
Abstract
Traditionally, a machine tool is regarded as a rigid-multi body system, and it is studied by integrated geometric error modeling. Considering a three axis-machine, this study introduced the ratio and effects of the geometric errors on the surface figure error. First, based on synchronous iteration location, a surface matching model was employed to assess the coordinate measurement result. Subsequently, considering all the geometric error functions having the same parameters, the effect ratio and the surface figure error of a single geometric error were obtained. Concurrently, based on the effect ratio and surface figure error results, the main geometric errors were obtained, such as EZX, EZY, EAX, and COY. Moreover, the proposed method and the main errors were experimentally verified. By compensating the main errors, the sphere accuracy was improved by 53.4% and the flat accuracy by 70.0%. Additionally, the method proposed in this paper could be utilized to detect the surface figure error.

























Similar content being viewed by others


References
Ramesh, R., Mannan, M. A., & Poo, A. N. (2000). Error compensation in machine tools-a review. Part I: Geometric, cutting-force induced and fixture-dependent error. International Journal of Machine Tools & Manufacture, 40(9), 1235–1256.
Ramesh, R. (2000). Error compensation in machine tools-a review. Part II: Thermal errors. International Journal Of Machine Tools & Manufacture, 40(5), 45–62.
Donmez, A., Liu, C. R., Barash, M., et al. (1982). Statistical analysis of positioning error of a CNC milling machine. Journal of Manufacturing Systems, 1(1), 33–41.
Wang, S. M., Lin, J. J., Ye, Z. Z., et al. (2014). A micro cutter auto-alignment system with on-machine positioning error measurement and compensation methods. International Journal of Precision Engineering & Manufacturing, 15(1), 177–182.
Wang, Z., Chen, Y., et al. (2017). Effect of working position on vertical motion straightness of open hydrostatic guideways in grinding machine. Chinese Journal of Mechanical Engineering, 1(1), 12–29.
Zha, J., Xue, F., & Chen, Y. (2017). Straightness error modeling and compensation for gantry type open hydrostatic guideways in grinding machine. International Journal of Machine Tools & Manufacture, 112, 1–6.
Tao, L., Xiaoqiang, P., Meng, G., Guipeng, T., Chaoliang, G., Junfeng, L., & Aihua, C. (2019). Design and manufacture of high accurate aerostatic guideway with glass material. International Journal of Precision Engineering and Manufacturing., 20(6), 949–962.
Tao, L., Xiaoqiang, P., Junfeng, L., Chaoliang, G., Xiaogang, C., Guipeng, T., & Meng, G. (2019). Design optimization of high-precision aerostatic equipment based on orifice restriction. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science., 233(10), 3459–3474.
Yin, Z. Q., & Li, S. Y. (2006). High accuracy error separation technique for on-machine measuring straightness. Precision Engineering, 30(2), 192–200.
Yin, Z. Q., & Li, S. Y. (2005). Exact straightness reconstruction for on-machine measuring precision artifact. Precision Engineering, 29(4), 456–466.
Wang, F. F., & He, W. M. (2014). Online measurement experiment and data analysis of the slideway straightness motion error for CMM. Applied Mechanics and Materials, 529, 329–333.
Huang, L. L., & Huang, F. G. (2012). Characteristics identification of straightness error on error separation technique. Applied Mechanics and Materials, 268–270, 1410–1415.
Fung, E. H. K., & Yang, S. M. (2000). An error separation technique for measuring straightness motion error of a linear slide. Measurement Science and Technology, 11(10), 1515–1521.
Han L, Zhang, D. W., Cui, L. Y. (2011). A novel method for roll error measurement of a linear worktable of a machine tool. In Materials Science Forum (pp. 301–304).
Shimizu, Y., Kataoka, S., & Gao, W. (2018). High resolution clinometers for measurement of roll error motion of a precision linear slide. Chinese Journal of Mechanical Engineering, 31(1), 1–9.
Fan, K. C., Wang, T. H., Lin, S. Y., et al. (2011). Design of a dual-axis optoelectronic level for precision angle measurements. Measurement Science and Technology, 22(5), 055302.
Venkateswara, K., Hagedorn, C. A., Turner, M. D., et al. (2014). A high-precision mechanical absolute-rotation sensor. The Review of Scientific Instruments, 85(1), 015005.
Alves, F. S., Dias, R. A., Cabral, J. M., et al. (2014). High-resolution MEMS inclinometer based on pull-in voltage. Journal of Microelectromechanical Systems, 1(1), 456–487.
Shimizu, Y., Kataoka, S., Ishikawa, T., et al. (2018). A liquid-surface-based three-axis inclination sensor for measurement of stage tilt motions. Sensors, 18(2), 2879–2891.
Qi, J., Wang, Z., Huang, J., Gao, J., et al. (2018). Resolution-enhanced heterodyne laser interferometer with differential configuration for roll angle measurement. Optics Express, 26(8), 9634–9644.
Qi, J., Wang, Z., Huang, J., Wang, Q., Gao, J., et al. (2019). Heterodyne interferometer with two parallel-polarized input beams for high-resolution roll angle measurement. Optics Express, 27(10), 13820–13830.
Shi, K., Junhong, Su., Hou, W., et al. (2018). Roll angle measurement system based on differential plane mirror interferometer. Optics Express, 26(16), 19826–19834.
Tan, S. L., Shimizu, Y., Meguro, T., et al. (2015). Design of a laser autocollimator-based optical sensor with a rangefinder for error correction of precision slide guideways. International Journal of Precision Engineering and Manufacturing, 16(3), 423–431.
