
USDA Forest Service Forest Products Laboratory: Acetylation of Wood 1945–1966


1
Forest Biopolymers Science and Engineering, Forest Products Laboratory, USDA Forest Service, Madison, WI 53726, USA
2
Biological Systems Engineering, University of Wisconsin, Madison, WI 53706, USA
*
Author to whom correspondence should be addressed.
Forests 2021, 12(3), 260; https://doi.org/10.3390/f12030260
Submission received: 1 February 2021
/
Revised: 12 February 2021
/
Accepted: 15 February 2021
/
Published: 24 February 2021
(This article belongs to the Special Issue Wood Modification: Physical Properties and Biological Efficacy)
Abstract
:The first research on acetylation of wood started in 1928, and the first research done on acetylation of wood at the USDA Forest Service Forest Products Laboratory (FPL) started in 1945. This is a review of the research done between 1945 and 1966 at the FPL. This research was the first to show that acetylated wood was both decay-resistant and dimensionally stable. It was the pioneering research that ultimately led to the commercial production of acetylated wood.
1. Introduction
The first experiment in the acetylation of wood was in Germany by Fuchs in 1928 using acetic anhydride and sulfuric acid as a catalyst [1]. Fuchs found an acetyl weight gain of over 40 percent, and he used the acetylated wood to isolate lignin from pine. In the same year, Horn acetylated beech wood to remove hemicelluloses in a similar lignin isolation procedure [2]. In addition, in 1928, Suida and Titsch acetylated powdered beech and pine using pyridine or dimethylaniline as a catalyst to yield an acetyl weight gain of 30 to 35 percent after 15 to 35 days at 100 °C [3].
The first patent on wood acetylation was filed by Suida in Austria in 1930 [4].
2. First Experiments at the Forest Products Laboratory
On 9 January 1945, Harold Tarkow reported on the first attempt to acetylate wood using ketene gas in an office report of the USDA, Forest Service Forest Products Laboratory [5]. Ketene gas was made by passing acetone vapor through a muffle furnace at 700 °C. Five experiments were run using air-dry spruce cross-sections and wetted with either acetone or toluene. Ketene gas was bubbled through the mixture for 2½ hours at room temperature. In one experiment, a trace amount of sulfuric acid was added to the acetone mixture, but after 2 h reaction time, the acetyl content was only 2%.
3. Decay Resistance
In July 1945, Tarkow and Moses reported that acetylated balsa wood was resistant to decay in a three-month soil test [6]. Samples of balsa wood (1 by 1½ by ½ inch) were acetylated, but he did not describe the acetylation process or the acetyl content. The control samples had a density of 0.14 g/cc, while the acetylated balsa had a density of 0.16 g/cc.
The samples were placed in two different decay tests: block samples in soil contact in culture bottles or samples placed above medium in culture bottles. The soil block test was run using the brown-rot fungi Poria microspore and Poria incrassata or the white-rot fungus Polyporus versicolor (also known as Coriolus versicolor and Trametes versicolor).
Table 1 shows the weight loss (%) from the soil contact test after one and three months. After the three-month test, unreacted balsa lost an average of 7.8% weight loss with Poria microspore and 0.5% weight loss in the acetylated sample; 1% weight loss in unreacted balsa with Poria incrassate and 0.9% weight loss in the acetylated samples; 50.1% weight loss in unreacted balsa with Polyporus versicolor, and 0.2% weight loss in the acetylated samples.
At the end of two months, the soil pH had changed from 6.0 to 5.9, showing that the pH was going down due to fungal attack. He also noted that the moisture content of the control samples was above 30% (at 100% relative humidity (RH)), while the acetylated samples had a moisture content of only 10%. He concluded that the reduced moisture content in the acetylated samples was responsible for the resistance to fungal attack.
4. World War II and Dimensional Stability
In a 1946 office report, Tarkow, Stamm, and Erickson described the acetylation process for balsa that was used in the 1945 report [7]. The reaction was done at 90 °C for 6 h in a mixture of acetic anhydride and 20% pyridine (see reaction below). They also describe the acetylation of yellow birch, sugar maple, sweetgum, yellow poplar, basswood, mahogany, Sitka spruce, white spruce, and Douglas fir.
WOOD-OH + CH3-C(=O)-O-C(C=O)-CH3 → WOOD-O-C(=O)-CH3 + CH3-C(=O)-OH
Acetic Anhydride Acetylated Wood Acetic Acid
Acetic Anhydride Acetylated Wood Acetic Acid
This was part of a research program with the military during WW II on wood used in aircraft. It was directed at improving dimensional stability of wood by bulking the cell wall and reducing hygroscopicity, decay tests for resistance to attack by two brown-rot fungi, ultraviolet and weathering tests, swelling in organic liquids, paint ability, humidity cycle tests between 30 and 90% RH, and mechanical properties.
They used pyridine as a catalyst in the acetic anhydride reactions as they showed it was a very good swelling agent. They reacted 1/16-inch veneers at 90 °C for 6 h using 20% pyridine in the mixture. They noted very little change in color in the acetylated wood as compared to controls.
They also reacted spruce, replacing the hydroxyl with butyryl, propionyl, and acetyl groups (Figure 1).
Figure 1 is a sample of acetylated birch 1/8 in plywood bonded with a phenolic adhesive and has 30% acetyl written on it in Harold Tarkow’s handwriting.
Note on the quality of the following figures: The research presented in this review comes directly from the original publications listed in the reference section. Improving the quality of the figures would require having the original data to reproduce them.
They measured antishrink efficiencies (ASE) using the calculations below (Equations (1) and (2)), and Figure 2 shows the relationship between ASE and acetyl weight gain. The graph shows that the ASE and acetyl were proportional up to an ASE of about 65%. The maximum ASE was approximately 72%. The data for balsa and maple were different from spruce. This shows that hardwoods react differently than softwoods. The difference may be due to differences in hemicellulose composition and type and accessibility of lignin.
where:
- S = Volumetric swelling coefficient;
- V2 = Wood volume after humidity conditioning or wetting in water;
- V1 = Wood volume of oven-dried wood before conditioning or wetting.
Then:
where:
- ASE = Antishrink efficiency or reduction in swelling resulting from treatment;
- S2 = Volumetric swelling coefficient of oven-dried after treatment;
- S1 = Volumetric swelling coefficient of oven-dried before treatment.
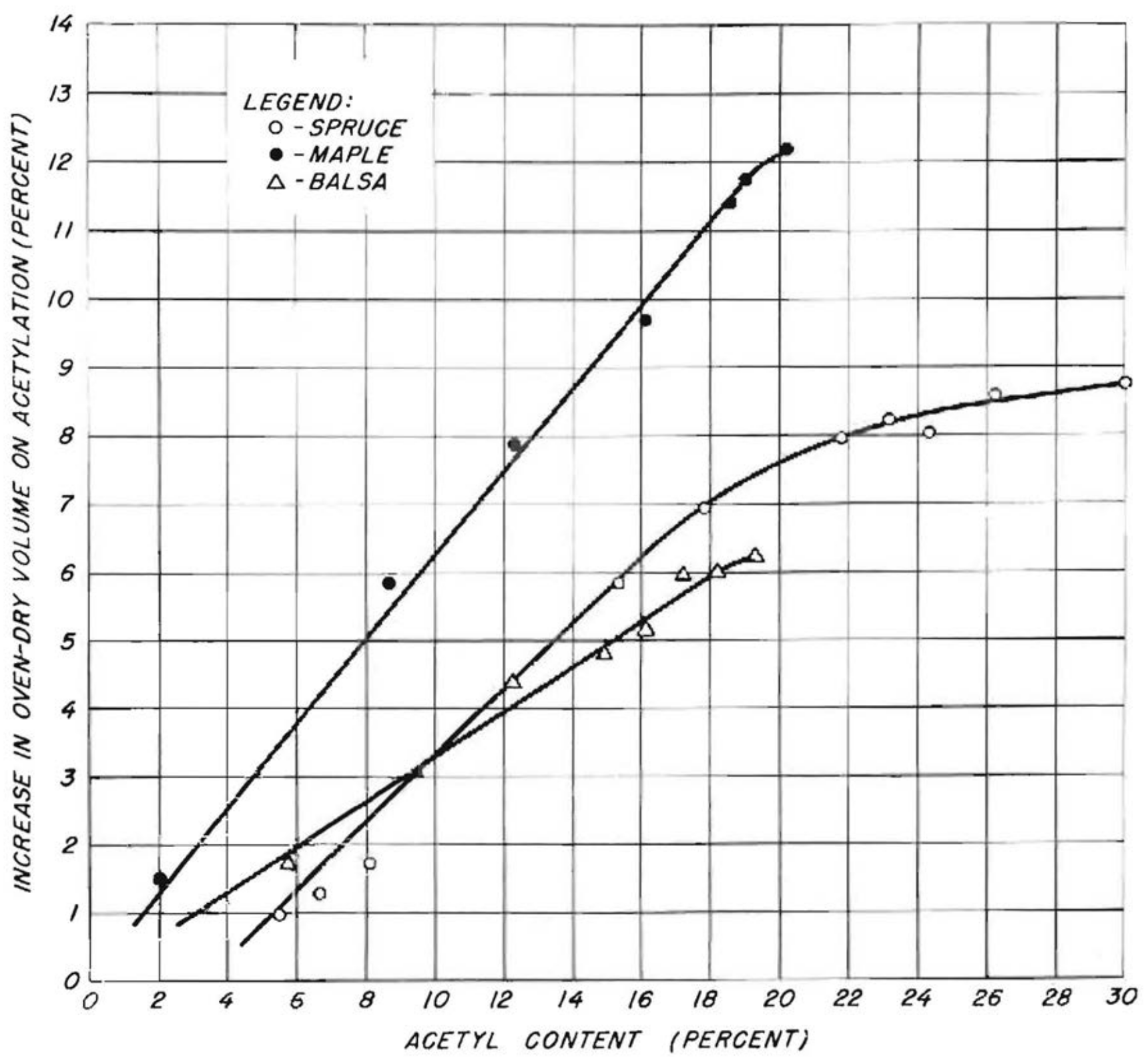
Figure 3 shows the relationship between acetyl content and the increase in the oven-dry volume of acetylated wood. The increase in wood volume was equal to the volume of acetyl groups added to the cell wall for maple and balsa and spruce up to an acetyl content of 18%.
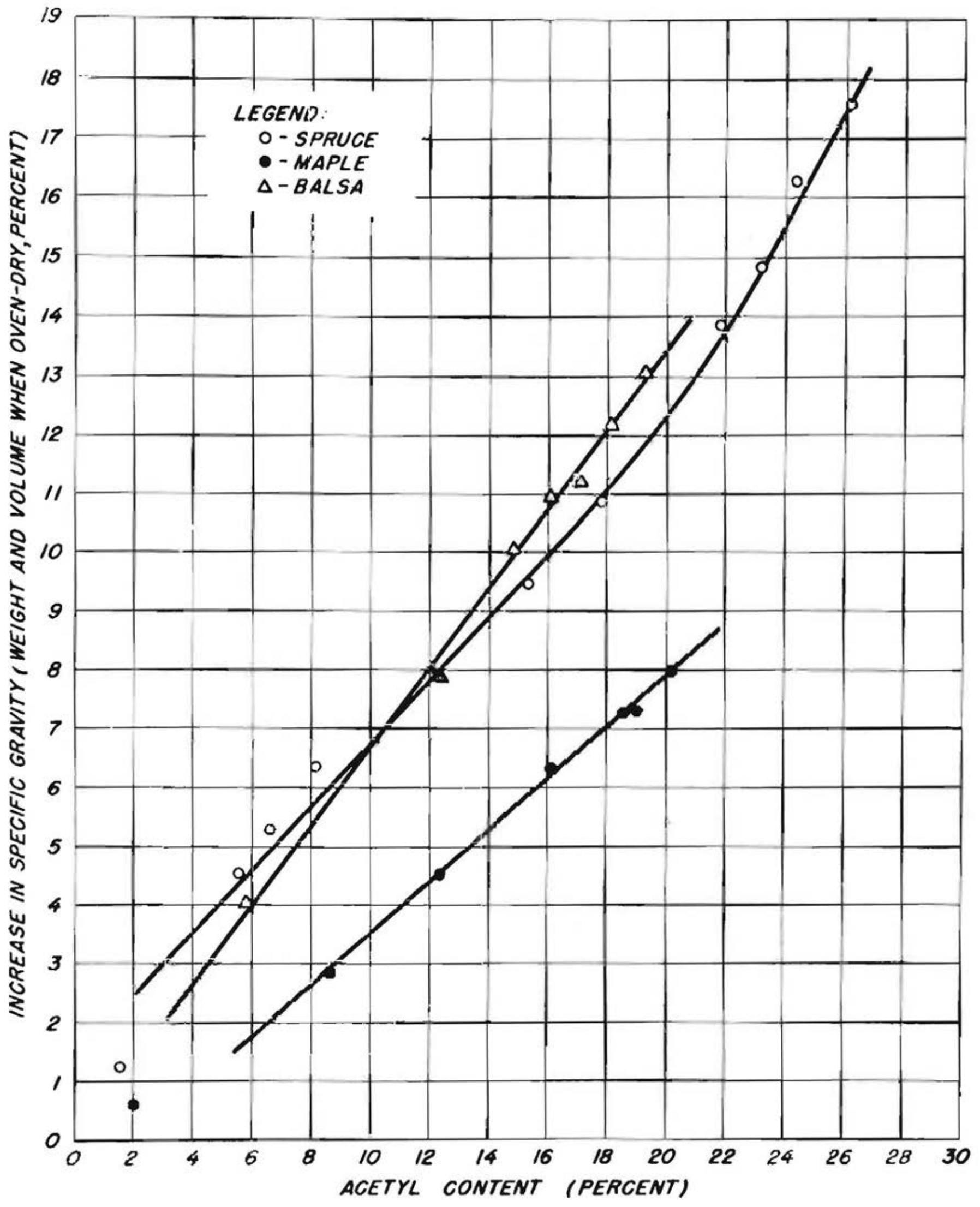
