
Abstract
Anaerobic digestion of lignocellulosic biomass faces changes such as biomass floating and effluent discharge. To overcome these challenges, a unique removable cartridge anaerobic digester was built and tested using corn stover as the feedstock. Three operating methods differing in the number of cartridges and days of rotation were tested. The first method used three cartridges, with each cartridge being rotated every 7 days. The second and third methods employed four cartridges, with cartridges being rotated every 7 and 9–10 days, respectively. The retention time for methods 1, 2, and 3 was 21, 28, and 38 days, respectively. After observation spanning 1 year, it was found that the cartridge digester was capable of generating a stable amount of biogas for energy without biomass floating or effluent discharging issues. The average daily methane yield from each method was 7.57, 7.11, and 6.82 L/day/kg-VS, and the cumulative methane yield was 158.95, 199.04, and 259.00 L/kg-VS, respectively. Ammonium nitrogen and pH values were in normal ranges throughout the experiment. This study provided new knowledge in operating and optimizing this cartridge digester, which may be broadly used for the anaerobic digestion of lignocellulosic biomass in the near future.
Similar content being viewed by others
Introduction
Lignocellulose is the most abundant biomass on Earth, with an estimated 181.5 billion tonnes produced annually [1]. It is composed of polysaccharides (cellulose and hemicellulose) and lignin, forming complex three-dimensional structures. Given its abundance and renewability, as well as the fact that it does not compete with food or feed production for land, there is wide interest in using lignocellulosic biomass for biofuel production [2]. Corn stover is one of the most investigated lignocellulose for biofuel production. In 2007, the annual corn stover production in the USA was estimated to be 196 million tonnes, and 30% of which could be collected [3]. In Iowa, Illinois, Nebraska, and Minnesota, the states with the largest corn production, the corn stover production was estimated to be about 137 million tonnes [4]. Although the corn stover in the USA is widely available, relatively uniform, and concentrated in some regions, using corn stover for ethanol, syngas, or biogas production is still technically and financially challenging. The cellulosic ethanol sector is still stagnating, mainly due to technical difficulties and high production costs [5, 6]. The cost of syngas cleanup presents a barrier for commercial-scale gasification systems [7]. Most liquid-phase complete mix anaerobic digesters do not accept corn stover due to the recalcitrance of lignocellulosic structure, accumulation of inhibits, and biomass floating issues [8].
Pretreatment, anaerobic co-digestion, and solid-state anaerobic digestion (AD) have the potential to improve the performance of corn stover AD [9, 10]. Pretreating corn stover is to reduce the recalcitrance of lignin and increase enzymatic contact surface area, so that increases the biogas yield [9, 11]. Various pretreatment methods have been tested such as physical pretreatment (steam-explosion [12], hydrothermolysis [13], and irradiation [14]), chemical pretreatment (acid [15] and alkali [16]), and biological pretreatment (fungi [17] and enzymes [18]). Co-digestion refers to digesting two or more feedstocks simultaneously. It provides an approach to utilize nutrients and microbial diversity in various feedstocks that can balance the ratio of carbon to nitrogen (C/N), improve buffer capacity, and dilute inhibitors. Consequently, co-digestion may achieve synergistic effects and lead to higher methane yield than digesting corn stover only. Corn stover is commonly co-digested with animal manure to balance the C/N ratio [19,20,21]. Solid-state AD is to digest feedstocks at a total solid content higher than 15%, keeping the feedstock at a semi-solid condition to avoid floating issues and reduce effluent discharge [21,22,23,24]. Some studies employed multiple approaches in the corn stover AD [2, 25, 26].
