Microstructures and Properties of V-Modified A380 Aluminum Alloy Produced by High Pressure Rheo-Squeeze Casting with Compound Field Treatment

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
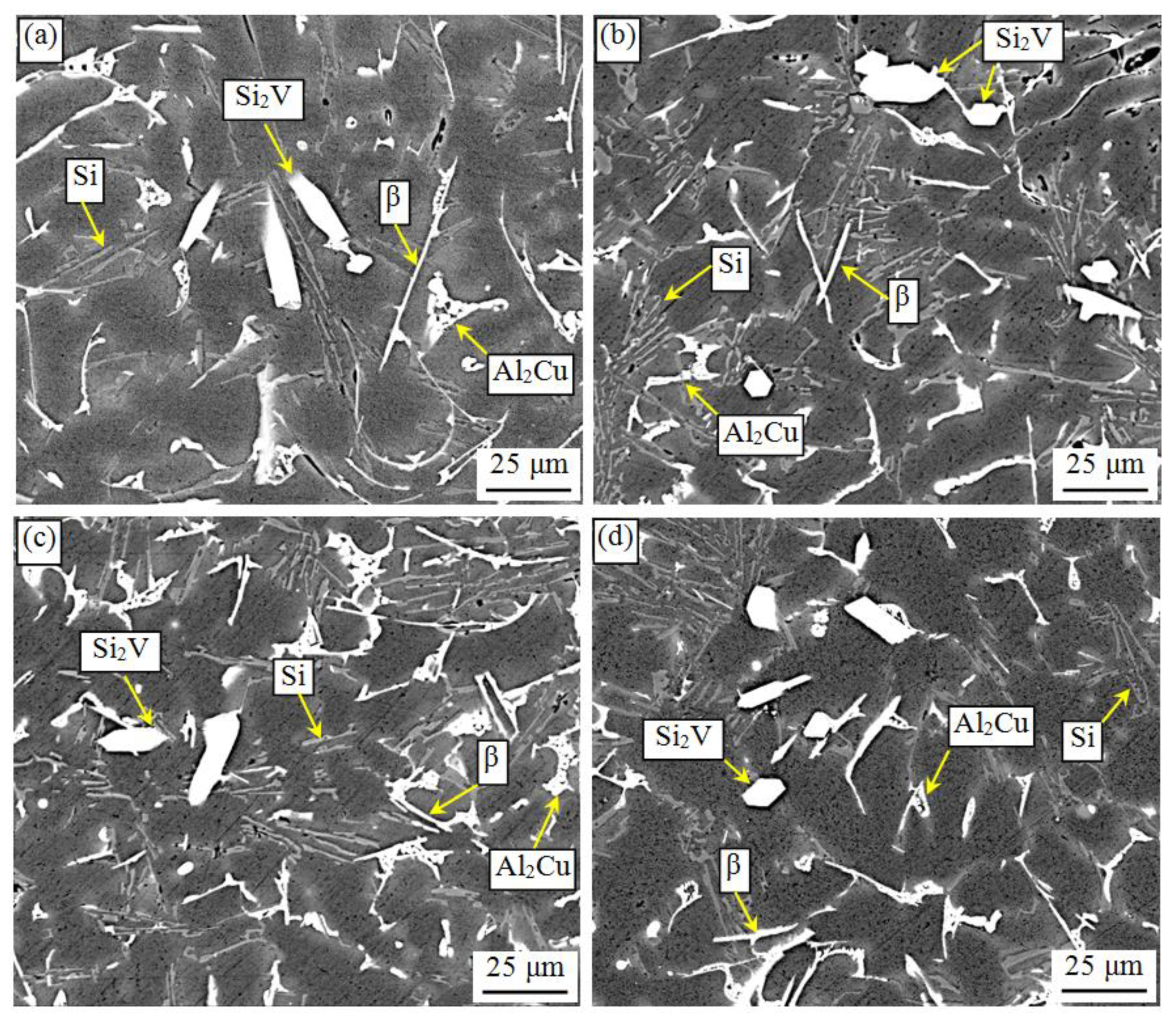
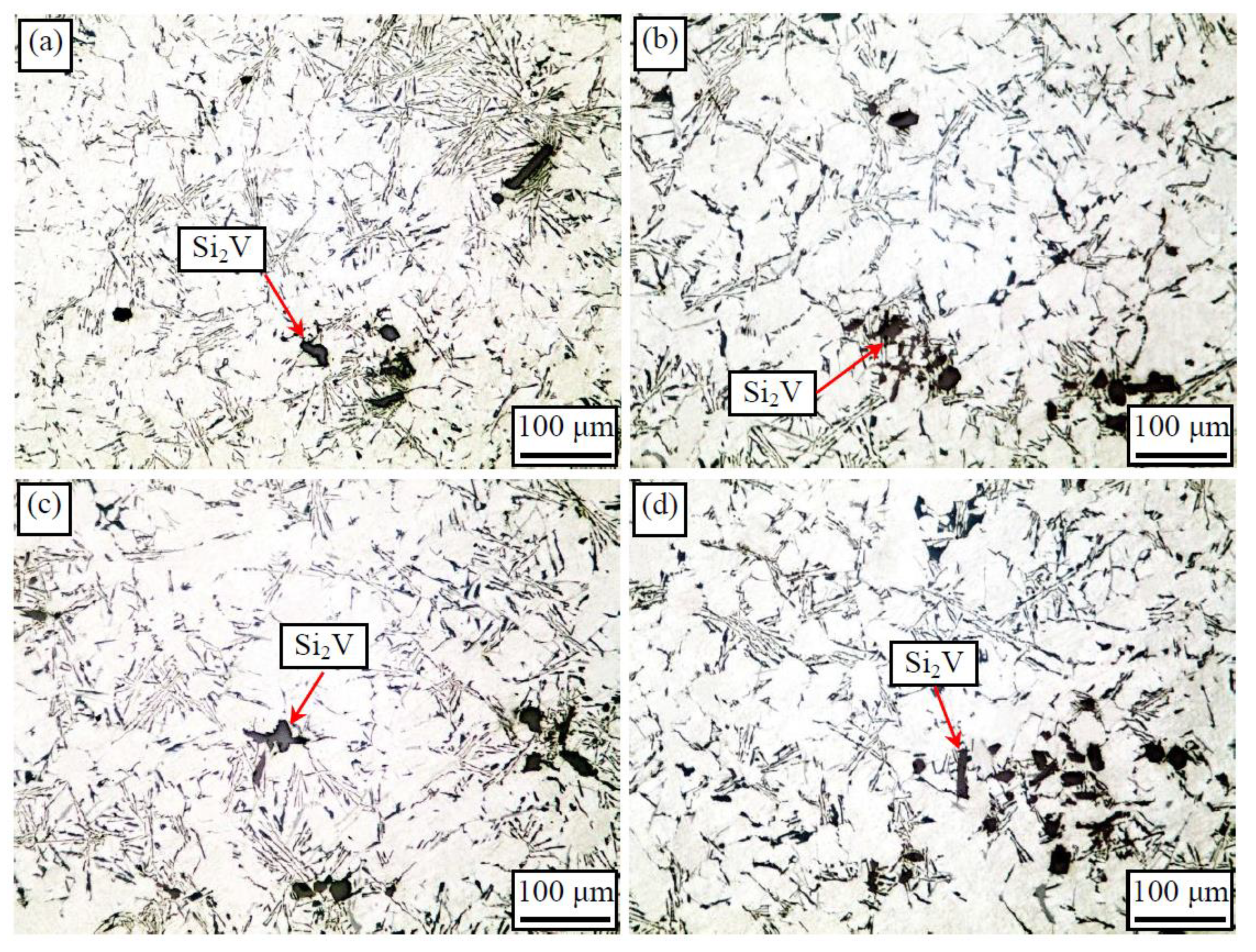
3.1. Microstructures of as-Cast Gravity Casting Alloys with Different V Contents