Figure 4 shows the relationship between acetyl content and an increase in specific gravity of the acetylated wood. Specific gravity increased in proportion to the increase in acetyl content.
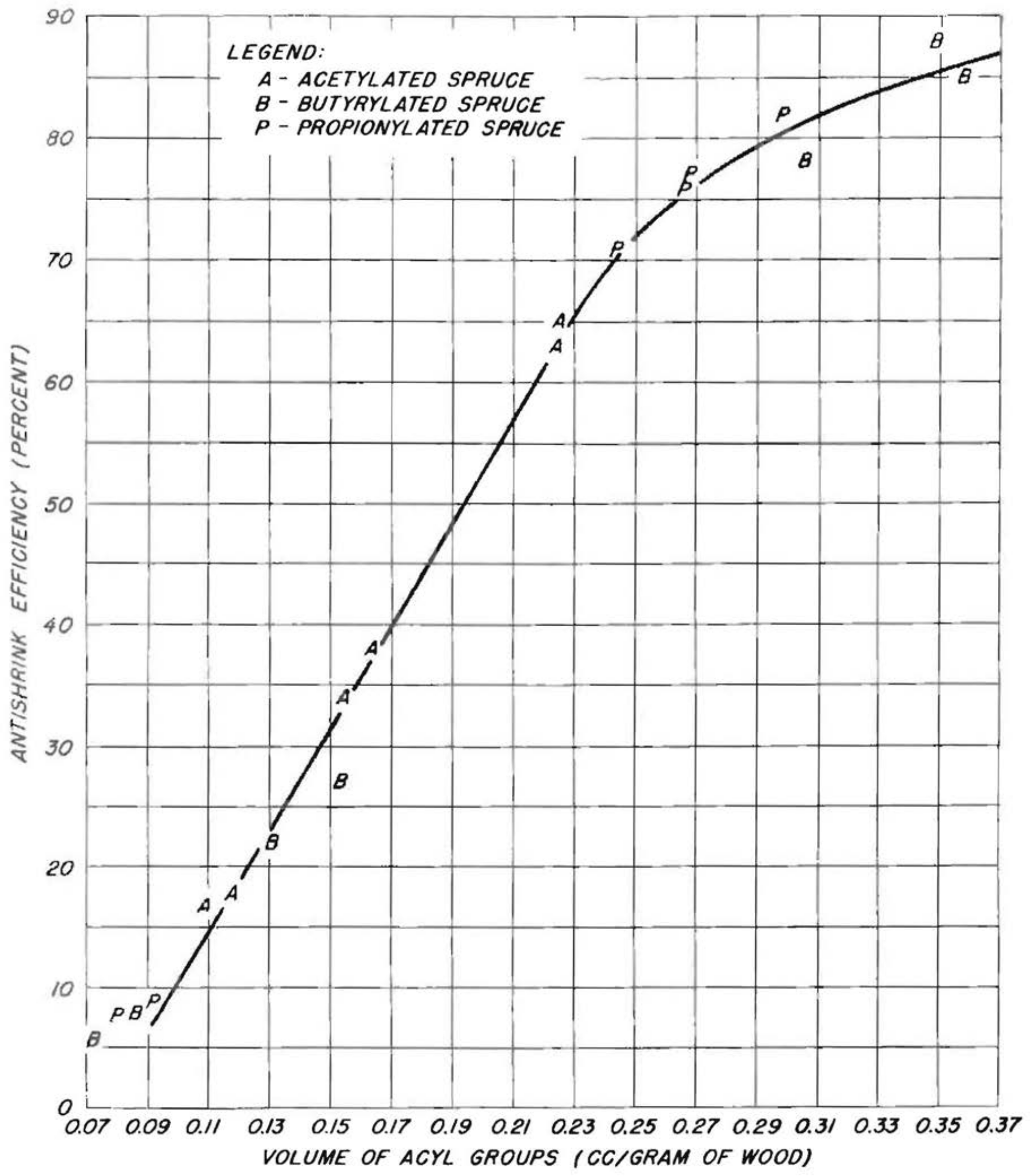
Figure 5 shows the relationship between the volume of acetyl groups per gram and ASE acetylated, butylated, and propionylated spruce. All three types of esterification fit the same curve. Again, there was a proportional relationship up to about 0.25 cc/g of wood.
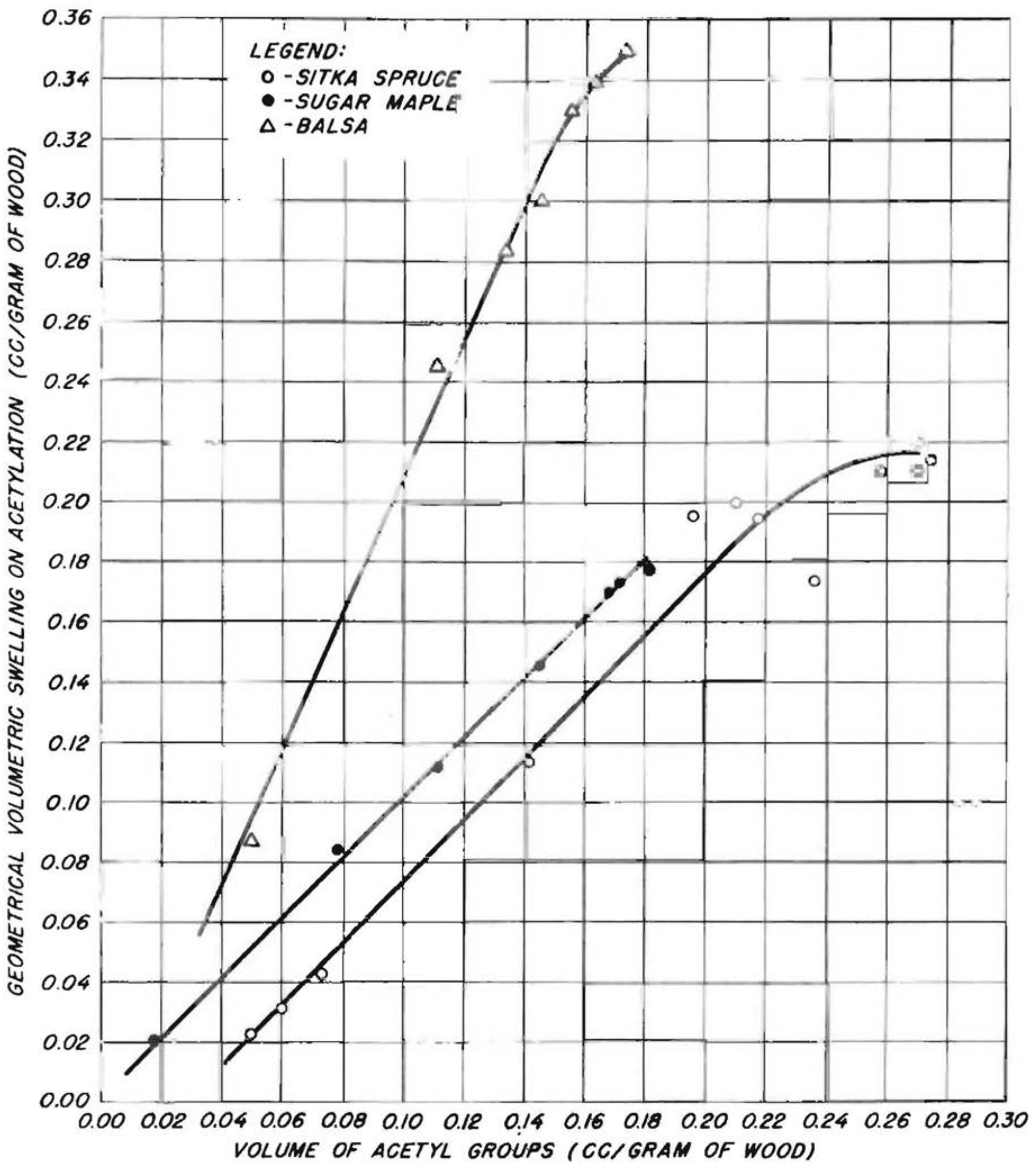
Figure 6 shows the relationship between the volume of acetyl groups and external volumetric swelling of acetylated, butylated, and propionylated spruce. All three types of esterification fit on one graph. Again, the relationship was proportional, but there was a difference in values for the different species.
Table 2 shows the reduction in hygroscopicity and ASE in Sitka spruce acetylated to 30% acetyl.
5. Mechanical Properties
Mechanical properties were determined at 65% RH and 24 °C [7]. They noted that the control samples were tested with a moisture content of 12%, while the acetylated samples had a moisture content of approximately 6%. Since the mechanical properties of wood depend on moisture content, it is not easy to compare results. But they wrote, “Inasmuch as a similar difference in moisture content is to be expected under normal use conditions, it seems legitimate to compare the strength values without adjustment for the effect of differences in moisture content. On this basis, it may be concluded from the data that acetylation has not significantly reduced any strength property: in fact, in some instances, acetylation seems to have improved the strength property”.
Table 4 and Table 5 show some physical properties of control and acetylated 1/16-inch rotary-cut veneers of Sitka spruce, yellow birch, and basswood. These samples were acetylated using a vapor–phase reaction with no catalyst.
Table 6 and Table 7 show some physical properties of control and acetylated yellow birch rotary-cut 1/8-inch veneers and solid balsa wood, respectively [7].
They determined the permanence of acetyl stability by subjecting control and acetylated spruce veneers to a 10-cycle humidity test where samples were changed from 30% RH to 90% RH over 4 months. No decrease in acetyl content or ASE was noted at the end of the 4 months.
Control and acetylated birch panels were immersed in the warm waters of the Gulf of Mexico off the coast of Florida. After one year, the controls were badly damaged by shipworm (Teredo), while the acetylated samples were not affected.
They reported that after three months in a soil test using Poria incrassata or Poria microspore, the control balsa lost 50% weight, while the acetylated balsa showed no attack.
They also inserted control and acetylated birch panels into termite-infested soil. The control samples had an average life of 2.7 years, while the acetylated panels were not attacked after 5 years.
Control and acetylated sweetgum and yellow popular were exposed to 97% RH. After several months, the controls were covered with a blue stain, but the acetylated samples were clean.
They exposed the control and acetylated wood to ultraviolet energy. No details of this test were reported, but they observed that control samples had “noticeable color change after 1 day”, while the majority of the acetylated samples did not change color, and only some of them were slightly bleached.
6. Patent
In 1947, Stamm and Tarkow filed a patent on the acetylation of lignocellulosic board materials [8]. The patent relates to the treatment of wood or other treated lignocellulosic materials by replacing available polar hydroxyl groups with less hygroscopic acetate groups without breaking down the structure of the wood or impairing its strength properties. Their procedure was to dry wood to below 6% moisture and then impregnate with acetic anhydride alone or with a tertiary amine. The reaction temperature was between 55 °C and 110 °C for up to 16 h. The process was done on both solid wood and veneers. They also described an acetic anhydride vapor process not using any catalyst.
The patent was only for two processes (liquid and vapor) as they did not claim any improvements in properties or performance.
In September 1946, Stamm and Tarkow gave a presentation at the 10th meeting of the American Chemical Society in Chicago, “Dimensional Stability of Wood”. The presentation was published in 1947 in the Journal of Physical and Colloid Chemistry [9]. A lot of this paper was based on research from the 1946 Office Report. They presented all the data shown in the figures that were published in the 1946 Forest Products Laboratory (FPL) Office Report 1593 but expanded on the mechanism of stabilization.
Data in Table 8 show data not in the 1946 Office Report. Table 8 shows additional data on volume changes in control and acetylated spruce in a water soak experiment. With an acetyl content of 28.6%, the water-swollen volume of the acetylated spruce was the same as the water-swollen volume of the non-acetylated wood. To show that stability was not based on the replacement of hydrophilic groups by less hydrophilic groups, they used their data on acetylated, propionylated, and butyrylated spruce to prove this point. “If stabilization resulted from the replacement of hydroxyl groups by the acyl group (acetyl, propionyl, and butyryl) for a given acyl content, the acetylated wood should have the greatest antishrink efficiency, the butyrylated wood should have the lowest, and that of the propionylated wood should lie between that of acetylated wood and the butyrylated wood. This would be because of the increasing molecular size and therefore, because of the decreasing number of hydroxyl groups replaced as the molecular size of the acyl group increases. All three treated specimens have the same antishrink efficiency. Yet, only two-thirds of the hydroxyl groups replaced in acetylated wood are replaced in butyrylated wood. Thus, it seems that the extent of stabilization obtained by acylating wood depends primarily on the bulk of the acyl groups laid down per unit weight of wood”.
In 1948, Stamm published a paper in the Modern Plastics Encyclopedia entitled “Modified Woods” [10]. This was the most difficult paper to find, but we were able to buy a used copy that had been in the U.S. Patent office dated 31 December 1948.
Because it was for a plastics book, the manuscript was mainly about the formation, properties, assembly, molding, and applications of resin-treated wood. Specifically, phenol-resin treated products, such as Impreg and Compreg. He also covered Staypak (non-compressed heated wood) and Staybwood (compressed, heated wood), and formaldehyde-treated wood.
There was a short section on acetylated wood [10] (pp. 732–733). He covered both vapor treatments for veneers and liquid acetylation using acetic anhydride and pyridine as a catalyst for solid wood. He reacted at temperatures from 80 °C to 120 °C and found acetyl weight gains of 18 to 25%. He reported that the equilibrium swelling and shrinking were reduced from 20 to 30%, and the specific gravity increased from 6 to 12%. The modified wood did not change colors, and moisture transport through the wood was reduced to one-fifth of normal wood. Most strength properties were unaffected, but toughness and Izod impact were increased by 10 to 20%.
