
Analysis of the Deceleration Methods of Fatigue Crack Growth Rates under Mode I Loading Type in Pearlitic Rail Steel

 ,
, 
 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
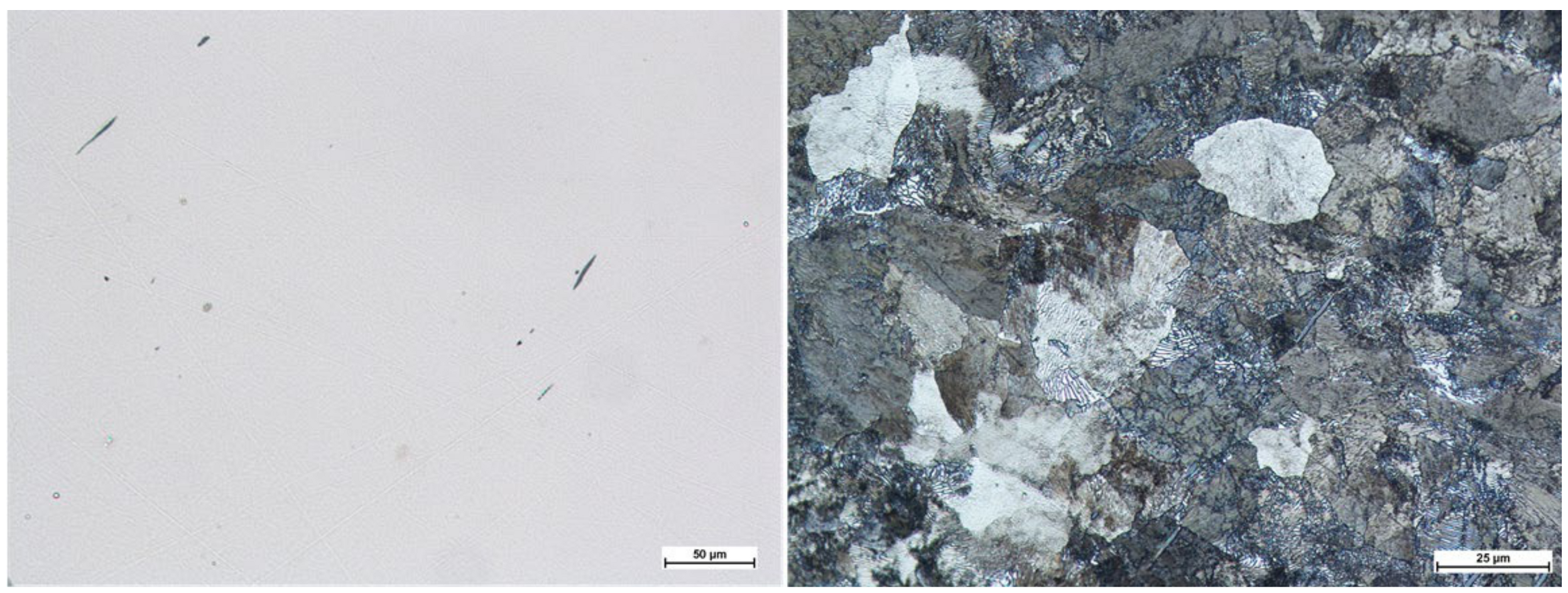
2.1. Materials
- easy to apply,