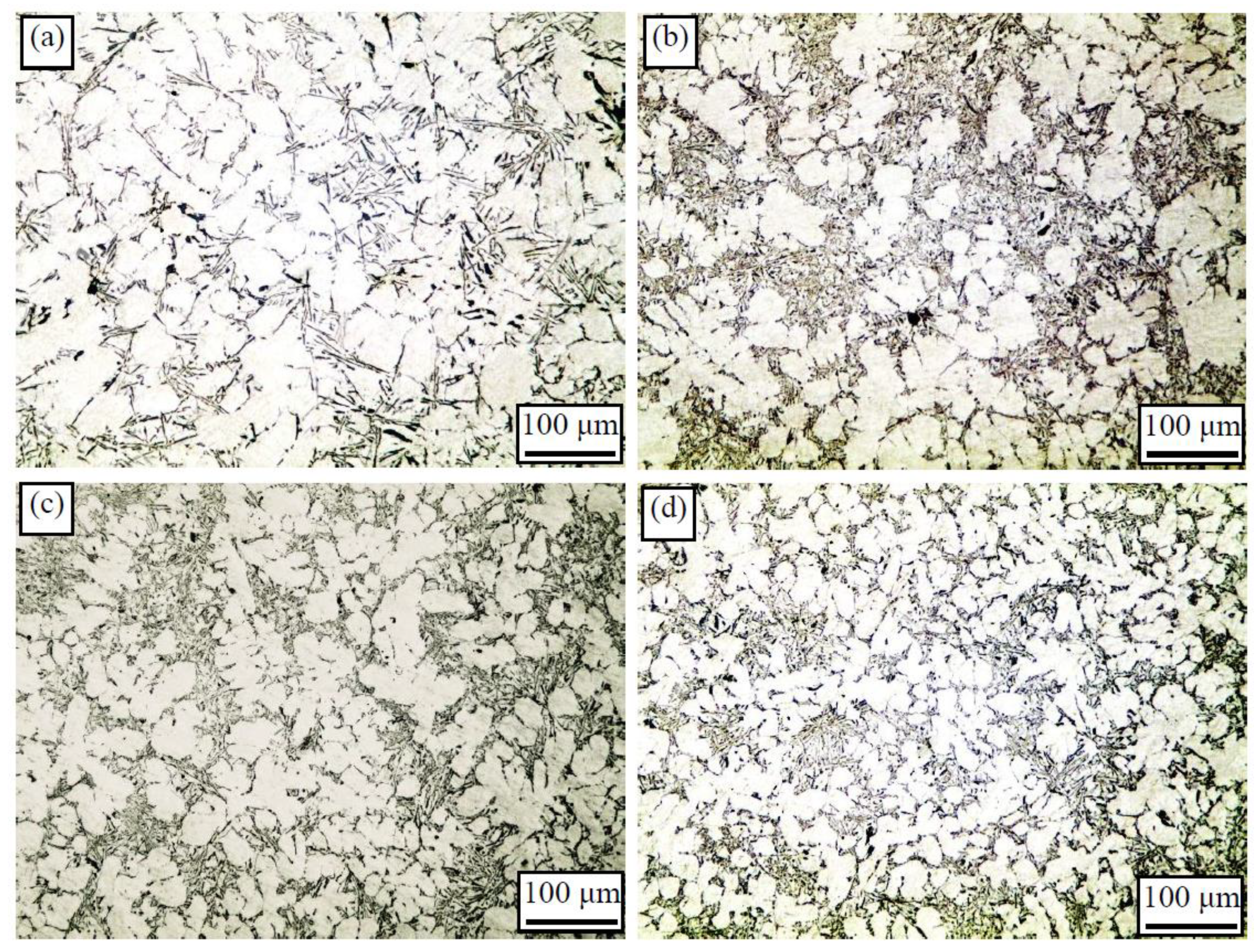
3.2. Microstructures of the as-Cast Gravity Casting Alloys Treated by Different Physical Fields
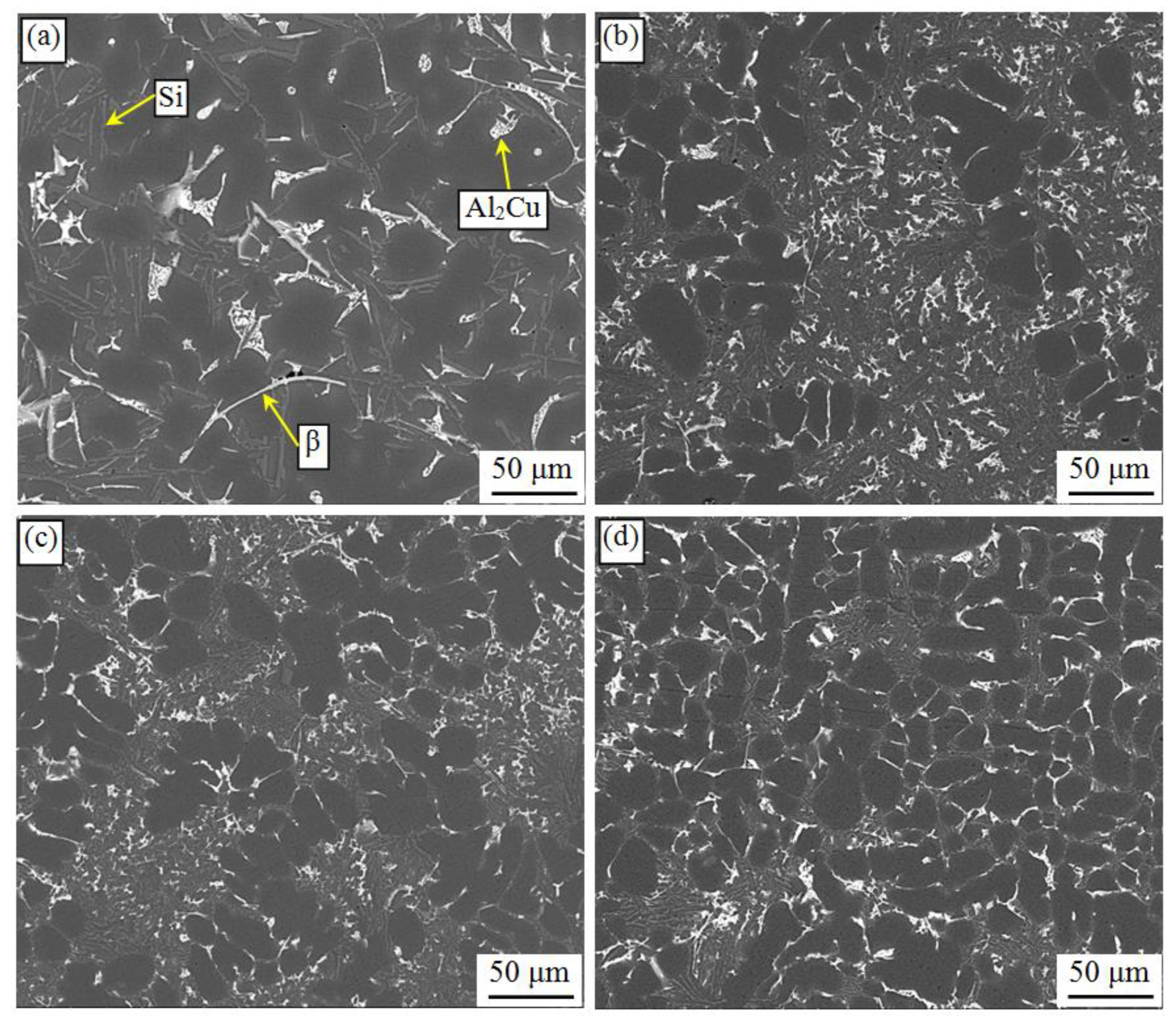
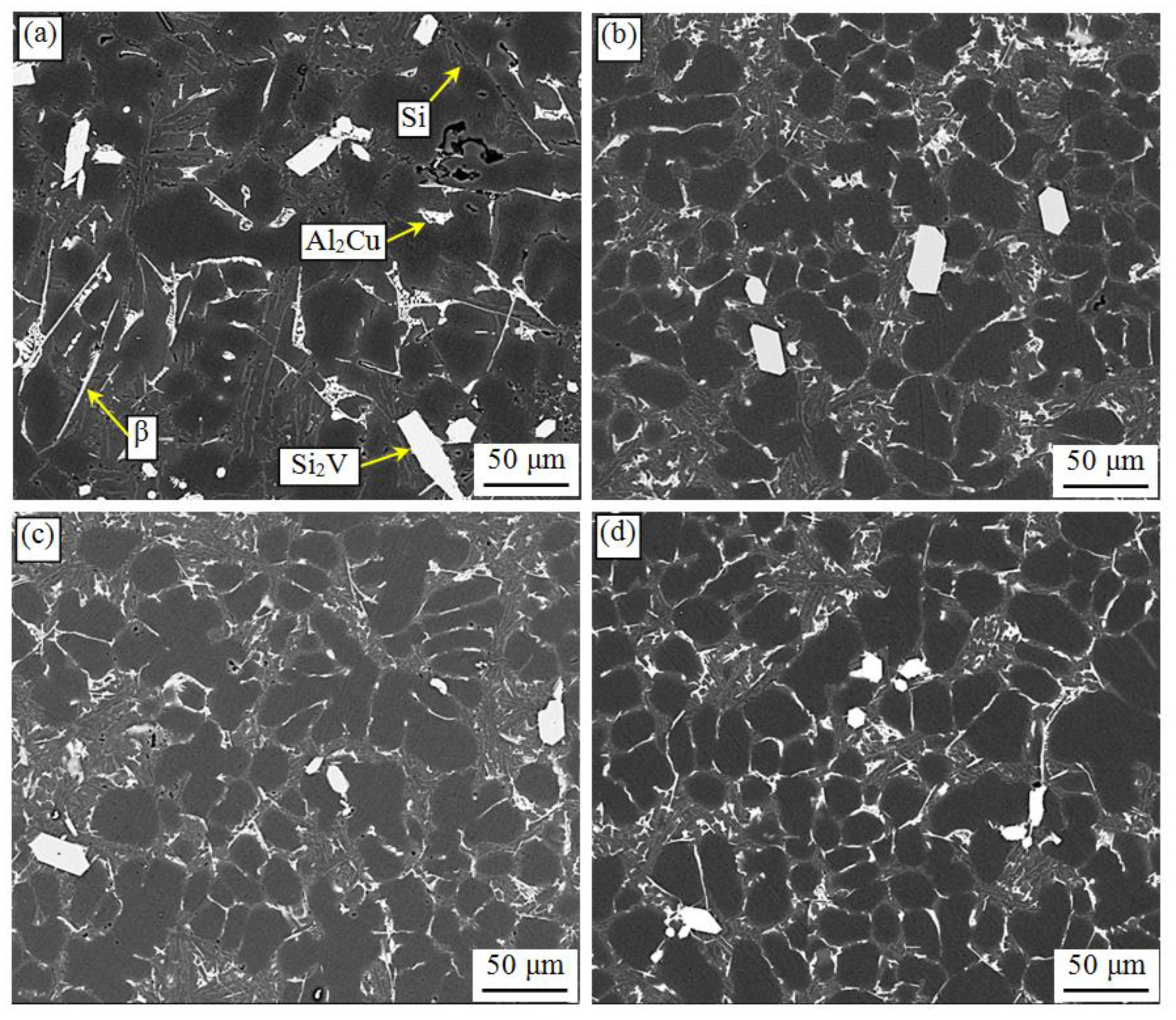
3.3. Microstructures of the as-Cast Alloys Produced by HPRSC with UV-ES Compound Field Treatment
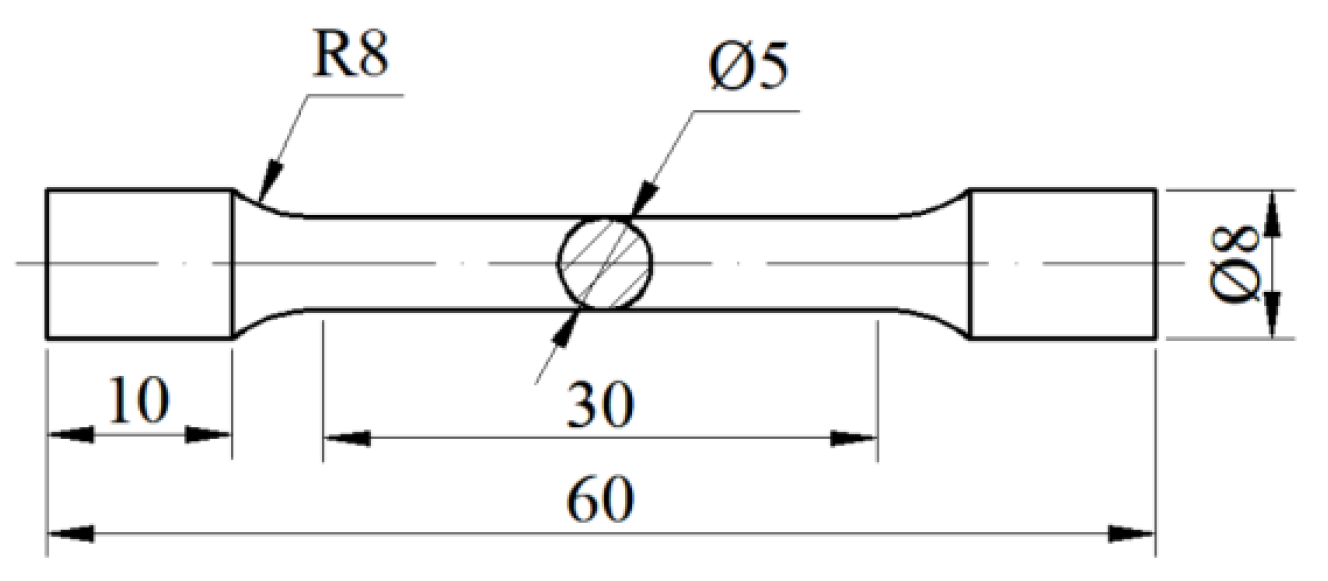
3.4. Mechanical Properties