He added a final note, “acetylated wood is not being made commercially as yet”.
7. A New Approach
In 1959, Tarkow wrote an Office Report to the record at the Forest Products Laboratory, “A new approach to the acetylation of wood” [11]. It makes reference to the 1946 FPL Office Report 1593, where the FPL acetylation group was using pyridine as the catalyst. This office report is about not using pyridine as the catalyst because of (1) The obnoxious and poisonous character of pyridine, (2) The relative high cost of pyridine, and (3) The difficulty of stripping the accumulated acetic acid, pyridine, and acetic anhydride.
The new approach was to use potassium acetate as the catalyst in place of pyridine. Spruce cross-sections or 1/16-inch veneers were treated with an aqueous solution of potassium acetate, dried, reacted with acetic anhydride vapor, and then washed to remove the potassium acetate.
He did 10 experiments changing the concentration of potassium acetate (he found that as little as 3% was effective), drying the wood before the reaction to different relative humidities, different lengths of treatment times, different reaction temperatures, and they found that sodium chloride was not an effective catalyst, but sodium acetate was. They found acetyl contents from 25 to 30% and antishrink efficiencies from 50 to 70%.
He raised three interesting questions in the conclusions: “(1) What is the acetyl content gradient? (2) What is the effect of gradual delignification on the acetylability? The purpose of this is to determine the reaction mechanism, and (3) Can acetylated wood be delignified? This, too, would be useful in determining the component in wood with which the acetic anhydride reacts”. It would be many years before these questions would be answered.
There was a seminar held at the Forest Products Laboratory January 21–23, 1959, on “Toward new and better means of dimensionally stabilizing wood” [12]. It was attended by 85 scientists, educators, and industrial leaders from the United States and Canada. One of the six recommendations that came out of the meeting was to continue research on the chemical stabilization of wood. Harold Tarkow reviewed the research FPL had done on acetylation. He reported that “the reaction imparted stability to the wood by bulking. The main drawback of the process is the corrosive action of the chemical on processing equipment and the fact that only half of the acetic anhydride molecule used enters into the reaction”.
In a general summary of the seminar, Harold Tarkow discussed the cell wall polymer network and how it swells when it comes in contact with moisture. He reviewed methods and concluded, “effectively increasing resistance to swelling is to deposit something within the wood substance that permanently bulks out or elastically stretches the network. Regardless of the exposure, the prestrained condition limits the amount of moisture that can be absorbed. Such a procedure is involved in the chemical reaction with acetic anhydride. The desired effect depends primarily on the volume of material placed in the cell walls and seems to bear little relationship to the direct removal of hydroxyl groups”.
“Since stabilization by this procedure depends on placing about 20 cubic centimeters of material in 100 g of wood substance and is independent of the nature of the material used, the cost of such chemical can be computed. Unfortunately, this is not necessarily the cost-determining phase. The ultimate cost is determined more by the cost of getting the chemical into the wood substance, and of getting by-products out, if they are formed.”
Seborg, Tarkow, and Stamm wrote Technical Report 2192 titled “Modified Woods”, but the date of the report is not clear [13]. The title page of the report states “revised November 1962”, but in the report, it states, “the original article by A.J. Stamm, ‘Modified Wood’ first appeared in the 1948 edition of Modern Plastics Encyclopedia”. The date 1962 was stamped on by the FPL library.
The technical report contains all of the data that were in the encyclopedia, and the Forest Products Laboratory may have put out this Technical Report because the encyclopedia article was so difficult to obtain. The only new information in this report is the final statement in the acetylation section, “experimental work has been carried out to determine the suitability of this treatment for wood in lumber-size dimensions” and gives a reference to Goldstein, I.S., Jeroski, E.B., Lund, A.E., Nielson, J.F., and Weater, J.M. “Acetylation of wood in lumber thickness”. Forest Products Journal 11(8):363–370, 1961.
Irving Goldstein was a Professor at North Carolina State University, Raleigh, NC, at that time, and using a reference to a 1961 publication must mean that Technical Report 2192 was revised/printed in 1962. At the time this technical report was written, Alfred Stamm had retired from the Forest Products Laboratory in July 1959 and moved to the School of Forestry, North Carolina State College, Raleigh, NC as a research professor.
8. Decay Resistance and Dimensional Stability
In 1960, Al Stamm continued a research project with Roy Baecher at the Forest Products Laboratory, and they published a paper together, “Decay resistance and dimensional stability of five modified woods” [14]. The five types of modified wood covered in this paper were (1) Wood impregnated with fiber-penetrating phenolic resins, (2) Wood with hydroxyl groups replaced with acetyl groups, (3) Thermally modified wood, (4) Wood crosslinked with formaldehyde, and (5) Wood bulked with polyethylene glycol.
In the introduction of this publication, they stated, “this paper shows that the decay resistance of chemically modified wood may be explained on the basis of the inability of the cell walls to absorb moisture needed by decay fungi. This presupposes that, even though water is present in the lumen, enzymatic degradation does not take place unless the cell walls themselves contain adequate moisture”.
They studied the five different modified woods on their ability to reduce the moisture content of the cell wall. The research on acetylation was based on the work that had been done by Stamm and Tarkow in 1947.
They acetylated Sitka spruce veneers by soaking them in 0.5% zinc chloride, drying, and then exposing them to vapors of acetic anhydride at 120 °C for times ranging from 10 min to 4 h. Weight gains ranged from 0.5 to 37%. Samples were measured, soaked in distilled water until fully swollen, and swelling measured.
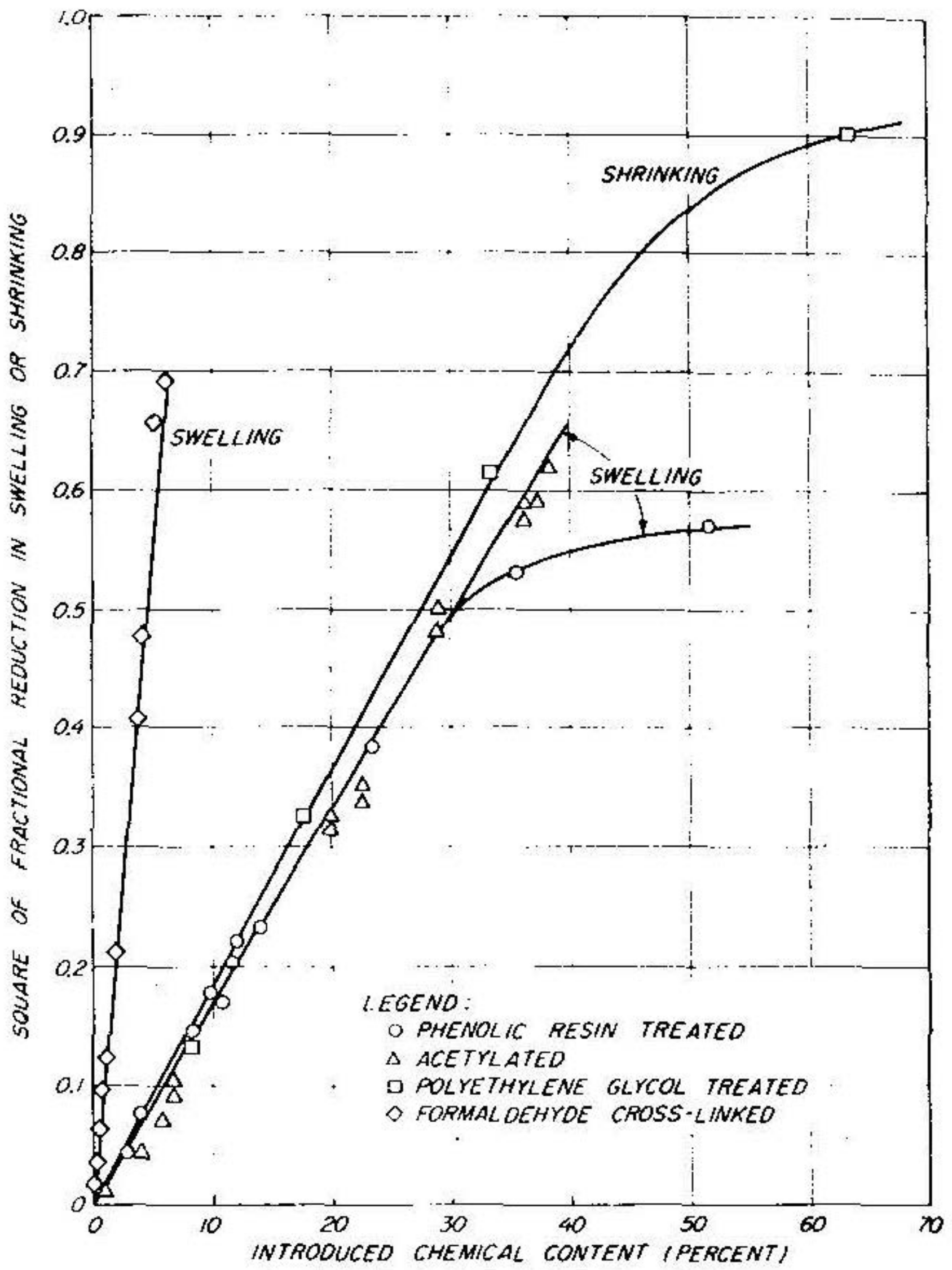
Figure 7 shows the relationship between the square of the fractional reduction in swelling or shrinking and the chemical content of Sitka spruce when acetylated, treated with phenolic resin or polyethylene glycol, or crosslinked with formaldehyde. The slope for crosslinking with formaldehyde is about seven times as steep as those for the other three treatments, which reduces dimensional changes by bulking the cell wall, which shows that crosslinking is the most effective of these five treatments in reducing swelling of the cell wall.
