
Abstract
Optimization of the machining of flow paths in the compressor of a gas-turbine engine is considered, in the case of end milling by hard-alloy tools with wear-resistant coatings.
Similar content being viewed by others
In the machining of titanium alloys used for the production of gas-turbine engines, we compare the results obtained by means of monolithic hard-alloy tools with different wear-resistant coatings, so as to maximize the machining efficiency with specified requirements on product quality. In this case, the goal is to minimize the machining cost or time by appropriate choice of the tool and cutting conditions. The machining method must ensure the precision and surface roughness specified in the drawing, with no shape errors [1–3]. To satisfy those requirements, they must be expressed as a system of constraints characterizing the influence of the main machining parameters on the specific characteristics of the product.
In the typical specification of the machining operation, its structure is such that the sections approaching the clamp and the curvilinear surfaces of the blade’s flow path are machined by end milling, using a monolithic tool. To maximize the machining efficiency, we require the minimum number of passes, and all deviations from the specified conditions must be avoided. The machining productivity must remain high. It is very difficult to satisfy all these requirements intuitively.
Therefore, we need a universal computational algorithm that expresses the constraints, takes account of production experience, and permits rapid assessment of the manufacturing options and determination of the best milling conditions in accordance with the selected goal. Such an algorithm may be developed on the basis of the theory of end milling, expressed in model form in [4–6].
OPTIMIZATION METHOD
In the development of cutting processes, tabular methods of determining cutting conditions are of no value in a market economy [7]. Computerized optimization algorithms must be employed. To determine the best cutting conditions, the appropriate optimization criterion is minimum cost of the manufacturing operation, corresponding to minimum production cost of the product [8, 9].
In machining the flow paths in the vanes of a diagonal wheel, preliminary cutting produces interblade slots of limited depth [3]. On five-coordinate machining centers, toric end mills produce each slot successively. The machining time for a single slot is about 2 h 40 min. In two-shift operation, preliminarily machining of all the slots in the disk takes a week. Finishing requires additional time: clearly, the machining of such products is very laborious.
Therefore, for more efficient machining, we need to select cutting conditions such that the machining time is decreased, by increasing the rate at which material is removed under the specified constraints. In developing an optimization method for end milling, we also use research findings and the mathematical models in [6, 10].
The algorithm for determining the optimal machining conditions corresponds to a mathematical programming problem. The following target functions may be adopted: (1) minimal machining cost; (2) maximum productivity; (3) maximum tool life.
The cost of machining is selected as the target when using equipment with a high cost per minute of operation and high costs in tool replacement and adjustment. In milling gas-turbine components, the cost target function takes the form
where Е is the depreciation and salary cost per minute of machine-tool operation; tm is the machine time; tre is the time required for tool replacement; tad is the time required for tool adjustment; \(C_{{{\text{t}}{\text{.l}}}}^{'}\) is the unit cost over the tool life; the coefficient km takes account of direct cutting as a proportion of the machine time; and Т is the tool life.
If the variable component, dependent on the time for tool replacement and adjustment, is a small proportion of the total cost, the target function may be the maximum productivity or minimum machining time per piece (or in some cases the minimum machine time): tpp = tm + taux + tmo + torg + thu + tpf, where taux is the auxiliary time, min; tmo is the time for maintenance operations, min; torg is the time for organizational measures, min; thu is the time for rest and other human needs, min; and tpf is the time for product preparation and finishing, min.
The tool life required for a long machining program may be ensured by maximizing the function
where Т is the tool life, min; v is the cutting speed, m/min; \({{\sigma }_{\omega }}\) is the endurance limit of the tool material, MPa; τco is the stress at the tool’s contact surfaces, MPa; τsh is the stress in the shear plane, MPa; λ is the tool’s thermal conductivity, W/(m K); cρ is the tool’s bulk specific heat, J/(m3 K); \({{\eta }_{S}}\) is the margin of brittle strength, according to [10]; hre is the critical wear at the rear surface, m; st is the supply per tooth, m; ωmi is the mill’s rotary speed, s−1; and the coefficient Ksc takes account of the surface coating.
