
Microstructure, Residual Stresses, and Strain-Rate-Dependent Deformation and Fracture Behavior of AISI 304L Joints Brazed with NiCrSiB Filler Metals

 ,
,  , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of Filler Metals and Alloy Compositions
2.2. Brazing Process
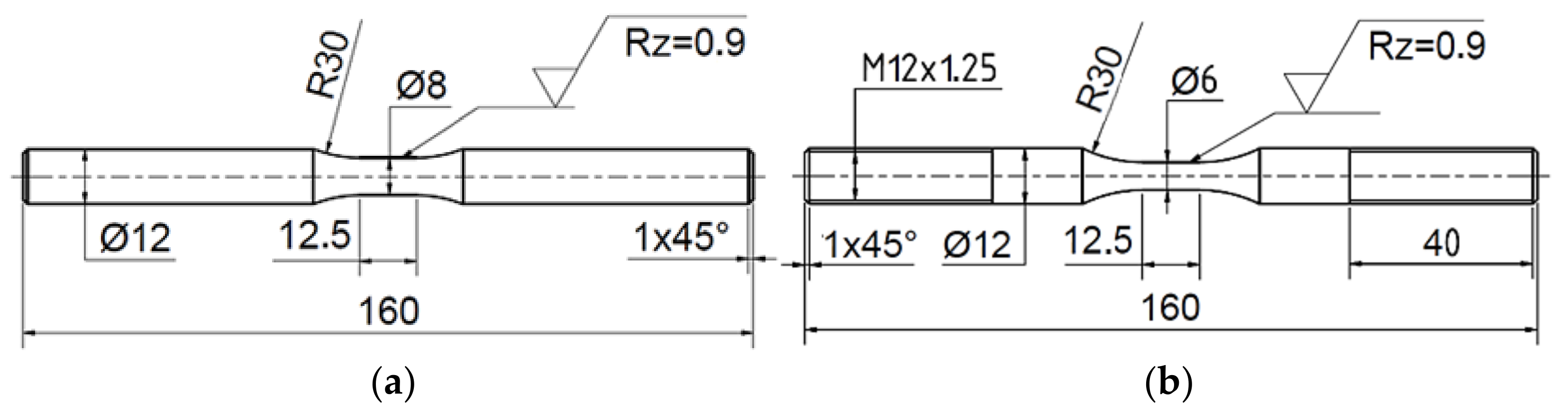
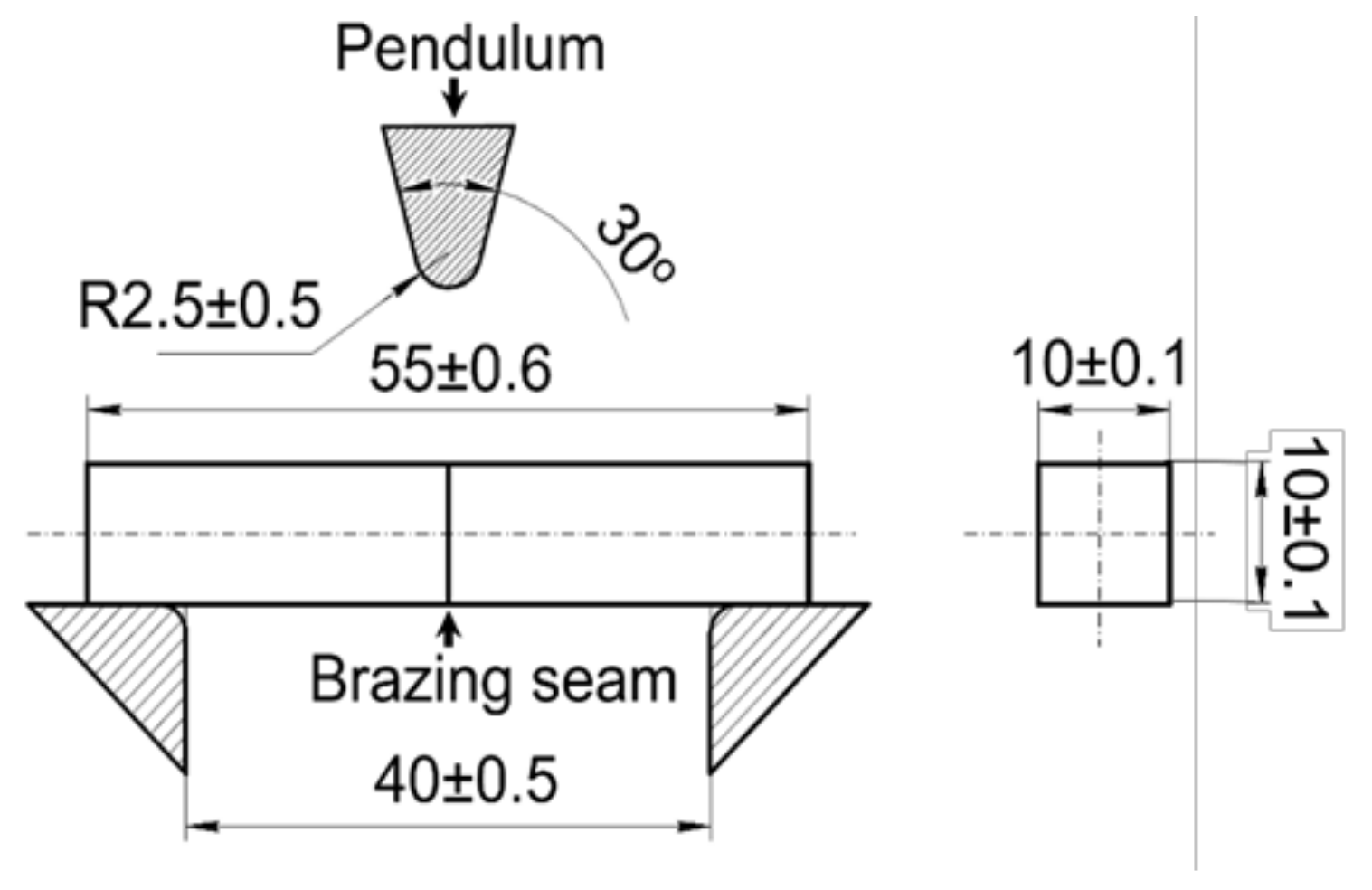
2.3. Specimen Geometry and Manufacturing
2.4. Microstructural Analysis
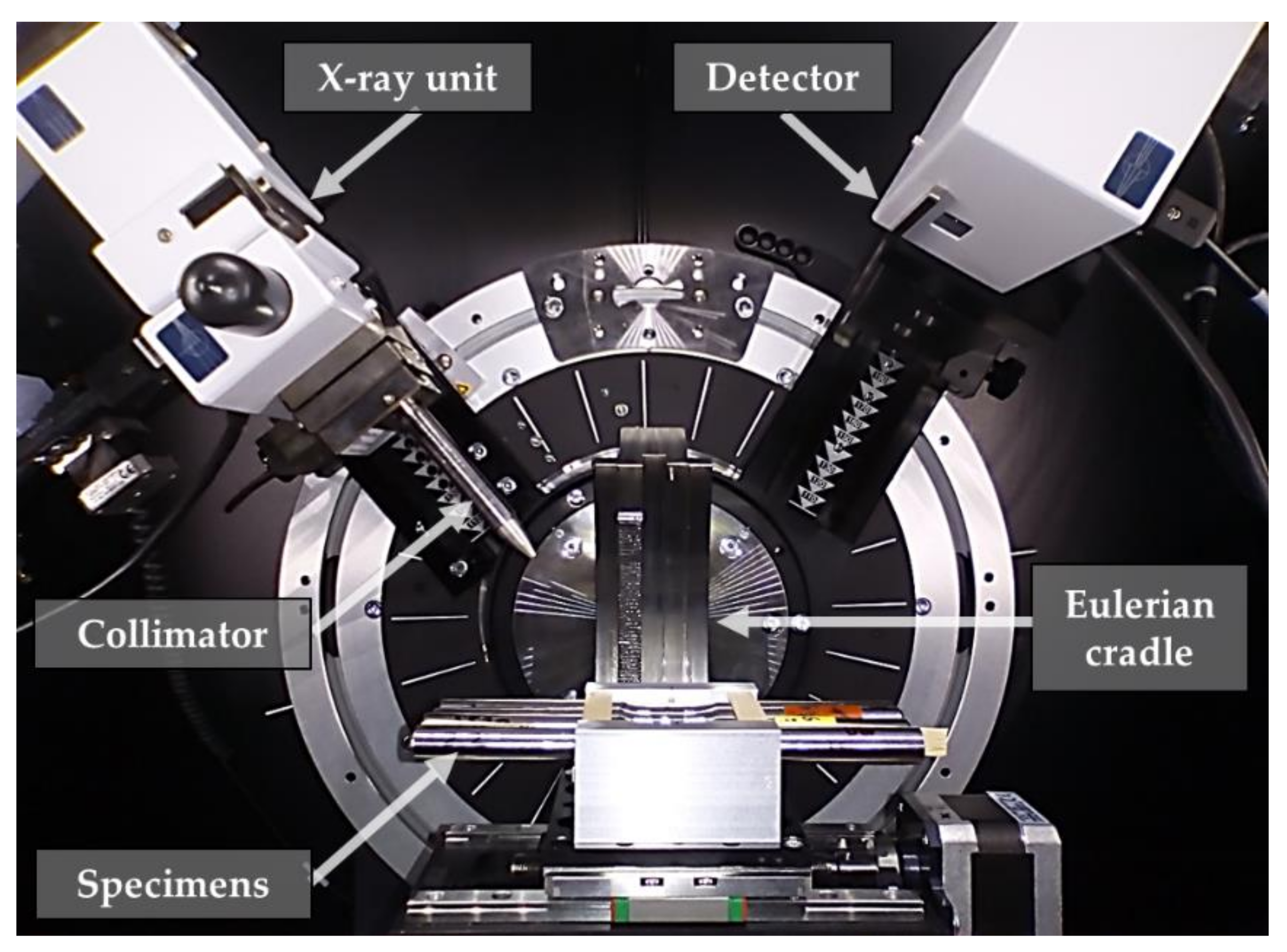
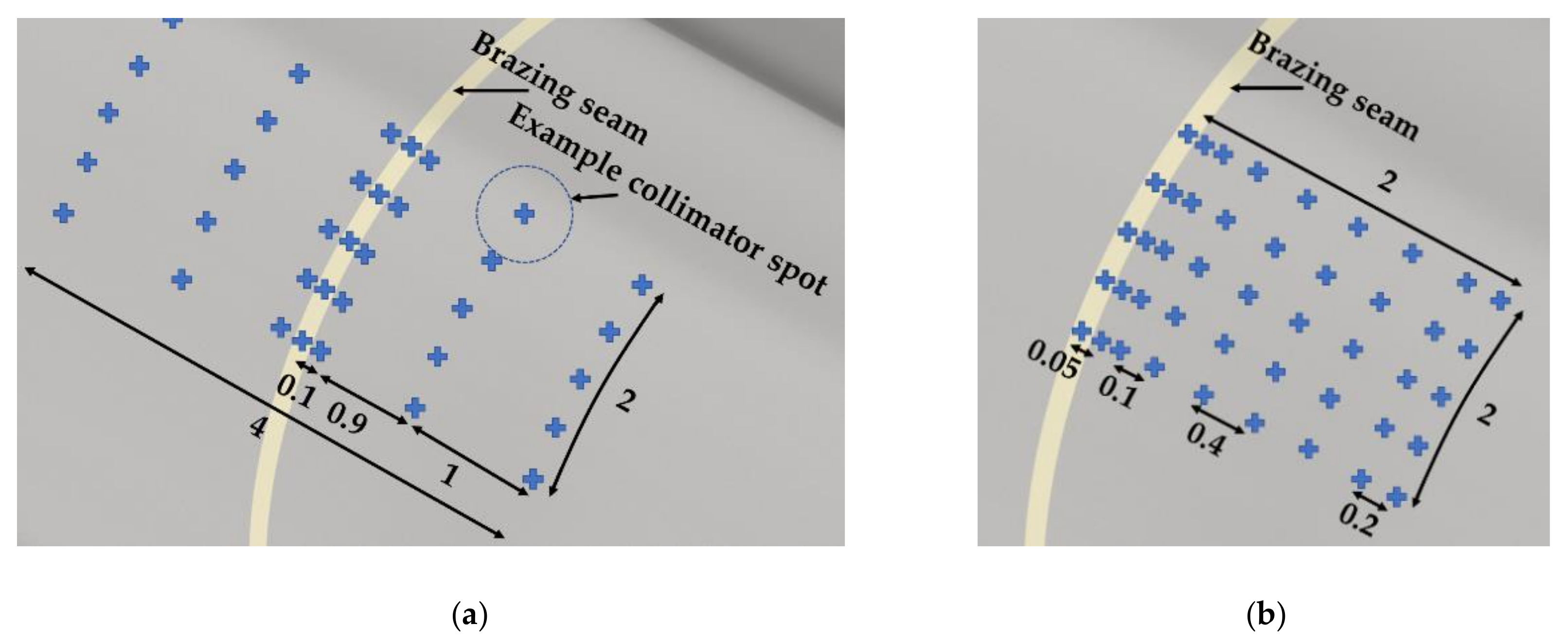
2.5. Residual Stress Measurements
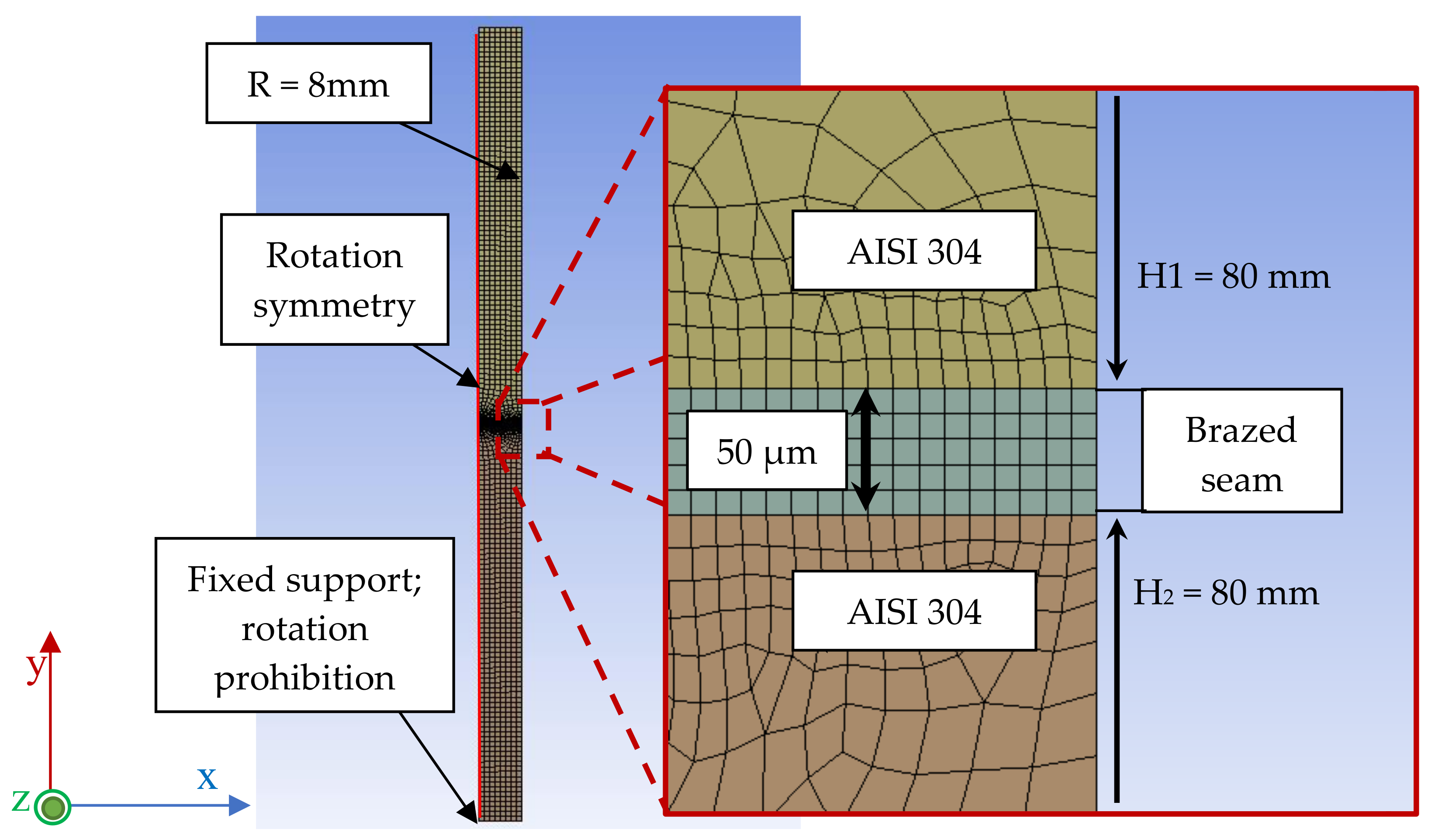
2.6. Residual Stress Calculation with the Finite Element Method