The work on the cartridge anaerobic digester took a different approach to improve AD of lignocellulosic biomass by redesigning the digester structure. A proof-of-concept cartridge anaerobic digester has been built and tested using corn stover [27] and waste vegetables [28] as the feedstock. The primary goals of this work were to solve the lignocellulosic biomass floating and effluent discharging issues. During the cartridge digestion, feedstock was put inside multiple hollow cartridges with cover to prevent floating, and effluent was recirculated to reduce effluent discharge. The cartridges were rotated to stabilize the AD process that was done by rotating out the cartridges one-by-one over a designated time and replacing the oldest cartridge with a new cartridge that was filled with fresh feedstock. The rotation operation spreads out the feedstock loading, therefore reduces the accumulation of inhabitants such as free ammonia and volatile organic compounds, which improves digester stability. This preliminary study demonstrated good performance with corn stover as the feedstock, showing stable biogas production and no floating or effluent discharging issues. No acidification or foaming problems were found during the preliminary studies [27, 28].
There are opportunities to optimize the design and operation of this cartridge digester to increase biogas production. One opportunity is to optimize the cartridge rotation method. The preliminary study used three cartridges and rotated out one cartridge every week. This study tested three different operating methods, varying the number of cartridges and the frequency of rotation. The study objectives were as follows: (1) examine the performance of the cartridge anaerobic digester fed with corn stover using three different operating methods and (2) probe into strategies to optimize the cartridge digester operation to increase biogas production.
Materials and Methodologies
AD Feedstock, Inoculum, and Micronutrients
Corn stover was collected from the Illinois State University Farm located outside Lexington, IL, USA, and was used as the feedstock in this study. The collected corn stover was cut into pieces no longer than 10 cm (4 in.) and then stored in a large garbage bag and a Rubbermaid container before use. Digestion effluent taken from a mesophilic liquid anaerobic digester (fed with municipal sewage sludge, operated by the Bloomington Normal Water Reclamation District, IL, USA) was used as the inoculum. Digestion effluent provides nutrients and already adapted digestion microbes. The inoculum was activated in a 37 °C incubation chamber for 1 week before use. Commercial BioGas1 AD micronutrients were purchased from Aquafix, Inc., located in Madison, WI.
Experimental Setup
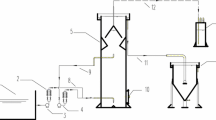
The cartridge digester system was previously developed by the authors [27] and was used in this experiment, as shown in the supporting document. Briefly, the feedstock was loaded into replaceable cartridges, whereas conventional systems distribute feedstock evenly within the digester. The digestion chamber (L × W × H: 23 cm × 15 cm × 15 cm) was made of transparent plastic and had an internal size of 4 L. The cartridges (L × W × H: 3.8 cm × 15 cm × 14 cm, 0.8 L each) were made of perforated plastic with 0.24 cm diameter holes and 25% open area. The feedstock was loaded into the cartridges, covered, and then submerged into the liquid made up of digestion effluent and DI (deionized) water. A small headspace, about 0.5 cm, or 172.5 mL, was allowed, which was 3.3% of the total digestion chamber volume. The digestion chamber was put into a 37 °C incubator. A 5-L biogas bag (CEL Scientific, Santa Fe Springs, CA, USA) was attached to the top of the digestion chamber. Biogas was collected and analyzed every 2–3 days. The solids removal unit was a sealed settling chamber, which partially reduced insoluble solids in the recirculating liquid to avoid sediment accumulation inside the digester. However, due to the low total solids content (< 1%) in the liquid, this device was only operated for a short time (14 days). The ammonia stripping device was designed to control ammonium nitrogen in the recirculating liquid. However, in this experiment, this device was not used due to the low ammonium nitrogen content.
Experimental Procedures
Three operating methods were tested, as shown in Table 1. All experiments started with loading one cartridge into the digestion chamber. For method 1, the cartridge contained 14 g (wet basis) of feedstock. The second and third cartridges were added after 1 and 2 weeks respectively. After that, one cartridge was rotated out and one new cartridge was added every week following the same order. Methods 2 and 3 used four cartridges, so the rotation was started in week 5 (Table 1). About 1-L inoculum digestion effluent and 1.8-L DI water were also added into the chamber at the beginning of the experiment. DI water was added to increase the flowability and dilute possible toxins in the inoculum effluent taken from a municipal wastewater treatment plant. Besides, 2 mL of anaerobic micronutrients (BioGas1, obtained from Aquafix, Inc. Madison, WI) was added into the digester at the beginning of the experiment. After that, 2 mL of the same anaerobic micronutrients was added per cartridge rotation to help the digestion process. When a cartridge was rotated out, the digestion chamber was moderately shaken for 5 s and the digestion liquid was recirculated for 5 min using a pump with a flow rate of 0.2 l per minute (LPM). Digestion liquid was circulated from the bottom close to the right side of the chamber, going through an enclosed settling chamber, and then re-injected into the bottom on the left side of the chamber after treatment. The recirculation process was airtight. This recirculation broadcasted the contents of the digestion chamber and evened out the distribution of inhibitors. System operation times for methods 1, 2, and 3 were 129, 136, and 93 days, respectively. The method 3 experiment was terminated earlier than planned due to the COVID-19 pandemic.