- good adhesion,
- high strength,
- hardens without shrinkage,
- no primer needed,
- good mechanical resistance.
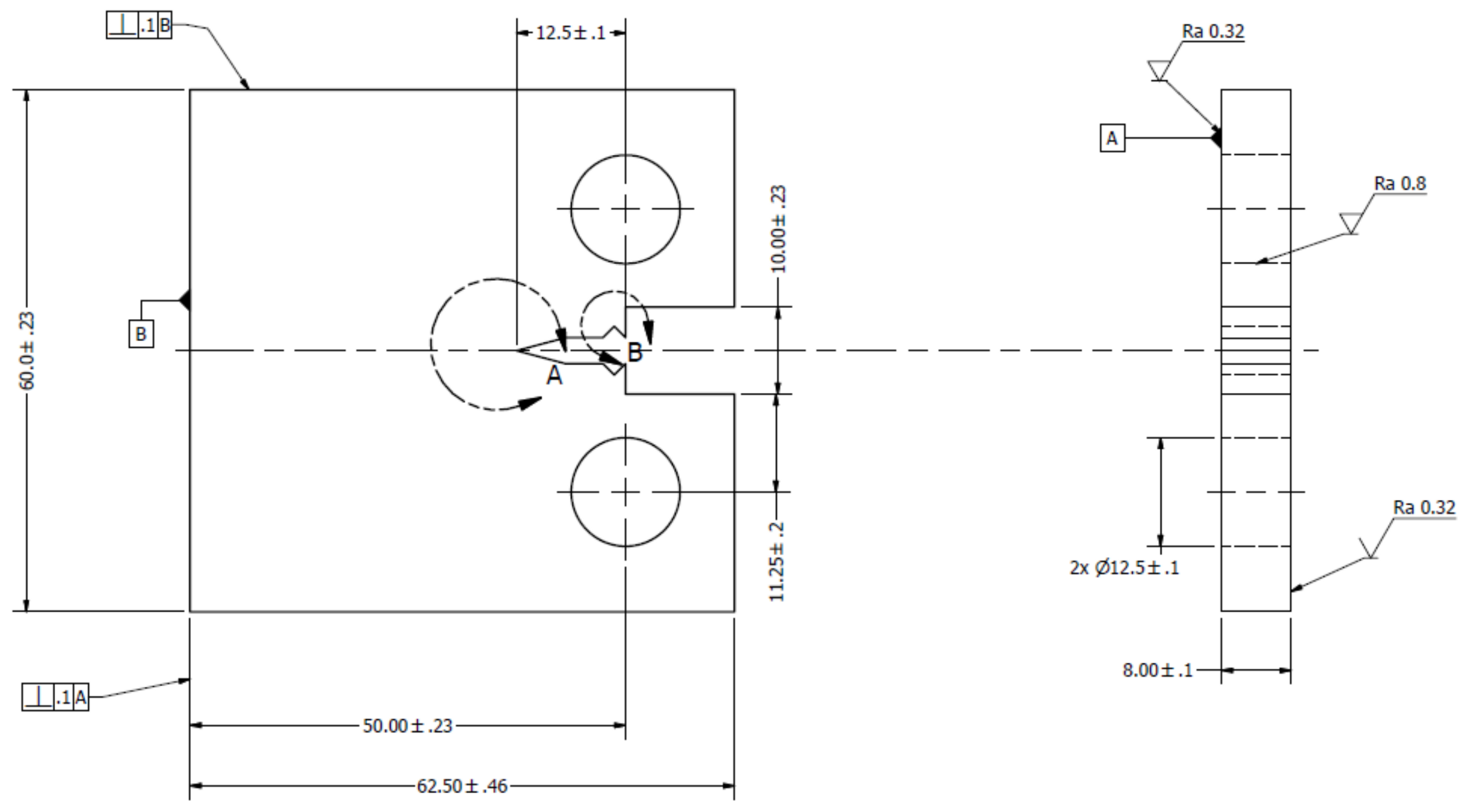
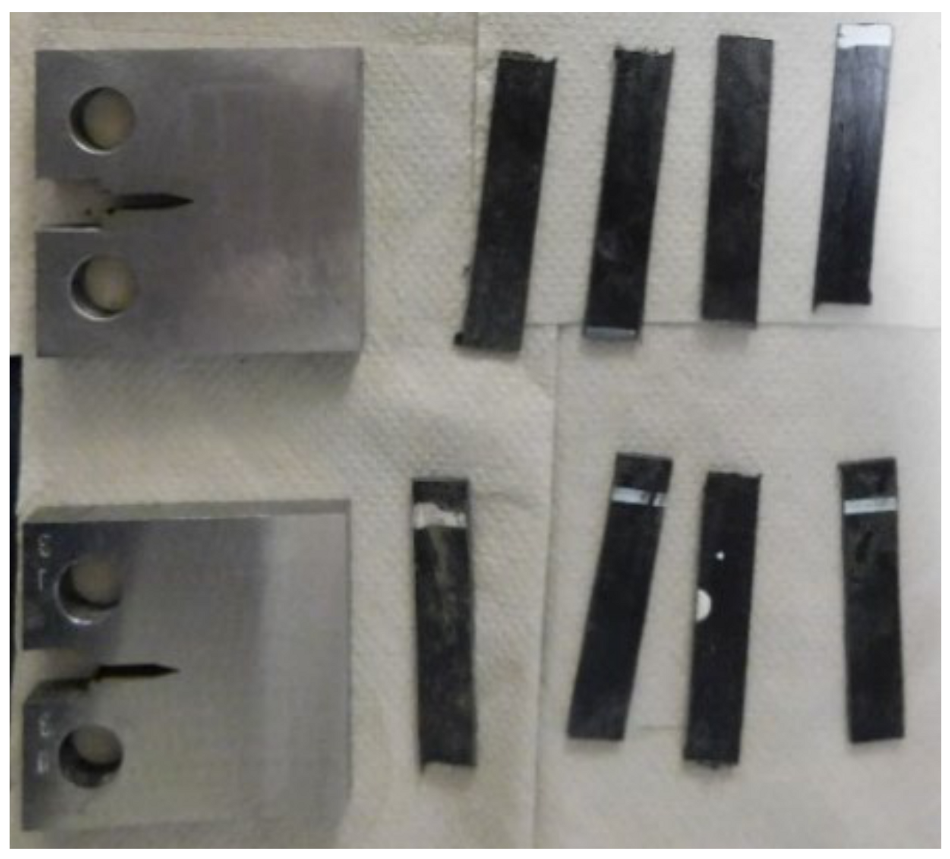
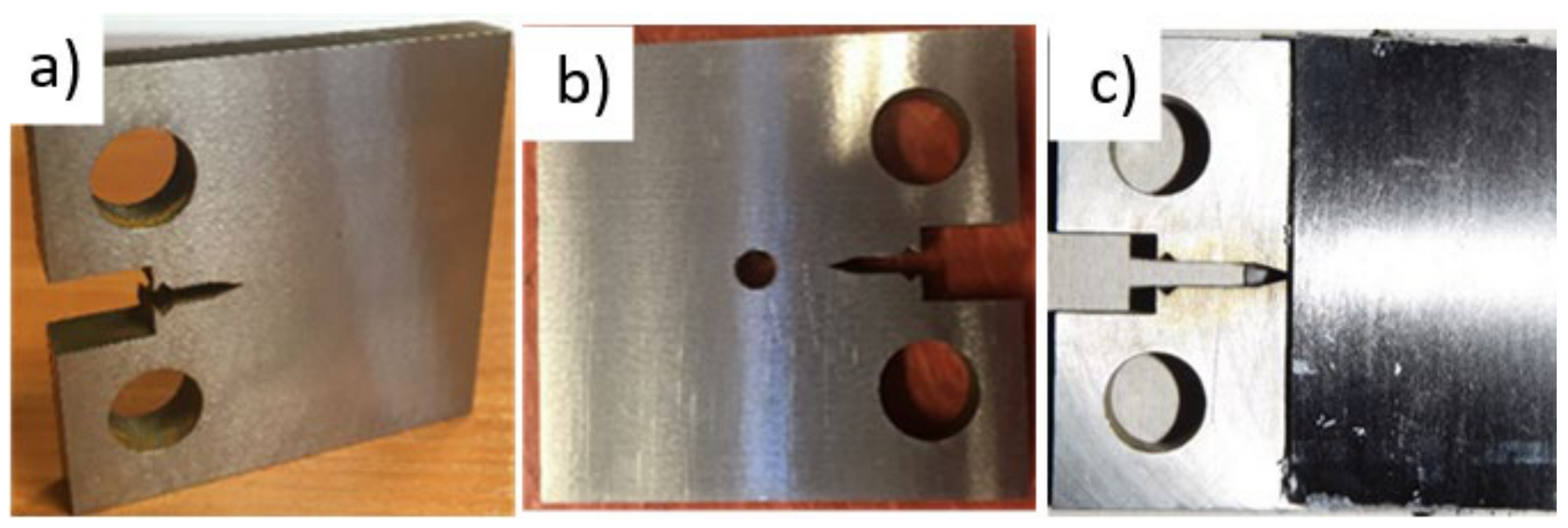
2.2. Methodology