Control and acetylated samples were conditioned to 30% RH and then subjected to a standard ASTM soil block test (American Society for Testing Materials. 1956. Tentative method of testing wood preservatives by laboratory soil block cultures. ASTM Designation D1423-56T) for 3 months inoculated with Lenzites trabea 517. The fungus mycelium was brushed off, conditioned again to 30% RH, weighed, and the weight loss due to decay was recorded.
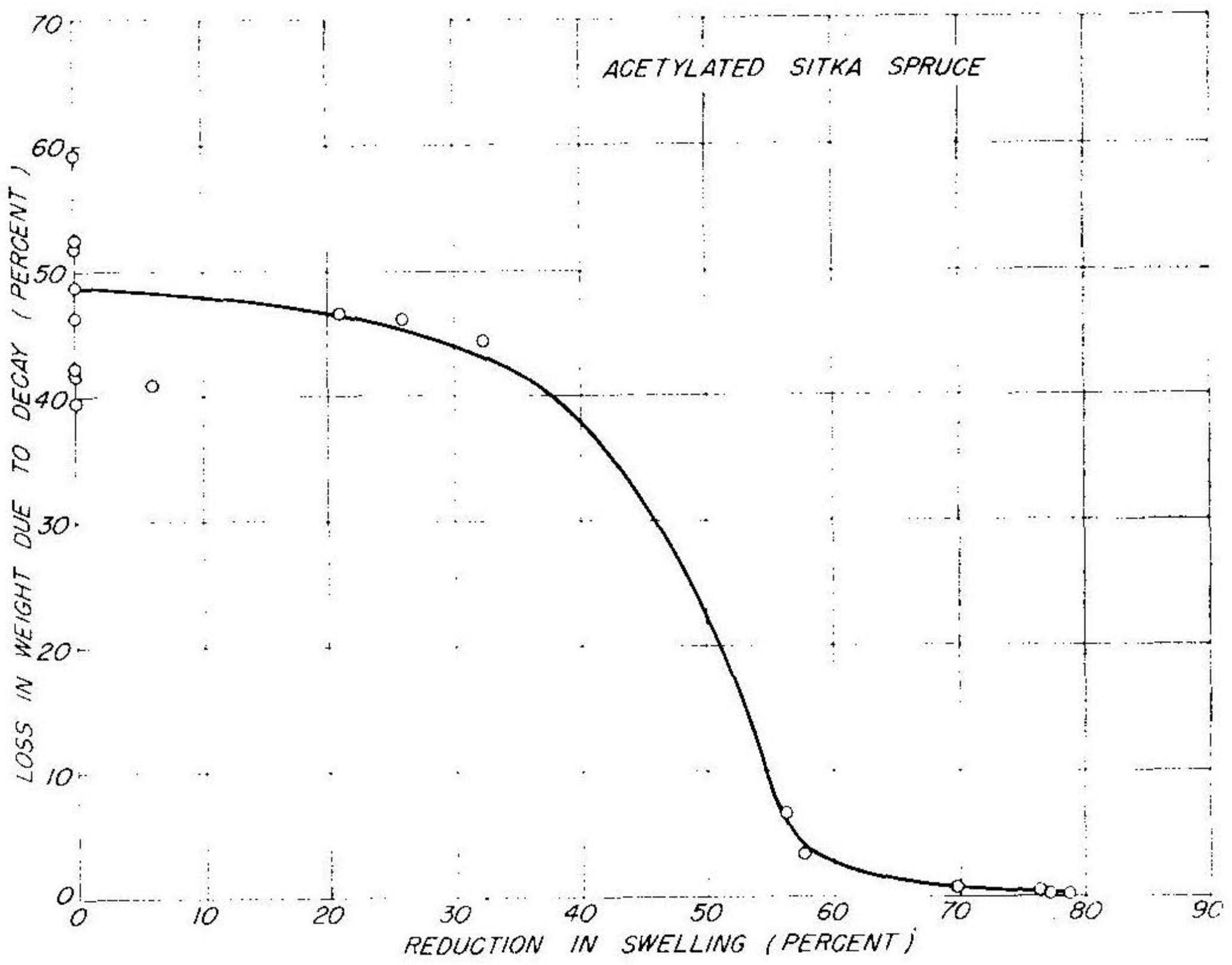
Figure 8 shows the relationship between the loss in weight due to decay and reduction in swelling of acetylated Sitka spruce. There was almost no fungal attack when the reduction in swelling exceeded 70%.
It can be seen from Figure 7 and Figure 8 that decay was practically eliminated when the acetyl content was above 30 percent. “The optimum weight increase of cellulose due to the replacement of the three hydroxyl groups per anhydroglucose unit with acetyl groups is 78%. The optimum weight increase in lignin due to the replacement of its three hydroxyl groups per repeating unit of 840 is 16%”.
“Spruce wood, with a combined cellulose and hemicellulose content of 72% and lignin content of 28%, should give an optimum weight increase due to acetylation of 60.5%. Decay is thus practically eliminated when 50% of the optimum acetylation occurs, or 50% of the hydroxyl groups have been replaced.”
“In a solid-phase heterogeneous reaction, such as acetylation, the reaction will first occur in the amorphous regions of cellulose and on the surfaces of the crystallites. It has been estimated that 50% of the hydroxyl groups of wood occur in these accessible regions. It is thus highly improbable that any readily available hydroxyl groups still remain in the wood to be attacked by decay organisms. Since the susceptibility of wood to decay is dependent on the availability of hydroxyl groups, it is not surprising that, at the 30% weight increase level of acetylation, wood does not tend to decay even in the presence of adequate water.”
“The immunity of wood to decay at the 30% level of acetylation can also be explained without taking into account the chemical change caused by the acetyl groups. It has been previously shown that acetylation reduces the swelling of wood as a result of bulking of the fiber. The swelling is reduced by 70% when the weight increase due to acetylation is 30%. This amount of swelling corresponds to a reduction in hygroscopicity of about 60%. The cell walls of wood thus cannot take up more than 12% of moisture if it is assumed that the wood has a fiber saturation point of 30%. Various tests have shown that moisture content of about 20% is necessary to support decay. Thus, insufficient moisture is available within the cell walls, even in the presence of free water, to support decay.”
In 1961, Tarkow and Ishaq published a paper, “Effectiveness of Stabilized Surface Layers of Wood as Moisture Barriers” [15]. Ishaq was a vising scientist from Pakistan. They studied the rate of diffusion of moisture through sheets of acetylated yellow birch veneers. The diffusion of moisture through wood in the absence of free water occurs through two pathways: as bound water through the cell wall and as water vapor through open capillaries. The rate of movement of bound water is dependent on the moisture content of the wood. The movement of vapor through capillaries is less sensitive to moisture content since it is unhindered diffusion.
At low levels of RH, bound water diffusion through wood is completely eliminated when the antishrink efficiency is approximately 35% due to acetylation. The residual transmission is due to vapor movement through open capillaries. At high levels of RH, bound water diffusion decreases with increasing acetyl content, but even when the antishrink efficiency is high (over 75%), some residual bound water movement occurs. Even a thin layer of highly acetylated wood is not as effective as a moisture barrier as a synthetic film.
9. Wood and Cellulose Science
As was stated before, Alfred Stamm had retired from the Forest Products Laboratory in July 1959 and moved to the School of Forestry, North Carolina State College, Raleigh, NC, as a research professor. In 1964, he published Wood and Cellulose Science, which contained a small section on acetylation. Most of what was presented came from the research he had done while at the Forest Products Laboratory. His experiments were done using acetic anhydride with pyridine as a catalyst. He described the reaction chemistry using Sitka spruce veneers. In a liquid system, the veneers took up 227% by weight but using the vapor system; the veneer only took up 50% by weight. Both systems gave approximately 20% acetyl content. Increasing the percentage of pyridine used did not increase the reaction rate.
He reviewed swelling and shrinking data and repeated Figure 2. He noted that hardwoods required a higher level of acetylation as compared to softwoods to attain the same level of dimensional stabilization. He noted, again, the bulking mechanism for dimensional stabilization and that the volume of acetyl groups was proportional to the increase in wood volume.
Esters are known to be susceptible to hydrolysis with the loss of acetyl groups. Several tests were done to determine the permanence of acetylation. Control and acetylated spruce veneers were subjected to 10-cycles of RH between 30% RH and 90% RH at 80 °F. No loss in dimensional stability was noted at the end of the 4 months. Immersion in a 9% solution of sulfuric acid or 18 h at room temperature followed by water washing had no effect on stability. When the acid soak was carried out at 40 °C, the reduction in swelling dropped from 75 to 65%. Exposure of acetylated birch panels in the warm saline waters of the Gulf of Mexico showed no attack by shipworm (Teredo) or loss in dimensional stability after one year. Deacetylation was negligible under rather severe exposure conditions.
Sitka spruce that was acetylated to give a 70% reduction in swelling and shrinking tests showed a negligible loss in weight due to decay in a soil-block culture test for 3 months after inoculation with Lenzites trabea. The controls lost 47% weight under the same conditions. When the wood was acetylated to give a 60% reduction in swelling and shrinking, the weight loss was 2%.
Acetylated wood was exposed to ultraviolet light and showed no darkening, as is the case with unacetylated wood; in fact, in most cases, it actually bleached the wood. Douglas-fir plywood, made up of both acetylated and unacetylated faces, was affixed to a weathering test fence with southern exposure for two years. The controls were badly checked with surface erosion. The acetylated faced plywood showed slight checking.
He concluded that “acetylation of wood has been slow in commercialization. This is perhaps due to two causes: (1) only half of the acetic anhydride molecule is used in the reaction, the other half forming acetic acid, thus increasing the chemical cost, and (2) acetic anhydride is corrosive, requiring special reaction equipment. The finding that aluminum might be used for the equipment may simplify the process for commercial use”.