2.7. Mechanical Testing Methods
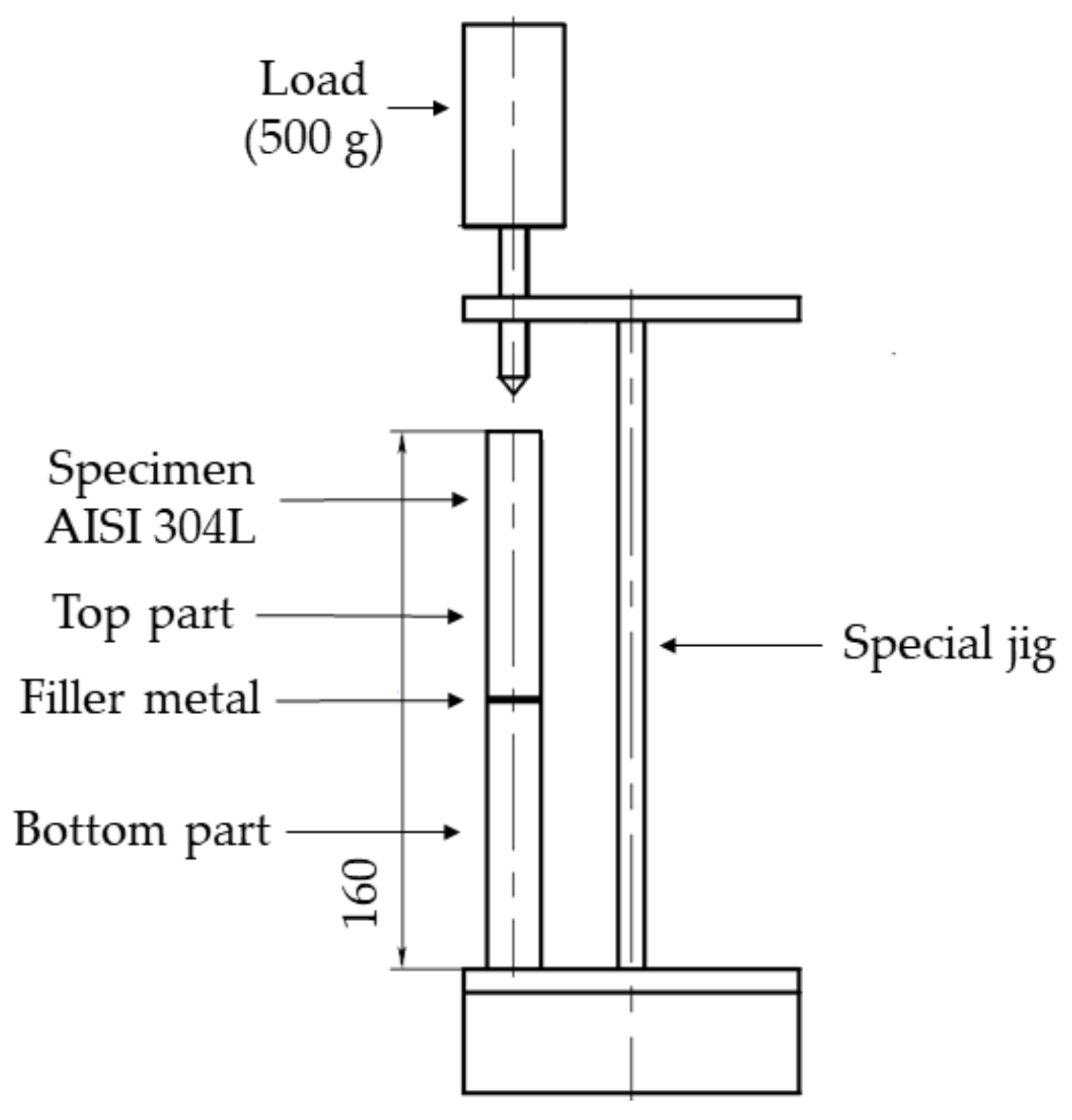
2.7.1. Impact Tests
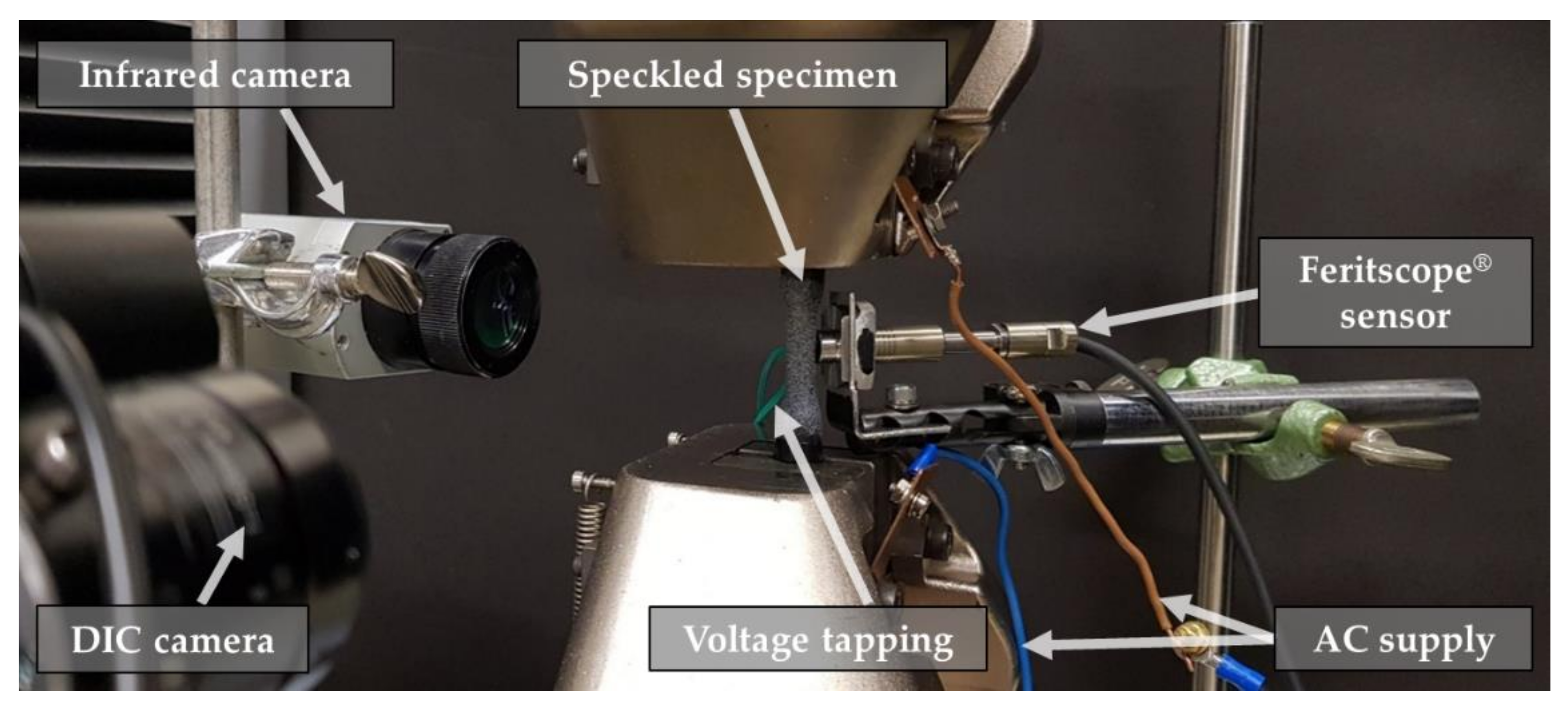
2.7.2. Instrumented Tensile Tests at a Low Strain Rate
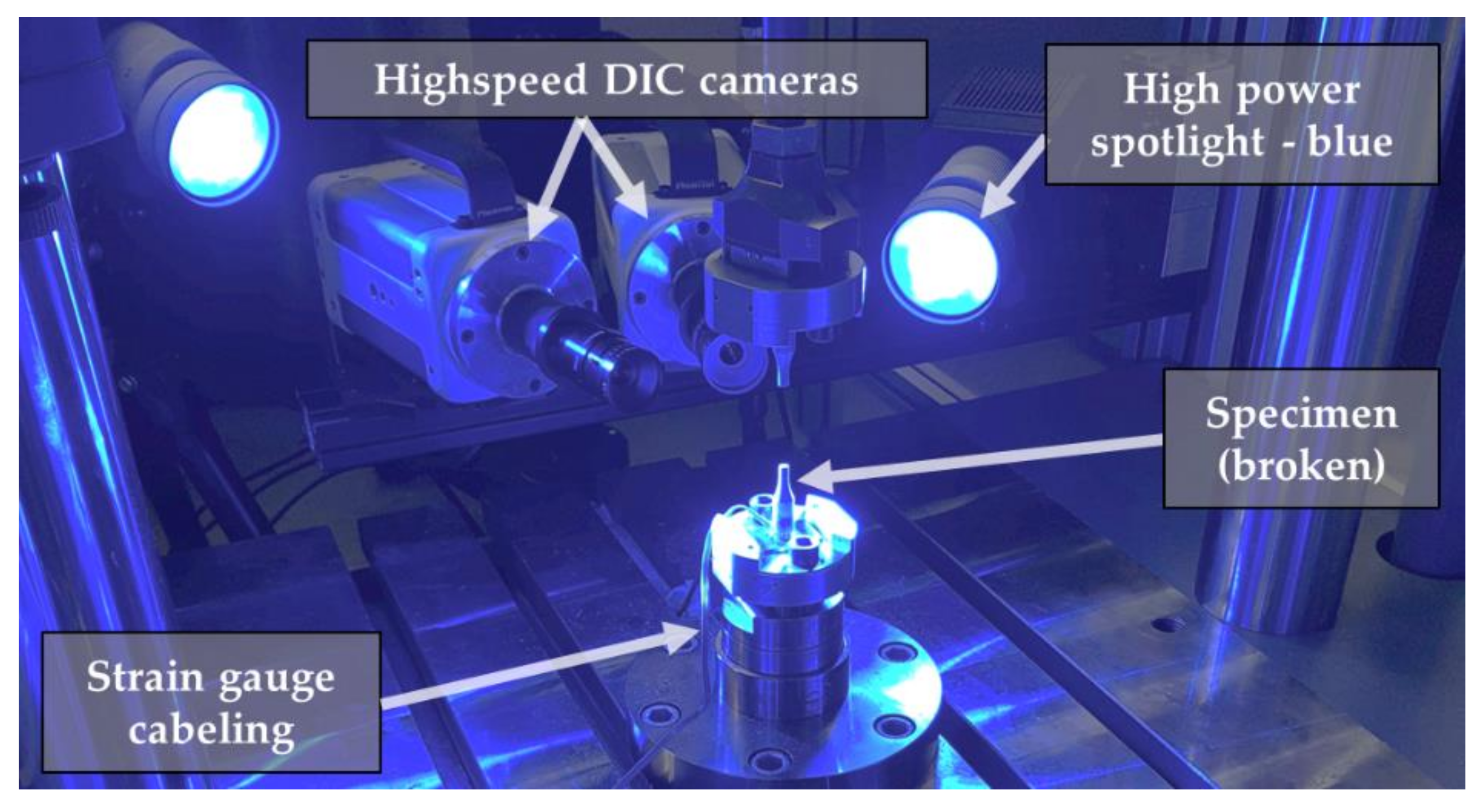
2.7.3. Tensile Tests at a High Strain Rate
3. Results and Discussion
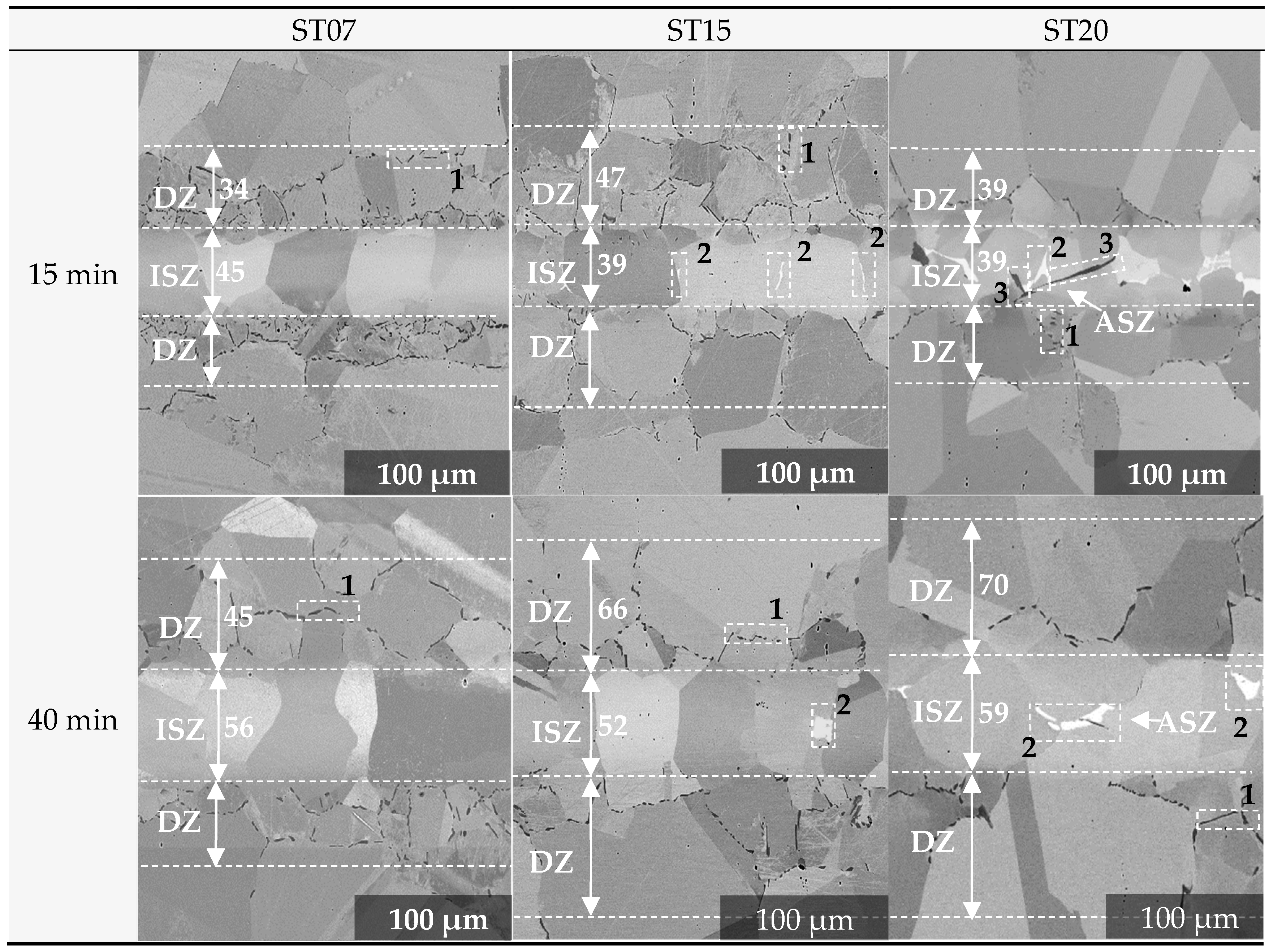
3.1. Alloying and Holding-Time-Dependent Microstructure Formation
3.2. Residual Stresses
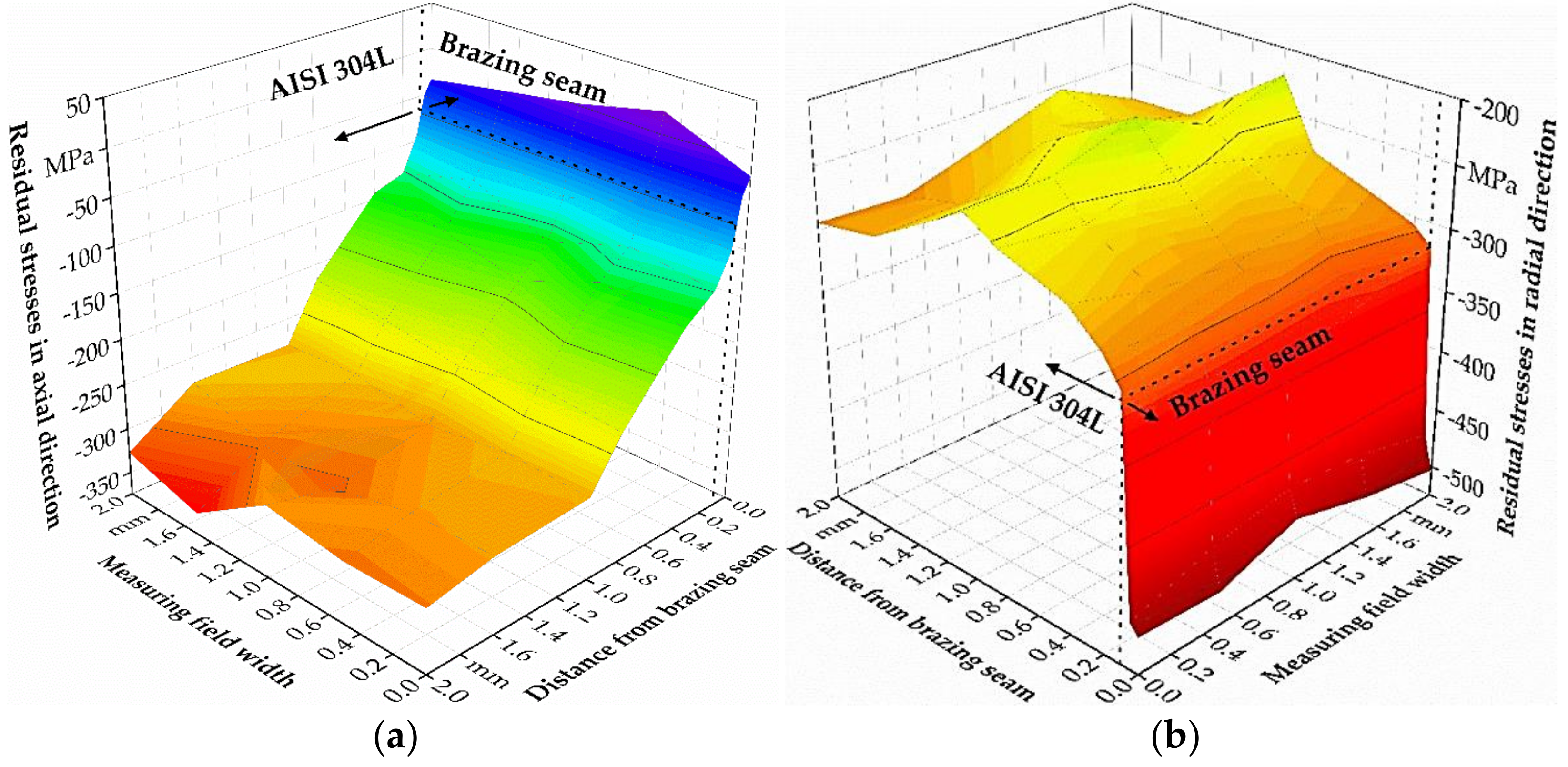
3.2.1. Measured Distribution in the Radial and Axial Directions
3.2.2. Influence of Alloying and Holding Time
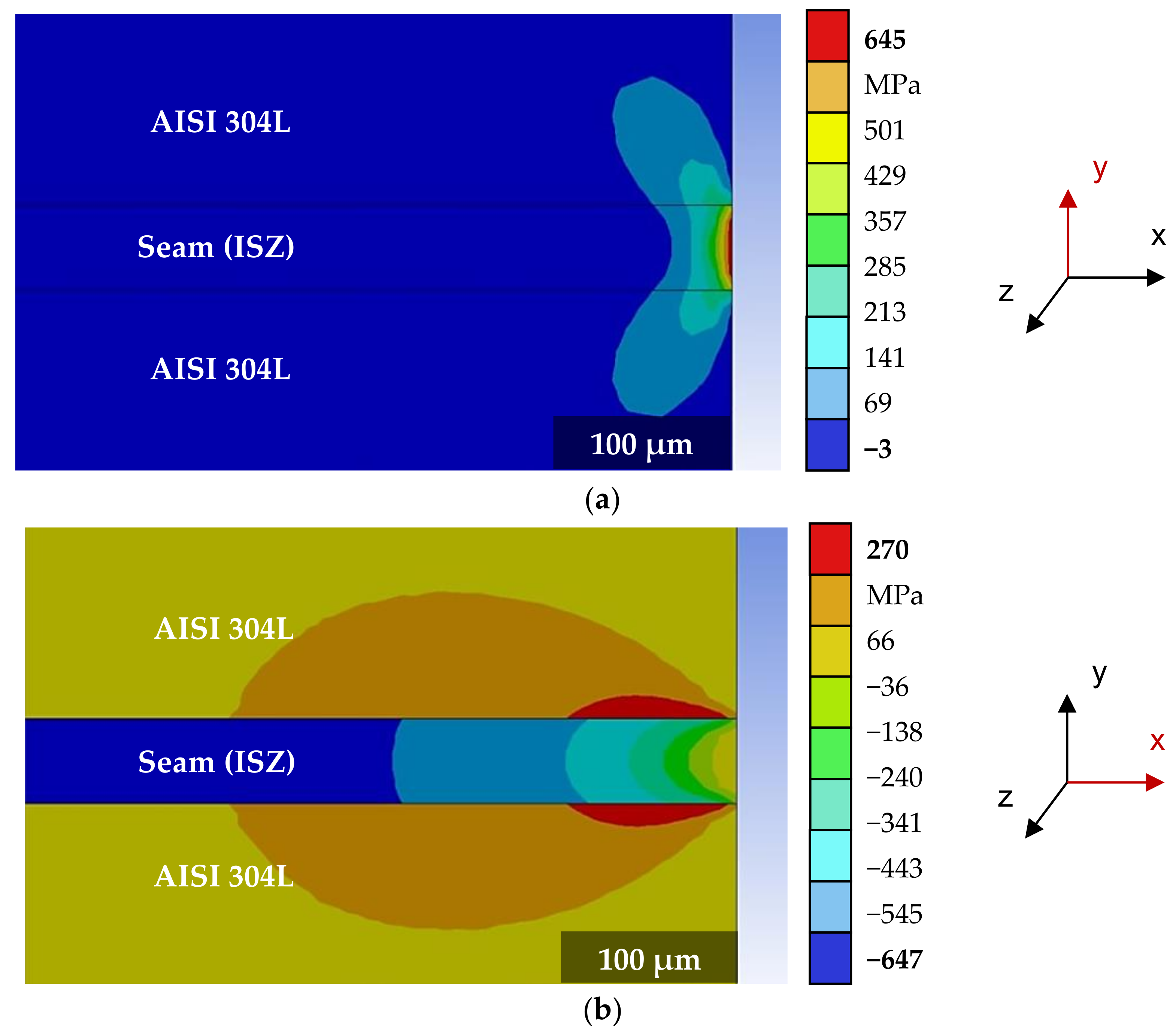
