
Abstract
Three bio-based crude oil emulsion breakers have been prepared from agricultural waste by chemical treatment of cashew nutshell liquid (CNSL) extract with triethanolamine via a one-pot reaction at 120 ℃. The triethanolamine-ester derivatives were characterized by Fourier Transform–InfraRed spectroscopy. Their effectiveness as crude oil emulsion breakers were investigated experimentally using the bottle test method. The effect of solvent type, water content, and concentration of the emulsion breaker, was used to study the demulsification process and determine their demulsification efficiency at a temperature of 60 ℃ for a contact time of 180 min. A commercial demulsifier, PhaseTreat 4633 (PT-4633) was used as a benchmark. Performance evaluation of the prepared emulsion breakers revealed their effectiveness in descending order as: triethanolamine dianacardate (TED) > triethanolamine trianacardate (TET) > triethanolamine anacardate (TEA). The data reveals that their emulsion breaking efficiency increases with increasing emulsion water content, and concentration. PT-4633 exhibited better demulsification efficiency than the triethanolamine-esters in xylene across the concentration and water content studied. Improved water separation was however observed for the triethanolamine-esters in butanol, as triethanolamine trianacardate (TET) performed better than PT-4633 at 10 ppm to 20 ppm at 30% water content with a water separation of 83.33% and 80% respectively. The evaluated triethanolamine ester derivatives exhibited better emulsion breaking potentials in butanol than xylene at shorter times, which may be due to the synergistic effect of butanol. Therefore, butanol could be used as a sustainable solvent substitute for xylene in demulsifier formulations.
Similar content being viewed by others


Introduction
As oil prices take a plunge and the market becomes increasingly competitive, reduction of oil production costs becomes a major necessity. The huge importation costs accrued on oilfield production chemicals is a major foreign exchange loss for Nigeria because being consumables in our oil production facilities, the demand is almost unending. However, these oilfield production chemicals can be developed locally and at minimal costs by utilizing locally available raw materials towards resolving the existing problems across our oilfields. The problem of crude oil emulsion formation—an undesirable outcome of oil production—which has lingered for decades, has been identified in most on-shore and offshore oilfields around the world and in Nigeria. The formation of these crude oil emulsions is a rapid process which occurs as an outcome of turbulent mixing during oilfield production operations [1]. This commingling of water and crude oil disrupts production, increases operation costs, and leads to a reduction in oil quality and value. Presently, the global consensus, in line with the principles of green chemistry and technology, is to reduce the reliance on fossil fuels as a source of industrial chemicals and to replace these deleterious chemicals with more eco-friendly alternatives. The ideal green chemical should meet the important criteria: non-toxicity, biodegradability and renewability. Industrial chemicals based on natural products obtained from plants have the potential to meet this tall order. Many of these industrially relevant natural products are contained in locally abundant non-food biomass and agro-waste materials in Nigeria. A systematic study of the ability of these natural products and their derivatives to fill specific niches in the industrial chemical market will provide impetus for the in-country development of locally relevant and globally acceptable green chemicals that are viable alternatives to petro-based products. Cashew nutshell liquid (CNSL), a renewable and inexpensive organic material resource extracted from cashew nut shells, CNS (a common agro-waste in Nigeria), is a mixture of anacardic acid, cardanol, cardol, and 2-methyl cardol [2]. Each component of the mixture possesses a phenolic ring, which influences chemical reactions, to give products of industrial importance [3]. CNSL extraction from CNS can be achieved using two methods namely: Hot extraction method and Cold/Ambient temperature extraction method [4]. The hot extraction method involves; the roasting process at 300 ℃, hot oil bath process and steam processing at 270 ℃, the CNSL obtained by this method is referred to as Technical CNSL (TCNSL)—majorly composed of cardanol, while cold extraction method involves; solvent extraction using acetone, hexane, ethanol, toluene or by a hydraulic press and the CNSL obtained via this method is referred to as Natural CNSL (NCNSL)—majorly composed of anacardic acid (as shown in Table 1) [5, 6]. NCNSL has been found to be