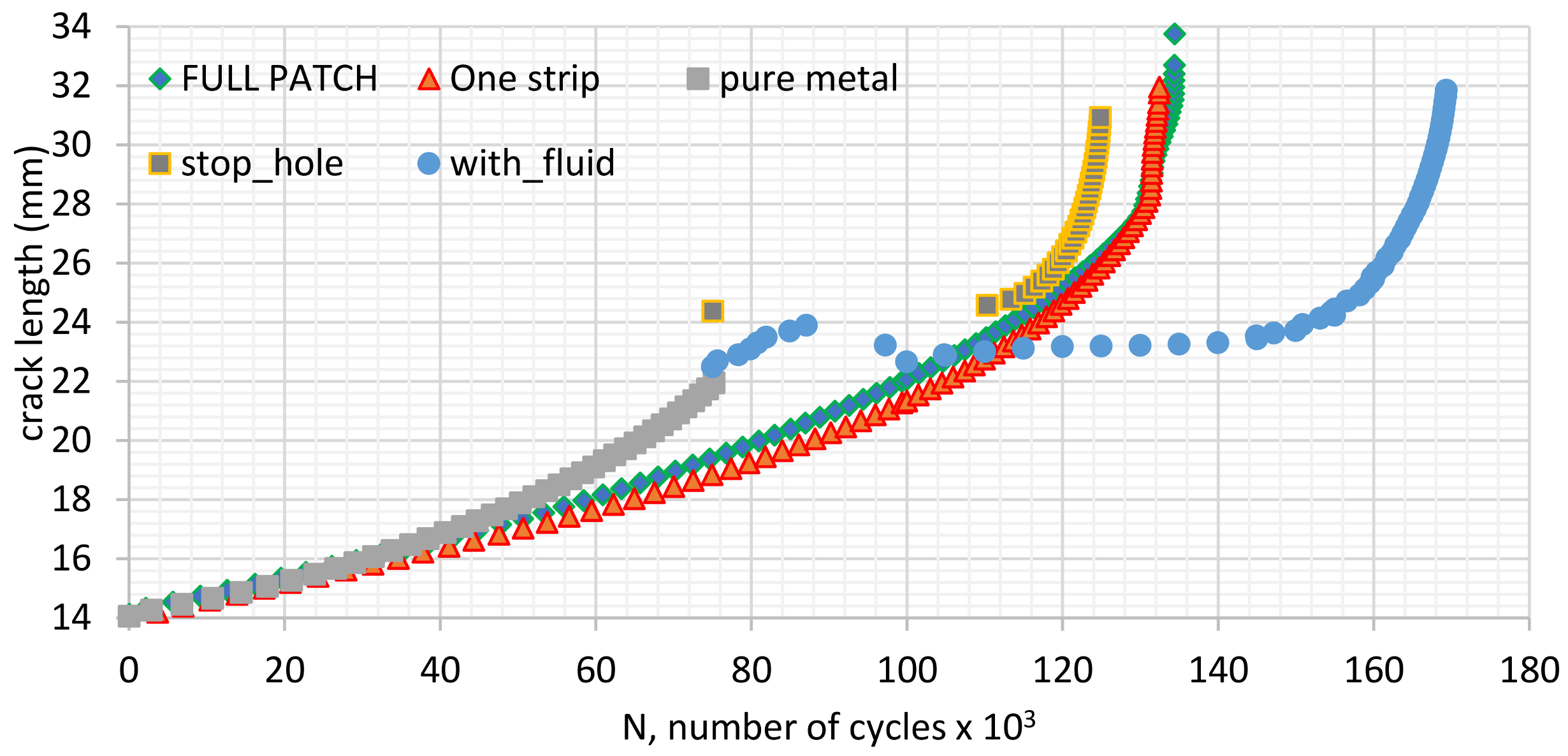
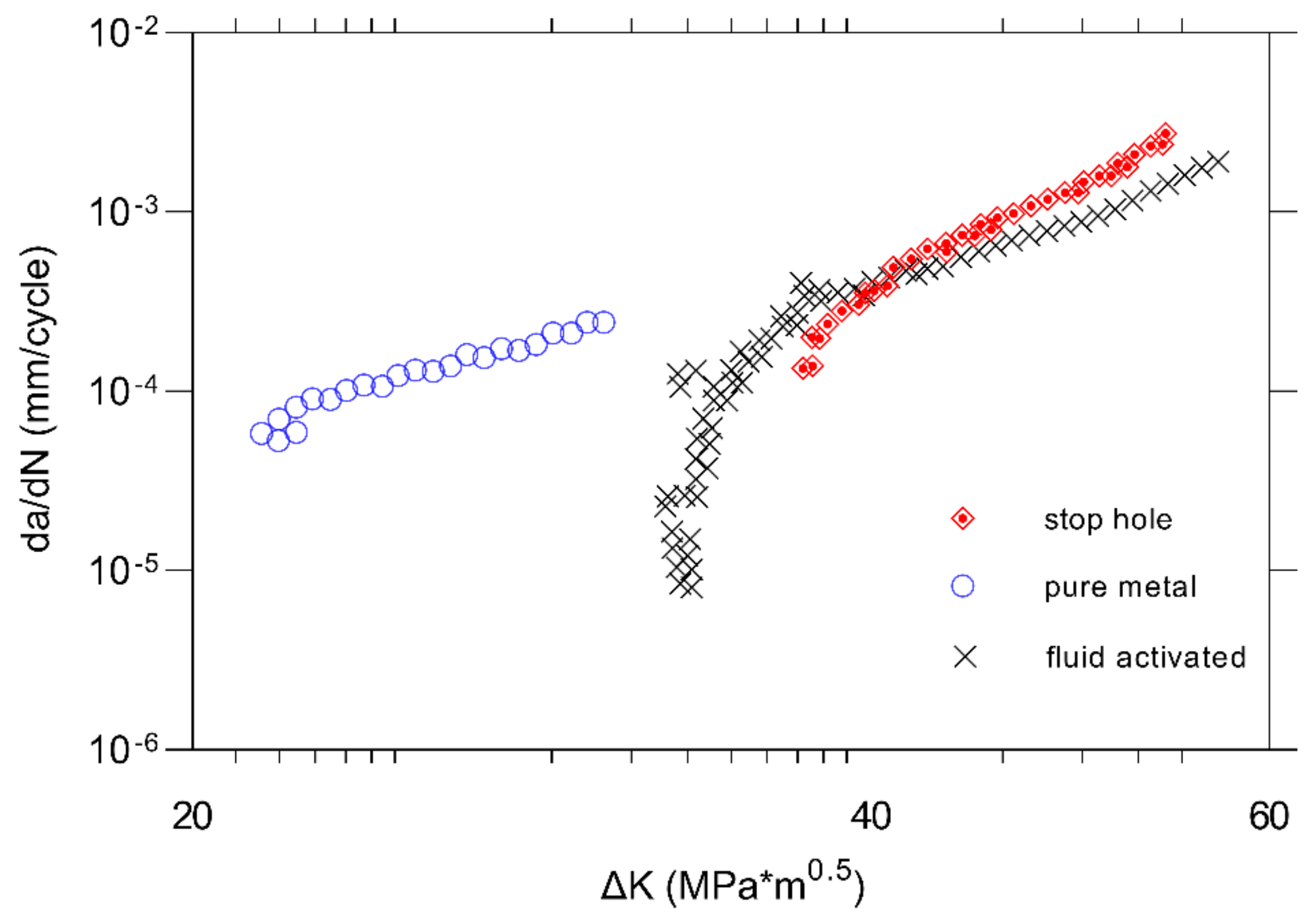
- sample from raw steel material,
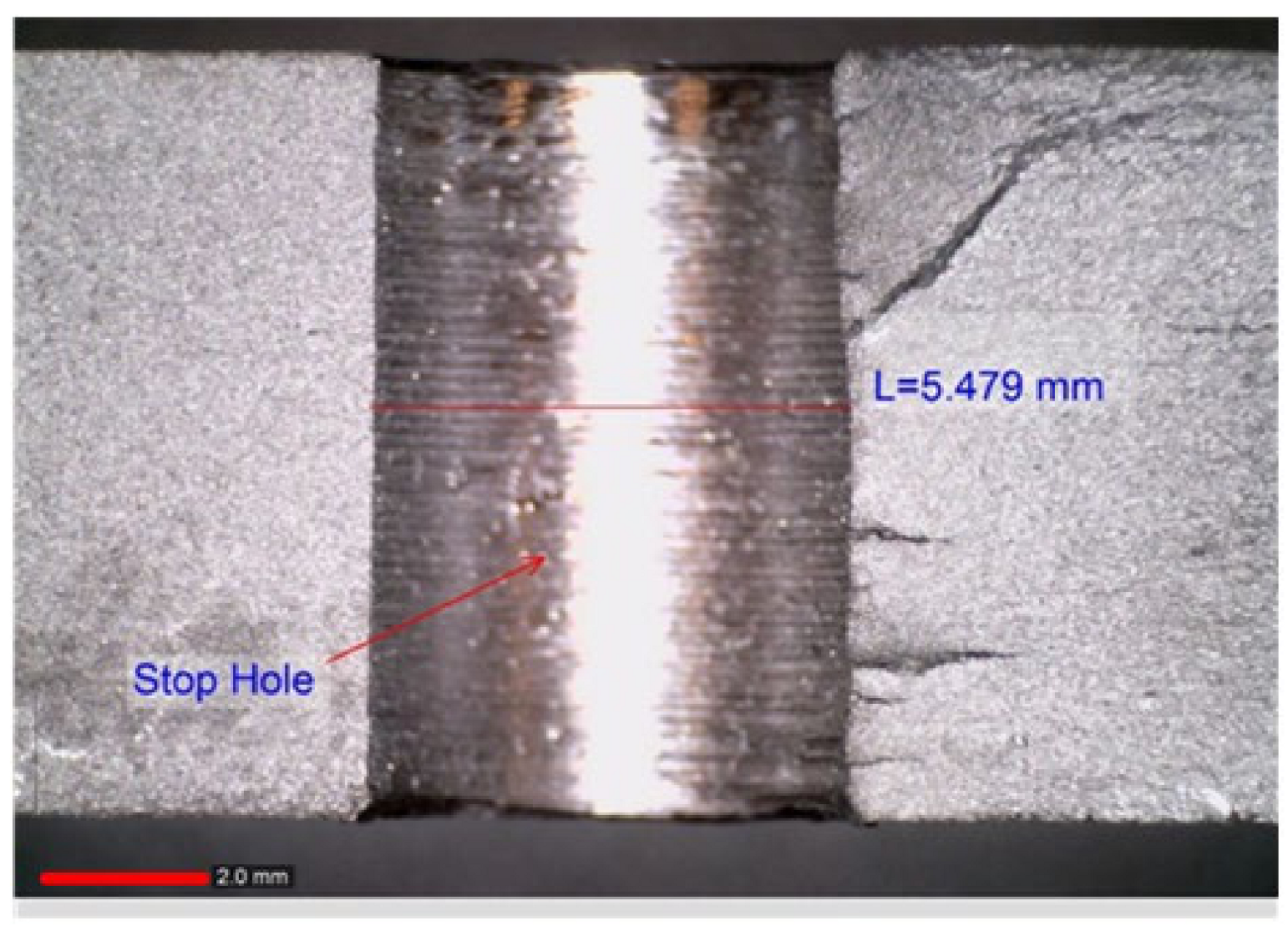
- sample from raw steel material with use of the stop-hole technique,