3.2.3. Calculated Distribution of Residual Stresses after Brazing
3.3. Mechanical Test Results
3.3.1. Effect of Brazing Process Parameters on the Base Material
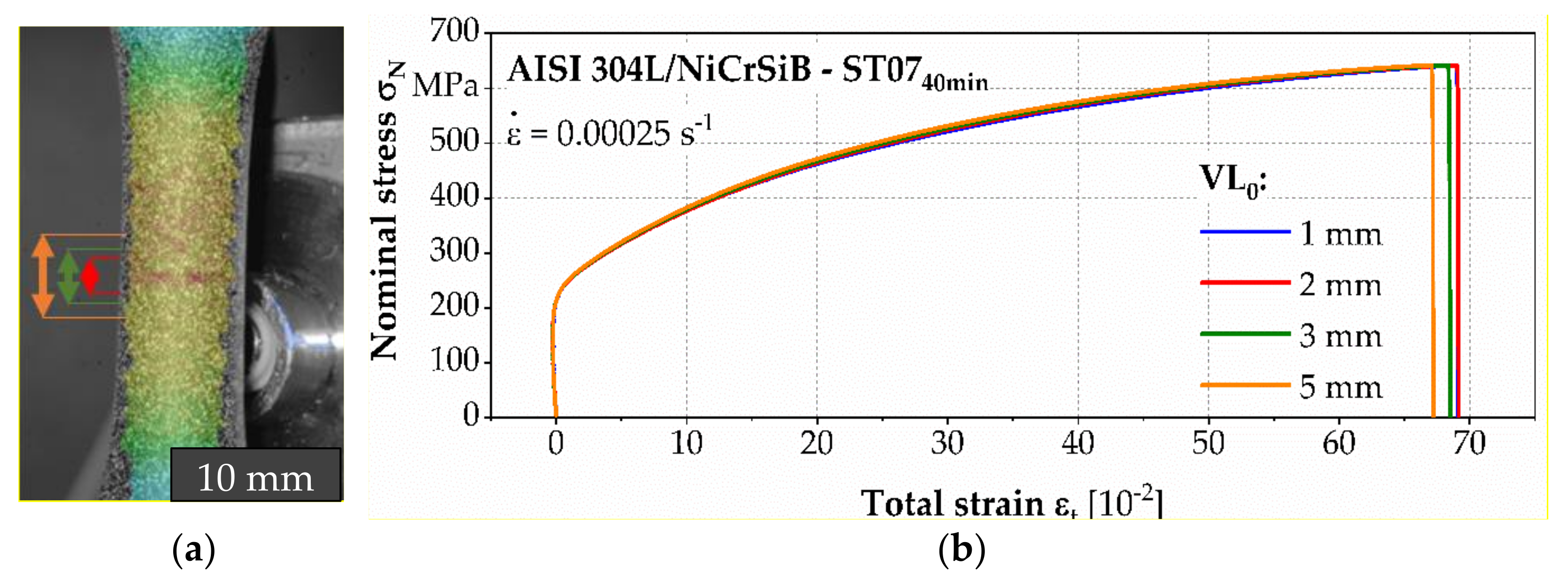
3.3.2. Local Deformation Behavior
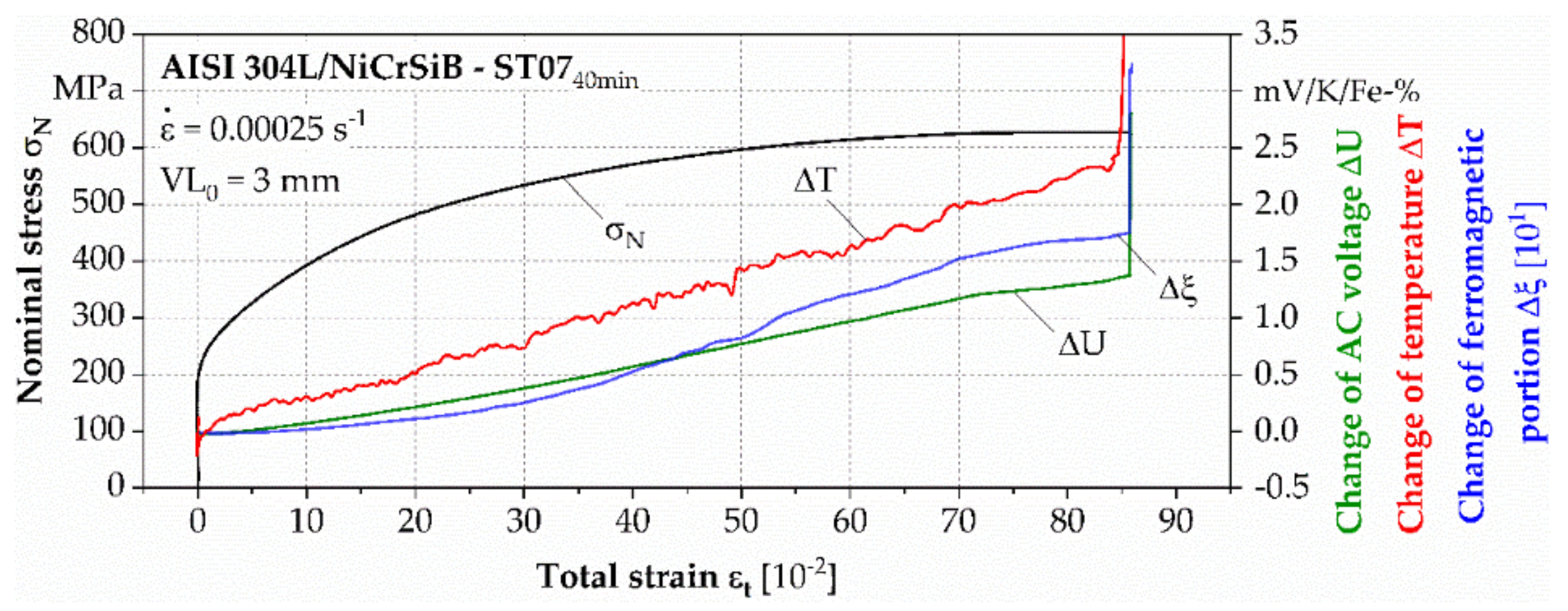
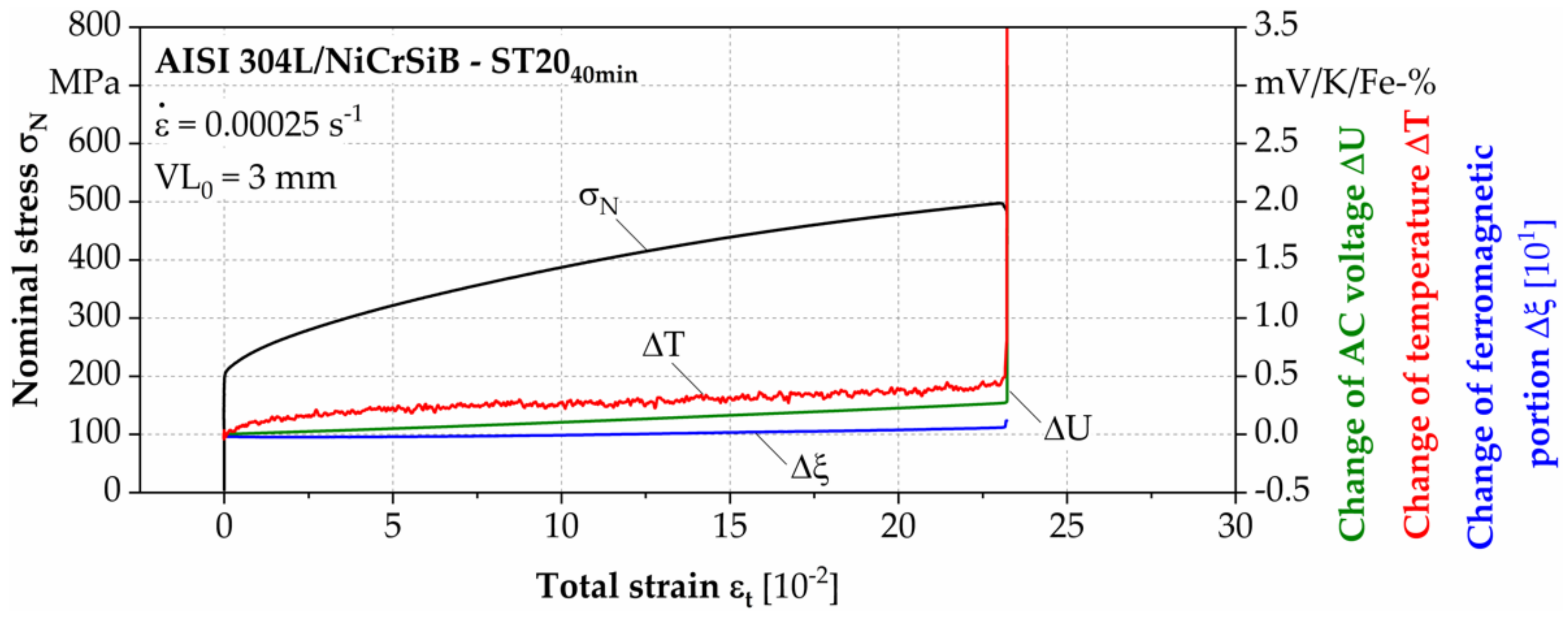
3.3.3. Thermal, Electrical, and Magnetic Material Responses
3.3.4. Strain Rate Dependency
3.3.5. Comparison of Ultimate Tensile Strength and Impact Toughness
3.4. Fracture Mechanism
4. Summary and Conclusions
- It was found that the formation of brittle phases was particularly evident with a high chromium content that, at 20 wt.