The capabilities of the manufacturing equipment limit the machining conditions. In addition, stable milling depends on the strength and performance of the tool and the thermal and mechanical conditions in machining. The next group of constraints is associated with the machining precision and the final surface roughness.
The machining precision depends on the constraint 0.7Тman ≤ δpo + δd + δto + δθ, where Тman is the manufacturing tolerance; δpo is the positional error in the machine tool; δd is the error due to deformation of the system; δto is the error due to tool wear; and δθ is the error due to thermal deformation of the workpiece and tool.
The final surface roughness is Raca ≤ Rareq, where Raca is the roughness calculated by the formula in [6]; and Rame is the required value.
We calculate the optimal conditions for the end milling of titanium alloys on the basis of Fig. 1. The initial data are as follows: the manufacturing requirements on the operation; a model of the machine tool and its characteristics; the machining configuration and the specifics of workpiece attachment; the tool characteristics; and the starting point of the search, determining the machining conditions. The basic information may be derived from the actual manufacturing process.

Optimization of end milling.
By the proposed method, the optimal conditions for end milling of complex gas-turbine components may be determined; vibration may be eliminated; and the required surface precision may be ensured, taking account of the workpiece’s rigidity and its attachment to the machine tool.
DETERMINING THE OPTIMAL MACHINING CONDITIONS
In Mathcad calculations, the field of milling conditions is divided into discrete points. All of the output parameters at those points are determined by trial and error. In optimization, specified constraints are imposed on the parameters, and noncompliant points are eliminated. The selected target function is applied at the remaining points.
The machining parameters used to determine the computational field are the supply per mill tooth st and the cutting speed v. We employ five levels of st: 0.01, 0.02, 0.03, 0.04, and 0.05 mm. Likewise, we employ nine levels of v: 30, 45, 60, 75, 90, 105, 120, 135, and 150 m/min. We consider machining conditions in which the back and saddle of a CT3-1 titanium alloy blade are supported at the rear center. The blade dimensions are as follows: length l = 200 mm; vane width at the tailstock b1 = 60 mm; vane width at the boss b2 = 100 mm. The margin for the vane is t = 1 mm. The supply per row is hc = 0.5 mm. The tool is a conical mill (tip radius Rmi = 3.5 mm) with a wear-resistant AlSiTiN coating. In accordance with the manufacturing requirements, we assume that each blade is machined by a single mill. The wear of the mill teeth at the rear surface must be no more than hre = 0.2 mm.
In the calculations, the following target functions may be selected, depending on the manufacturing requirements: (1) maximum tool life; (2) minimal machining time; (3) minimal machining cost.
The supply smin per minute corresponding to the points of milling-parameter space is determined by means of the matrix
Optimization in terms of the tool life is based on the margin of tool life, which is the ratio of the mill life for 0.2-mm maximum wear of the mill teeth to the time for a complete circuit of the blade surface. The corresponding criterion is
where Тlo is the mill life (for 0.2-mm wear) at the calculation point; and smin is the supply per minute at the calculation point.
After eliminating points where KΣ < 1 (the life is insufficient for machining of the whole blade) and those where KΣ > 1.3 (excessive margin), the remaining points in the parameter space may be used in optimization. We obtain
We show the corresponding field of permissible KΣ values in Fig. 2a.

Field of permissible margin of tool life K∑2per (a) and machining time tper (b).
As we see, the permissible values run along the diagonal. The maximum margin of mill strength in machining a single blade is KΣ = 1.262, with v = 90 m/min and smin = 491 mm/min.
Likewise, KΣ = 1.251 when v = 105 m/min and smin = 764 mm/min.