- sample from raw steel material with a wide CFRP patch (full face),
- sample from a raw steel material with a narrow CFRP patch (strip),
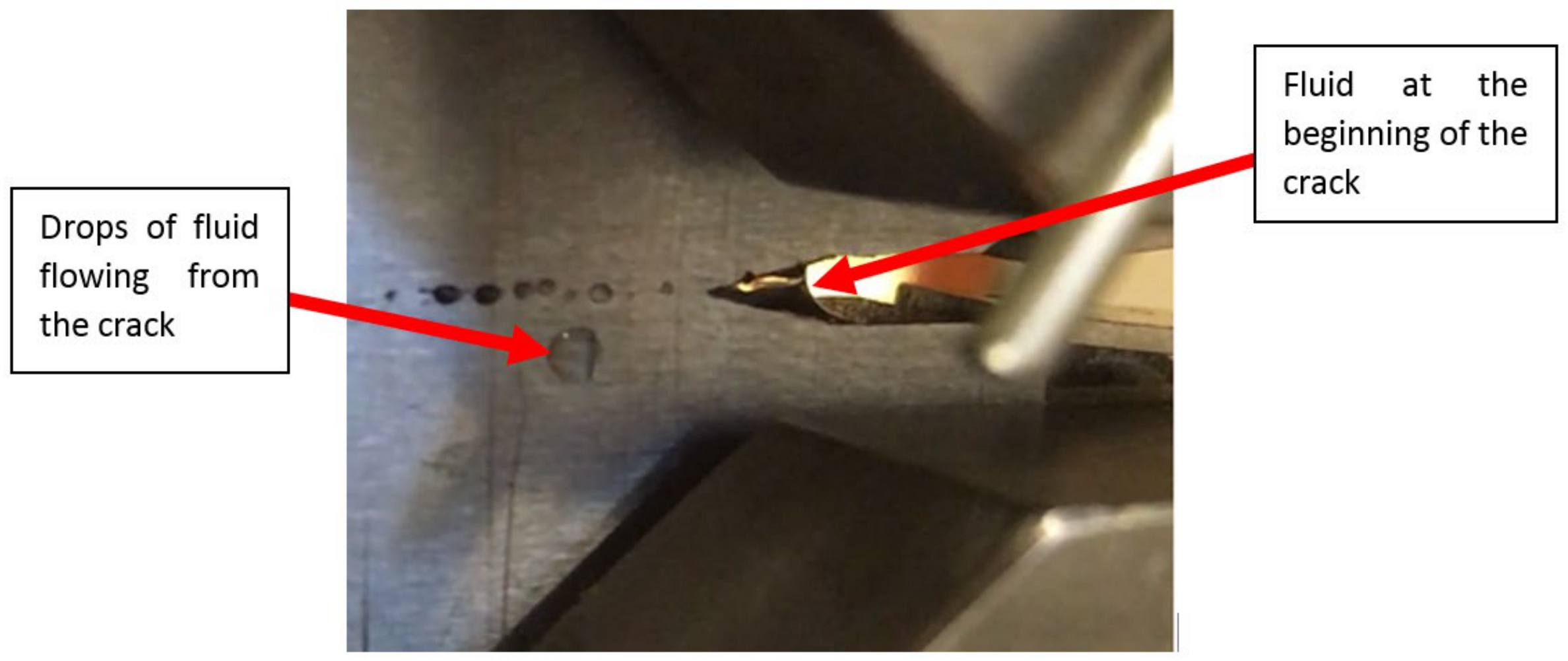
- sample from raw steel material with an application of an “anti-crack growth fluid” [23].
