Zhang, J.H.; Zhang, W.; Zhang, L.; Gu, S.Q. Effect of acid leaching on the vanadium leaching rate in process of vanadium extraction using calcium roasting. Dongbei Daxue Xuebao. 2014, 35, 1574–1578. [Google Scholar]
- Zhang, J.H. A Cleaner Process for Preparation of V2O5 from Converter Vanadium Slag; Northeastern University: Liaoning, China, 2014. [Google Scholar]
- Vanadium Pentoxide: YB/T 5304-2017; Ministry of Industry and Information Technology: Beijing, China, 2017; pp. 1–5.
- Yang, H.X.; Ling, Z.; Yan, X.R. Inorganic Chemistry, 3rd ed.; Higher Education Press: Beijing, China, 2002. [Google Scholar]
- Silva, A.M.; Cunha, E.C.; Silva, F.D.R.; Leão, V.A. Treatment of high-manganese mine water with limestone and sodium carbonate. J. Clean. Prod. 2012, 29–30, 11–19. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.G.; Zhu, G.C. Removal of Ca(II), Mg(II) from leaching solution of low-grade manganese ore by precipitation with fluoride. Mining Metall. 2007, 6, 25–28. [Google Scholar]
- Li, J.Q.; Wang, J.W.; Mao, X.H.; Zhao, P.Y. Research on magnesium removing from MnCl2 solution with MnF2. Nonferrous Met. Extractive Metall. 2012, 21–23. [Google Scholar]
- Gong, Z.Q.; Zhao, H.; Huang, J.; Chen, W. Study on technology of removing Ca2+, Mg2+ from crude nickle sulfate. Inorg. Chem. Ind. 2000, 32, 16–17. [Google Scholar]
- Li, B.; Wei, Y.; Wang, H.; Yang, Y.D.; Yin, Y.G. Preparation of ZnSO4·7H2O and separation of zinc from blast furnace sludge by leaching-purification-crystallization method. ISIJ Int. 2019, 59, 201–207. [Google Scholar] [CrossRef]
- Yin, J.R.; Zhu, D.H.; Fuyi, B.; Yun, L.; Wang, L.P. Removal of Mn2+ from CoCl2 solution by precipitation with KMnO4. Nonferrous Met. 1996, 48, 58–60. [Google Scholar]
- Bolton, G.L.; Sefton, V.B.; Zubryckyj, N. Removal of Manganese and Chloride Ions from Aqueous Acidic Zinc Sulphate Solutions. U.S. Patent No. 4,379,037, 5 April 1983. [Google Scholar]
- Sun, Y.Y.; Huang, X.; Jing, Z.Q.; Cao, S.W. Adsorption of manganese ions by fly ash filter material. Energy Environ. Prot. 2011, 25, 4–9. [Google Scholar]
- Rajic, N.; Stojakovic, D.; Jevtic, S.; Zabukovec Logar, N.; Kovac, J.; Kaucic, V. Removal of aqueous manganese using the natural zeolitic tuff from the Vranjska Banja deposit in Serbia. J. Hazard. Mater. 2009, 172, 1450–1457. [Google Scholar] [CrossRef] [PubMed]
- Fan, X.X.; Peng, J.H.; Zhang, L.B.; Zhang, S.M.; Guo, S.H. Process research of oxidizing removing manganese(II)ion in zinc sulfate solution by ammonium peroxysulphate. Non-ferous Min. Metall. 2002, 18, 38–41. [Google Scholar]
- Zhang, W.S.; Cheng, C.Y.; Pranolo, Y. Investigation of methods for removal and recovery of manganese in hydrometallurgical processes. Hydrometallurgy 2010, 101, 58–63. [Google Scholar] [CrossRef]
- Zhang, W.; Cheng, C.Y. Manganese metallurgy review. Part II: Manganese separation and recovery from solution. Hydrometallurgy 2007, 89, 160–177. [Google Scholar] [CrossRef]
Figure 1.
Effect of the pH value on the removal of aluminum.

Figure 2.
Effect of pH value on the removal of silicon and the loss of vanadium at 65 °C.

Figure 3.
Purification efficiency of the vanadium-bearing solution with NH4F.

Figure 4.
X-ray diffraction (XRD) pattern of the prepared precipitant.

Figure 5.
Purification efficiency of the vanadium-bearing solution using the prepared precipitant of MnNH4F3.
Figure 5.
Purification efficiency of the vanadium-bearing solution using the prepared precipitant of MnNH4F3.

Figure 6.
Effect of stirring speed on the calcium and magnesium removals.

Figure 7.
Effect of adding dosage on impurity removal.

Figure 8.
Effect of the pH value on the removals of impurities and the loss of vanadium.

Figure 9.
Effect of temperature and time on the removal of calcium (a), removal of magnesium (b), removal of aluminum (c) and loss of vanadium (d).
Figure 9.
Effect of temperature and time on the removal of calcium (a), removal of magnesium (b), removal of aluminum (c) and loss of vanadium (d).

Figure 10.
SEM-EDS analysis for the prepared impurity remover of MnNH4F3, (a) magnification ×3000, (b) magnification ×5000.
Figure 10.
SEM-EDS analysis for the prepared impurity remover of MnNH4F3, (a) magnification ×3000, (b) magnification ×5000.

Figure 11.
X-ray diffraction pattern for precipitation product obtained when the adding dosage of MnNH4F3 was 1.6.
Figure 11.
X-ray diffraction pattern for precipitation product obtained when the adding dosage of MnNH4F3 was 1.6.

Figure 12.
SEM-EDS analysis for the precipitate obtained during purification with MnNH4F3, (a) magnification ×5000, (b) magnification ×10,000.
Figure 12.
SEM-EDS analysis for the precipitate obtained during purification with MnNH4F3, (a) magnification ×5000, (b) magnification ×10,000.