effective as demulsifiers [7] and has also been used in the synthesis of phenolic resins that were effective as pour point depressants (PPDs) in waxy crude oils [8]. The unique chemical properties of CSNL, its availability as a cheap, sustainable and renewable source for naturally occurring substituted phenols and unsaturated phenols, holds promise as an alternative raw material to conventional chemical demulsifiers in the development of novel surfactants for resolving crude oil emulsions [2, 3]. It is also expected that the development of these surfactant formulations if found to be suitable for use as crude oil demulsifiers, would among other benefits reduce operational costs, drive local cultivation of cashew thus encouraging large scale farming of the fruit in Nigeria. Most conventional chemicals used in breaking crude oil emulsions are toxic, hence this study is focused on the development of eco-friendly, surface-active agents (surfactants) acting as demulsifiers, based on Triethanolamine derivatives of cashew nutshell liquid and their effectiveness as crude oil emulsion breakers. Although, various applications of CNSL abound, there are a lack of studies which have evaluated triethanolamine derivatives of NCNSL as emulsion breakers. Hence, the development and experimental investigation of triethanolamine ester derivatives of NCNSL for use as emulsion breakers and further comparison of its emulsion breaking efficiency with a conventional commercial emulsion breaker used in the oilfield. This study differs from similar studies; in that, it is focused on the development and experimental investigation of triethanolamine ester derivatives as emulsion breakers. However, previous works [7, 9] focused on the demulsification efficiency of NCNSL and its ethanolamine-ester derivatives as demulsifiers and crude-oil emulsion breakers respectively.
Experimental
Materials
Analytical grade reagents; triethanolamine, xylene and butanol, from Aldrich Chemicals and Sulphamic acid from BDH chemicals were used. Industrial grade acetone was supplied by Geochem Chemicals. All chemical reagents and solvents were used without further purification.
Crude oil and seawater
Medium heavy crude oil was sampled from a Shell Petroleum Development Company (SPDC) on-shore flow station located within the Niger Delta region in Nigeria while seawater was sampled from the Gulf of Guinea via SPDC, Bonga FPSO platform in Nigeria. The physicochemical properties of the crude oil and seawater are shown in Tables 2 and 3 respectively.
Cashew nutshell liquid (CNSL)
Mature cashew nuts were procured from Ihube village in Okigwe Local Government Area of Imo State, Nigeria located on latitude 5º 52′ 0″ N and longitude 7º 22′ 0″ E. The cashew nuts were pre-treated by washing with distilled water and sun-drying for two days to remove impurities, after which they were manually dekernelled and crushed using a hydraulic press. Three hundred grams (300 g) of crushed cashew nutshells was packed in a Soxhlet extractor thimble using a Whatman filter paper and extracted by refluxing with acetone (Industrial grade) at 60–70 ℃ until the solvent becomes clear in the thimble. The natural cashew nut shell liquid (NCNSL) extract was recovered from the solvent by distillation. The CNSL extract was characterized for appearance/colour, pH, specific gravity, acid value (Wijs method), iodine value and saponification value using the AOAC method [10]. FTIR analysis of the extract was conducted using an Agilent spectrophotometer scanning in the 4000–700 cm−1 range.
Preparation of triethanolamine esters of NCNSL
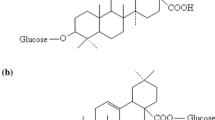
The reaction pathways used to prepare the triethanolamine esters of NCNSL are outlined in Scheme 1. The triethanolamine-NCNSL derivatives used as crude oil emulsion breakers in this study were chemically modified in an esterification reaction with triethanolamine (TEA) using a heterogeneous catalyst, sulphamic acid. Briefly, the NCNSL extract and TEA was charged into a pre-weighed 250 ml round bottom flask (the reactor vessel), varying the molar ratios of NCNSL:TEA; 1:1 (0.287 mol:0.287 mol), 2:1 (0.574 mol:0.287 mol), and 3:1 (0.861 mol:0.287 mol) respectively, and connected to a Dean-Stark trap fitted to a condenser on a retort stand and placed on a hotplate equipped with a mechanical stirrer. The solution mixture was heated to a temperature of 120 ℃ and the catalyst was added followed by refluxing for 1 h under magnetic stirring. At the end of the reaction (when the volume of water condensed in the dean and stark trap is constant), the flask was allowed to cool and the product weighed using an analytical weighing balance. The prepared triethanolamine-NCNSL derivatives, which were light brown and highly viscous liquids and were characterized using their FTIR spectra.