4. Conclusions
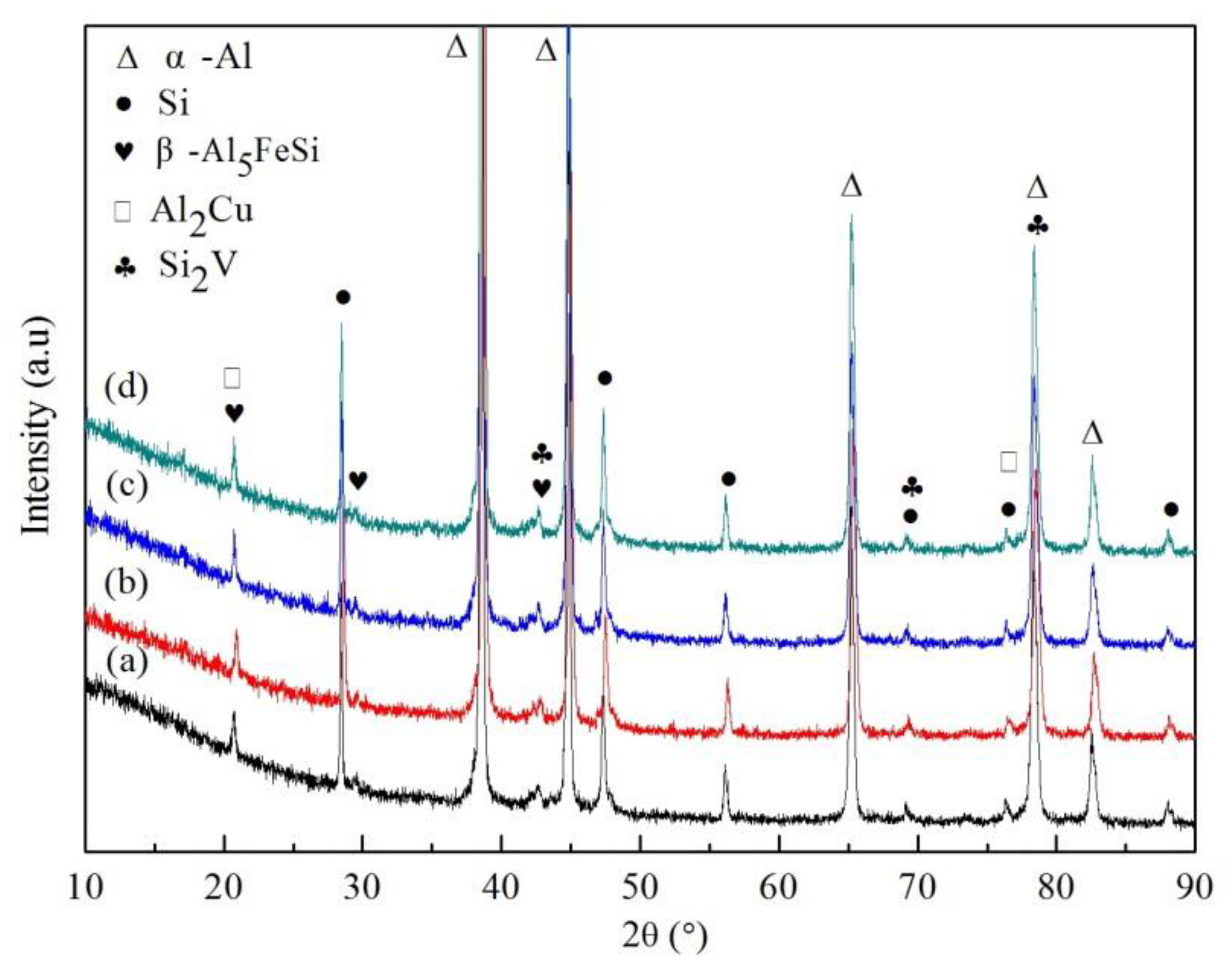
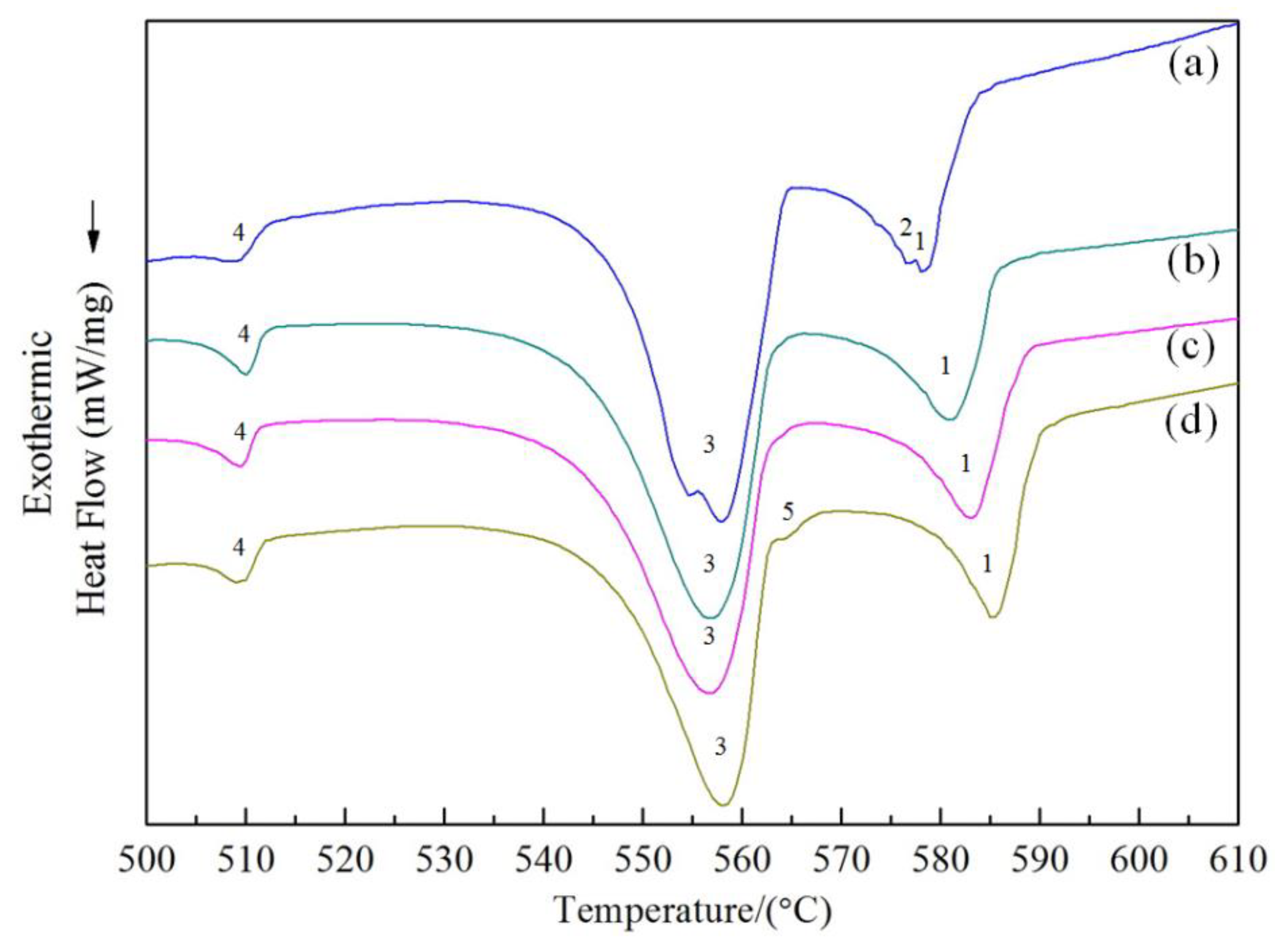
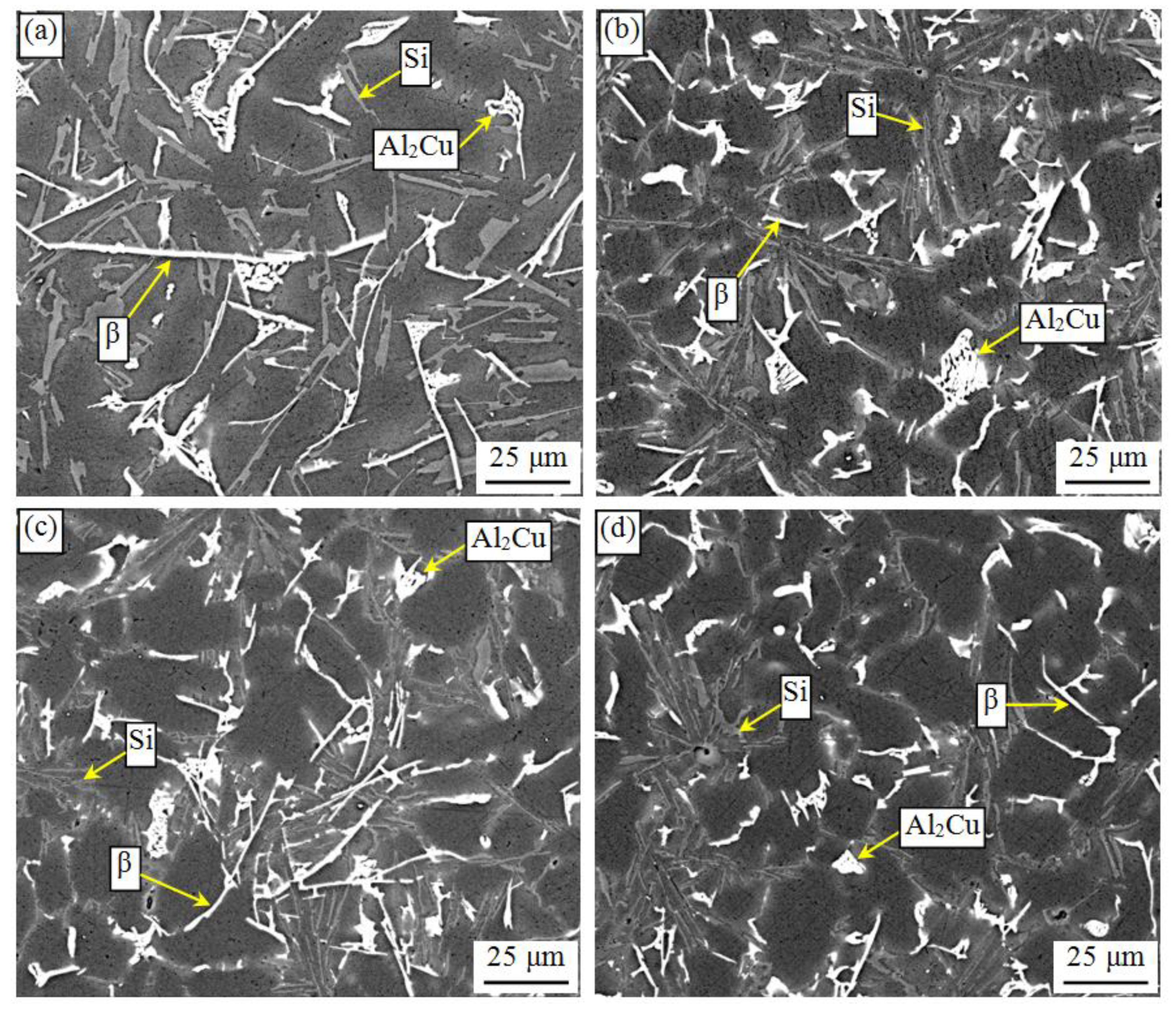
- The addition of V to the A380 aluminum alloy leads to the formation of polygonal Si2V phase. With the increase in the V content, the size and volume fraction of Si2V phase are increased. However, the size and volume fraction of β-Al5FeSi phase are decreased.