Zhang, Y., & Zhang, L. (2017). Analysis of the identification principle of yaw error of five-axis machine tool rotary table in the virtue error sensitive direction based on the machining test In IOP conference series: Materials science and engineering (Vol. 281, p. 012054). IOP Publishing.
Guo, S., Jiang, G., Zhang, D., et al. (2017). Position-independent geometric error identification and global sensitivity analysis for the rotary axes of five-axis machine tools. Measurement Science and Technology, 28(4), 045006.
Zhou, Q., Anlagan, O., & Eman, K. (1986). A new method for measuring and compensating pitch error in the manufacturing of lead screws. International Journal of Machine Tool Design & Research, 26(4), 359–367.
Sheng, L. F., Qun, L. L., Zheng, L. Z., et al. (2002). Pitch error compensation of CNC machine controlled by closed-loop. Journal of Luoyang Institute of Technology, 12(3), 10–17.
Xiang, S. (2018). Geometric error analysis and compensation for multi-axis spiral bevel gears milling machine. Mechanism and Machine Theory, 2017(121), 59–74.
Lai, T., Peng, X., Tie, G., et al. (2017). High accurate squareness measurement squareness method for ultra-precision machine based on error separation. Precision Engineering, 49, 15–23.
Tao, L., Xiaoqiang, P., Junfeng, L., Guipeng, T., & Meng, G. (2019). High accurate measurement and calibration of the squareness on ultra-precision machine based on error separation. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture., 233(2), 600–609.
Tang, H., Duan, J. A., & Zhao, Q. (2017). A systematic approach on analyzing the relationship between straightness & angular errors and guideway surface in precise linear stage. International Journal of Machine Tools and Manufacture, 120, 12–19.
Ekinci, T. O., & Mayer, J. R. R. (2007). Relationships between straightness and angular kinematic errors in machines. International Journal of Machine Tools and Manufacture, 47(12–13), 1997–2004.
Ruijl, T. (2001). Ultra-precision coordinate measuring machine. Ph.D. thesis TU Delft (pp. 107–120).
Zhu, S., Ding, G., Qin, S., et al. (2012). Integrated geometric error modeling, identification and compensation of CNC machine tools. International Journal of Machine Tools & Manufacture, 52(1), 24–29.
Raksiri, C., & Parnichkun, M. (2004). Geometric and force errors compensation in a 3-axis CNC milling machine. International Journal of Machine Tools and Manufacture, 44(12–13), 1283–1291.
Kwintarini, W., Wibowo, A., & Martawirya, Y. Y. (2016). Mathematical approach for geometric error modeling of three axis CNC vertical milling machine. Applied Mechanics and Materials, 842, 303–310.
Hongfei, T., Ran, C., & Jianping, X. (2020). Prioritization analysis and compensation of geometric errors for ultra-precision lathe based on the random forest methodology. Precision Engineering, 61, 23–40.
Huang, P. S., & Ni, J. (1995). On-line error compensation of coordinate measuring machines. International Journal of Machine Tools & Manufacture, 35(5), 725–738.
Guoxiong, Z. (1997). Coordinate measuring machine (pp. 354–362). Tianjin: Tianjin University Press.
Peng, X., Yang, C., Hao, H., et al. (2017). Measurement and algorithm for localization of aspheric lens in magnetorheological finishing. International Journal of Advanced Manufacturing Technology, 88(9–12), 1–9.
Murray, R. M., Li, Z. X., & Sastry, S. S. (1994). A mathematical introduction to robotic manipulation (4th ed., pp. 14–79). Boca Raton: CRC.
Acknowledgements
This work is financially supported by the National Key Research and Development Program of China (2019YF0708903), Science Challenge Project of China (Grant No.TZ2018006-0101-01), Key Research and Development Plan (2016YFB1102304). With the help of Dr. Chen Xiyuan, some vital problem with this work was solved.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
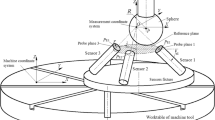
For a three-axis machine, four relative moving parts and four coordinate frames are built, as shown in Fig. 1. At the initial position, the four origins were coincident. To obtain Perror (x’, y’, z’), first, the position of the stylus tip, P, in coordinate frame O3X3Y3Z3 is given by.
Subsequently, there were two steps to obtain the position of stylus tip P in the coordinate frame, O2X2Y2Z2. In the first step, the three axes of O3X3Y3Z3 were rotated parallel to the axes of O2X2Y2Z2, and the second step was that origin O3 moved to coincide with origin O2. Therefore, the position of P in the coordinate frame, O2X2Y2Z2, was successively.
where matrix \({\mathrm{O}}_{2}{\mathrm{O}}_{3}\) \({\mathrm{O}}_{2}{\mathrm{O}}_{3}\) O2O3 is the linear movement matrix along the Z axis, and matrix R(z)\(\mathrm{R}(\mathrm{z})\) \(\mathrm{R}(\mathrm{z})\) is the rotation matrix.
Similarly, to obtain the position of P in the coordinate frame, O1X1Y1Z1, the three axes of O2X2Y2Z2 were rotated parallel to the axes of O1X1Y1Z1, and the origin, O2, was moved to coincide with origin O1 along with the Y axis. Therefore, the position of P in the coordinate frame, O1X1Y1Z1, was successively
The position of P in the coordinate frame, OXYZ, was successively.
In fact, the position of P in the coordinate frame OXYZ is Perror (x’, y’, z’). The summation of (16)–(19) yields Eq. (1).
Rights and permissions
About this article

Cite this article
Lai, T., Peng, X., Tie, G. et al. Calculation of Effect Ratio of 21 Geometric Errors and Detection of Surface Figure Error. Int. J. Precis. Eng. Manuf. 22, 523–538 (2021). https://doi.org/10.1007/s12541-021-00484-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-021-00484-3