During the 1950s and 1960s, Stamm worked on the acetylation of paper and published several papers on this subject. In 1956, Stamm was on leave from the Forest Products Laboratory and was a Fulbright Research Fellow at the Division of Forest Products C.S.I.R.O., Melbourne, Australia, working with W.E. Cohen, Senior Principal Research Officer at the C.S.I.R.O. This research was summarized in “Swelling and Dimensional control of Paper, 2. Effect of cyanoethylation, acetylation and crosslinking with formaldehyde”, Proceedings Australian Pulp and Paper Industry Technical Association 10, 366–393 (1956).
10. Fiberboards
From 1964 to 1966, the acetylation research at the Forest Products Laboratory focused on fiberboards. Figure 9, Figure 10, Figure 11, Figure 12, Figure 13, Figure 14, Figure 15, Figure 16, Figure 17, Figure 18, Figure 19 and Figure 20 present results from papers by Klinga, Tarkow, and Back [16,17].
In 1965, Klinga, Tarkow, and Back worked on dimensional stabilization of hardboard by combining acetylation and heat treatment [16]. Leif Klinga and Ernst Back were Chemical Engineers from the Swedish Fiber Building Board Industry. This paper is in English and Swedish.
They subjected Asplund, Masonite, and laboratory-made hardboards to both heat treatments and acetylation. The Asplund process was developed in Sweden and uses a pressurized high-temperature defiberator, which softens the lignin and yields unbroken whole fibers. The Masonite process heats wood chips under high steam pressure and then suddenly releases the pressure to atmospheric pressure, thus “exploding” the chips into fibers and fiber bundles. The original lignin in the wood serves to bond the fibers without any added adhesive.
The experiments they ran were (1) Heat-treated at 170 °C for various lengths of time, (2) Acetylated at 120 °C in acetic anhydride vapor, without a catalyst, for four hours and then heat-treated at 170 °C for various lengths of time, and (3) Heat-treated at 170 °C for various lengths of time and then acetylated at 120 °C for four hours.
Figure 9 shows the increase in dry thickness due to acetylation versus apparent acetyl content. The dashed line refers to the theoretical increase in volume using 0.90 cm3/g as the specific gravity of the acetyl group. (Authors comment: They used the term “apparent acetyl content”, which means the weight gain in acetyl groups. In 1976, Rowell referred to this gain as the “weight percent gain” or WPG, which is the term used today.)
There was a significant increase in thickness in both types of boards as a result of acetylation. Figure 9 shows that heat treatment before acetylation did not significantly affect the increase in thickness on acetylation. In all cases, the volume increase on acetylation was about 20% higher than that calculated using the specific volume for the introduced acetyl bulking groups. They did not say which type of hardboards were tested, i.e., Asplund or Masonite. The difference between the curves may be due to the release of drying stresses introduced into the boards at the time of manufacturing.
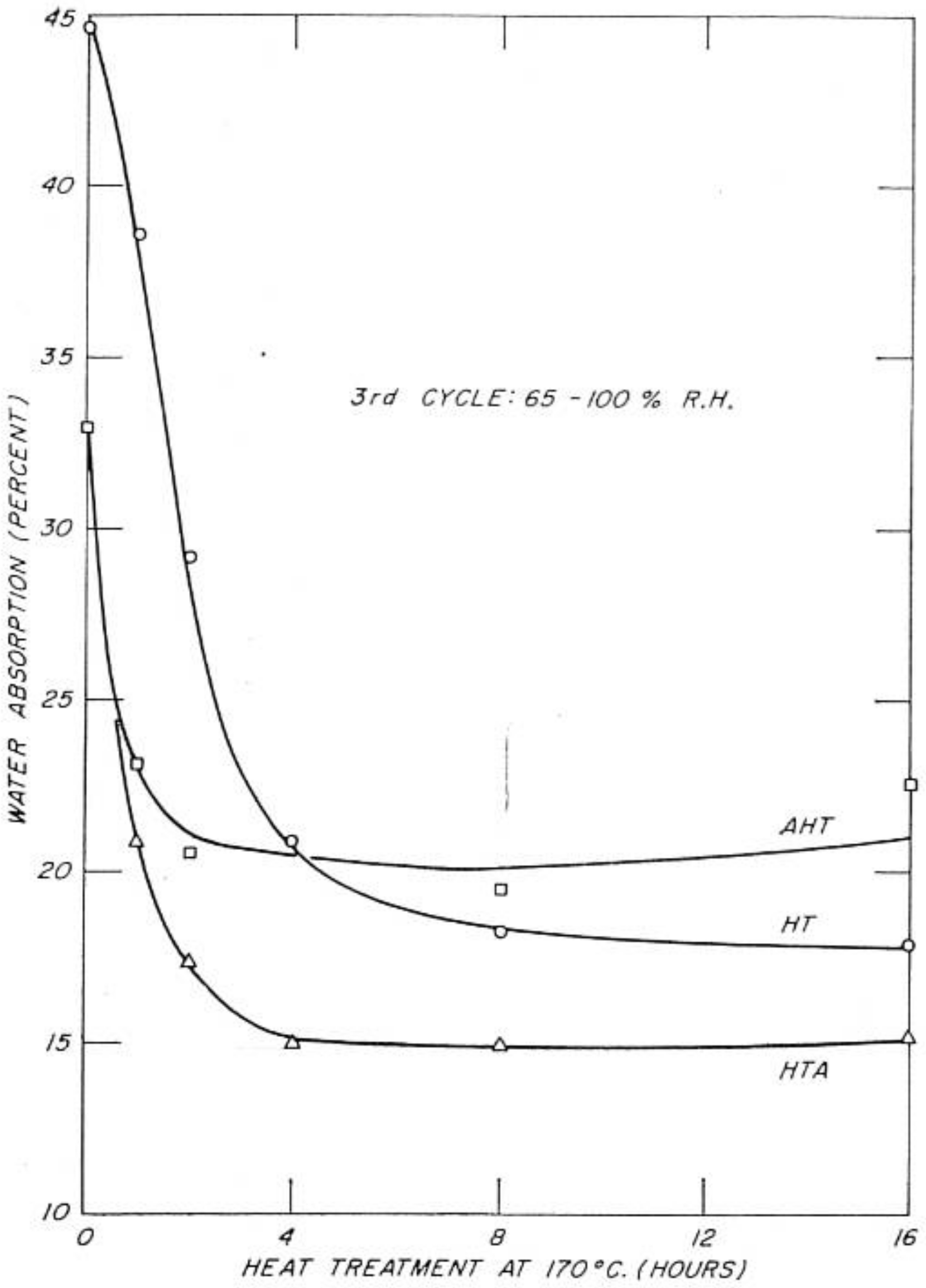
Figure 10 shows the moisture absorption of hardboards on the third cycle which went from 65% RH to 100% RH versus heat treatment time. Heat-treated (HT) were the hardboards that were heat treated only. Acetylated and then heated (AHT) were the hardboards that were acetylated to 10% acetyl and then heated, and heat-treated and then acetylated (HTA) were the hardboards that were heat treated and then acetylated at 120 °C for 4 h. They did not say which type of hardboards were tested, i.e., Asplund or Masonite. This shows that heat treatment before acetylation gave the greatest total reduction in moisture absorption.
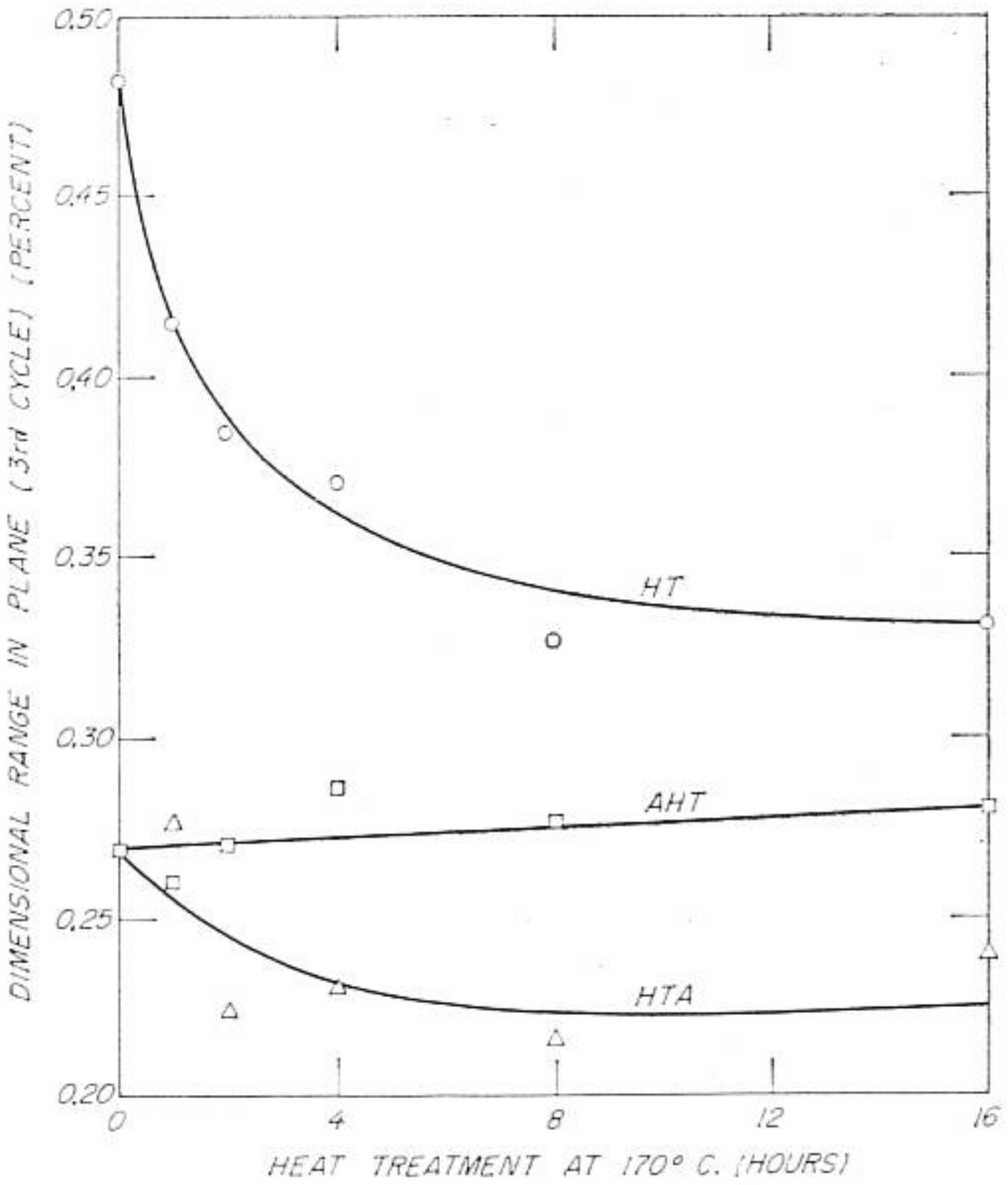
Figure 11 shows dimensional changes in the plane of hardboards after the third cycle from 65% RH to 100% RH. They do not say which type of hardboards were tested, i.e., Asplund or Masonite. HT were the hardboards that were heat treated only. AHT were the hardboards that were acetylated to 15% acetyl and then heated, and HTA were the hardboards that were heat treated and then acetylated. This shows that heat treatment before acetylation gave the greatest total reduction in dimensional changes.
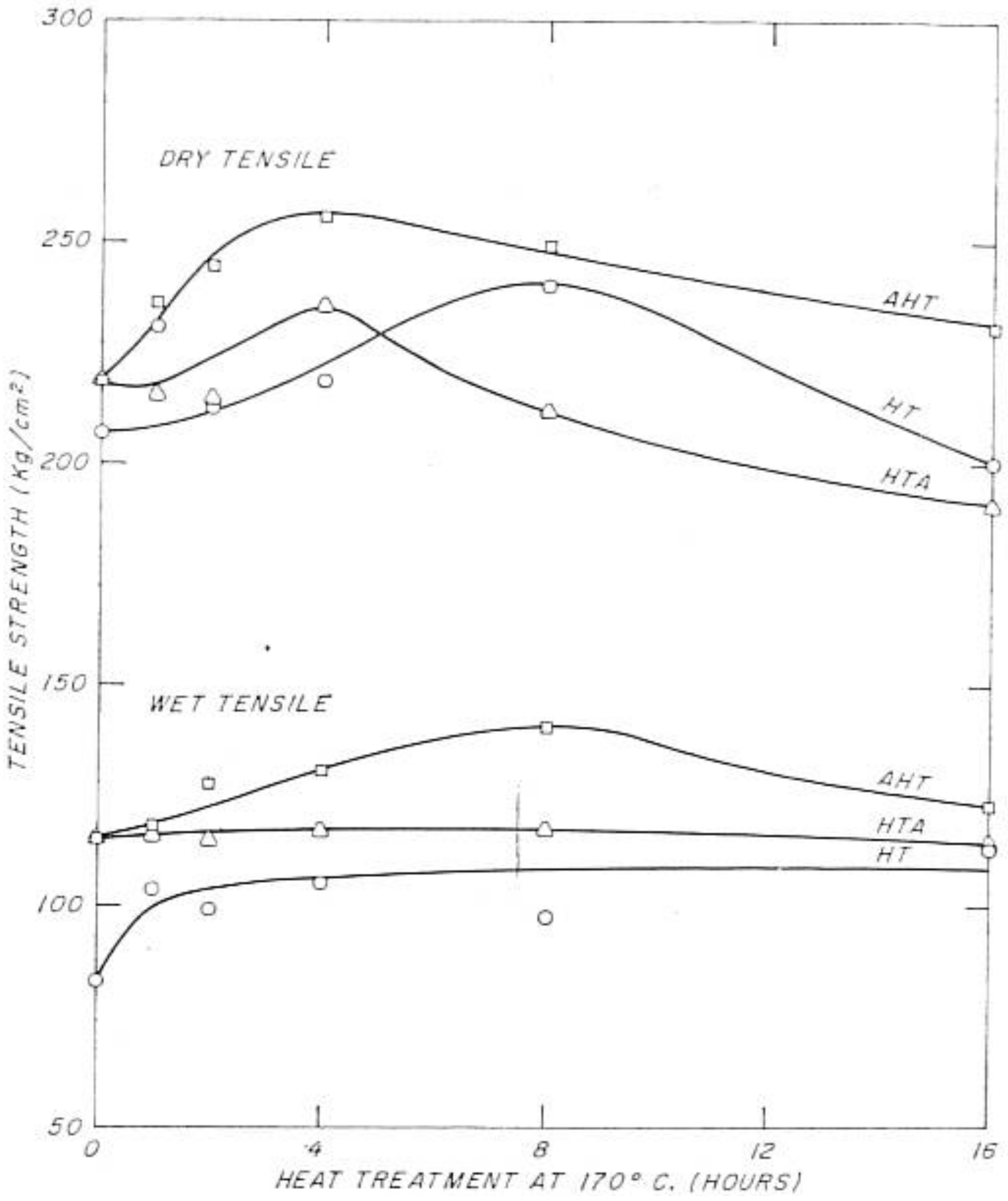
Figure 12 shows the dry and wet tensile strengths of hardboards (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated. On the basis of strength, the greatest increase in dry and wet tensile strength was obtained when the acetylation precedes the heat treatment (AHT-series).
This research was continued and expanded in 1966 by Klinga and Tarkow [17]. They repeated much of the work that had been done in 1965 but added more data to the study. They were looking at the relationship between acetylation and moisture properties as well as strength properties of both Masonite and Asplund hardboards.
Table 9 shows the chemical composition of Asplund, Masonite, and laboratory-made hardboards. Note that the lignin content was higher and the hemicellulose content lower in the Masonite boards as compared to the Asplund hardboards.
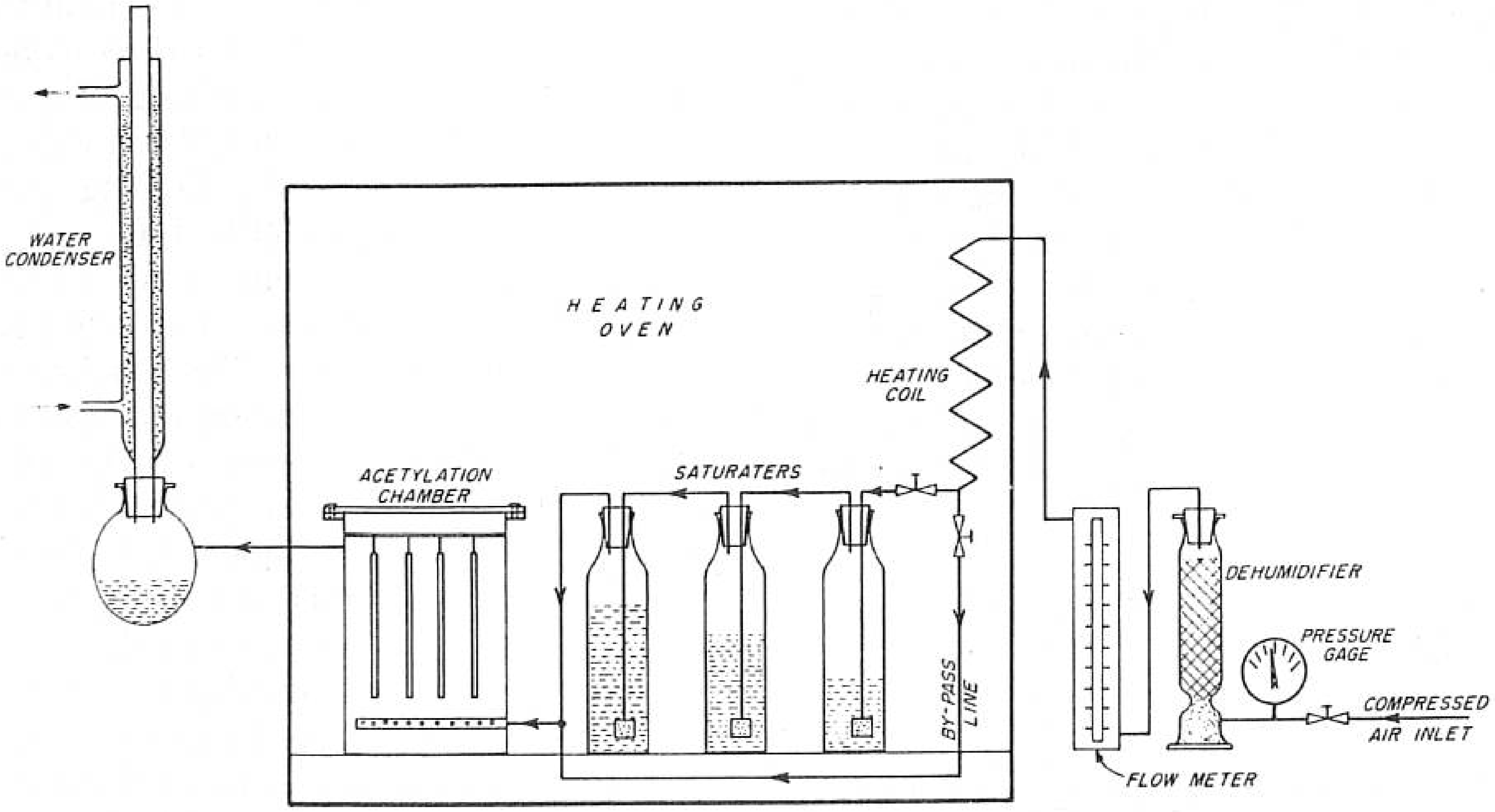
Figure 13 shows the equipment for vapor phase acetylation of 1/8 inch hardboard. No catalyst was used in the process. They varied the time, temperature, and initial moisture content. They found no gradient in acetyl content throughout the thickness of the boards showing the anhydride vapor was able to penetrate the entire structure.
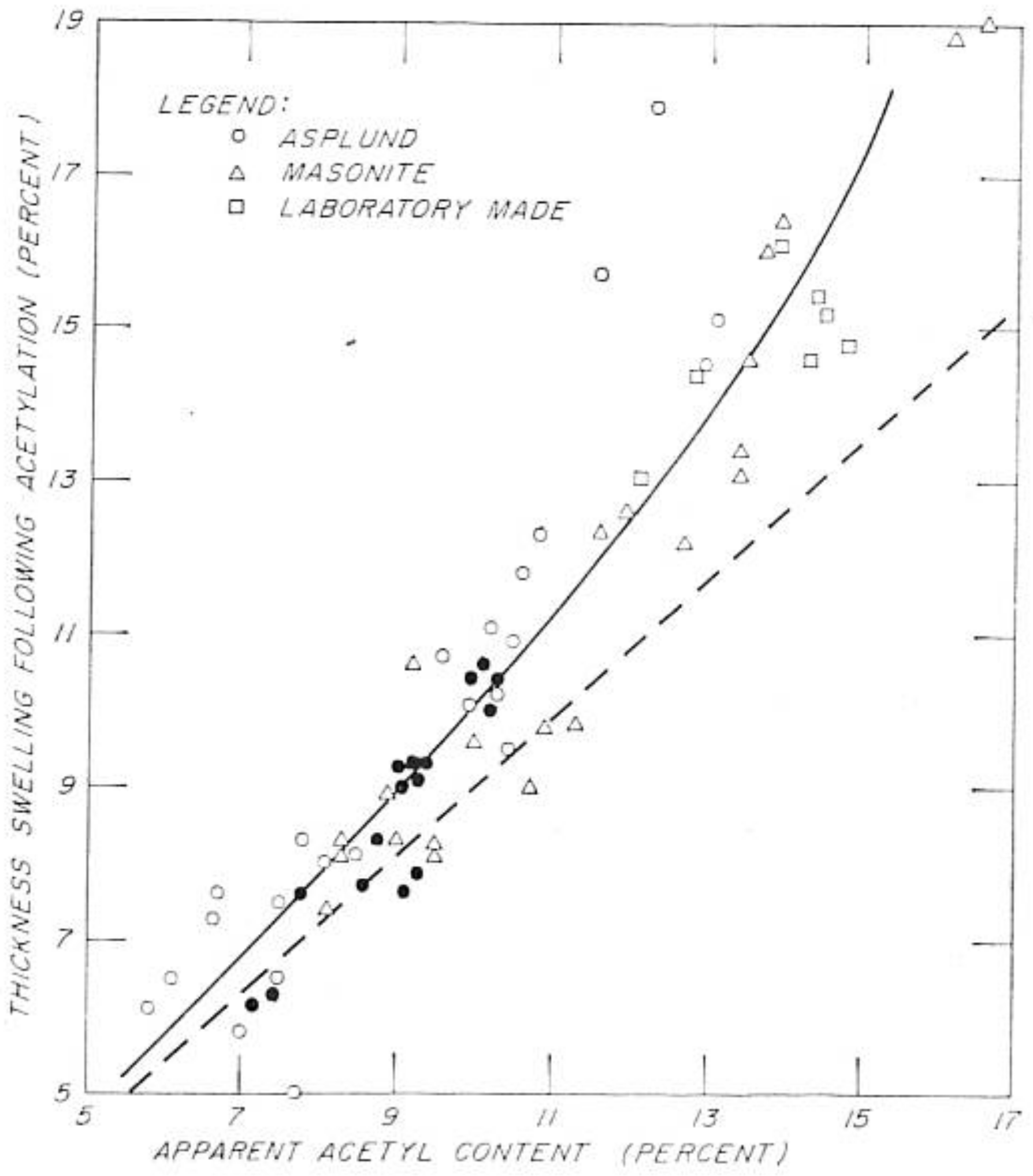
Figure 14 shows the relationship between analyzed acetyl content and dry weight gain (apparent weight gain) due to acetylation of Asplund and Masonite hardboards. The dotted line represents theoretical values if the analyzed acetyl and the apparent weight gain were the same. The acetyl value based on weight gain was always lower than the analyzed acetyl content.
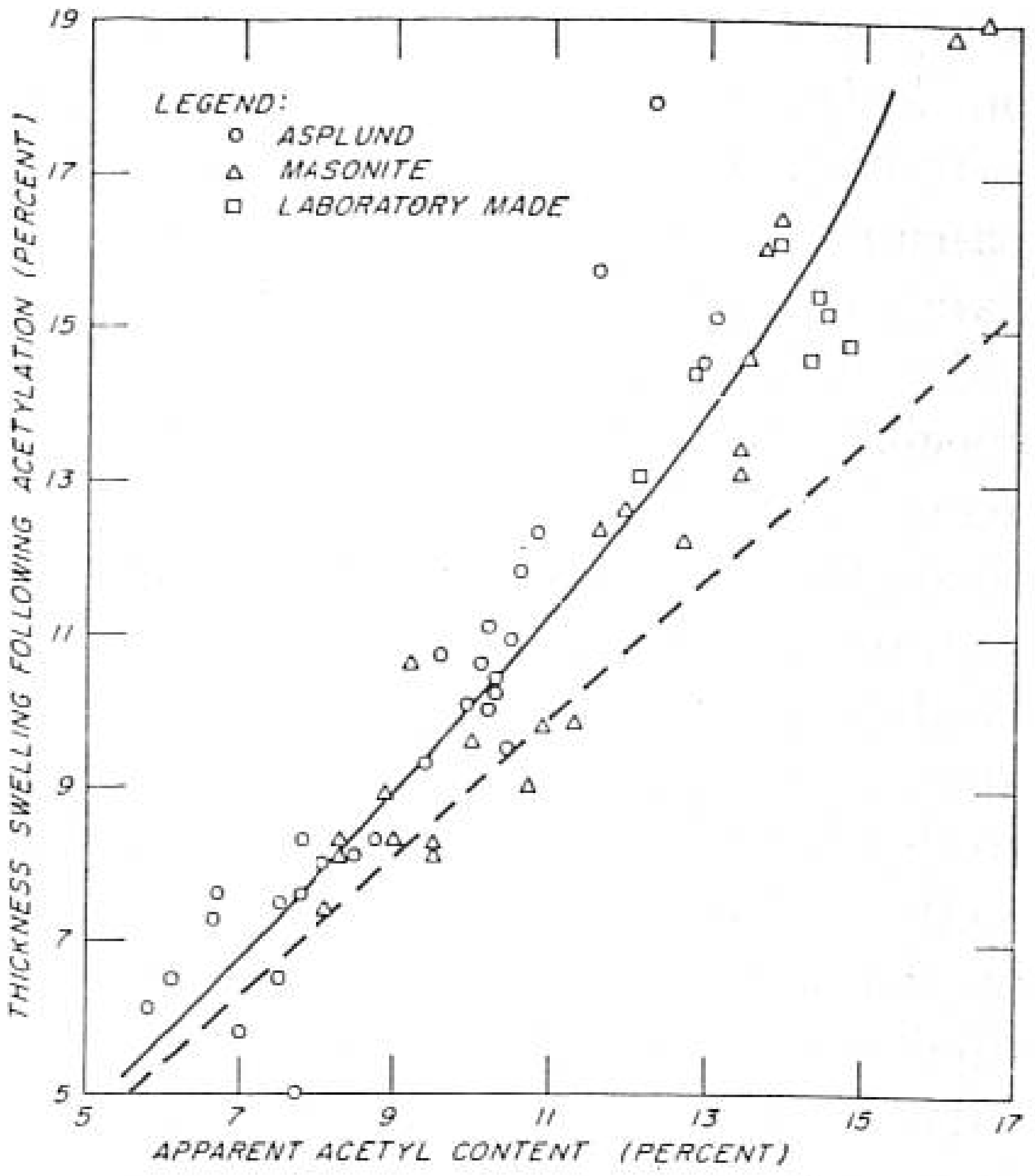
Figure 15 shows the increase in dry thickness due to acetylation in Asplund and Masonite hardboards. The dashed line represents the theoretical volume expansion using 0.90 cm3/g as the specific volume for the acetyl group. While there was a lot of scatter in the data, thickness swelling was always higher than the theoretical value. This may be due to the release of stresses imparted when the boards were pressed and not due to acetylation.
Figure 16 shows the moisture content in Asplund and Masonite hardboards after acetylation as a function of apparent acetyl content. The Masonite hardboard always had a lower moisture content at any given acetyl content as compared to the Asplund hardboard.
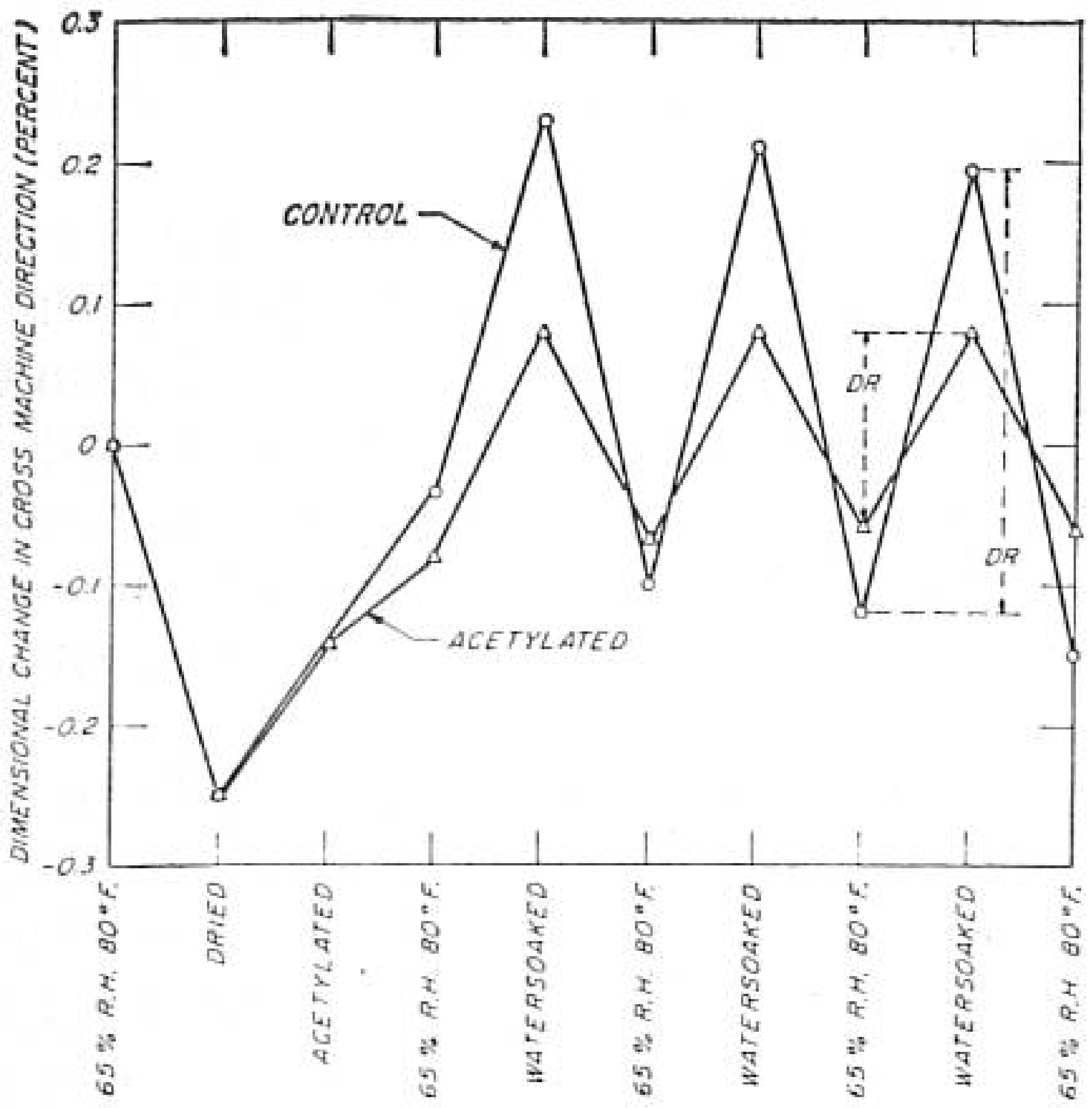
Figure 17 shows the dimensional change in thickness in control and acetylated to 12.5% apparent acetyl Masonite hardboards, which went from 65% RH, to dry, to 65% RH, to water-soaked, to 65% RH, to water-soaked, to 65% RH, to water-soaked, and finally back to the original 65% RH.
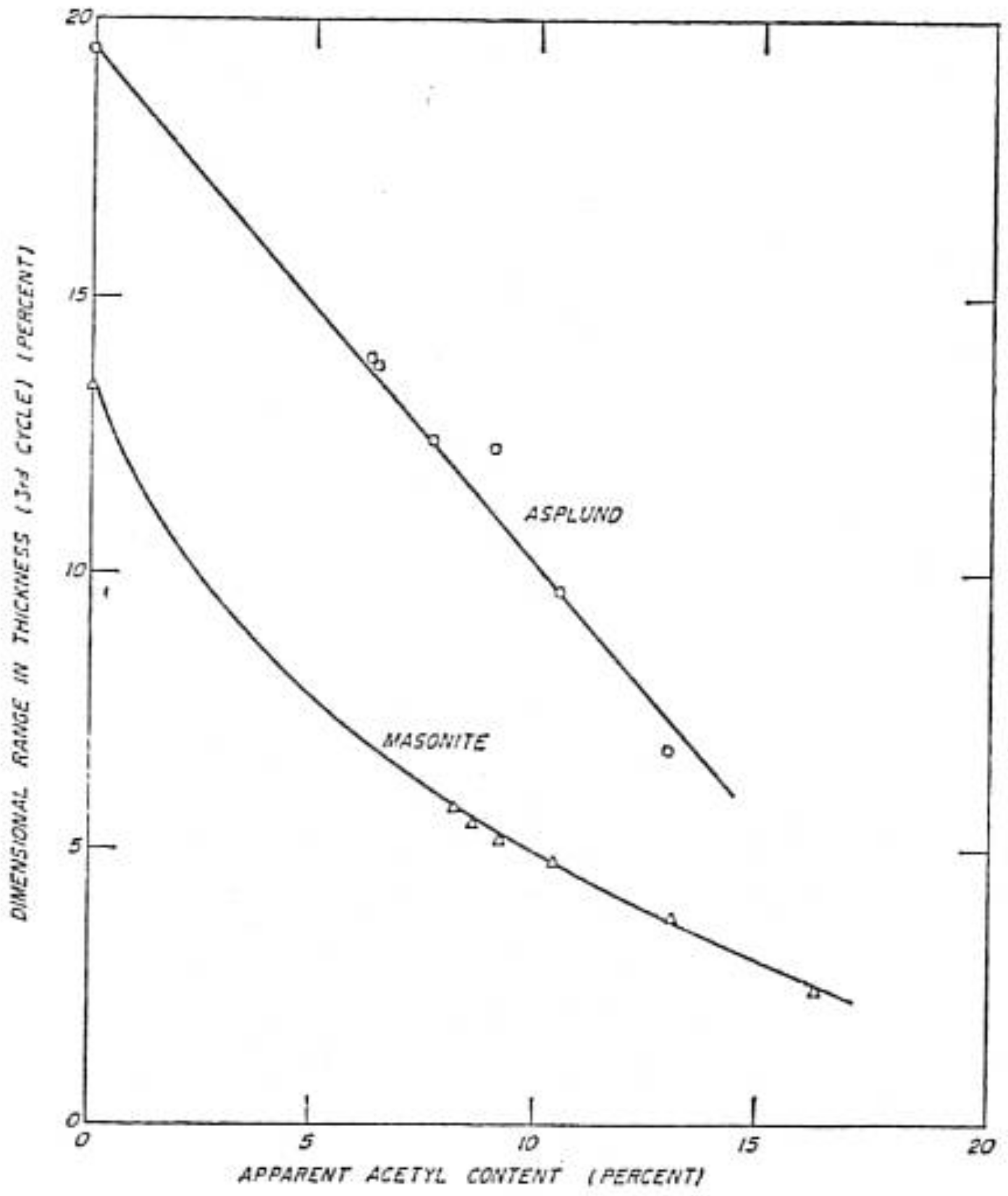