Schematic outline for Triethanolamine-esters of NCNSL; (a) TEA (molar ratio of 1:1), (b) TED (molar ratio of 2:1), and (c) TET (molar ratio of 3:1)
Preparation of crude oil emulsion
The crude oil emulsions were prepared using the method described by Attah et al. [11, 12] with slight modification. Crude oil was stirred at 25 ℃ and at high-speed using a Hamilton Beach Commercial mixer for a period of 30 min with the gradual addition of seawater until both phases became completely homogenized. The emulsions were prepared at varying crude oil to water percentage mixing ratios (90:10, 70:30, 50:50) respectively.
Demulsifier formulation
Five percent weight per weight equivalent (5%w/w) of the synthesized triethanolamine esters of NCNSL were dissolved in the volume equivalent of xylene and butanol (100 g) respectively and formulated for use as demulsifiers. About 2 ml of the stock solution was pipetted into the 100 ml volumetric flask and filled to mark with the respective solvents (xylene/butanol).
Bottle test
The method used in breaking the crude oil emulsions was the bottle testing method, as described in Atta et al. [11] and Al-Sabagh et al. [13] with slight variation. Bottle tests were used to assess the efficiency of the demulsifier-in-solvent formulations. The simulated crude oil emulsion with varying crude oil to seawater mixing ratios (90:10, 70:30, 50:50) was transferred into graduated 100 ml Teflon-stoppered bottles and dosed with the formulated demulsifiers at 10 ppm, 20 ppm, 30 ppm, 40 ppm and 50 ppm concentrations respectively. A blank was used for each set of experiments. The bottle was agitated 100 times in a ‘to’ and ‘fro’ motion, placed in a thermostatic water bath set to 60 ℃, water separation was observed for the initial 5 min and subsequently at time intervals of 10-min for a duration of 3 h. An assessment of the demulsifier efficiency based on its water separation rate, quality of interfacial layer and volume of water separated was done. The extent of water separation was estimated using Eq. 1.
Results and discussion
The properties of the CNSL extract as determined by Victor-Oji et al. [7] showed that the oil extract was dark-brown in colour, with a percentage yield of 35, and specific gravity of 0.87 at 22.5 ℃. The acid, iodine, and saponification values were 1.63, 71.76 and 173.44 respectively.
Chemical structure elucidation
The chemical structure of the prepared products; TEA, TED and TET, and NCNSL were elucidated using their FTIR spectra. The FTIR spectrum of NCNSL and the prepared triethanolamine-NCNSL derivatives (TEA, TED, and TET), show characteristic peaks corresponding to the functional groups in NCNSL as presented (in supplementary data Table 1) and their FTIR spectra presented in Fig. 1. For NCNSL in Fig. 1a, a strong and broad absorption band observed at 3400 cm−1 due to the O–H vibration of the phenol group overlaps with that of the carboxylic acid. The C–H stretching vibration due to alkene groups occurs at 3011.7 cm−1. The absorption bands at 2922.2 cm−1 and 2855.1 cm−1 are due to the C–H vibrations of methylene and methyl groups of the meta substituted hydrocarbon chain respectively. The acid C=O attached to the aromatic ring absorbs at 1699.7 cm−1 while 1300.8 cm−1 is the acid C–O stretching vibration. The alkene C=C stretching vibration occurs at 1643.8 cm−1 while the band at 1602.8 cm−1 matches C=C aromatic stretching vibrations. Methyl C–H deformation vibrations occur at 1449.9 cm−1 and 1300.8 cm−1 while the absorption band at 708.2 cm−1 matches the alkene C–H deformation vibration [14, 15].