%, exceeded the content in the base material in combination with molybdenum for a short holding time of 15 min.
- The longer holding time of 40 min led to the homogenization of the brazing seam with fewer borides and silicides in all filler metals.
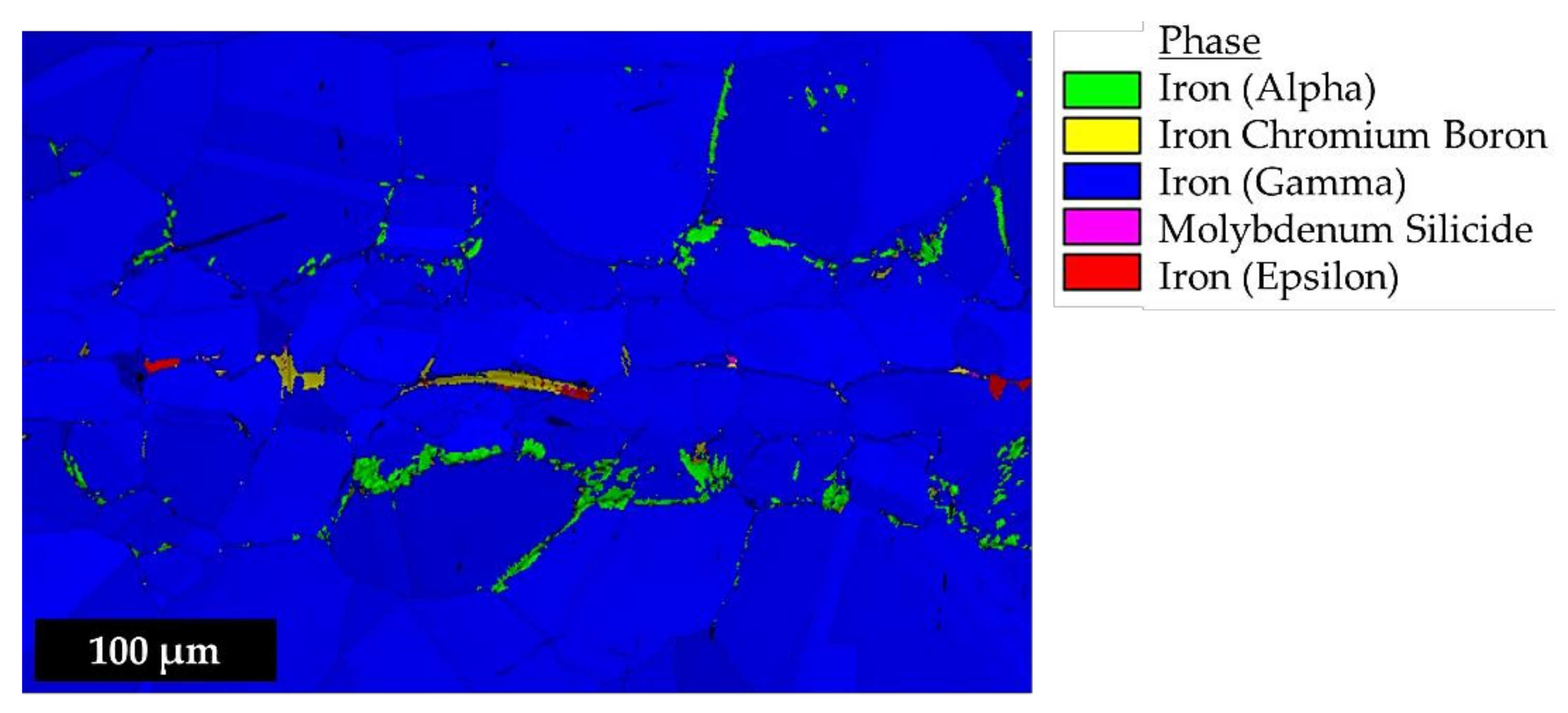
- Using an EBSD analysis, it was shown that martensite formation can occur in the diffusion zone due to the brazing process.
- Using X-ray diffraction measurements, a significant gradient from the brazing seam to the base material was proved, and a dependency on the filler metals used was established.