Figure 13.
Effect of the adding coefficient of (NH4)2S2O8 on the removal of manganese and the loss of vanadium.
Figure 13.
Effect of the adding coefficient of (NH4)2S2O8 on the removal of manganese and the loss of vanadium.

Figure 14.
Effect of temperature on the removal of manganese and the loss of vanadium.

Figure 15.
Effect of pH value of aqueous solution on the removal of manganese and the loss of vanadium.
Figure 15.
Effect of pH value of aqueous solution on the removal of manganese and the loss of vanadium.

Figure 16.
XRD pattern for the vanadium precipitation.

Figure 17.
SEM-EDS analysis for vanadium precipitation, (a) magnification ×100, (b) magnification ×500, (c) magnification ×1000.
Figure 17.
SEM-EDS analysis for vanadium precipitation, (a) magnification ×100, (b) magnification ×500, (c) magnification ×1000.

Figure 18.
TG-DTG curves for ammonium polyvanadate heated from 28 to 650 °C.

Figure 19.
X-ray diffraction pattern of the vanadium pentoxide powder.

Figure 20.
SEM-EDS of the vanadium pentoxide powder, (a) magnification ×20,000, (b) magnification ×40,000, (c) magnification ×80,000.
Figure 20.
SEM-EDS of the vanadium pentoxide powder, (a) magnification ×20,000, (b) magnification ×40,000, (c) magnification ×80,000.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Main composition of the acidic vanadium-bearing solution.
| Element | V | Mn | Ca | Mg | Al | Fe | Si | P | Ti | Cr |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration, g·L−1 | 21.4 | 5.99 | 1.02 | 1.59 | 0.200 | 0.0100 | 1.49 | 0.120 | 0.00570 | 0.0100 |
Table 2.
Solubility product constants for common undissolved calcium, magnesium, manganese and aluminum compounds at 25 °C.
Table 2.
Solubility product constants for common undissolved calcium, magnesium, manganese and aluminum compounds at 25 °C.
| Anions | Ca2+ | Mg2+ | Mn2+ | Al3+ |
|---|---|---|---|---|
| OH− | 5.50 × 10−6 | 1.80 × 10−11 | 1.90 × 10−13 | 1.30 × 10−33 |
| CO32− | 3.36 × 10−9 | 6.82 × 10−6 | 2.24 × 10−11 | – |
| F− | 5.30 × 10−9 | 5.16 × 10−11 | – | – |
| S2− | – | – | 2.50 × 10−13 | 2.00 × 10−7 |
| C2O42− | 4.00 × 10−9 | 4.83 × 10−6 | 1.70 × 10−7 | – |
Table 3.
Effect of pH value on the removal of silicon and the loss of vanadium at 80 °C.
| Precipitation Rate, % | pH | ||
|---|---|---|---|
| 4.50 | 4.60 | 5.20 | |
| Si | 55.1 | 58.5 | 55.1 |
| V | 53.7 | 55.5 | 61.1 |
Table 4.
Effect of flocculant on the purification efficiency.
| Adding Amount, mL | Removal, % | |||
|---|---|---|---|---|
| Ca | Mg | Al | V | |
| 0 | 97.7 | 97.8 | 98.7 | 8.32 |
| 4 | 97.8 | 96.9 | 99.0 | 4.27 |
| 8 | 98.1 | 94.8 | 99.3 | 4.05 |
Table 5.
X-ray fluorescence (XRF) analysis for the precipitate obtained during the purification with MnNH4F3 (wt. %).
Table 5.
X-ray fluorescence (XRF) analysis for the precipitate obtained during the purification with MnNH4F3 (wt. %).
| F | Ca | Mg | Mn | Al | V | P | Si | Fe | Others |
|---|---|---|---|---|---|---|---|---|---|
| 44.1 | 18.7 | 18.7 | 12.3 | 4.04 | 0.977 | 0.401 | 0.236 | 0.123 | 0.513 |
Table 6.
Concentrations of vanadium and main impurities contained in the vanadium-bearing solution (g·L−1).
Table 6.
Concentrations of vanadium and main impurities contained in the vanadium-bearing solution (g·L−1).
| Elements | V | Mn | Si | Al | Ca | Fe | Mg | Cr | Ti | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Before purification | 21.4 | 5.99 | 1.49 | 0.200 | 1.02 | 0.010 | 1.59 | 0.0100 | 0.00570 | 0.120 |
| After purification | 19.8 | 10.1 | 0.670 | 0.00900 | 0.0330 | 0.00900 | 0.0790 | 0.0100 | 0.00400 | 0.0890 |
Table 7.
Chemical composition of the vanadium pentoxide powder (wt. %).
| V2O5 | Mn | S | Si | Fe | Al | P | Ca | Na2O | K2O |
|---|---|---|---|---|---|---|---|---|---|
| 98.6 | 0.850 | 0.0110 | 0.0310 | 0.0120 | 0.0110 | 0.0160 | 0.00700 | — | 0.0110 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, J.; Zhang, W.; Li, C. Purification of the Acidic Vanadium-Bearing Solution with a Novel Approach of Chemical Precipitation. Metals 2021, 11, 625. https://doi.org/10.3390/met11040625
AMA Style
Zhang J, Zhang W, Li C. Purification of the Acidic Vanadium-Bearing Solution with a Novel Approach of Chemical Precipitation. Metals. 2021; 11(4):625. https://doi.org/10.3390/met11040625
Chicago/Turabian StyleZhang, Juhua, Wei Zhang, and Chengzhi Li. 2021. "Purification of the Acidic Vanadium-Bearing Solution with a Novel Approach of Chemical Precipitation" Metals 11, no. 4: 625. https://doi.org/10.3390/met11040625
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.