FTIR Spectra of NCNSL and the Triethanolamine-NCNSL derivatives; (a) NCNSL, (b) TEA, (c) TED, and (d) TET
For TEA, TED and TET in Fig. 1b–d respectively, the transmittance at the 3250 cm−1—3280 cm−1 absorption bands increase due to O–H and N–H overlap of triethanolamine indicating that more –OH groups of triethanolamine were used in ester formation with increasing degree of esterification, further confirming an ester bond formation. Also, the disappearance of the absorption band originally at 1699.7 cm−1 in NCNSL signifies that the acid group has been utilized in ester bond formation [15]. The C–H stretching vibration due to alkene groups occurred at 3011.7 cm−1, while the absorption bands at 2922.2 cm−1 and 2855.1 cm−1 are due to the C–H vibrations of methylene and methyl groups of the meta substituted hydrocarbon chain respectively. The alkene C=C stretching vibration occurred at 1580.4 cm−1 while the absorption at 1453.7 cm−1 corresponds to aromatic C=C stretching vibrations. Methyl C–H deformation vibrations occurred at 1371.7 cm−1 and 1323.2 cm−1 (in TEA and TED only), the appearance of an absorption band at 1271.0 cm−1 (in TED) and 1274.7 cm−1 (in TEA and TET) matches the ester C-O stretching vibration. The absorption bands observed at 708.2 cm−1 (in TET) and 711.9 cm−1 (in TEA and TED) corresponds to the alkene C–H deformation.
Evaluation of crude oil emulsion breaking efficiency
The prepared triethanolamine-NCNSL derivatives, assigned compound codes; TEA, TED and TET respectively, were experimentally evaluated to assess their crude oil emulsion breaking efficiency in carrier solvents; xylene and butanol, using laboratory-simulated crude oil emulsions. The bottle test data showing water separation (%) in Xylene and BuOH are presented in supplementary data Tables 2 and 3 respectively.
Solvent effect
The adsorption of solvent on the oil–water interface weakens and disrupts the interfacial film, making coalescence rapid thus leading to improved water separation [16]. The effect of solvent on the efficiency of the prepared emulsion breakers was studied using xylene and BuOH. The water separation data on comparison revealed reduced water separation in xylene (Figs. 4a, 5a, 6a, 7a, 8a, 9a, 10a, 11a, 12a, 13a, 14a and 15a), as it took longer times for little or no separation to occur, as. However, in BuOH, water separation was improved as shown in Figs. 2, 3, 4b, 5b, 6b, 7b, 8b, 9b, 10b, 11b, 12b, 13b, 14b and 15b, as it took lesser times to achieve water separation, implying that BuOH is a better solvent in enhancing water separation. With BuOH, water separation was achieved in shorter times compared to xylene and this may be attributed to the intramolecular interaction (via hydrogen bonding) between the -OH groups in butanol, the water molecules in the emulsion and the prepared emulsion breakers [17, 18]. The Interfacial quality of the emulsions was examined, the oil–water interface was observed to be cloudy for prepared emulsion breakers in xylene, whereas, the interface was observed to be distinct in BuOH as illustrated in the bottle tests (see supplementary data table).