- Due to the different diffusion-related sizes of the brazing seam width for the two holding times investigated, it was not possible to compare different holding times for a fixed collimator diameter.
- An FEM simulation based on an experimentally determined coefficient of thermal expansion showed high compressive residual stresses for the inner seam. These simulated stresses were comparable with the measured residual stresses considering post-processing.
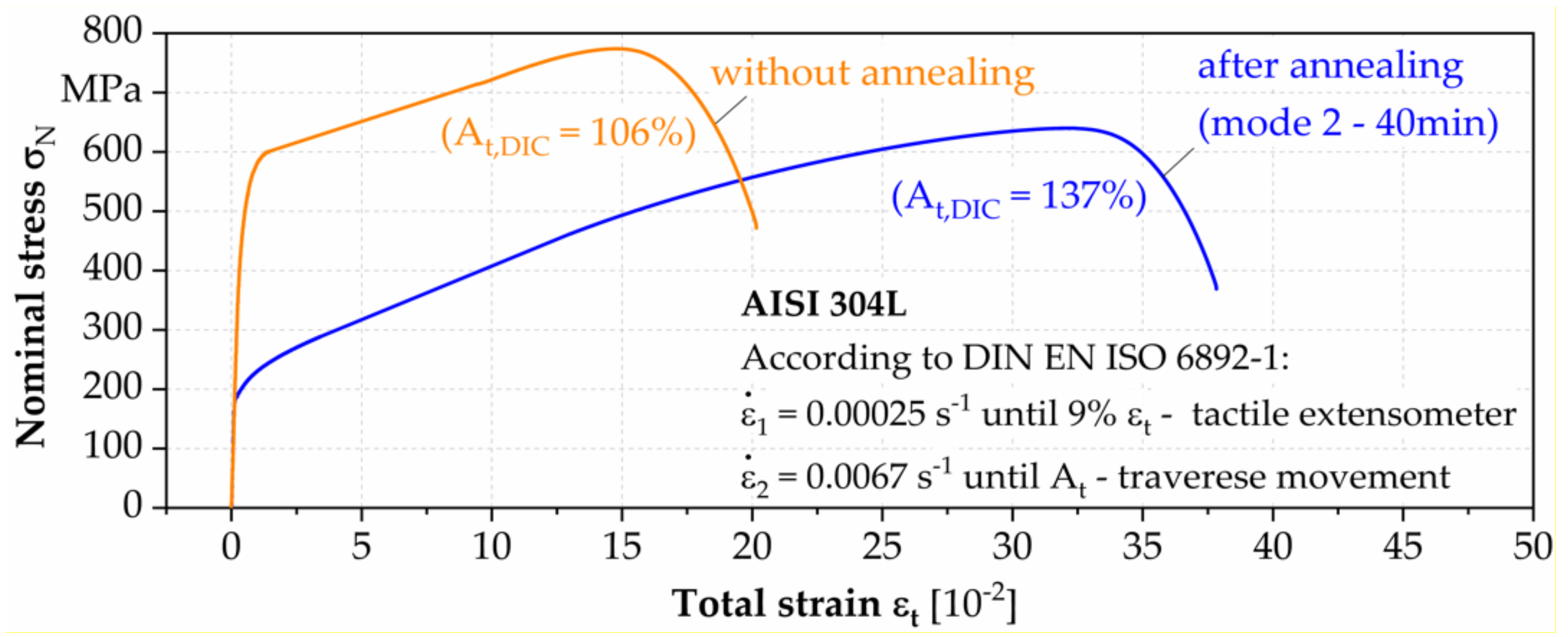
- The annealing of the base material AISI 304L, according to the time–temperature curve of the brazing process, leads to a tensile strength reduction of about 20%.