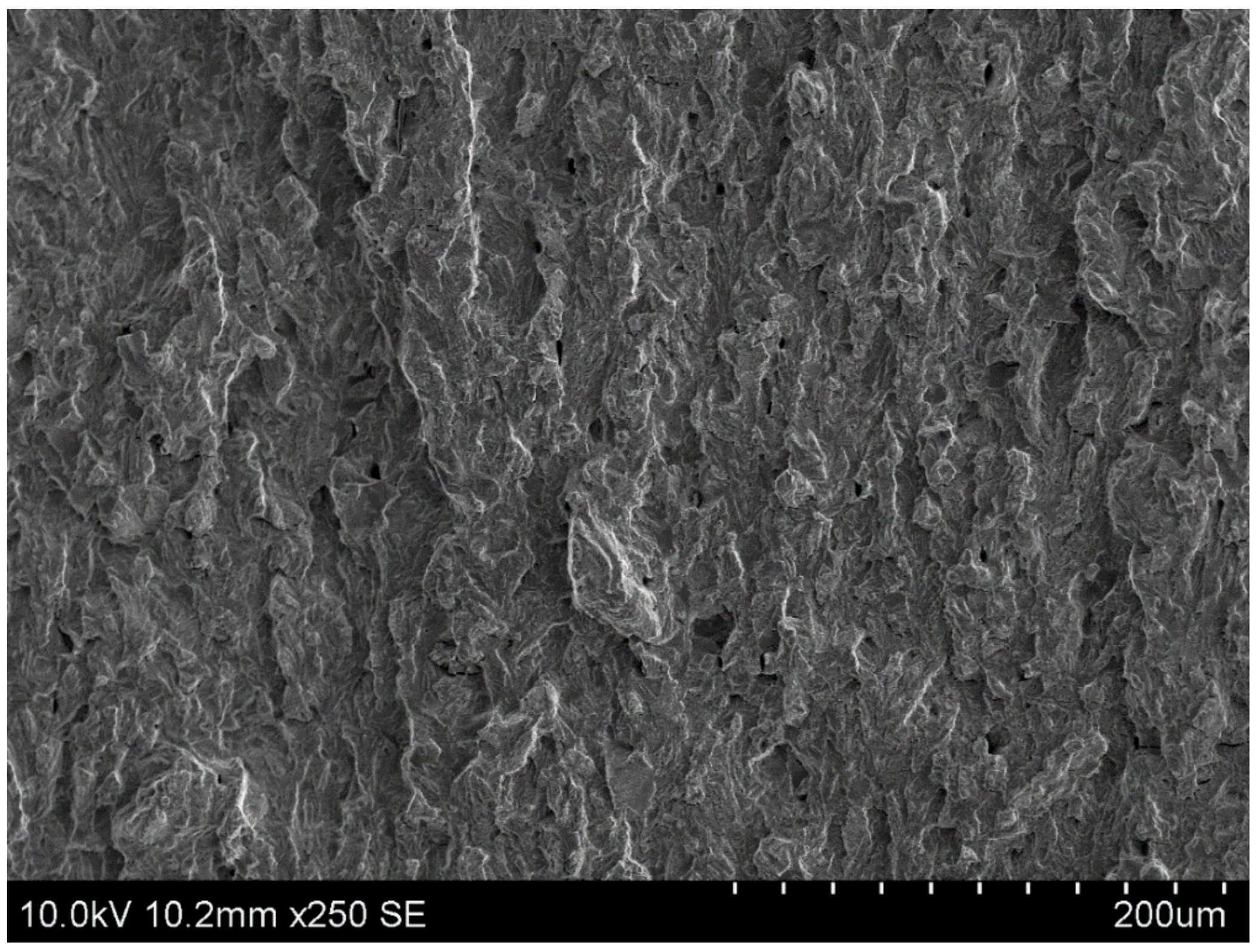
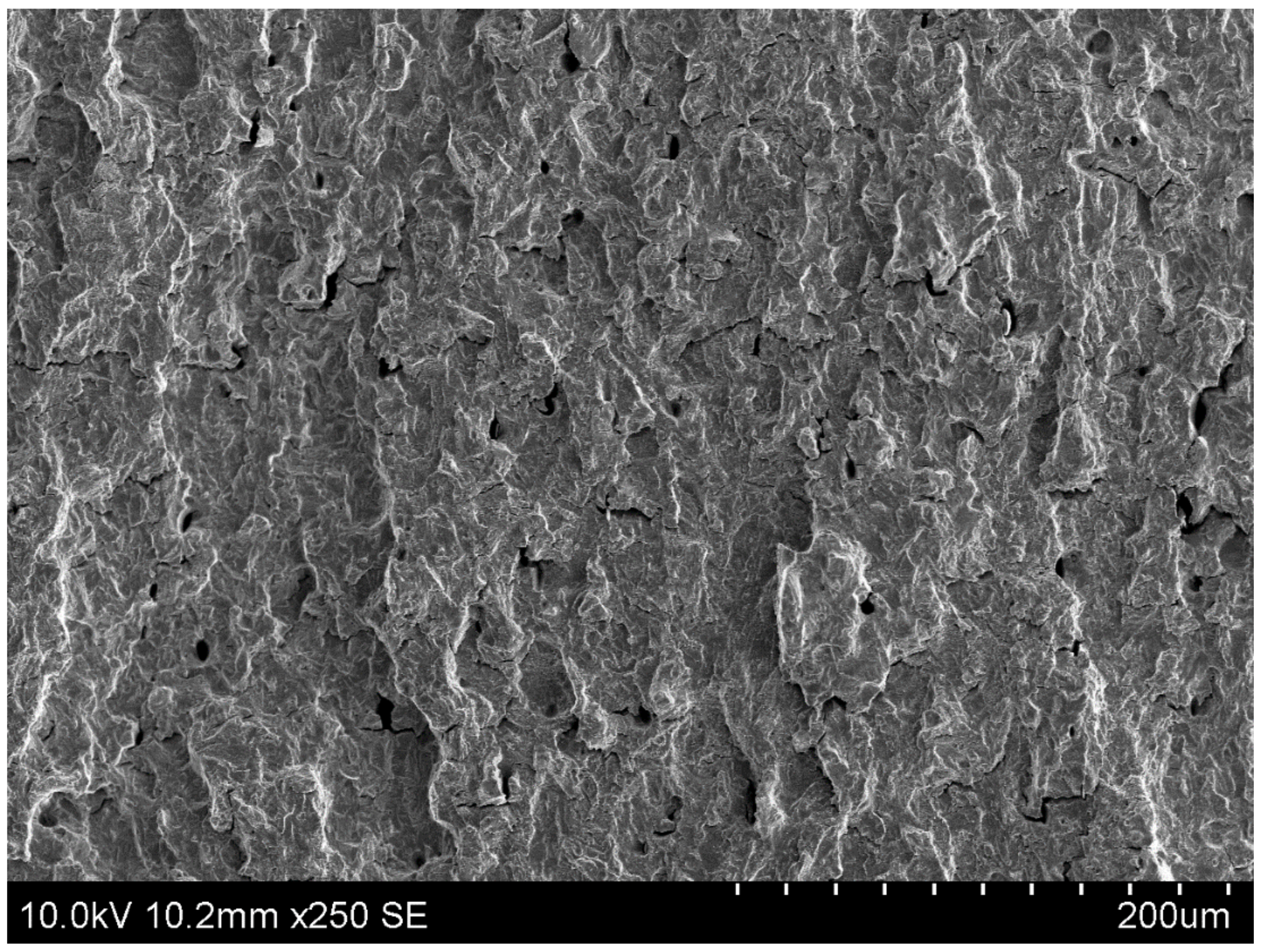
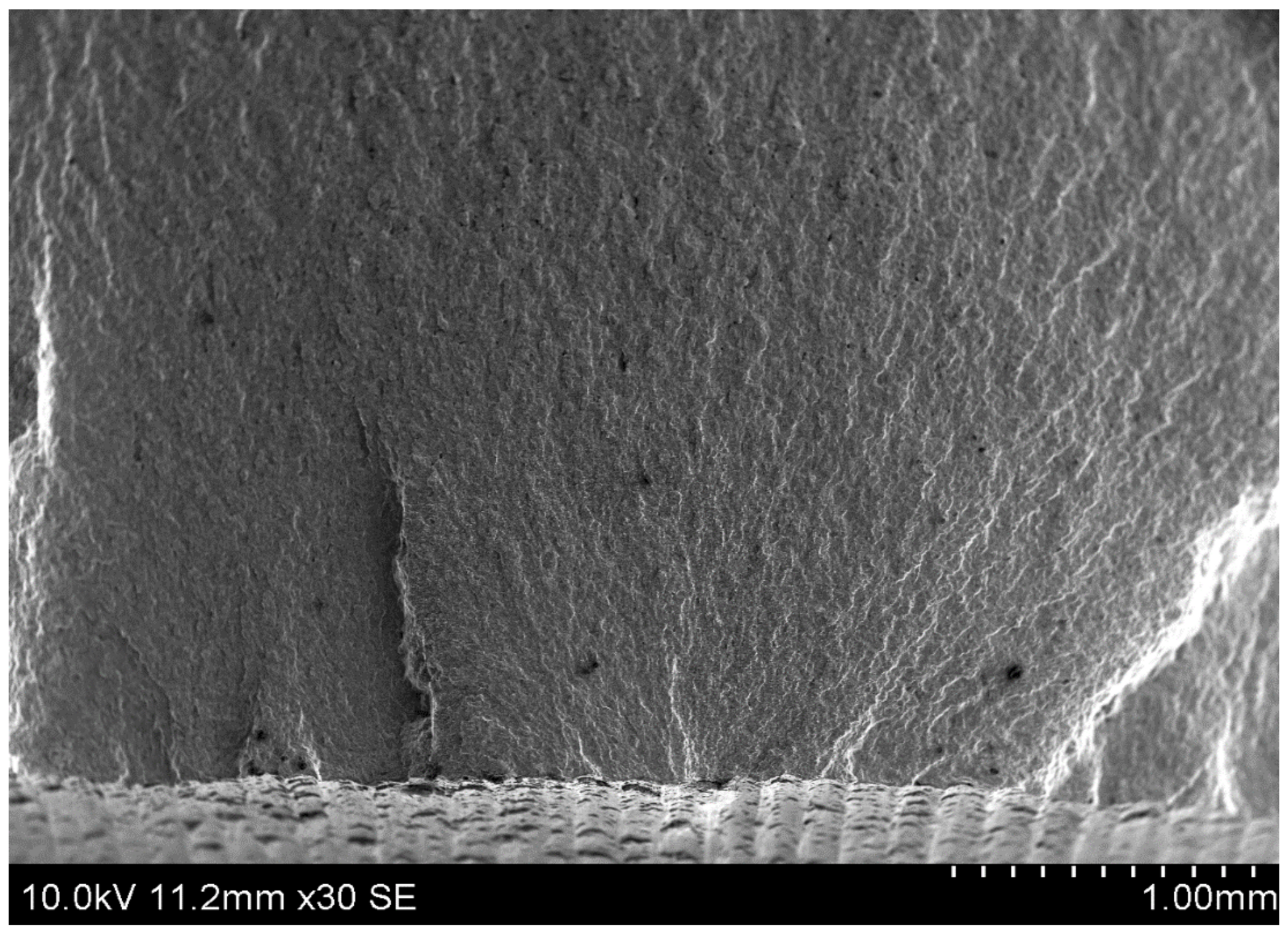
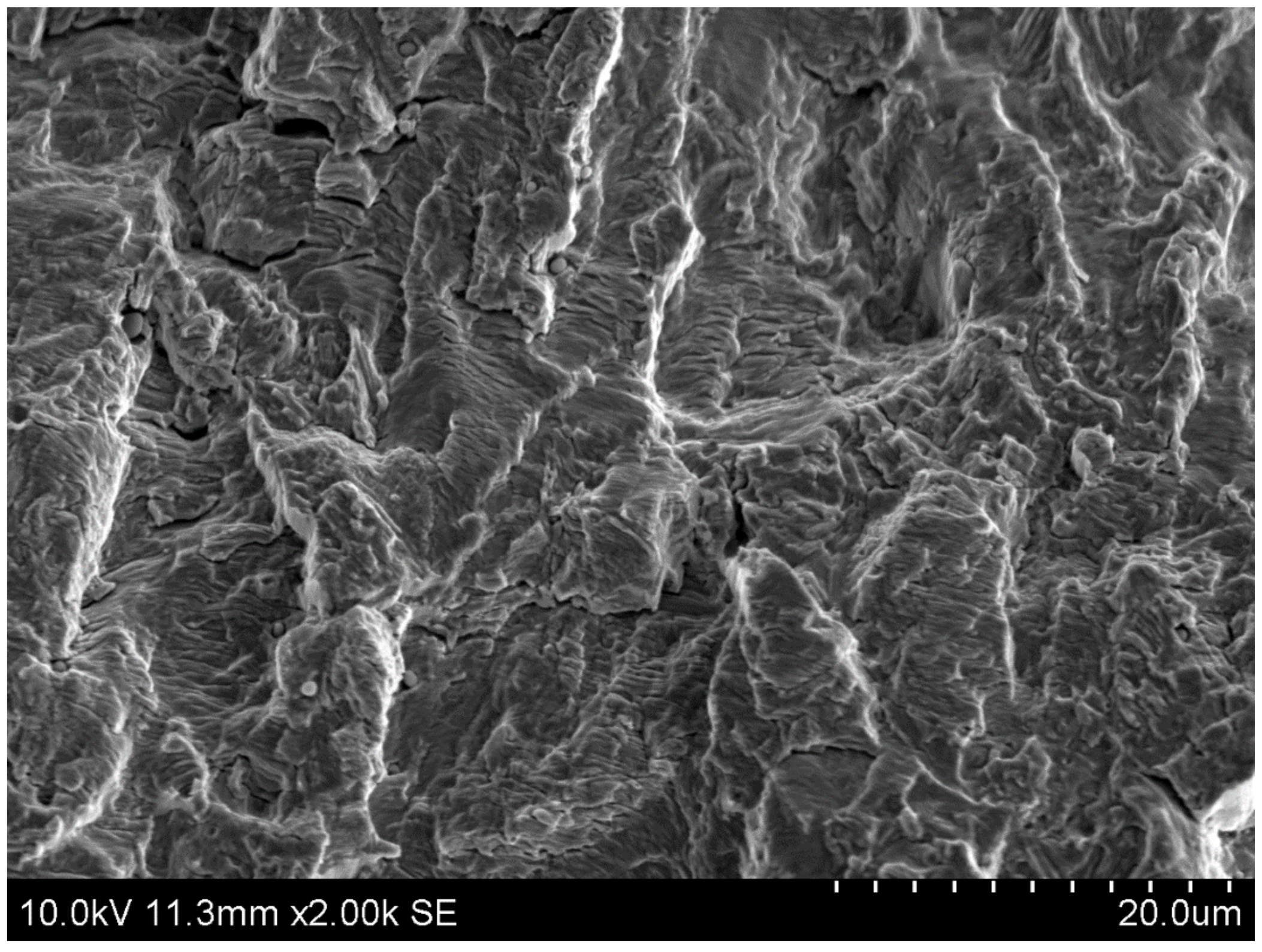
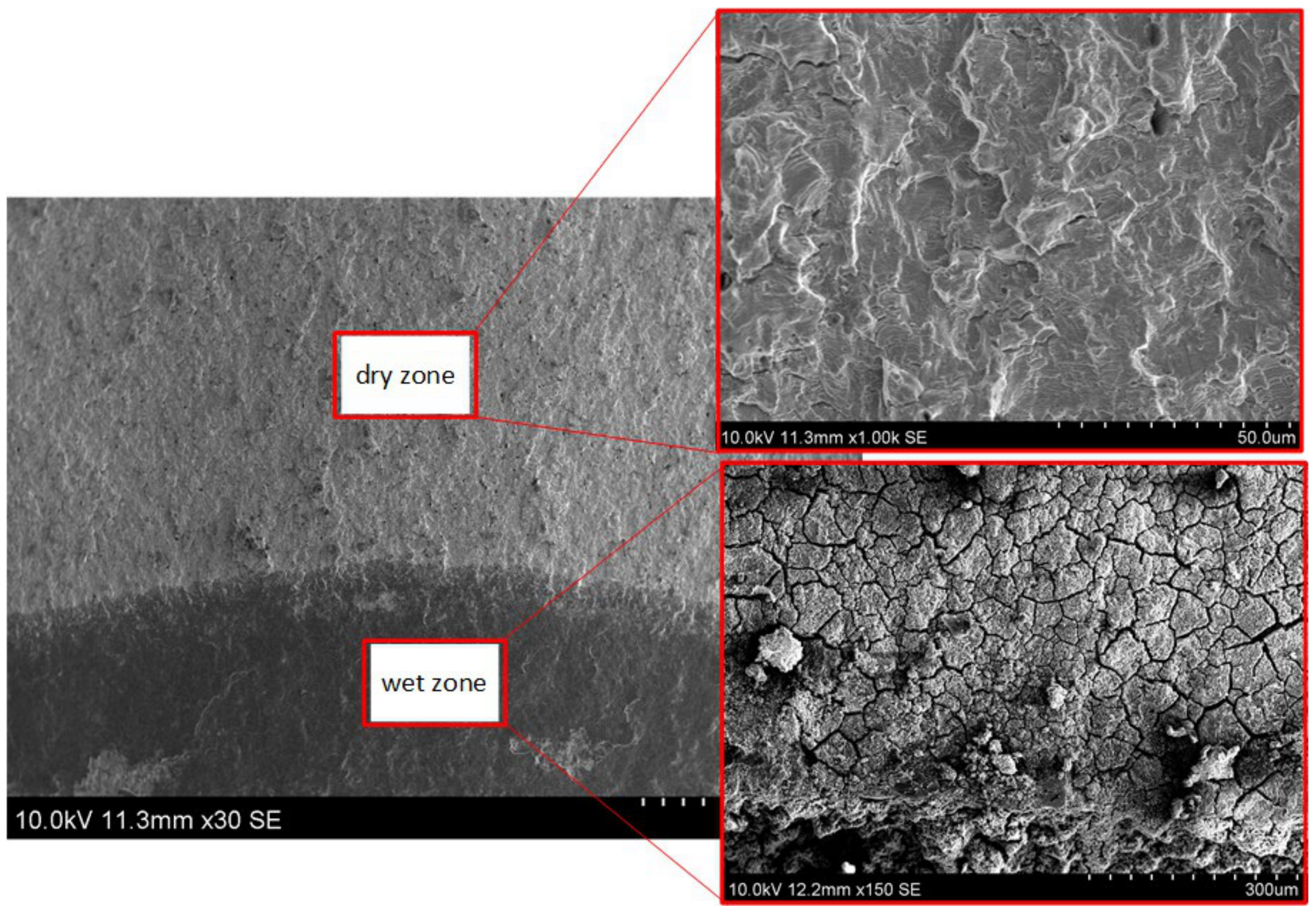
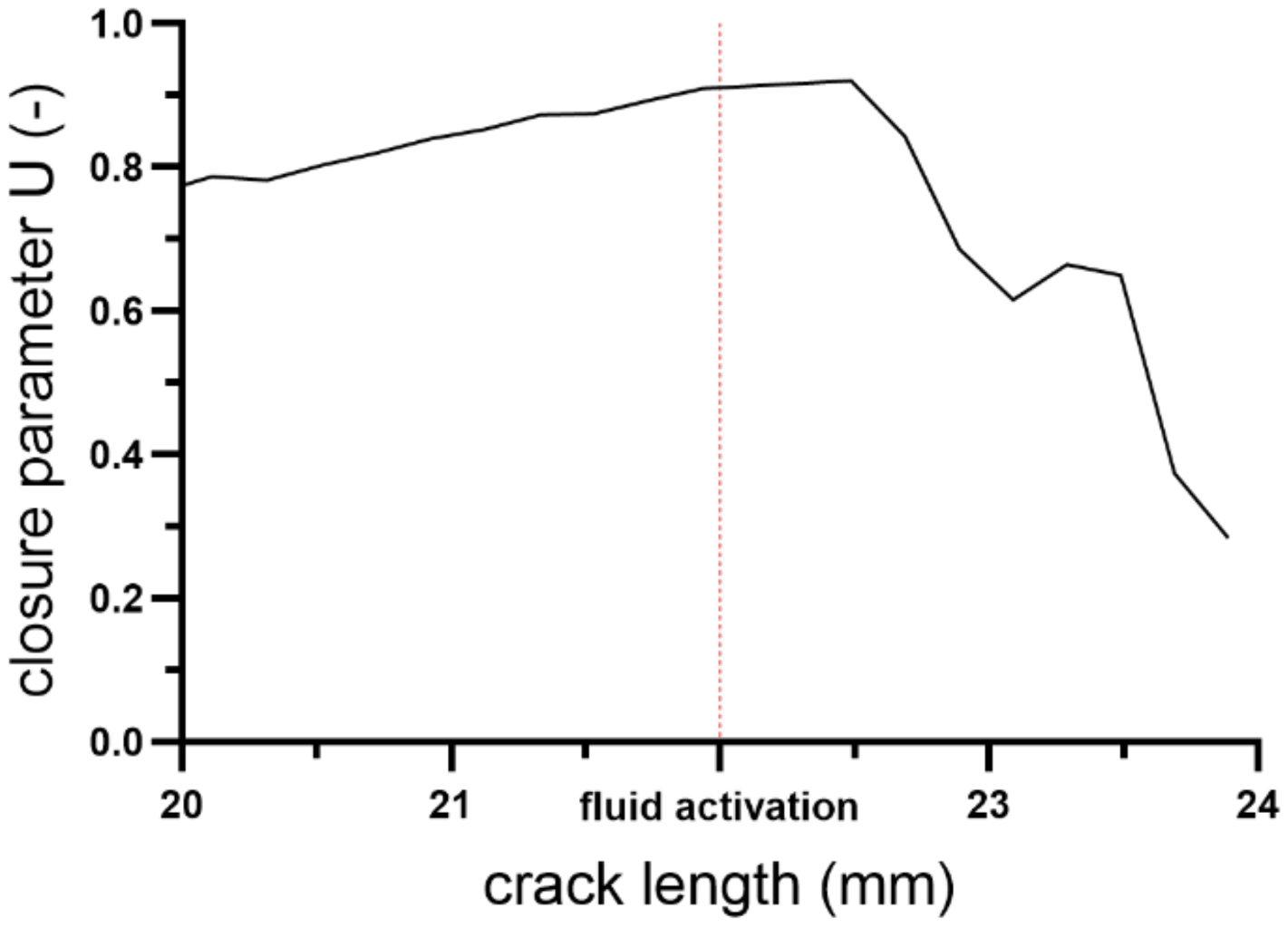
3. Fatigue Crack Growth Results and Fractography
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zerbst, U.; Mädler, K.; Hintze, H. Fracture mechanics in railway applications––An overview. Eng. Fract. Mech. 2005, 72, 163–194. [Google Scholar] [CrossRef]
- Clayton, P. Predicting the wear of rails on curves from laboratory data. Wear 1995, 181, 11–19. [Google Scholar] [CrossRef]
- Clayton, P.; Jin, N. Unlubricated sliding and rolling/sliding wear behavior of continuously cooled, low/medium carbon bainitic steels. Wear 1996, 200, 74–82. [Google Scholar] [CrossRef]
- Muster, H.; Schmedders, H.; Wick, K.; Pradier, H. Rail rolling contact fatigue. The performance of naturally hard and head-hardened rails in track. Wear 1996, 191, 54–64. [Google Scholar] [CrossRef]
- Heyder, R.; Girsch, G. Testing of HSH rails in high-speed tracks to minimize rail damage. Wear 2005, 258, 1014–1021. [Google Scholar] [CrossRef]
- Wetscher, F.; Stock, R.; Pippan, R. Changes in the mechanical properties of a pearlitic steel due to large shear deformation. Mater. Sci. Eng. 2007, 445, 237–243. [Google Scholar] [CrossRef]
- Hassani, A.; Ravaee, R. Characterization of transverse crack and crack growth in a railway rail. Iran. J. Mater. Sci. Eng. 2008, 5, 22–31. [Google Scholar]
- Hohenwarter, A.; Taylor, A.; Stock, R.; Pippan, R. Effect of large shear deformations on the fracture behavior of a fully pearlitic steel. Met. Mater. Trans. A 2011, 42, 1609–1618. [Google Scholar] [CrossRef]