Water separation (%) of the formulated emulsion breakers in BuOH at 10% water content and 20 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in BuOH at 10% water content and 30 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 10% water content and 40 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 10% water content and 50 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 30% water content and 10 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 30% water content and 20 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 30% water content and 30 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 30% water content and 40 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 30% water content and 50 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 50% water content and 10 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 50% water content and 20 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 50% water content and 30 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 50% water content and 40 ppm and 60 ℃

Water separation (%) of the formulated emulsion breakers in; (a) Xylene, and (b) BuOH at 50% water content and 50 ppm and 60 ℃
Effect of concentration
The effect of concentration, an important parameter which governs adsorption of emulsion breakers at the oil–water interface, on water separation was studied at a concentration range of 10–50 ppm and a constant temperature of 60 ℃. The effect of demulsifier concentration for the prepared emulsion breakers namely; triethanolamine anacardate (TEA), triethanolamine dianacardate (TED) and triethanolamine trianacardate (TET), are shown in the experimental plots in Figs. 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 and 15 for the emulsion breakers formulated in xylene and butanol (BuOH) respectively. These data indicate that an increase in the concentration of the prepared emulsion breakers led to increased adsorption of the emulsion breaking molecules on the oil–water interface, which in turn led to thinning and subsequent disruption of the interfacial film with further adsorption of emulsion breaking agents [19, 20]. This trend is followed for the prepared emulsion breakers in BuOH, as no water separation was observed for the prepared emulsion breakers in xylene from 10 to 30 ppm at 10% water content despite increasing concentration. In butanol, water separation was also not observed for the prepared emulsion breakers at 10 ppm and 10% water content, however, at 20–50 ppm, 30% and, 50% water content, all the prepared emulsion breakers showed improved water separation when compared to that in xylene.
Effect of water content
Water content of emulsions influence the efficiency of crude oil emulsion breakers and/or the stability of the emulsion. Different percentage of crude oil: seawater mixing ratios of 90:10, 70:30 and 50:50 which produce varying emulsions types was studied. A review of the data plots in Figs. 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 and 15, showed that water separation for the prepared emulsion breakers increases with increasing water content from 10 to 50% for TEA, TED and, TET at 60 ℃ and 3 h. This may be due to the fact that water separation becomes increasingly difficult at low water content, because external pressure of the oil droplet is greater than the internal pressure of the water droplets which leads to increased rigidity of the interfacial film, which makes coalescence of water droplets almost impossible. However, increasing the emulsion water content makes the external pressure of the water droplets lesser than the internal pressure of the oil droplet, leading to the increased thinning of the interfacial film and enhancing coalescence [13, 21,22,23].
Evaluation of the effectiveness of the prepared emulsion breaker to the conventional emulsion breaker
The emulsion breaking performance of a commercial emulsion breaker, Phase Treat 4633 (PT-4633) in xylene and butanol was used to compare that of the prepared emulsion breakers. The performance evaluation of the prepared emulsion breakers revealed their effectiveness in descending order of performance as: TED > TET > TEA. Optimal water separation data plots for PT-4633 against the prepared emulsion breakers in xylene and BuOH are shown in Figs. 16, 17, 18, 19 and 20 respectively. The data plots reveal improved water separation in PT-4633 as concentration increases, at much lesser times in comparison to that observed for TEA, TED, and TET, in both solvents.

Comparison of Optimal Water separation (%) of formulated emulsion breakers and Phasetreat-4633 in; (a) Xylene, and (b) BuOH at 10 ppm and 60 ℃

Comparison of Optimal Water separation (%) of formulated emulsion breakers and Phasetreat-4633 in; (a) Xylene, and (b) BuOH at 20 ppm and 60 ℃

Comparison of Optimal Water separation (%) of formulated emulsion breakers and Phasetreat-4633 in; (a) Xylene, and (b) BuOH at 30 ppm and 60 ℃

Comparison of Optimal Water separation (%) of formulated emulsion breakers and Phasetreat-4633 in; (a) Xylene, and (b) BuOH at 40 ppm and 60 ℃

Comparison of Optimal Water separation (%) of formulated emulsion breakers and Phasetreat-4633 in; (a) Xylene, and (b) BuOH at 50 ppm and 60 ℃
Conclusion
Evaluation of the effectiveness of the prepared emulsion breakers (TEA, TED and TET), using bottle tests via water separation versus time, and optimal separation versus demulsifier plots, showed they were effective as crude oil emulsion breakers. Although their emulsion breaking performance in xylene was minimal compared to PhaseTreat-4633, they however exhibited better emulsion breaking potentials in butanol at shorter times, which may be attributed to the existence of the hydroxyl groups in butanol and that in the emulsion, to allow for intramolecular interaction of the hydroxyl groups with the water molecules in the crude oil emulsion. Thus, they could be considered as potential and viable substitutes to petroleum-based demulsifier chemicals, on the basis of sustainability, availability, and reduced cost advantage, because the starting material for NCNSL is sourced locally. Butanol should also be considered as a solvent substitute for xylene, due to its attributive synergistic effect as a result of the presence of common ions within the crude oil emulsion.