- For two of the three alloy variations, a holding time of 40 min led to an ultimate tensile strength (UTS) that was close to that of the base material in the annealed state.
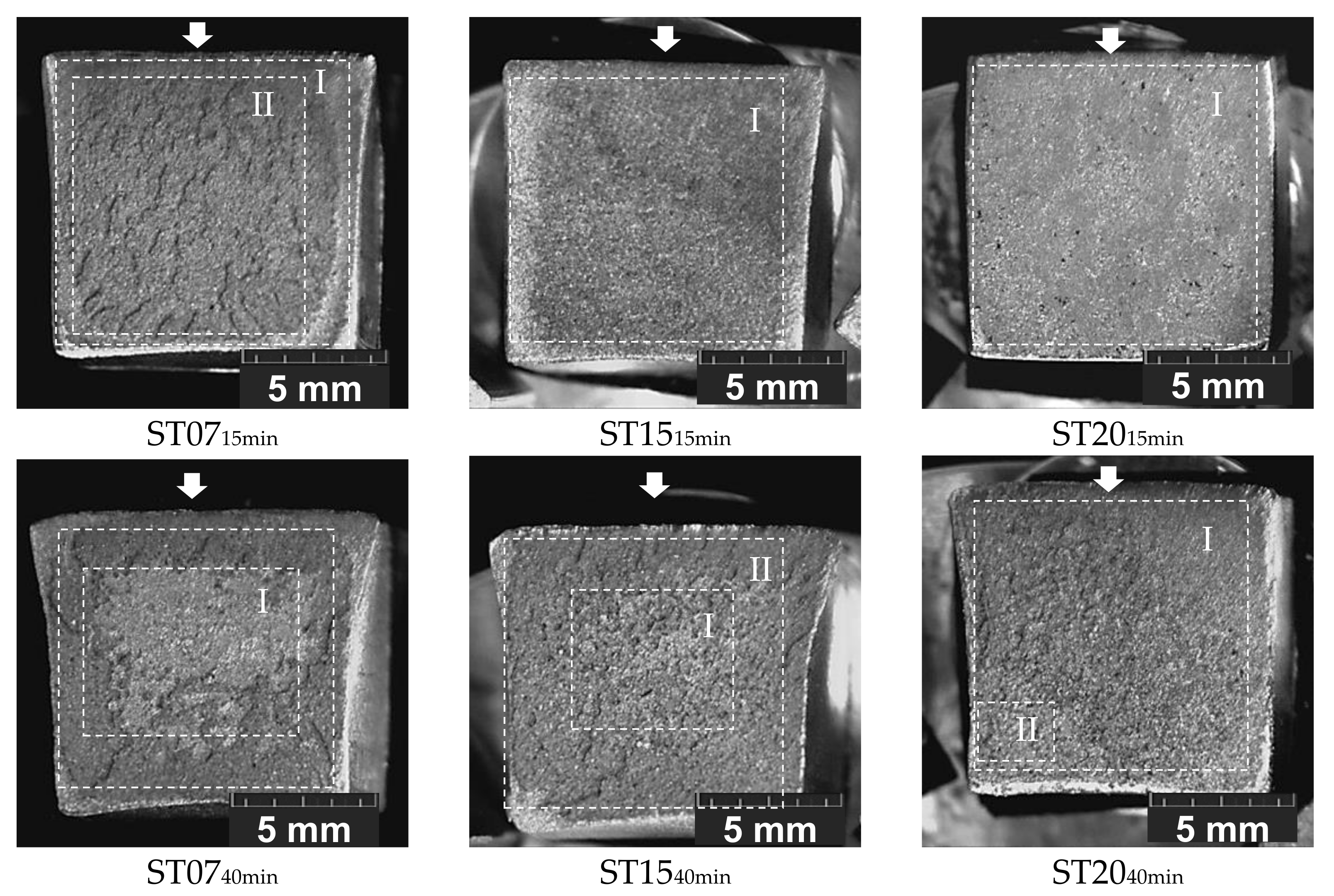
- The critical effect of brittle phases was most present under impact loadings.
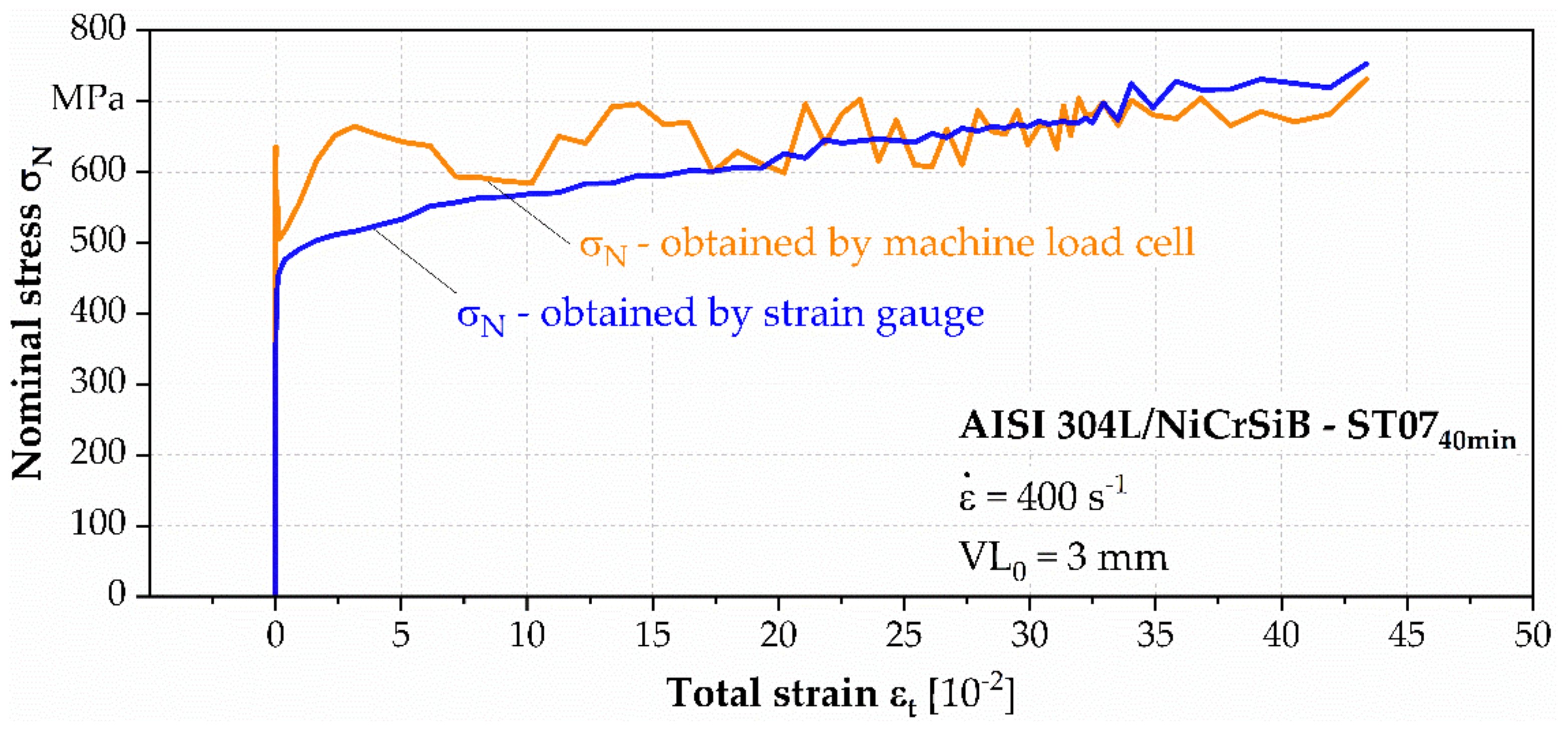
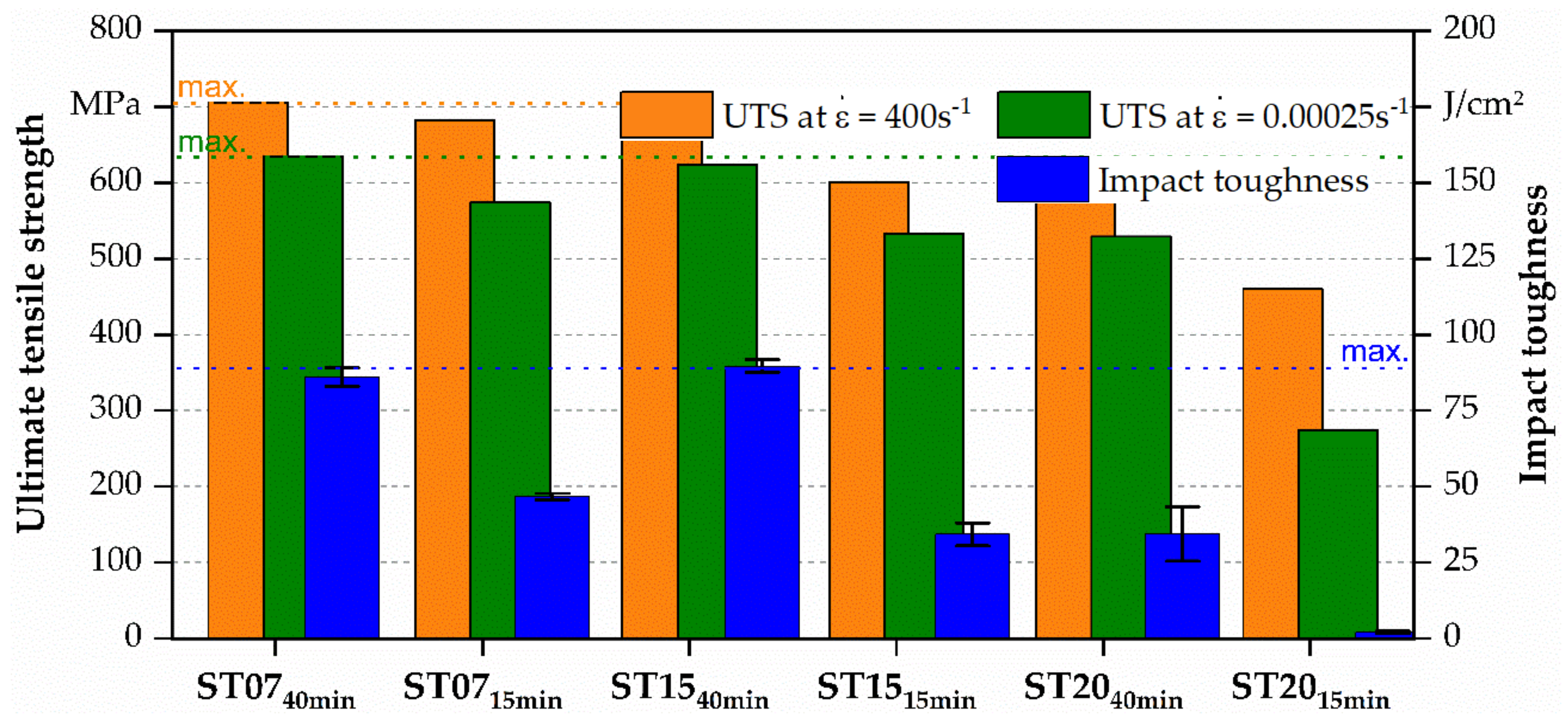
- In the high-speed tensile tests, it was found that high strain rates increased the UTS of all variations and shifted the other mechanical properties.