The machining time is investigated on the basis of the criterion
We now impose the following constraints: milling temperature between 950 and 450°С; stable machining; satisfactory final surface roughness; and milling of each blade by a single tool. Again requiring that KΣ = 1–1.3, we obtain the matrix of machine time as follows
We show the corresponding field of permissible tm values in Fig. 2b.
As we see, the minimum machining time under the given constraints is tm = 73.3 min, with v = 120 m/min and smin = 873 mm/min.
The minimum machining cost is determined on the basis of Eq. (1). The corresponding parameter field with no constraints is shown in Fig. 3a.

Field of machining costs Сma in the absence of constraints (a) and permissible costs Сper (b).
We see that the machining cost is a minimum when a single mill is able to machine several workpieces (Fig. 4). In machining practice, mill replacement is usually required after the milling of a single compressor blade for a gas-turbine engine. After applying constraints, we obtain the field of permissible cost values in Fig. 3b. The corresponding matrix is
Under the constraints, the minimum machining cost is 1547 rub, with v = 105 m/min and smin = 764 mm/min.
Analysis shows that each optimality criterion corresponds to a different set of conditions. The optimal results are summarized in Table 1.
Table 1
Optimization criterion | K ∑ | Machine time, min | Machining cost, rub | v, m/min | smin, mm/min |
|---|---|---|---|---|---|
Maximum tool life | 1.262 | 130.3 | 1674 | 90 | 491 |
Minimum machining time | 1.083 | 73.3 | 1710 | 120 | 873 |
Minimum machining cost | 1.251 | 83.8 | 1547 | 105 | 764 |
As we see, the operating conditions that correspond to minimum cost lie between those corresponding to maximum tool life and maximum productivity.
EXPERIMENTAL RESULTS
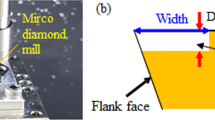
The calculation results are verified by means of experiments on a five-coordinate Mikron UCP 710 CNC milling machine. The tools used are conical mills with a wear-resistant coating (Fig. 4a); the tailstock diameter is 18 mm; the conjugate radius is 3.5 mm, and each mill has four teeth. All the mills are made of H10F hard alloy.

End mills for the machining of gas-turbine blades (a) and wear at rear surface for uncoated mills (UC) and mills with AlCrN, AlTiN, (AlSiTi)N, and TiN/NbN coatings (b).
The workpiece is a VT3-1 titanium alloy wheel. The vane’s flow path is milled in two stages: (1) preliminary cutting of channels between the blades by radial mills; (2) final milling of the vanes by a conical mill with a conjugate radius.
In machining the vanes by conical radial mills, the cutting speed is 65 m/min and the supply per minute is 450 mm/min. The working fluid is MobilCut 151. The time of mill operation is 2 h 20 min. In Fig. 4b, we show the wear of mills with different coatings. The results are best for the AlTiN and (AlSiTi)N wear-resistant coatings. For the mills with AlTiN and (AlSiTi)N coatings, hre = 0.07–0.08 mm.
For the uncoated mills, the wear is 3–3.5 times greater. Analysis of the experimental data yields the coefficient Kco characterizing the influence of the coatings on the wear (Table 2).
Table 2
No. | Mill coating | K co |
|---|---|---|
1 | (AlSiTi)N | 1.0 |
2 | AlTiN | 1.14 |
3 | AlCrN | 1.7 |
4 | TiN/NbN | 2.8 |
5 | None | 4.25 |
We see that, with fixed tool life, the coatings permit 20–40% increase in cutting speed and productivity.
For the (AlSiTi)N coating, which has the greatest effect, we conduct experiments at higher cutting speed and supply per minute, so as to find the maximum productivity. Table 3 summarizes the results for mills with a (AlSiTi)N coating.