Availability of data and materials
The data for this study is available.
Code availability
Not applicable.
References
Kokal SL (2005) Crude oil emulsions: a state-of-the-art review. SPE Prod Facil 20(01):5–13. https://doi.org/10.2118/77497-PA
Lubi MC, Thachil ET (2000) Cashew nut shell liquid (CNSL)-a versatile monomer for polymer synthesis. Des Monomers Polym 3(2):123–153. https://doi.org/10.1163/156855500300142834
Taiwo EA (2015) Cashew nut shell oil—a renewable and reliable petrochemical feedstock. Adv Petrochemi. 1–25. http://doi.org/https://doi.org/10.5772/61096
Telascrêa M, Leão AL, Ferreira MZ, Pupo HF, Cherian BM, Narine S (2014) Use of a cashew nut shell liquid resin as a potential replacement for phenolic resins in the preparation of panels—a review. Mol Cryst Liq Cryst 604(1):222–232. https://doi.org/10.1080/15421406.2014.968509
Shobha SV, Ravindranath B (1991) Supercritical carbon dioxide and solvent extraction of the phenolic lipids of cashew nut (Anacardium occidentale) shells. J Agric Food Chem 39(12):2214–2217. https://doi.org/10.1021/jf00012a022
Sadavarte NV (2012) Difunctional monomers starting from cashew nut shell liquid (CNSL) and high-performance polymers therefrom. Doctoral dissertation, University of Pune, India.
Victor-Oji C, Chukwu U, Akaranta O (2019) Comparative study of cashew nut shell liquid and a commercial demulsifier for treating crude oil emulsions. Chem Sci Int J 28(4):1–7. https://doi.org/10.9734/csji/2019/v28i430148
Eke, WI (2020) Synthesis and Evaluation of Cashew Nut Shell Liquid Derivatives as Pour Point Depressants for Waxy Crude Oils, Doctoral dissertation, University of Port Harcourt, Nigeria.
Victor-Oji CO, Chukwu UJ, Akaranta O (2019) Synthesis and evaluation of ethanolamine-cashew nut shell liquid products as crude oil emulsion breakers. Asian J Appl Chem Res 4(4):1–33. https://doi.org/10.9734/ajacr/2019/v4i430122
Official methods of analysis of the Association of Official Analytical Chemists (2000) in W. Horwitz (17th ed). Official methods of analysis of the Association of Official Analytical Chemists. Maryland, USA.