Figure 18 shows the dimensional change in thickness of Asplund and Masonite hardboards after the third cycle, which went from 65% RH to 100% RH. Thickness swelling was higher in the Asplund hardboard as compared to the Masonite hardboard.
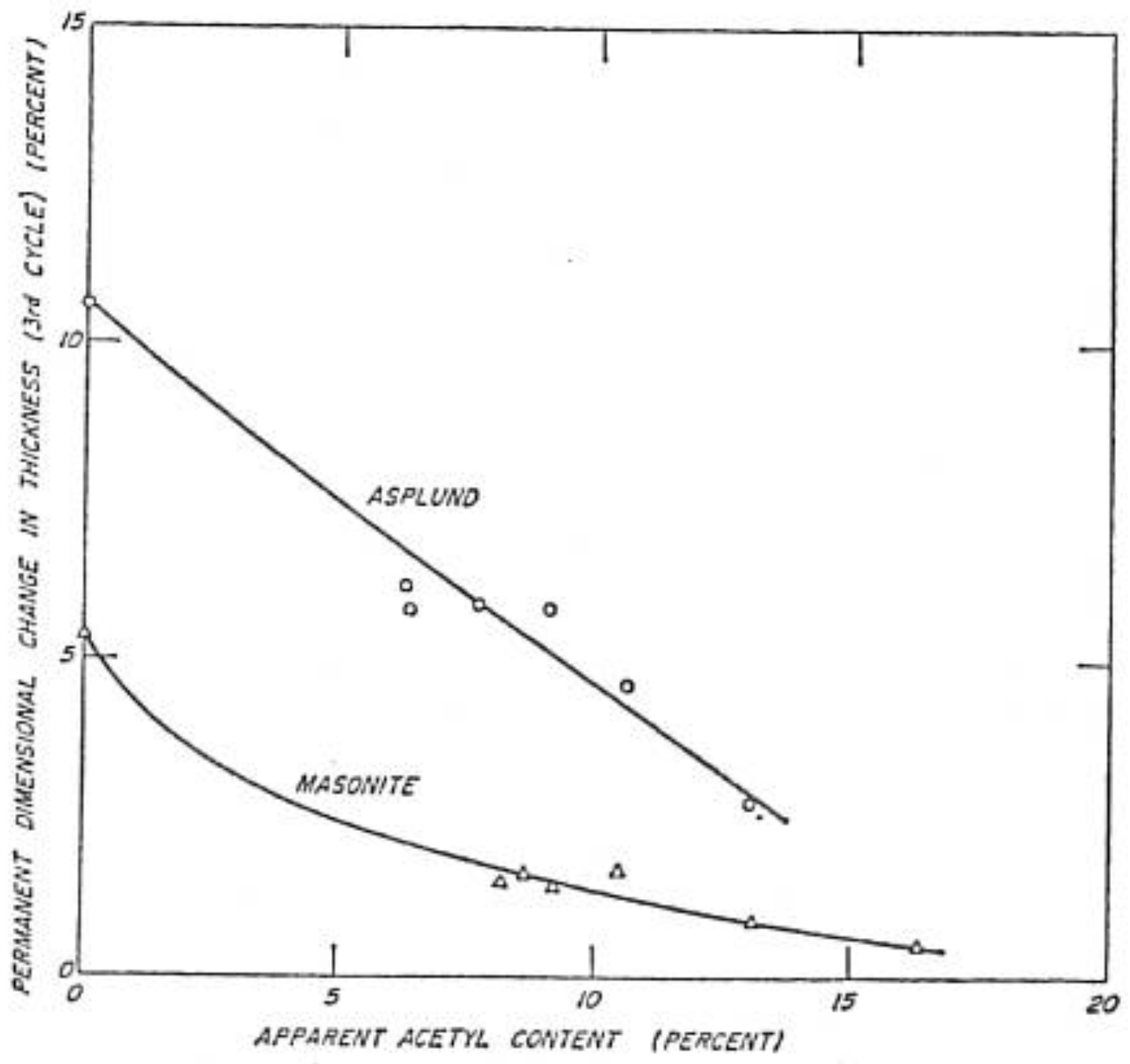
Figure 19 shows the permanent dimensional change in thickness after the third 65% to 100% RH vs. apparent acetyl content of Asplund and Masonite hardboards. To understand the significance of the effect of acetylation on the permanent dimensional change (PDC), it is instructive to examine the PDC of the unacetylated board. In the thickness direction, there was an appreciable permanent expansion after three conditioning cycles. This can be considered as a release of compressive restraints, first introduced into the board by pressing at the time of manufacture.
Under conditions of warm vapor-phase acetylation, some of these restraints were released. Thus, on subsequent conditioning cycles, less permanent thickness expansion was observed. The permanent dimensional change in thickness decreases with increasing acetyl content.
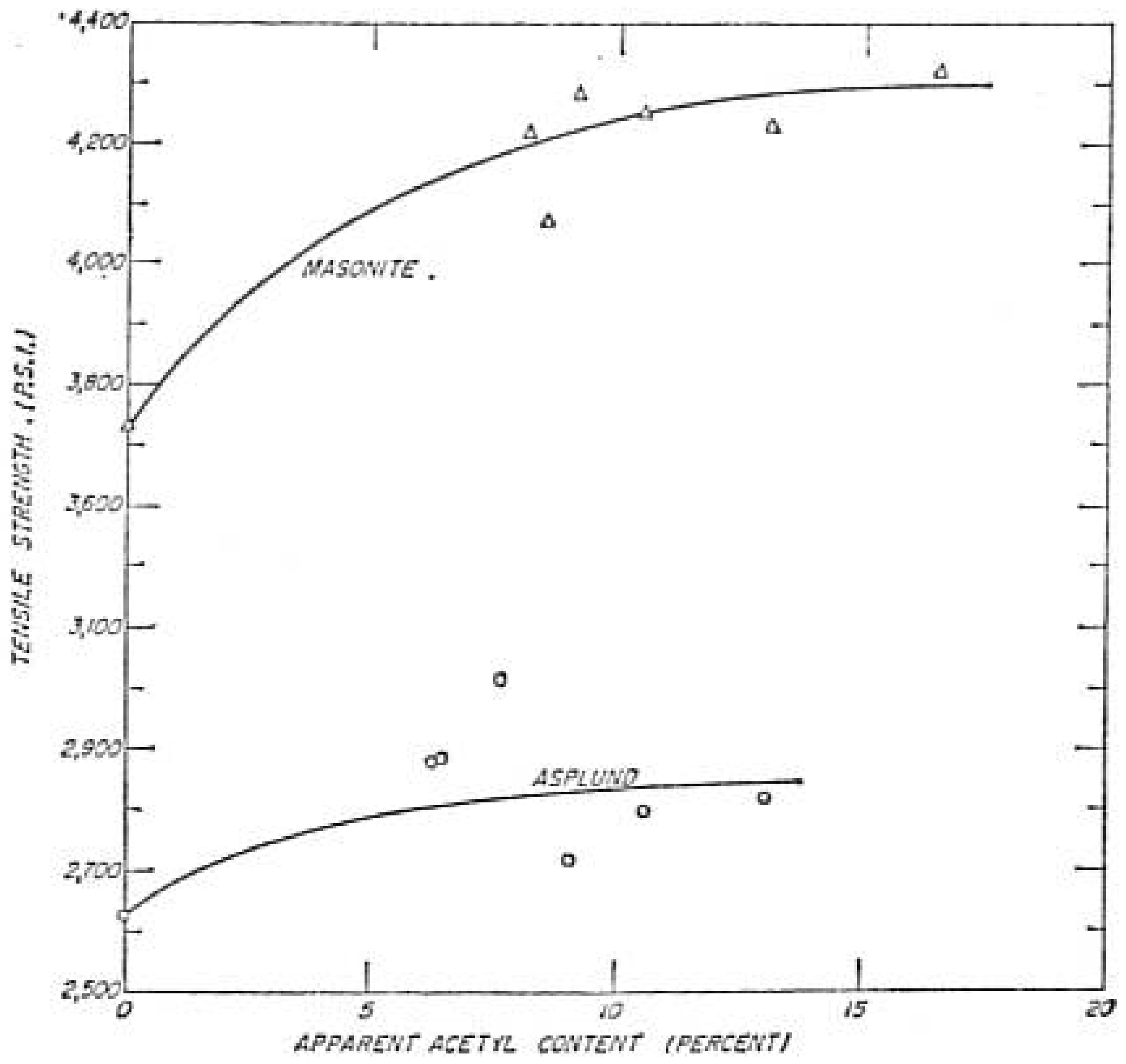
Figure 20 shows the tensile strength of Asplund and Masonite hardboards vs. apparent acetyl content. The tensile strength was much higher in the Masonite hardboards as compared to the Asplund hardboards. Part of this increase in tensile strength can be ascribed to a reduced equilibrium moisture content. Young’s modulus of elasticity also increased with increasing acetyl content. This increase was about 20% for both the Masonite and the Asplund hardboards at 10% acetyl content.
Figure 21 shows photographs of Alfred Stamm and Harold Tarkow that we found in the files at the Forest Products Laboratory in Madison, Wisconsin. Unfortunately, we were not able to find any photos of the other researchers.
11. New Program in Acetylation
In 1966, research on wood acetylation was discontinued at the Forest Product Laboratory, but this was the year that Dr. Roger Rowell, a biochemist from Purdue University, became a research chemist at the Forest Products Laboratory. In 1973, he started a research program, which included new ideas for chemical modification of wood, including acetylation. This research was presented in 1975 at the 71st meeting of the American Wood Preservers’ Association meeting in San Francisco, CA. [18]. This started a resurgence of interest in chemical modification of wood at the Forest Products Laboratory and at several universities, institutes, and companies around the world. These research programs on wood acetylation continue today and can be found on the FPL website. Available online: https://www.fpl.fs.fed.us/ (accessed on 2 November 2020.)
12. Conclusions
The research done at the Forest Products Laboratory between 1945 and 1966 on wood acetylation was the first to show the correlation between acetyl weight gain and increase in wood volume, the change in color, catalyst experiments, decay resistance against both brown- and white-rot fungi, termite resistance, blue stain resistance, resistance to shipworm (Teredo), dimensional stability (antishrink efficiency), liquid and vapor reactions, change in mechanical properties, change in specific gravity, ultraviolet and weathering tests, swelling in organic liquids, paint ability, humidity cycles tests, and glue ability due to acetylation. They did experiments comparing the properties of acetylated wood with other technologies.
Much of the data presented in this review of early research at the Forest Products Laboratory on wood acetylation have been repeated many times over the years, often as original research. While some journals do not encourage the use of “old” references and require recent literature to be cited, this diminishes the importance of the work done by early researchers. Basic, scientific research is fundamental to lead to real innovation with rebounds and can require a long-time span to lead to practical results.
Author Contributions
The manuscript was written through the contributions of both authors. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors thank the FPL librarian Julie Blankenburg for her help in locating and scanning the references used in this manuscript and to Karen Nelson, Visual Information Specialist for the pictures.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Fuchs, W. Genuine lignin. I. Acetylation of pine wood. Ber. Dtsch. Chem. Ges. 1928, 61B, 948–951. [Google Scholar] [CrossRef]
- Horn, O. Acetylation of beech wood. Ber. Dtsch. Chem. Ges. 1928, 61B, 2542–2545. [Google Scholar] [CrossRef]
- Suida, H.; Titsch, H. Chemistry of beech wood: Acetylation of beech wood and cleavage of the acetyl- beech wood. Ber. Dtsch. Chem. Ges. 1929, 61B, 1599–1604. [Google Scholar]
- Suida, H. Acetylating wood. Austrian Patent 122,499, 1930. [Google Scholar]
- Tarkow, H. An Attempt to Acetylated Wood by Treatment with Ketene; The Record; Forest Products Laboratory USDA Forest Service: Madison, WI, USA, 1945; p. 2.
- Tarkow, H.; Moses, C.S. Decay Resistance of Acetylated Balsa; Office Report; Forest Products Laboratory USDA Forest Service: Madison, WI, USA, 1945; p. 4.
- Tarkow, H.; Stamm, A.J.; Erickson, E.C.O. Acetylated Wood; Information Reviewed and Reaffirmed 1955, 1960; Forest Products Laboratory Report; USDA Forest Service: Madison, WI, USA, 1946; p. 29.
- Stamm, A.J.; Tarkow, H. Acetylation of Wood and Boards. U.S. Patent 2,417,995, 25 March 1947. [Google Scholar]
- Stamm, A.J.; Tarkow, H. Dimensional stabilization of wood. J. Phys. Colloid Chem. 1947, 51, 493–505. [Google Scholar] [CrossRef] [PubMed]
- Stamm, A.J. Modified woods. In Modern Plastics Encyclopedia; Plastica Catalogue Corporation: New York, NY, USA, 1948; pp. 725–734. [Google Scholar]
- Tarkow, H. A New Approach to the Acetylation of Wood; Office Report; Forest Products Laboratory USDA Forest Service: Madison, WI, USA, 1959; p. 9.
- Stamm, A.J.; Tarkow, H. Toward new and better means of dimensionally stabilizing wood. For. Prod. J. 1959, 9, 110–111. [Google Scholar]
- Seborg, R.M.; Tarkow, H.; Stamm, A.J. Modified Woods; Technical Report 2192; Forest Products Laboratory USDA Forest Service: Madison, WI, USA, 1948; p. 30.
- Stamm, A.J.; Baecher, R.H. Decay resistance and dimensional stability of five modified woods. For. Prod. J. 1960, 10, 22–26. [Google Scholar]
- Tarkow, H.; Ishaq, S.M. Effectiveness of stabilized surface layers of wood as moisture barriers. For. Prod. J. 1961, 1961, 203–204. [Google Scholar]
- Klinga, L.O.; Tarkow, H.; Back, E.L. Dimensional stabilization of hardboard by combined acetylation and heat treatment. Sven. Papp. 1965, 68, 583–587. [Google Scholar]
- Klinga, L.O.; Tarkow, H. Dimensional stabilization of hardboard by acetylation. Tappi 1966, 49, 23–27. [Google Scholar]
- Rowell, R.M. Chemical modification of wood: Advantages and disadvantages. Proc. Am. Wood Preserv. Assoc. 1975, 1, 1–10. [Google Scholar]
Figure 1.
Acetylated birch plywood with an acetyl content of 30% from the 1945 research program was found in the FPL wood collection.
Figure 1.
Acetylated birch plywood with an acetyl content of 30% from the 1945 research program was found in the FPL wood collection.