- The refinement effects of UV, ES and UV-ES on the microstructure of the gravity casting alloys are as follows: UV-ES > UV > ES.
- The α-Al phase, intermetallic compounds, and eutectic structures of the HPRSC alloy with compound field treatment are all refined significantly as the pressure increases from 0 to 400 MPa. When the pressure is 400 MPa, the morphology of β-Al5FeSi phase is changed from an acicular to a fine fibrous-like one. The polygonal Si2V phase is transformed into fine particle with an average diameter of 8 μm.
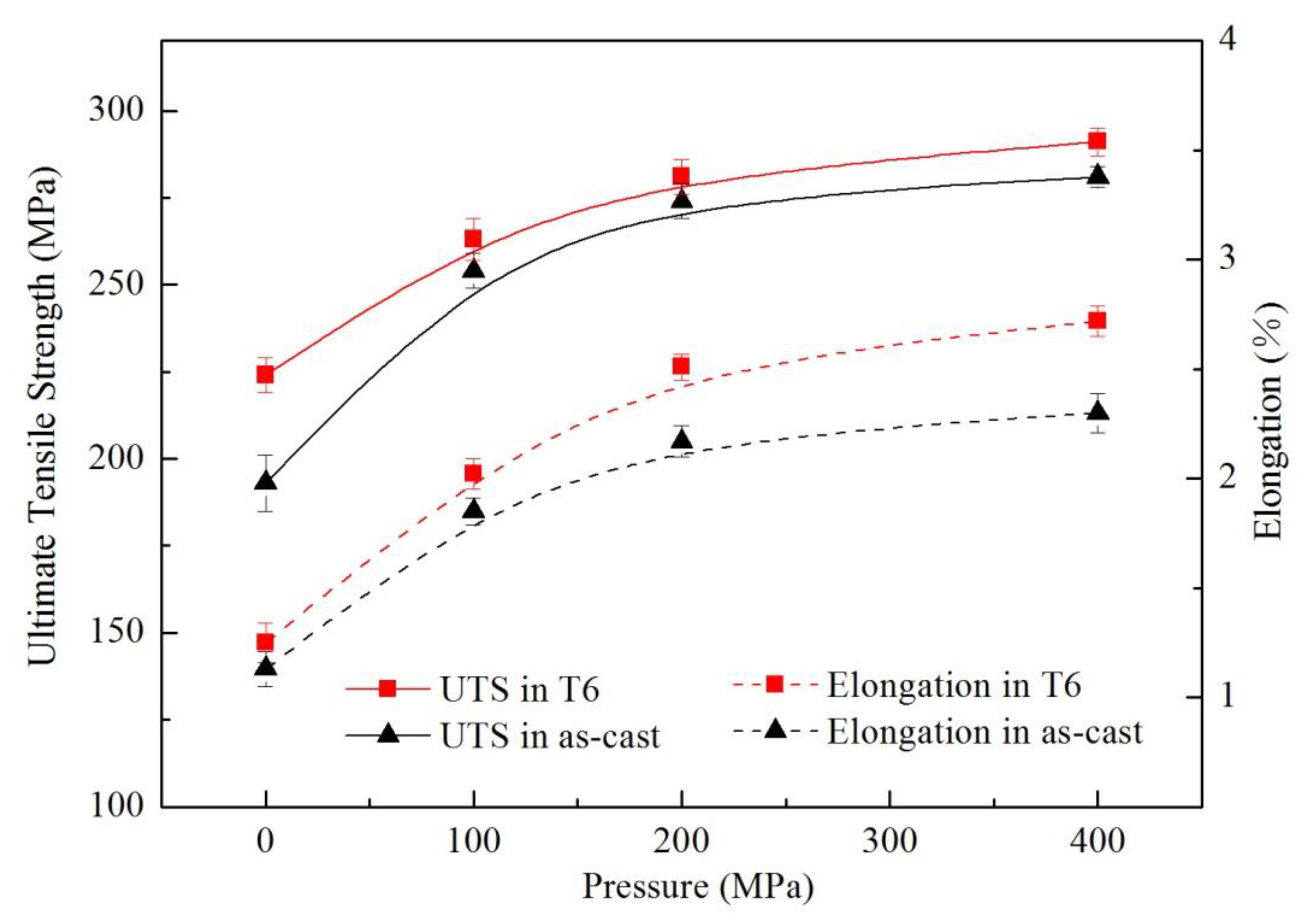
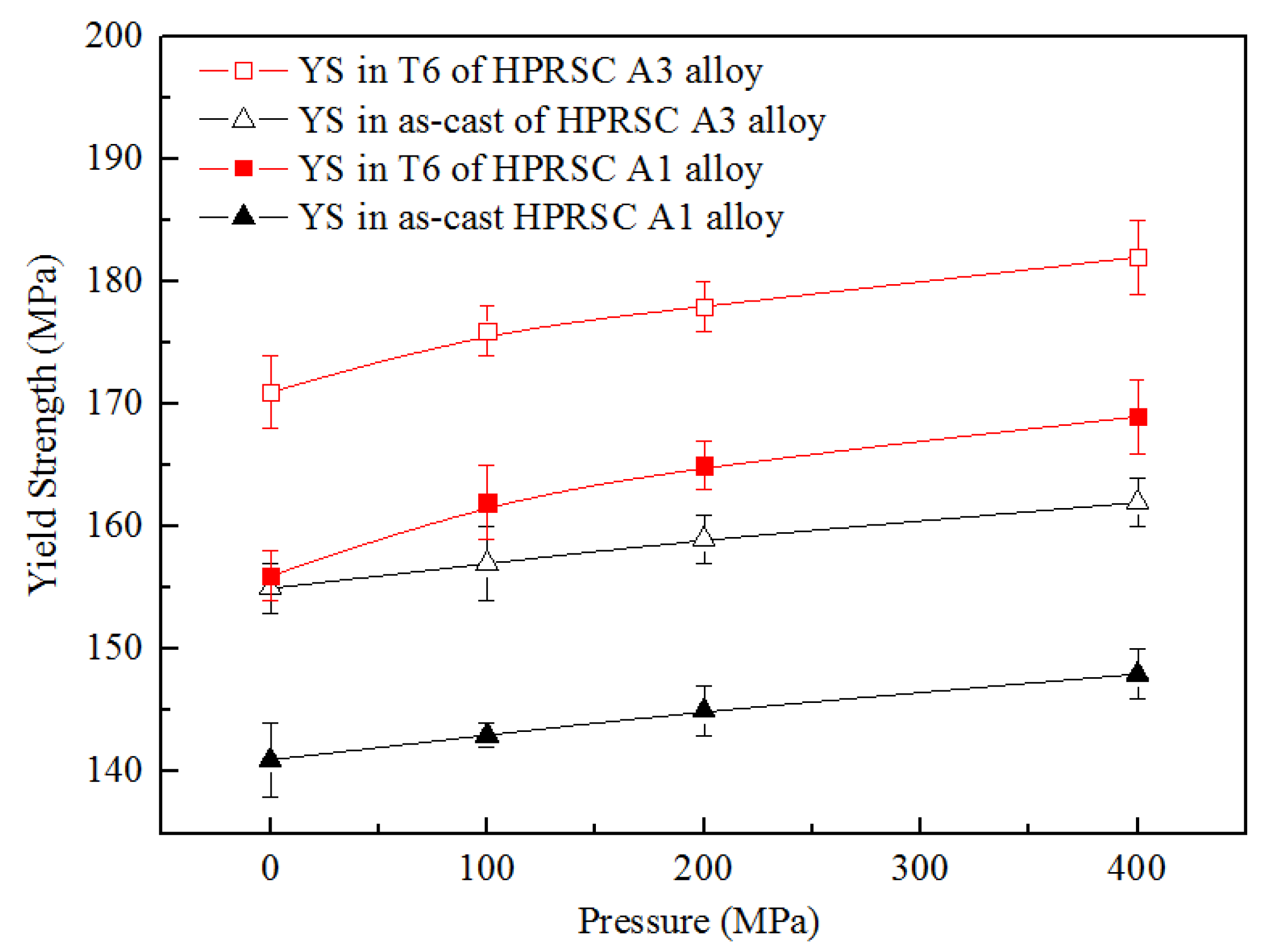
- The UTS, YS, and elongation of the HPRSC alloys with compound field treatment