Atta AM, Ismail HS, Elsaeed AM, Fouad RR, Fada AA, Abdel-Rahman AH (2013) Preparation and application of nonionic polypropylene oxide-graft-polyethylene glycol copolymer surfactants as demulsifier for petroleum crude oil emulsions. J Dispersion Sci Technol 34(2):161–172. https://doi.org/10.1080/01932691.2012.657538
Atta AM, Abdullah MM, Al-Lohedan HA, Ezzat AO (2018) Demulsification of heavy crude oil using new nonionic cardanol surfactants. J Mol Liq 252:311–320. https://doi.org/10.1016/j.molliq.2017.12.154
Al-Sabagh AM, Nasser NM, El-Sukkary MM, Eissa AM, Abd El-Hamid TM (2013) Demulsification efficiency of some new stearate esters of ethoxylated and propoxylated 1, 8-Diamino-Octane for water in crude oil emulsions. J Dispersion Sci Technol 34(10):1409–1420. https://doi.org/10.1080/01932691.2012.743346
Eke WI, Achugasim O, Ofordile SE, Ajienka J, Akaranta O (2019) Performance evaluation of cashew nut shell liquid CNSL as flow improver for waxy crude oils. In: SPE Nigeria Annual International Conference and Exhibition. Society of Petroleum Engineers. https://doi.org/https://doi.org/10.2118/198721-MS
Eke WI, Kyei SK, Ajienka J, Akaranta O (2021) Effect of bio-based flow improver on the microscopic and low-temperature flow properties of waxy crude oil. J Petrol Expl Prod 11(2):711–724. https://doi.org/10.1007/s13202-020-01078-x
Nurainia M, Abdurahmanab HN, Kholijaha AM (2011) Effect of chemical breaking agents on water-in-crude oil emulsion system. Int J 2(4):250–254
Pacheco VF, Spinelli L, Lucas EF, Mansur CR (2011) Destabilization of petroleum emulsions: evaluation of the influence of the solvent on additives. Energy Fuels 25(4):1659–1666. https://doi.org/10.1021/ef101769e
Abdurahman HN, Nuraini M (2010) Chemical destabilization on water in crude oil emulsions. World Acad Sci Eng Technol 4(2):217–220
Al-Sabagh AM, Kandile NG, Noor El-Din MR (2011) Functions of demulsifiers in the petroleum industry. Sep Sci Technol 46(7):1144–1163
Al-Sabagh AM, Kandile NG, El-Ghazawy RA, Noor El-Din MR (2013) Synthesis and evaluation of new demulsifiers incorporating linear alkyl benzene moiety for treating water-in-oil emulsion. J Dispersion Sci Technol 34(7):996–1007. https://doi.org/10.1080/01932691.2012.695941
Al-Sabagh AM, Badawi AM, Noor El-Den MR (2002) Breaking water-in-crude oil emulsions by novel demulsifiers based on maleic anhydride–oleic acid adduct. Pet Sci Technol 20(9–10):887–914. https://doi.org/10.1081/LFT-120003685
Al-Sabagh AM, Maysour NE, Naser NM, El-Din MN (2007) Synthesis and evaluation of some modified Polyoxyethylene-polyoxypropylene block polymer as water-in-oil emulsion breakers. J Dispersion Sci Technol 28(4):537–545. https://doi.org/10.1080/01932690701277161
Atta AM, Fadda AA, Abdel-Rahman AA, Ismail HS, Fouad RR (2012) Application of new modified poly (ethylene oxide)-block-poly (propylene oxide)-block-poly (ethylene oxide) copolymers as demulsifier for petroleum crude oil emulsion. J Dispersion Sci Technol 33(6):775–785. https://doi.org/10.1080/01932691.2011.584484
Acknowledgements
The authors wish to acknowledge the support of Shell Petroleum Development Company (SPDC), Port Harcourt for samples and permission granted to use their Production Chemistry Laboratory facility for this study.
Funding
The authors acknowledge the financial support of the World Bank African Centre of Excellence for Oilfield Chemicals Research, University of Port Harcourt, Nigeria in this study.
Author information
Authors and Affiliations
Contributions
COVO performed the experiment, analysed the data and wrote the manuscript; UJC analysed the data and reviewed the manuscript; OA designed the study, and proofread the manuscript. The authors declare that there is no conflict of interests regarding the publication of this article.
Corresponding author
Ethics declarations
Conflicts of interests
The authors declare that there is no conflict of interests regarding the publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Victor-Oji, C.O., Chukwu, U.J. & Akaranta, O. Evaluation of triethanolamine-cashew nutshell liquid derivatives as crude oil emulsion breakers. Appl Petrochem Res 11, 209–233 (2021). https://doi.org/10.1007/s13203-021-00273-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13203-021-00273-z