Figure 2.
Relationship between the acetyl content and the antishrink efficiency of several species of wood [7].
Figure 2.
Relationship between the acetyl content and the antishrink efficiency of several species of wood [7].

Figure 3.
Relationship between the acetyl and the percentage increase in oven-dry volume [7].
Figure 3.
Relationship between the acetyl and the percentage increase in oven-dry volume [7].

Figure 4.
Relationship between the acetyl content and the percentage increase in specific gravity [7].
Figure 4.
Relationship between the acetyl content and the percentage increase in specific gravity [7].

Figure 5.
Relationship between volume of acetyl groups per gram of wood and antishrink efficiency [7].
Figure 5.
Relationship between volume of acetyl groups per gram of wood and antishrink efficiency [7].

Figure 6.
Relationship between the volume of the acetyl groups and the external volumetric swelling [7].
Figure 6.
Relationship between the volume of the acetyl groups and the external volumetric swelling [7].

Figure 7.
Relationship between the square of the fractional reduction in swelling or shrinking and the chemical content of Sitka spruce when acetylated, treated with phenolic resin or polyethylene glycol, or crosslinked with formaldehyde [14].
Figure 7.
Relationship between the square of the fractional reduction in swelling or shrinking and the chemical content of Sitka spruce when acetylated, treated with phenolic resin or polyethylene glycol, or crosslinked with formaldehyde [14].

Figure 8.
Relationship between the loss in weight due to decay and reduction in swelling of acetylated Sitka spruce with 1% zinc chloride as a catalyst [14].
Figure 8.
Relationship between the loss in weight due to decay and reduction in swelling of acetylated Sitka spruce with 1% zinc chloride as a catalyst [14].