are increased with the increasing pressure. As the pressure increases from 0 to 100 MPa, the UTS and elongation are increased sharply. When the pressure is greater than 200 MPa, the increase in UTS and elongation becomes slow. When the pressure is 400 MPa, the UTS, YS, and elongation of the T6 heat-treated alloy with 0.7% V are 301 MPa, 182 MPa, and 3.3%, respectively.
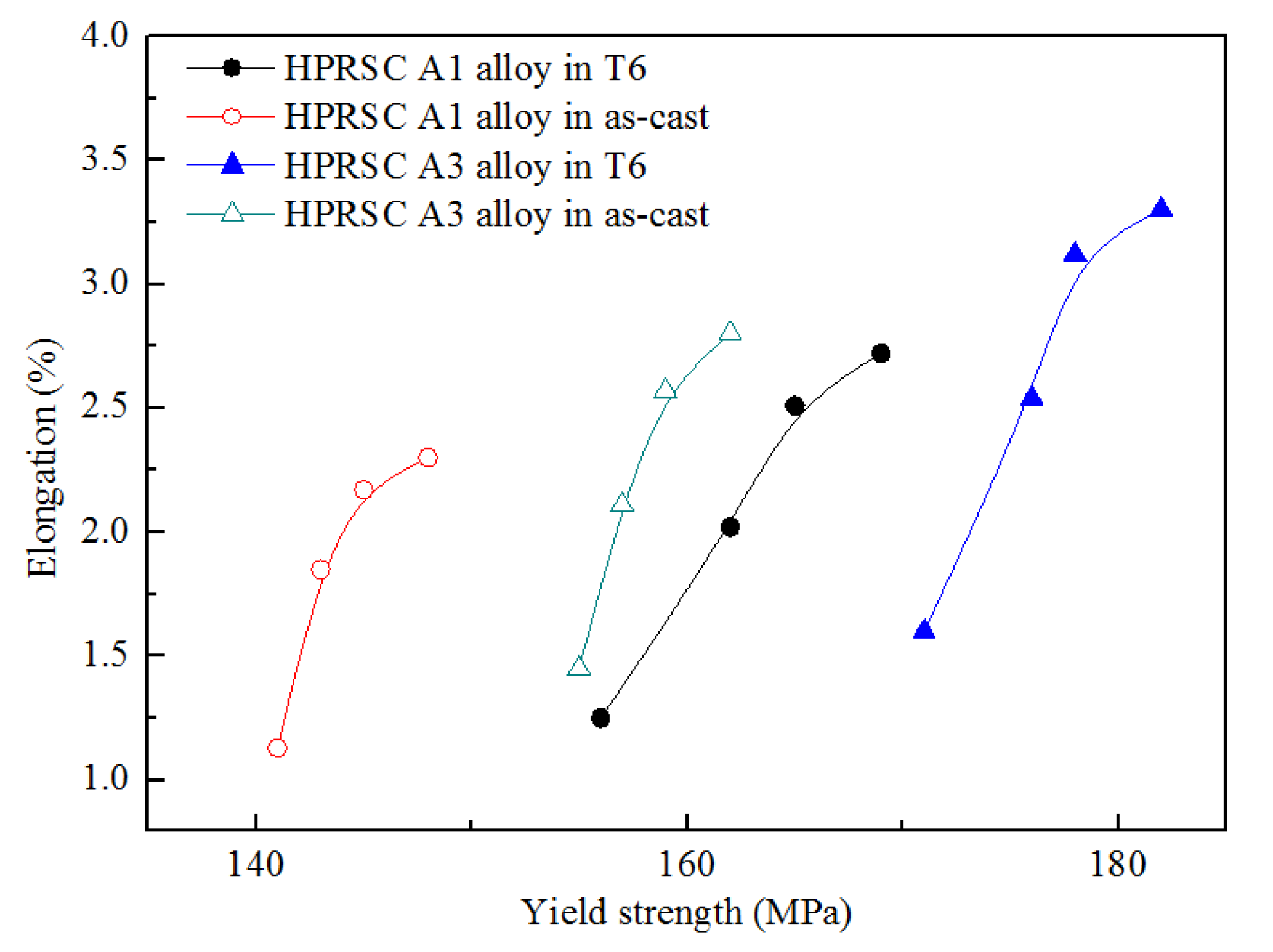
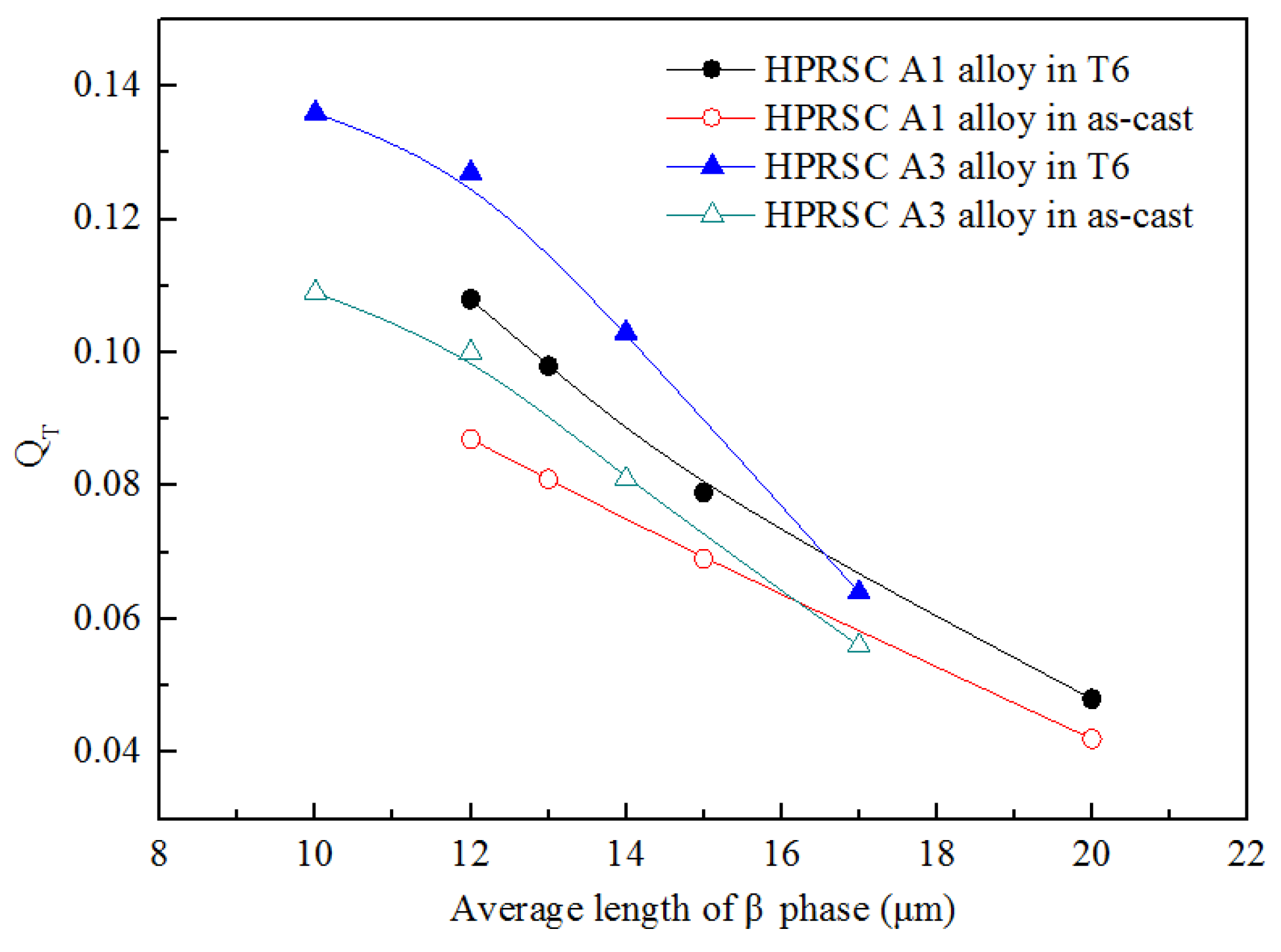
- Using the HPRSC process with compound field treatment, the UTS, YS, and elongation of the alloy without V are lower than that of the alloy with 0.7% V under the same pressure. With the decrease in the length of β-Al5FeSi phase, the quality index of the alloy is increased.