Table 3
No. | v, m/min | smin, mm/min | tm, min | hre, mm |
|---|---|---|---|---|
1 | 63.7 | 450 | 160 | 0.07 |
2 | 95.6 | 630 | 107 | 0.1 |
3 | 127.5 | 900 | 80 | 0.2 |
Comparison of the experimental and calculation results indicates that maximum productivity corresponds to milling conditions between experiments 2 and 3 in Table 3: v = 120 m/min and smin = 873 mm/min (Table 1).
The baseline milling conditions for uncoated mills are as follows: v = 65 m/min and smin = 450 mm/min. When using the best coatings, these values may be practically doubled. We see that there is considerable scope for improvement. By using wear-resistant coatings, the machining productivity may be increased by 80%, with increase in product quality and the stability of mill operations.
CONCLUSIONS
(1) The optimal machine conditions for gas-turbine blades and monowheels may be determined by the method here proposed, which takes account of the dynamics and thermochemical aspects of milling, including the limited workpiece rigidity and the influence of prior machining tracks.
(2) Recommendations made regarding the end milling of blades and monowheels for gas-turbine compressors decrease machining costs by 10% on average and increase productivity by up to 80%.
REFERENCES
Eliseev, Yu.S., Boitsov, A.G., Krymov, V.V., et al., Tekhnologiya proizvodstva aviatsionnykh gazoturbinnykh dvigatelei (Manufacturing Technology of Aviation Gas Turbine Engines), Moscow: Mashinostroenie, 2003.
Poletaev, V.A., Tekhnologiya avtomatizirovannogo proizvodstva lopatok gazoturbinnykh dvigatelei (Technology of Automated Production of Blades for Gas Turbine Engines), Moscow: Mashinostroenie, 2006.
Krylov, V.N. and Poletaev, V.A., Mechanical treatment of the flow part of monowheels of gas turbine engines (GTE), Spravochnik. Inzh. Zh., 2004, no. 6, pp. 10–12.
Volkov, D.I. and Kozhina, S.M., Wedge temperature field computation at non-stationary thermal process, Vestn. Rybinsk. Gos. Aviats. Tekh. Univ. im. P.A. Solov’eva, 2017, no. 4 (43), pp. 114–121.
Volkov, D.I. and Kozhina, S.M., Milling of GTE impellers by monolithic hard-alloy mills with antiwear coatings, Vestn. Rybinsk. Gos. Aviats. Tekh. Univ. im. P.A. Solov’eva, 2018, no. 1 (44), pp. 62–66.
Volkov, D.I. and Kozhina, S.M., Dtnamic model of nonrigid parts cutting by end mills, Vestn. Rybinsk. Gos. Aviats. Tekh. Univ. im. P.A. Solov’eva, 2018, no. 4 (47), pp. 68–78.
Gurevich, Ya.L., Gorokhov, M.V., Zakharov, V.I., et al., Rezhimy rezaniya trudnoobrabatyvaemykh materialov: Spravochnik (Cutting Modes of Refractory Materials: Handbook), Moscow: Mashinostroenie, 1986.
Spravochnik tekhnologa-mahsinostroitelya (Handbook of Machine Engineering Technologist), Kosilova, A.G. and Meshcheryakov, R.K., Eds., Moscow: Mashinostroenie, 1986, vol. 2.
Jacobs, H.J., Jacob, E., and Kochan, D., Spanungsoptimierung. Verfahrengestaltung durch Technologische Optimierung in der Spantechnik, Berlin: Verlag Technik, 1977.
Loladze, T.N., Prochnost’ i iznosostoikost’ rezhushchego instrumenta (Durability and Wear Resistance of Cutting Tools), Moscow: Mashinostroenie, 1982.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by B. Gilbert
About this article

Cite this article
Volkov, D.I., Kozhina, S.M. Optimizing the End Milling of Flow Paths in a Gas-Turbine Compressor. Russ. Engin. Res. 41, 257–261 (2021). https://doi.org/10.3103/S1068798X21030217
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X21030217