- Lesiuk, G.; Katkowski, M.; Correia, J.; de Jesus, A.M.; Blazejewski, W. Fatigue crack growth rate in CFRP reinforced constructional old steel. Int. J. Struct. Integr. 2018, 9, 381–395. [Google Scholar] [CrossRef]
- Yu, Q.Q.; Wu, Y.F. Fatigue retrofitting of cracked steel beams with CFRP laminates. Compos. Struct. 2018, 192, 232–244. [Google Scholar] [CrossRef]
- Emdad, R.; Al-Mahaidi, R. Effect of prestressed CFRP patches on crack growth of centre-notched steel plates. Compos. Struct. 2015, 123, 109–122. [Google Scholar] [CrossRef]
- Hosseini, A.; Ghafoori, E.; Motavalli, M.; Nussbaumer, A.; Zhao, X.L. Mode I fatigue crack arrest in tensile steel members using prestressed CFRP plates. Compos. Struct. 2017, 178, 119–134. [Google Scholar] [CrossRef]
- Yu, Q.Q.; Gao, R.X.; Gu, X.L.; Zhao, X.L.; Chen, T. Bond behavior of CFRP-steel double-lap joints exposed to marine atmosphere and fatigue loading. Eng. Struct. 2018, 175, 76–85. [Google Scholar] [CrossRef]
- Jin, K.; Chen, K.; Luo, X.; Tao, J. Fatigue crack growth and delamination mechanisms of Ti/CFRP fibre metal laminates at high temperatures. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1115–1125. [Google Scholar] [CrossRef]
- Borrie, D.; Raman, X.L.Z.R.S.; Bai, Y. CFRP strengthened pre-cracked steel plates protected with chemical silane exposed to extreme marine environments. In International Symposium on Fiber Reinforced Polymers for Reinforced Concrete Structures (FRPRCS) the Asia-Pacific conference on fiber reinforced polymers in structures (APFIS); Southeast University: Dhaka, Bangladesh, 2015; pp. 1–6. [Google Scholar]
- Razavi, S.M.J.; Ayatollahi, M.R.; Sommitsch, C.; Moser, C. Retardation of fatigue crack growth in high strength steel S690 using a modified stop-hole technique. Eng. Fract. Mech. 2017, 169, 226–237. [Google Scholar] [CrossRef]