- The best results were shown by the filler metals Ni7Cr7.5Si4Fe1.5B (ST07) and Ni15Cr7.5Si4Fe4Mo1.5B wt.% (ST15), demonstrating impact toughness of 86 ± 3 J/cm2 and 90 ± 2 J/cm2, respectively, as well as almost identical UTS values: 629 ± 9 MPa for the low strain rate and 700 ± 5 MPa for the high strain rate.
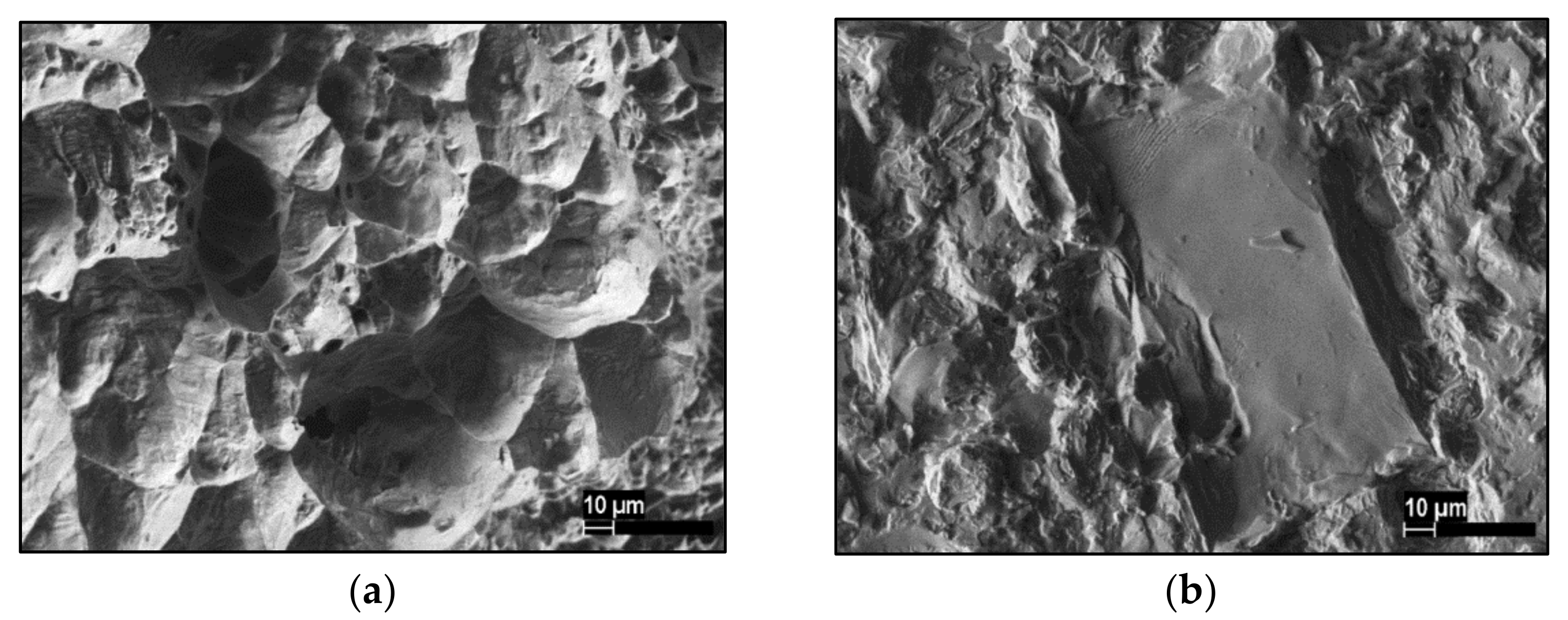
- Large brittle phases that were located in the center of the brazed seam showed the most negative influence on the initiation and propagation of cracks.
- Brittle borides in the diffusion zone can break inside the surrounding metal matrix under testing without extending into the matrix of the base material.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Frazier, W.E.; Polakovics, D.; Koegel, W. Qualifying of metallic materials and structures for aerospace applications. Jom 2001, 53, 16–18. [Google Scholar] [CrossRef]
- Goraj, Z.J.; Kustron, K. Review of current research trends in bird strike and hail impact simulations on wing leading edge. Aircr. Eng. Aerosp. Technol. 2018, 90, 602–612. [Google Scholar] [CrossRef]
- Schaefer, R.P.; Flynn, J.E.; Doyle, J.R. Brazing filler metal evaluation for an aircraft gas turbine engine application. Weld. J. 1971, 50, 394s–400s. [Google Scholar]
- Cook, G.O.; Sorensen, C.D. Overview of transient liquid phase and partial transient liquid phase bonding. J. Mater. Sci. 2011, 46, 5305–5323. [Google Scholar] [CrossRef] [Green Version]
- Lichtenfeld, J.A.; Mataya, M.C.; Van Tyne, C.J. Effect of strain rate on stress-strain behavior of alloy 309 and 304L austenitic stainless steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2006, 37, 147–161. [Google Scholar] [CrossRef]
- Talonen, J.; Nenonen, P.; Pape, G.; Hänninen, H. Effect of strain rate on the strain-induced γ,→α′-martensite transformation and mechanical properties of austenitic stainless steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36A, 421–432. [Google Scholar] [CrossRef]
- Chen, A.Y.; Ruan, H.H.; Wang, J.; Chan, H.L.; Wang, Q.; Li, Q.; Lu, J. The influence of strain rate on the microstructure transition of 304 stainless steel. Acta Mater. 2011, 59, 3697–3709. [Google Scholar] [CrossRef]
- Soffa, M.A.; Rommel, M.L. Evaluation of margins of safety in brazed joints. Weld. J. 2009, 88, 31–37. [Google Scholar]
- Frick, W.R. Brazing Handbook, 4th ed.; American Welding Society: Miami, FL, USA, 2007; ISBN 9780871710468. [Google Scholar]
- Way, M.; Willingham, J.; Goodall, R. Brazing filler metals. Int. Mater. Rev. 2020, 65, 257–285. [Google Scholar] [CrossRef]
- Bachurina, D.; Vorkel, V.; Suchkov, A.; Gurova, J.; Ivannikov, A.; Penyaz, M.; Fedotov, I.; Sevryukov, O.; Kalin, B. Overview of the mechanical properties of tungsten/steel brazed joints for the demo fusion reactor. Metals 2021, 11, 209. [Google Scholar] [CrossRef]
- Ivannikov, A.A.; Penyaz, M.A.; Dzhumaev, P.S.; Bachurina, D.M.; Sevriukov, O.N. Diffusion brazing of stainless steels influence of Ni-B filler alloy composition. Weld. World 2020. [Google Scholar] [CrossRef]
- Lugscheider, E.; Kloehn, K.; Lison, R. Strength of high temperature brazed joints-Influence of brazing parameters. Weld. J. 1979, 58, 296–300. [Google Scholar]
- Penyaz, M.; Otto, J.L.; Popov, N.; Ivannikov, A.; Schmiedt-Kalenborn, A.; Walther, F.; Kalin, B. Microstructure influence on corrosion resistance of brazed AISI 304 L/NiCrSiB joints. Met. Mater. Int. 2021. [Google Scholar] [CrossRef]
- Otto, J.L.; Penyaz, M.; Schmiedt-Kalenborn, A.; Knyazeva, M.; Ivannikov, A.; Kalin, B.; Walther, F. Effect of phase formation due to holding time of vacuum brazed AISI 304L/NiCrSiB joints on corrosion fatigue properties. J. Mater. Res. Technol. 2020, 9. [Google Scholar] [CrossRef]
- Abdolvand, R.; Atapour, M.; Shamanian, M.; Allafchian, A. The effect of bonding time on the microstructure and mechanical properties of transient liquid phase bonding between SAF 2507 and AISI 304. J. Manuf. Process. 2017, 25, 172–180. [Google Scholar] [CrossRef]
- DIN EN ISO 6892-1:2017-02, Metallic Materials–Tensile Testing–Part 1: Method of Test at Room Temperature; International Organization for Standardization: Geneva, Switzerland, 2017.
- DIN EN ISO 26203-2:2011, Metallic Materials-Testing at High Strain Rates-Part 2: Servo-Hydraulic and Other Test Systems; International Organization for Standardization: Geneva, Switzerland, 2012.
- Martinez Krahmer, D.; Polvorosa, R.; López de Lacalle, L.N.; Alonso-Pinillos, U.; Abate, G.; Riu, F. Alternatives for specimen manufacturing in tensile testing of steel plates. Exp. Tech. 2016, 40, 1555–1565. [Google Scholar] [CrossRef]
- State Standard 9454-78 Metals. Method for Testing the Impact Strength at Low, Room and High Temperature; Publishing House of Standards: Moscow, Russia, 1979.