Figure 9.
Increase in dry thickness due to acetylation versus acetyl content for Asplund and Masonite hardboards [16].
Figure 9.
Increase in dry thickness due to acetylation versus acetyl content for Asplund and Masonite hardboards [16].

Figure 10.
Moisture absorption of hardboards on the third cycle of which went from 65% relative humidity (RH) to 100% RH versus heat treatment time. (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated [16].
Figure 10.
Moisture absorption of hardboards on the third cycle of which went from 65% relative humidity (RH) to 100% RH versus heat treatment time. (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated [16].

Figure 11.
Dimensional changes in the plane of hardboards on the third cycle of which went from 65% RH to 100% RH versus heat treatment time. (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated [16].
Figure 11.
Dimensional changes in the plane of hardboards on the third cycle of which went from 65% RH to 100% RH versus heat treatment time. (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated [16].

Figure 12.
Dry and wet tensile strengths of hardboards (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated [16].
Figure 12.
Dry and wet tensile strengths of hardboards (HT) heat-treated only, (AHT) acetylated and then heated, (HTA) heat-treated and then acetylated [16].

Figure 13.
Equipment for uncatalyzed vapor phase acetylation of 1/8 inch hardboard [17].
Figure 13.
Equipment for uncatalyzed vapor phase acetylation of 1/8 inch hardboard [17].

Figure 14.
Relationship between analyzed acetyl content and dry weight gain due to acetylation of Asplund and Masonite hardboards [17].
Figure 14.
Relationship between analyzed acetyl content and dry weight gain due to acetylation of Asplund and Masonite hardboards [17].

Figure 15.
Thickness swelling in Asplund and Masonite hardboards due to acetylation. The dashed line represents the theoretical volume expansion using 0.90 cm3/g as the specific volume for the acetyl group [17].
Figure 15.
Thickness swelling in Asplund and Masonite hardboards due to acetylation. The dashed line represents the theoretical volume expansion using 0.90 cm3/g as the specific volume for the acetyl group [17].

Figure 16.
Moisture content in Asplund and Masonite hardboards after acetylation as a function of apparent acetyl content [17].
Figure 16.
Moisture content in Asplund and Masonite hardboards after acetylation as a function of apparent acetyl content [17].

Figure 17.
Dimensional changes in control and acetylated Masonite hardboards under various moisture conditions [17].
Figure 17.
Dimensional changes in control and acetylated Masonite hardboards under various moisture conditions [17].

Figure 18.
Dimensional changes in thickness in the third cycle which went from 65% RH to 100% RH [17].
Figure 18.
Dimensional changes in thickness in the third cycle which went from 65% RH to 100% RH [17].

Figure 19.
Permanent dimensional change in thickness after the third 65% to 100% RH vs. apparent acetyl content of Asplund and Masonite hardboards [17].
Figure 19.
Permanent dimensional change in thickness after the third 65% to 100% RH vs. apparent acetyl content of Asplund and Masonite hardboards [17].

Figure 20.
Tensile strength of Asplund and Masonite hardboards vs. apparent acetyl content [17].
Figure 20.
Tensile strength of Asplund and Masonite hardboards vs. apparent acetyl content [17].

Figure 21.
Photographs of Alfred Stamm and Harold Tarkow.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Weight loss (%) in balsa after soil test with fungi [6].
Table 1.
Weight loss (%) in balsa after soil test with fungi [6].
| Time/Sample | Poria microspore (Brown-Rot) | Poria incrassata (Brown-Rot) | Polyporus versicolor (White-Rot) |
|---|---|---|---|
| One month | |||
| Control | 0.3 | 1.0 | 33.1 |
| Acetylated | 1.3 | 2.4 | 0.3 |
| Three months | |||
| Control | 7.8 | 1.0 | 50.1 |
| Acetylated | 0.5 | 0.9 | 0.2 |
Table 2.
Percent reduction in hygroscopicity and antishrink efficiencies (ASE) in acetylated (30% acetyl content) Sitka spruce between oven-dry and various relative humidifies [7].
Table 2.
Percent reduction in hygroscopicity and antishrink efficiencies (ASE) in acetylated (30% acetyl content) Sitka spruce between oven-dry and various relative humidifies [7].
| Relative Humidity 27 °C (%) | Reduction in Hygroscopicity (%) | Reduction in Swelling (%) |
|---|---|---|
| 30 | 75 | 81 |
| 65 | 63 | 78 |
| 80 | 63 | 76 |
| 95 | 67 | 77 |
Table 3.
Swelling of control and acetylated balsa in water and various organic fluids [7].
Table 3.
Swelling of control and acetylated balsa in water and various organic fluids [7].
| Liquid | Acetyl Content (%) | Weight Gain (%) | Volume Change (%) |
|---|---|---|---|
| Water | |||
| control | 0 | --- | 5.6 |
| acetylated | 20 | --- | 1.6 |
| Gasoline | |||
| control | 0 | 73 | 0 |
| acetylated | 20 | 85 | 1.2 |
| Ethylene glycol | |||
| control | 0 | 160 | 4.3 |
| acetylated | 20 | 83 | 2.3 |
| Isopropyl alcohol | |||
| control | 0 | 110 | 3.9 |
| acetylated | 20 | 136 | 1.9 |
Table 4.
Physical properties of control and acetylated 1/16-inch rotary-cut veneers of Sitka spruce, yellow birch, and basswood [7].
Table 4.
Physical properties of control and acetylated 1/16-inch rotary-cut veneers of Sitka spruce, yellow birch, and basswood [7].
| Property | Sitka Spruce | Yellow Birch | Basswood | |||
|---|---|---|---|---|---|---|
| Control | Acetylated 31% | Control | Acetylated 22% | Control | Acetylated 20% | |
| ASE | --- | 71 | --- | 72 | --- | 73 |
| Specific gravity | 0.36 | 0.42 | 0.62 | 0.63 | 0.33 | 0.34 |
| Flexure a | ||||||
| MOR 1 | 8100 | 11,400 | 15,600 | 19,200 | 7400 | 8300 |
| MOE 2 | 1540 | 1940 | 2640 | 2750 | 1600 | 1560 |
| Tension b | ||||||
| Ultimate 3 | 13,900 | 15,300 | 14,400 | 15,000 | --- | --- |
| MOE 4 | 1650 | 1840 | 1840 | 2270 | --- | --- |
| Elongation 5 | 0.87 | 0.86 | 0.82 | 0.68 | --- | --- |
| Toughness c | 100 | 172 | 100 | 104 | 100 | 128 |
a Grain parallel to span; b Specimens were tested at a non-load machine speed of 0.05 inch per minute; c %, Average based on 100% for control; 1 p.s.i., 2 1000 p.s.i., 3 p.s.i., 4 Modulus of elasticity, 1000 p.s.i., 5 %.
Table 5.
Tensile and toughness properties of matched control and acetylated 1/16-inch rotary-cut veneers of Sitka spruce, yellow birch, and basswood [7].
Table 5.
Tensile and toughness properties of matched control and acetylated 1/16-inch rotary-cut veneers of Sitka spruce, yellow birch, and basswood [7].
| Property | Sitka Spruce | Yellow Birch | Basswood | |||
|---|---|---|---|---|---|---|
| Acetyl Content (%) | Control 0 | Acetylated 20.5 | Control 0 | Acetylated 16 | Control 0 | Acetylated 20 |
| Specific gravity | 0.38 | 0.41 | 0.60 | 0.62 | 0.36 | 0.36 |
| Tension a | ||||||
| Proportional- limit stress 1 | 7780 | 9310 | 15,600 | 13,800 | 4490 | 7860 |
| Ultimate Strength 2 | 9880 | 11,250 | 18,000 | 17,600 | 7040 | 9470 |
| MOE 3 | 1460 | 1500 | 1970 | 1670 | 1178 | 1226 |
| Elongation 4 | 0.70 | 0.81 | 0.97 | 1.06 | 0.60 | 0.85 |
| Toughness b | 100 | 95 | 100 | 109 | 100 | 112 |
a Parallel to grain, p.s.i.; b Average of 12 species of each type, %; 1 p.s.i., 2 p.s.i., 3 1000 p.s.i., 4 %.
Table 6.
Mechanical properties of control and acetylated yellow birch rotary-cut 1/8-inch veneers [7].
Table 6.
Mechanical properties of control and acetylated yellow birch rotary-cut 1/8-inch veneers [7].
| Acetyl Content, Specific Gravity, Type of Test and Property | Control Value | Acetylated Average Values | |
|---|---|---|---|
| Acetyl Content | percent | 0.00 | 20 |
| Specific gravitiy 1 | 0.68 | 0.71 | |
| Tension parallel to grain: 2 | |||
| Ultimate strength | p.s.i | 15,400 | 14,200 |
| Modulus of elasticity | 1000 p.s.i. | 2700 | 2580 |
| Elongation at rupture 3 | percent | 0.58 | 0.57 |
| Flexure, grain parallel to span: 4 | |||
| Modulus of rupture | p.s.i. | 19,510 | 21,460 |
| Stress at proportional limit | p.s.i. | 11,780 | 11,360 |
| Modulus of elasticitiy | 1000 p.s.i. | 2569 | 2317 |
| Work to the maximum load | in.lb./cu.in. | 21.0 | 27.7 |
| Toughness | percent | 100 | 167 |
1 Based on dimensions and weights when in equilibrium with 75 °F and 65 percent relative humidity. 2 Specimen ¾ inch wide by 16 inches long tested at a no-load speed of 0.034 inch per minute. 3 Elongations measured over a 2-inch gage length. 4 Specimens 1 inch wide by 8 inches long tested flatwise over a 6-inch span under center loading, at a no-load machine speed of 0.072 inch per minute.
Table 7.
Mechanical properties of control and acetylated solid balsa wood [7].
Table 7.
Mechanical properties of control and acetylated solid balsa wood [7].
| Acetyl Content, Specific Gravity, Type of Test and Property | Control Value | Acetylated Average Values | |
|---|---|---|---|
| Acetyl Content | percent | 0.00 | 17 to 19 |
| Specific gravitiy 1 | 0.10 | 0.11 | |
| Tension parallel to grain: | |||
| Ultimate strength | p.s.i | 1220 | 1390 |
| Modulus of elasticity | 1000 p.s.i. | 224 | 221 |
| Elongation at rupture | percent | 0.56 | 0.48 |
| Compression, parallel to grain: 2 | |||
| Proportional-limit stress | p.s.i | 780 | 810 |
| Unltimate strength | p.s.i | 980 | 1200 |
| Modulus of elasticitiy | 1000 p.s.i. | 299 | 294 |
| Toughness: | |||
| Load applied on radial face | percent | 100 | 102 |
| Load applied on radial face | percent | 100 | 114 |
| Shear strength, parallel to grain: | |||
| Radial, across annual rings | p.s.i | 195 | 230 |
| Tangential, in plane of annual rings | p.s.i | 224 | 265 |
| Compresssion, per;endicular to grain: 2 | |||
| Specific gravity 1 | 0.08 | 0.09 | |
| Load applied over tangential surface: | |||
| Proportional-limit stress | p.s.i | 44.4 | 60.2 |
| Modulus of elasticity | 1000 p.s.i. | 10.56 | 14.00 |
| Deformation at proportional limit | percent | 0.43 | 0.44 |
| Load applied over radial surface: | |||
| Proportional-limit stress | p.s.i | 19.4 | 23.3 |
| Modulus of elasticity | 1000 p.s.i. | 2.15 | 2.75 |
| Deformation at proportional limit | percent | 0.90 | 0.85 |
1 Based on weight and volume at test. 2 Deformations were obtained by means of a 1-inch gage length compressometer.
Table 8.
Volumetric changes in the acetylated spruce–water relationship [9].
Table 8.
Volumetric changes in the acetylated spruce–water relationship [9].
| Property | Untreated | Acetylated |
|---|---|---|
| Oven-dry volume before acetylation, cc | 5.71 | 5.73 |
| Acetyl content (%) | 0.00 | 28.6 |
| Oven-dry volume after acetylation, cc | 5.71 | 6.23 |
| Water-swollen volume, cc | 6.45 | 6.47 |
| Volume change in water, cc | 0.74 | 0.24 |
| Antishrink efficiency, (%) | 0 | 70 |
| Total volume change (acetylated and water), cc | 0.74 | 0.74 |
Table 9.
Chemical composition of Asplund, Masonite, and laboratory-made hardboards [17].
Table 9.
Chemical composition of Asplund, Masonite, and laboratory-made hardboards [17].
| Lignin, % | Total Carobohydrate, % | Glucose, % | Mannose, % | Xylose,% | Arabinose, % | Galactocse, % | |
|---|---|---|---|---|---|---|---|
| Commercial boards | |||||||
| Asplund | 30.8 | 65.1 | 68.6 | 17.2 | 10.0 | 1.5 | 2.8 |
| Masonite | 33.4 | 63.9 | 78.6 | 12.2 | 6.2 | 0.7 | 2.3 |
| Laboratory-made boards: | |||||||
| Chip groundwood from balsam fir made into pulps | |||||||
| Without further treatment | 29.5 | 67.9 | 70.0 | 17.2 | 8.4 | 2.0 | 2.4 |
| Cooked with acetic acid | 36.2 | 65.5 | 88.1 | 6.3 | 5.1 | 0.3 | 0.3 |
| Mixed softwood chips, pulped according to | |||||||
| Asplund process | 30.7 | 68.9 | 71.6 | 15.3 | 9.5 | 0.7 | 3.1 |
| Masonite process | 34.2 | 66.6 | 77.7 | 10.6 | 8.5 | 0.6 | 2.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ibach, R.E.; Rowell, R.M. USDA Forest Service Forest Products Laboratory: Acetylation of Wood 1945–1966. Forests 2021, 12, 260. https://doi.org/10.3390/f12030260
AMA Style
Ibach RE, Rowell RM. USDA Forest Service Forest Products Laboratory: Acetylation of Wood 1945–1966. Forests. 2021; 12(3):260. https://doi.org/10.3390/f12030260
Chicago/Turabian StyleIbach, Rebecca E., and Roger M. Rowell. 2021. "USDA Forest Service Forest Products Laboratory: Acetylation of Wood 1945–1966" Forests 12, no. 3: 260. https://doi.org/10.3390/f12030260
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.