- Ayatollahi, M.R.; Razavi, S.M.J.; Chamani, H.R. Fatigue life extension by crack repair using stop-hole technique under pure mode-I and pure mode-II loading conditions. Procedia Eng. 2014, 74, 18–21. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Imad, A.; Benseddiq, N.; de Castro, J.T.P.; Meggiolaro, M.A. On the prediction of the residual fatigue life of cracked structures repaired by the stop-hole method. Int. J. Fatigue 2010, 32, 670–677. [Google Scholar] [CrossRef]
- Khaburskyi, Y.; Slobodyan, Z.; Hredil, M.; Nykyforchyn, H. Effective method for fatigue crack arrest in structural steels based on artificial creation of crack closure effect. Int. J. Fatigue 2019, 127, 217–221. [Google Scholar] [CrossRef]
- Borrego, L.P.; Ferreira, J.M.; Da Cruz, J.P.; Costa, J.M. Evaluation of overload effects on fatigue crack growth and closure. Eng. Fract. Mech. 2003, 70, 1379–1397. [Google Scholar] [CrossRef] [Green Version]
- Maierhofer, J.; Simunek, D.; Gänser, H.P.; Pippan, R. Oxide induced crack closure in the near threshold regime: The effect of oxide debris release. Int. J. Fatigue 2018, 117, 21–26. [Google Scholar] [CrossRef]
- Elber, W. Fatigue crack closure under cyclic tension. Eng. Fract. Mech. 1970, 2, 37–45. [Google Scholar]
- Nykyforchyn, H.; Pustovyi, V.; Slobodyan, Z.; Khaburskyi, Y.; Barna, R.; Zvirko, O.; Kret, N. The Method of Fatigue Crack Growth Arrest. Patent of Ukraine No.128514, 15 September 2018. (In Ukrainian). [Google Scholar]
- Lesiuk, G.; Smolnicki, M.; Mech, R.; Zięty, A.; Fragassa, C. Analysis of fatigue crack growth under mixed mode (I+ II) loading conditions in rail steel using CTS specimen. Eng. Fail. Anal. 2020, 109, 104354. [Google Scholar] [CrossRef]
- Lesiuk, G.; Pedrosa, B.A.; Zięty, A.; Błażejewski, W.; Correia, J.A.; De Jesus, A.M.; Fragassa, C. Minimal invasive diagnostic capabilities and effectiveness of CFRP-Patches repairs in long-term operated metals. Metals 2020, 10, 984. [Google Scholar] [CrossRef]