- Schmiedt, A.; Jaquet, S.; Manka, M.; Tillmann, W.; Walther, F. Tensile and fatigue assessments of brazed stainless steel joints using digital image correlation. MATEC Web Conf. 2018, 165, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Koster, M.; Kenel, C.; Lee, W.J.; Leinenbach, C. Digital image correlation for the characterization of fatigue damage evolution in brazed steel joints. Procedia Mater. Sci. 2014, 3, 1117–1122. [Google Scholar] [CrossRef] [Green Version]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-induced martensitic transformation in metastable austenitic steels. Mater. Sci. Eng. A 2008, 483–484, 394–397. [Google Scholar] [CrossRef]
- Corcoran, J.; Nagy, P.B. Compensation of the skin effect in low-frequency potential drop measurements. J. Nondestruct. Eval. 2016, 35, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Schmiedt-Kalenborn, A. Microstructure-Based Assessment of Fatigue and Corrosion Fatigue Behavior of Brazed AISI 304L Stainless Steel Joints Using Nickel- and Gold-Based Brazing Alloys; Reports of Materials Science and Engineering; TU Dortmund University: Dortmund, Germany, 2020. [Google Scholar]
- Salvado, F.C.; Teixeira-Dias, F.; Walley, S.M.; Lea, L.J.; Cardoso, J.B. A review on the strain rate dependency of the dynamic viscoplastic response of FCC metals. Prog. Mater. Sci. 2017, 88, 186–231. [Google Scholar] [CrossRef] [Green Version]
- Bai, K.; Ng, F.L.; Tan, T.L.; Li, T.; Pan, D. Understanding non-parabolic solidification kinetics in Ni-based alloys during TLP bonding via thermo-kinetic modelling. J. Alloys Compd. 2017, 699, 1084–1094. [Google Scholar] [CrossRef]
- Kazazi, A.; Ekrami, A. Corrosion behavior of TLP bonded stainless steel 304 with Ni-based interlayer. J. Manuf. Process. 2019, 42, 131–138. [Google Scholar] [CrossRef]
- Yuan, X.; Kim, M.B.; Kang, C.Y. Microstructural evolution and bonding behavior during transient liquid-phase bonding of a duplex stainless steel using two different Ni-B-based filler materials. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 1310–1324. [Google Scholar] [CrossRef]
- Moreau, E.D.; Corbin, S.F. Application of diffusion path analysis to understand the mechanisms of transient liquid-phase bonding in the Ni-Si-B system. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 5678–5688. [Google Scholar] [CrossRef]
- Yuan, X.J.; Kim, M.B.; Kang, C.Y. Effects of boron and silicon on microstructure and isothermal solidification during TLP bonding of a duplex stainless steel using two Ni-Si-B insert alloys. Mater. Sci. Technol. 2011, 27, 1191–1197. [Google Scholar] [CrossRef]
- Liang, Y.; Li, S.; Ai, C.; Han, Y.; Gong, S. Effect of Mo content on microstructure and stress-rupture properties of a Ni-base single crystal superalloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 112–116. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.K.; Chen, J.S.; Zhang, L.X.; Yu, Z.; Zhang, P.; Zhang, Y.Z.; Yu, C.; Lu, H. Phase stability, elasticity, hardness and electronic structures for binary MnBm (M = Ni, Cr, Mo, W, n = 23, 5, 3, 1, m = 6, 3, 2, 1) borides: A comprehensive study using first principles. Phase Transit. 2020, 93, 158–174. [Google Scholar] [CrossRef]
- Akkuzin, S.A.; Litovchenko, I.Y.; Polekhina, N.A.; Tyumentsev, A.N. Effect of thermomechanical treatment modes on structural-phase states and mechanical properties of metastable austenitic steel. AIP Conf. Proc. 2016, 1783. [Google Scholar] [CrossRef] [Green Version]
- Das, A. Cyclic plasticity induced transformation of austenitic stainless steels. Mater. Charact. 2019, 149, 1–25. [Google Scholar] [CrossRef]
- Reichel, U.; Gabriel, B.; Kesten, M.; Meier, B.; Dahl, W. Technological application of the martensitic transformation of some austentic stainless steels. Steel Res. 1989, 60, 464–468. [Google Scholar] [CrossRef] [Green Version]
- Penyaz, M.A.; Ivannikov, A.A.; Kalin, B.A.; Dzhumaev, P.S. Thermal fatigue damage of steel joints brazed with various nickel filler metals. Non Ferr. Met. 2019, 46, 33–39. [Google Scholar] [CrossRef]
- Martell, J.J.; Liu, C.R.; Shi, J. Experimental investigation on variation of machined residual stresses by turning and grinding of hardened AISI 1053 steel. Int. J. Adv. Manuf. Technol. 2014, 74, 1381–1392. [Google Scholar] [CrossRef]
- Wang, B.; Zhou, G.; Wang, D.; Duan, P. Residual stress simulation based on the effect of element diffusion on 316L/BNi-2 brazed joint. Adv. Eng. Res. 2017, 118, 454–459. [Google Scholar] [CrossRef] [Green Version]
- Litovchenko, Y.I.; Akkuzin, S.A.; Tyumentsev, A.N. The effect of short-term annealing on reverse martensite-austenite transformation and recrystallization of metastable austenitic steel. AIP Conf. Proc. 2018, 2053. [Google Scholar] [CrossRef]
- Ben Othmen, K.; Haddar, N.; Jegat, A.; Manach, P.Y.; Elleuch, K. Ductile fracture of AISI 304L stainless steel sheet in stretching. Int. J. Mech. Sci. 2020, 172. [Google Scholar] [CrossRef]
- Schmiedt, A.; Manka, M.; Tillmann, W.; Walther, F. Local quasi-static and cyclic deformation behaviour of brazed AISI 304L/BAu-4 joints characterised by digital image correlation. Weld. World 2019, 63, 501–509. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U.; Neumann, P. Supra-ductile and high-strength manganese-TRIP/TWIP steels for high energy absorption purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef] [Green Version]
- Momeni, M.; Danninger, H.; Gierl, C.; Dudrová, E.; Arvand, A. Relationship between tensile toughness and impact energy of Mo prealloyed and Ni-Cu-Mo diffusion bonded sintered steels. Powder Metall. Prog. 2011, 11, 62–68. [Google Scholar]
- Rusinek, A.; Klepaczko, J.R. Experiments on heat generated during plastic deformation and stored energy for TRIP steels. Mater. Des. 2009, 30, 35–48. [Google Scholar] [CrossRef]
- Follansbee, P.S. High strain rate deformation in FCC metals and alloys. In Proceedings of the International Conference on Metallurgical Applications of Shock-Wave and High-Strain-Rate Phenomena, Portland, OR, USA, 28 July 1985. [Google Scholar]
- Austin, R.A.; McDowell, D.L. A dislocation-based constitutive model for viscoplastic deformation of fcc metals at very high strain rates. Int. J. Plast. 2011, 27, 1–24. [Google Scholar] [CrossRef]
- Porchilamban, S.; Amaladas, J.R. Structural relationships of metallurgical and mechanical properties influenced by Ni-based fillers on Gas Tungsten Arc Welded Ferritic/Austenitic SS dissimilar joints. J. Adv. Mech. Des. Syst. Manuf. 2019, 13, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Luegscheider, E.; Partz, K.-D. High temperature brazing of stainless steel with nickel-base filler metals BNi-2, BNi-5 and BNi-7. In Proceedings of the 12th International AWS-WRC Brazing Conference, Cleveland, OH, USA, 7–9 April 1981. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Alloy Composition (wt.%) | Melting Range * (°C) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fe | Ni | Cr | C | Si | Mn | Mo | B | |||
| AISI 304L | bal. | 8.03 | 18.14 | 0.023 | 0.30 | 1.54 | 0.34 | – | Tsolidus | Tliquidus |
| ST07 | 4.0 | bal. | 7.0 | – | 7.5 | – | – | 1.5 | 958 | 1111 |
| ST15 | 4.0 | bal. | 15.0 | – | 7.5 | – | 4.0 | 1.5 | 1049 | 1115 |
| ST20 | 4.0 | bal. | 20.0 | – | 7.5 | – | 4.0 | 1.5 | 1078 | 1125 |
| Mode | Heating Rate 1 | First Holding Time | Heating Rate 2 | Final Holding Time |
|---|---|---|---|---|
| Mode 1 | 40 K/min | 15 min at 900 °C | 20 K/min | 15 min at 1160 °C |
| Mode 2 | 40 K/min | 15 min at 900 °C | 20 K/min | 40 min at 1160 °C |
| Parameter | Sign, (Unit) | Value | Parameter | Sign, (Unit) | Value |
|---|---|---|---|---|---|
| Target | −, (−) | Cu | Tilt | ψ, (°) | +/−0, +/−11.25, +/−22.5, +/−33.75, +/−45 |
| Wavelength kα1 | λ, (nm) | 0.1540549 | Azimuth Positions | φ, (°) | 0 and 180, 90 and 270 |
| Bragg Angle | 2θ, (°) | 147.200 | Measurement Modus | −, (−) | Side Inclination |
| Diffraction Plane | {hkl}, (−) | 420 | Scale Factor.0 | s1{hkl}, (10−6 mm2/N) | 1.79×10−6 mm2/N |
| Current | i, (mA) | 40 | Scale Factor | ½ s2{hkl}, (10−6 mm2/N) | 7.48×10−6 mm2/N |
| Voltage | u, (kV) | 40 | Poisson’s Ratio | ν, (−) | 0.31 |
| Collimator Diameter | −, (µm) | 0.30 | Young’s Modulus | E, (GPa) | 176 |
| Material | Density (g/cm3) | CTE (10−6 1/K) | Young’s Modulus (GPa) | Poisson’s Ratio (−) | |||
|---|---|---|---|---|---|---|---|
| RT | RT | 1160 °C | RT | 1160 °C | RT | 1160 °C | |
| AISI 304L | 7.9 | 13.9 | 21.0 | 193 | 82 | 0.12 | 0.30 |
| Brazing Seam | 8.0 | 12.2 | 23.5 | 195 | 111 | 0.31 | 0.35 |
| Position (mm) | Holding Time 40 min | Holding Time 15 min | AISI 304L | ||||
|---|---|---|---|---|---|---|---|
| ST20 | ST15 | ST07 | ST20 | ST15 | ST07 | ||
| +2.0 | −296 ± 30 | −264 ± 76 | −261 ± 59 | −277 ± 23 | −170 ± 101 | −103 ± 197 | −219 ± 73 |
| +1.0 | −248 ± 27 | −236 ± 65 | −209 ± 70 | −237 ± 91 | −180 ± 41 | −183 ± 78 | −247 ± 58 |
| + 0.1 | −314 ± 68 | −281 ± 47 | −214 ± 78 | −293 ± 39 | −209 ± 68 | −280 ± 138 | −249 ± 62 |
| 0.0 | −490 ± 57 | −475 ± 28 | −409 ± 36 | −395 ± 76 | −384 ± 124 | −375 ± 107 | −287 ± 65 |
| −0.1 | −315 ± 98 | −291 ± 62 | −230 ± 68 | −245 ± 78 | −293 ± 197 | −213 ± 211 | −214 ± 30 |
| −1.0 | −225 ± 40 | −242 ± 69 | −227 ± 74 | −209 ± 68 | −217 ± 147 | −146 ± 62 | −257 ± 29 |
| −2.0 | −252 ± 61 | −278 ± 73 | −270 ± 56 | −246 ± 62 | −212 ± 135 | −69 ± 73 | −292 ± 54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Otto, J.L.; Penyaz, M.; Möhring, K.; Gerdes, L.; Schaum, T.; Ivannikov, A.; Schmiedt-Kalenborn, A.; Kalin, B.; Walther, F. Microstructure, Residual Stresses, and Strain-Rate-Dependent Deformation and Fracture Behavior of AISI 304L Joints Brazed with NiCrSiB Filler Metals. Metals 2021, 11, 593. https://doi.org/10.3390/met11040593
Otto JL, Penyaz M, Möhring K, Gerdes L, Schaum T, Ivannikov A, Schmiedt-Kalenborn A, Kalin B, Walther F. Microstructure, Residual Stresses, and Strain-Rate-Dependent Deformation and Fracture Behavior of AISI 304L Joints Brazed with NiCrSiB Filler Metals. Metals. 2021; 11(4):593. https://doi.org/10.3390/met11040593
Chicago/Turabian StyleOtto, Johannes L., Milena Penyaz, Kerstin Möhring, Lars Gerdes, Thorge Schaum, Alexander Ivannikov, Anke Schmiedt-Kalenborn, Boris Kalin, and Frank Walther. 2021. "Microstructure, Residual Stresses, and Strain-Rate-Dependent Deformation and Fracture Behavior of AISI 304L Joints Brazed with NiCrSiB Filler Metals" Metals 11, no. 4: 593. https://doi.org/10.3390/met11040593