Author Contributions
Funding
Conflicts of Interest
References
- Rajabi, M.; Vahidi, M.; Simchi, A.; Davami, P. Effect of rapid solidification on the microstructure and mechanical properties of hot-pressed Al-20Si-5Fe alloys. Mater. Charact. 2009, 60, 1370–1381. [Google Scholar] [CrossRef]
- Ahmad, R.; Marshall, R.I. Effect of superheating on iron-rich plate-type compounds in aluminium-silicon alloys. Int. J. Cast Met. Res. 2003, 15, 497–504. [Google Scholar] [CrossRef]
- Ludwig, T.H.; Schaffer, P.L.; Arnberg, L. Influence of vanadium on the microstructure of A356 foundry alloy. Miner. Met. Mater. Ser. 2016, 1023–1028. [Google Scholar] [CrossRef]
- Rao, A.K.P. Influence of vanadium on the microstructure of A319 alloy. Trans. Indian Inst. Met. 2011, 64, 447–451. [Google Scholar]
- Koraman, E.; Baydoğan, M.; Sayılgan, S.; Kalkanlı, A. Dry sliding wear behavior of Al-Fe-Si-V alloys at elevated temperatures. Wear 2015, 322, 101–107. [Google Scholar] [CrossRef]
- Eskin, G.I. Influence of cavitation treatment of melts on the processes of nucleation and growth of crystals during solidification of ingots and castings from light alloys. Ultrason. Sonochem. 1994, 1, 59–63. [Google Scholar] [CrossRef]
- Osawa, Y.; Takamori, S.; Kimura, T.; Kazumi, M.; Hideki, K. Morphology of intermetallic compounds in Al-Si-Fe alloy and its control by ultrasonic vibration. Mater. Trans. 2007, 48, 2467–2475. [Google Scholar] [CrossRef] [Green Version]
- Qian, M.; Ramirez, A.; Das, A. Ultrasonic refinement of magnesium by cavitation: Clarifying the role of wall crystal. J. Cryst. Growth 2009, 311, 3708–3715. [Google Scholar] [CrossRef]
- Fang, C.; Wang, L.; Hao, H.; Zhang, X. Distribution of TiB2 reinforcements in magnesium matrix composites by a multi-physical coupling field. J. Mater. Process. Technol. 2014, 214, 551–555. [Google Scholar] [CrossRef]
- Haghayeghi, R.; Kapranos, P. Direct-chill casting of wrought Al alloy under electromagnetic and ultrasonic combined fields. Mater. Lett. 2013, 105, 213–215. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, J.; Yue, H.; Zhang, J.; Li, T. Microstructure evolution of A356 alloy under compound field. J. Alloys Compd. 2009, 484, 458–462. [Google Scholar] [CrossRef]
- Dong, Y.; Lin, X.P.; Xu, R.; Zheng, R.G.; Fan, Z.B.; Liu, S.J.; Wang, Z. Microstructure and compression deformation behavior in the quasicrystal-reinforced Mg-8Zn-1Y alloy solidified under super-high pressure. J. Rare Earths 2014, 32, 1048–1055. [Google Scholar] [CrossRef]
- Petzow, G.; Effenberg, G. Ternary Alloys: A Comprehensive Compendium of Evaluated Constitutional Data and Phase Diagrams; VCH: Weinheim, Germany, 1988. [Google Scholar]
- Hu, X.; Fang, L.; Zhou, J.; Zhang, X.; Hu, H. Characterization and kinetic modeling of secondary phases in squeeze cast Al alloy A380 by DSC thermal analysis. China Foundry 2017, 14, 98–107. [Google Scholar] [CrossRef] [Green Version]
- Narayanan, L.A.; Samuel, F.H.; Gruzleski, J.E. Crystallization behavior of iron-containing intermetallic compounds in 319 aluminum alloy. Metall. Mater. Trans. A 1994, 25, 1761–1773. [Google Scholar] [CrossRef]
- Nafisi, S.; Emadi, D.; Shehata, M.T.; Ghomashchi, R. Effects of electromagnetic stirring and superheat on the microstructural characteristics of Al-Si-Fe alloy. Mater. Sci. Eng. A 2006, 432, 71–83. [Google Scholar] [CrossRef]
- Zhang, Y.; Jie, J.; Gao, Y.; Lu, Y.; Li, T. Effects of ultrasonic treatment on the formation of iron-containing intermetallic compounds in Al-12%Si-2%Fe alloys. Intermetallics 2013, 42, 120–125. [Google Scholar] [CrossRef]
- Jian, X.; Meek, T.T.; Han, Q. Refinement of eutectic silicon phase of aluminum A356 alloy using high-intensity ultrasonic vibration. Scr. Mater. 2006, 54, 893–896. [Google Scholar] [CrossRef]
- Yu, X.F.; Zhang, G.Z.; Wang, X.Y.; Gao, Y.Y.; Jia, G.L.; Hao, Z.Y. Non-equilibrium microstructure of hyper-eutectic Al-Si alloy solidified under superhigh pressure. J. Mater. Sci. 1999, 34, 4149–4152. [Google Scholar] [CrossRef]
- Uhlmann, D.R. Materials Science Research; Phenum Press: New York, NY, USA, 1969. [Google Scholar]
- Straumal, A.; Mazilkin, I.; Tzoy, K.; Straumal, B.; Bryła, K.; Baranchikov, A.; Eggeler, G. Bulk and surface low temperature phase transitions in the Mg-alloy EZ33A. Metals 2020, 10, 1127. [Google Scholar] [CrossRef]
- Konyashin, I.; Lachmann, F.; Ries, B.; Mazilkin, A.A.; Straumal, B.B.; Kübel, C.; Llanes, L.; Baretzky, B. Strengthening zones in the Co matrix of WC-Co cemented carbides. Scr. Mater. 2014, 83, 17–20. [Google Scholar] [CrossRef]
- Özdeş, H.; Tiryakioğlu, M. Walker parameter for mean stress correction in fatigue testing of Al-7%Si-Mg alloy castings. Materials 2017, 10, 1401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tiryakioğlu, M.; Campbell, J. Quality index for aluminum alloy castings. Int. J. Metalcast. 2014, 8, 39–42. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Code | Si | Cu | Fe | V | Al |
|---|---|---|---|---|---|
| A1 | 8.5 | 3.5 | 0.7 | 0 | Balance |
| A2 | 8.5 | 3.5 | 0.7 | 0.35 | Balance |
| A3 | 8.5 | 3.5 | 0.7 | 0.7 | Balance |
| A4 | 8.5 | 3.5 | 0.7 | 1.05 | Balance |
| Al | Si | Cu | V | Fe | |
|---|---|---|---|---|---|
| β-Al5FeSi | 61.06 ± 0.27 | 20.55 ± 0.16 | - | - | 18.39 ± 0.20 |
| Al2Cu | 44.19 ± 0.19 | - | 55.81 ± 0.15 | - | - |
| Si2V | 8.51 ± 0.11 | 59.92 ± 0.24 | - | 29.66 ± 0.31 | 1.91 ± 0.08 |
| Vanadium Content (wt.%) | Average Length of β-Al5FeSi Phase (μm) | Volume Fraction of β-Al5FeSi Phase (%) | Average Diameter of Si2V Phase (μm) | Volume Fraction of Si2V Phase (%) |
|---|---|---|---|---|
| 0 | 47 ± 6 | 2.48 ± 0.21 | - | - |
| 0.35 | 42 ± 5 | 2.07 ± 0.19 | 15 ± 1 | 0.30 ± 0.02 |
| 0.7 | 35 ± 3 | 1.74 ± 0.16 | 21 ± 2 | 0.68 ± 0.07 |
| 1.05 | 30 ± 2 | 1.44 ± 0.12 | 29 ± 4 | 0.95 ± 0.08 |
| Alloy | Treatment Type | Average Length of β-Al5FeSi Phase (μm) | Average Diameter of Si2V Phase (μm) |
|---|---|---|---|
| A1 | None | 47 ± 6 | - |
| UV | 26 ± 2 | - | |
| ES | 36 ± 3 | - | |
| UV-ES | 20 ± 2 | - | |
| A3 | None | 35 ± 3 | 21 ± 2 |
| UV | 23 ± 2 | 15 ± 1 | |
| ES | 30 ± 3 | 18 ± 2 | |
| UV-ES | 17 ± 1 | 12 ± 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, C.; Chen, H.; Zeng, L.; Wu, S.; Fang, X. Microstructures and Properties of V-Modified A380 Aluminum Alloy Produced by High Pressure Rheo-Squeeze Casting with Compound Field Treatment. Metals 2021, 11, 587. https://doi.org/10.3390/met11040587
Lin C, Chen H, Zeng L, Wu S, Fang X. Microstructures and Properties of V-Modified A380 Aluminum Alloy Produced by High Pressure Rheo-Squeeze Casting with Compound Field Treatment. Metals. 2021; 11(4):587. https://doi.org/10.3390/met11040587
Chicago/Turabian StyleLin, Chong, Hanxin Chen, Li Zeng, Shusen Wu, and Xiaogang Fang. 2021. "Microstructures and Properties of V-Modified A380 Aluminum Alloy Produced by High Pressure Rheo-Squeeze Casting with Compound Field Treatment" Metals 11, no. 4: 587. https://doi.org/10.3390/met11040587