- Lesiuk, G.; Szata, M.; Correia, J.A.; De Jesus, A.M.P.; Berto, F. Kinetics of fatigue crack growth and crack closure effect in long term operating steel manufactured at the turn of the 19th and 20th centuries. Eng. Fract. Mech. 2017, 185, 160–174. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (in % by Weight) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Element | C | Mn | Si | P | S | Cr | Ni | Mo | Fe |
| rail steel | 0.721 | 0.873 | 0.256 | 0.012 | 0.005 | 0.053 | 0.032 | 0.011 | bal. |
| Mechanical Properties of the Rail Steel Samples | ||||
|---|---|---|---|---|
| property | Tensile strength (MPa) | Yield strength (MPa) | Elongation (%) | Hardness (HV) |
| rail steel | 998 | 481 | 14.5 | 258 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lesiuk, G.; Nykyforchyn, H.; Zvirko, O.; Mech, R.; Babiarczuk, B.; Duda, S.; Maria De Arrabida Farelo, J.; Correia, J.A.F.O. Analysis of the Deceleration Methods of Fatigue Crack Growth Rates under Mode I Loading Type in Pearlitic Rail Steel. Metals 2021, 11, 584. https://doi.org/10.3390/met11040584
Lesiuk G, Nykyforchyn H, Zvirko O, Mech R, Babiarczuk B, Duda S, Maria De Arrabida Farelo J, Correia JAFO. Analysis of the Deceleration Methods of Fatigue Crack Growth Rates under Mode I Loading Type in Pearlitic Rail Steel. Metals. 2021; 11(4):584. https://doi.org/10.3390/met11040584
Chicago/Turabian StyleLesiuk, Grzegorz, Hryhoriy Nykyforchyn, Olha Zvirko, Rafał Mech, Bartosz Babiarczuk, Szymon Duda, Joao Maria De Arrabida Farelo, and Jose A.F.O. Correia. 2021. "Analysis of the Deceleration Methods of Fatigue Crack Growth Rates under Mode I Loading Type in Pearlitic Rail Steel" Metals 11, no. 4: 584. https://doi.org/10.3390/met11040584