A blank test was conducted with only DI water and inoculum (no feedstock or cartridge) added into a 2-L Erlenmeyer flask. A 5-L biogas bag was attached to the flask to collect produced biogas. The Erlenmeyer flask was put into a 37 °C incubator.
Sampling and Analytical Methods
Biogas was collected in bags, and the composition of biogas, consisting of CH4, CO2, O2, H2S, and balance gas (mainly N2), was measured using a biogas analyzer (Landtec Biogas 5000, Dexter, MI, USA). The analyzer was calibrated by the manufacturer before the test and was checked monthly using the calibration gas (mixture 3: 60% CH4 and 40%CO2) and 100 ppm H2S, both purchased from Landtec Biogas 5000, Dexter, MI, USA. The digested feedstock was dewatered and stored in a -20 °C freezer before analysis. The total solids (TS), volatile solids (VS), pH, and alkalinity of the feedstock and inoculum were measured based on a slightly revised Standard Methods Examination of Water and Wastewater [14]. Specifically, the samples were oven-dried at 105 °C for 24 h, using a Fish-Scientific Isotem oven, to calculate TS content based on the weight difference. The dried samples were then put into a 450 °C oven (Fish-Scientific Isotem Muffle Furnace) for 4 h to measure volatile compounds. The pH value and alkalinity were found by diluting a 3-g sample with DI water for a total of 30 mg and then measured using a pH titrator (HACH AT1000 Potentiometric Titrator). Ammonium nitrogen was analyzed using a Hach DR1900 Spectrophotometer, following the HACH method 10031. Organic compounds such as cellulose, hemicellulose, lignin, and starch were analyzed using a near infrared reflectance (NIR) spectroscopy analysis method by the Rock River Laboratory, Inc., located in Watertown, WI.
Data Analysis
ANOVA (analysis of variance) tests were conducted using the software R Studio (Version 1.1.463) to compare the performance of digesters using the three different operating methods. A linear regression model was used to show the relationship between cumulative methane yield and feedstock retention time, using the software SigmaPlot (Version 11.0). A significance level of 0.05 was used. Averages and standard errors are reported in this paper.
Results and Discussion
Methane and Biogas Yields
Biogas and methane yields were recorded throughout the experiment. However, for comparison purposes, only results obtained after the digester was fully loaded were reported (same below). Only a small amount of biogas was produced from the blank test, which included 0.36 L biogas in days 1–3, 0.14 L biogas in days 4–7, 0.05 L biogas in days 8–9, and no biogas produced after that, for a total of 0.54 L biogas produced in 90 days. Properties of feedstock and inoculum are shown in Table 2.
Figure 1 shows the daily methane yields were fairly stable using all three operating methods and were more constant when compared to typical solid-state anaerobic digesters [2, 29], showing that this cartridge design can smooth out the daily methane yield curve. Results obtained from the method 3 operation show greater variation as evidenced by the wider range and higher standard error shown in Table 3, mainly due to the less frequent cartridge rotation (9–10 days VS 7 days for methods 1 and 2, Table 1). On average, the daily methane yields were 7.57, 7.11, and 6.82 L/day/kg-VS from methods 1, 2, and 3, respectively. ANOVA tests show a significant difference (p < 0.05) in daily methane yield between methods 1 and 2, methods 1 and 3, but not between methods 2 and 3 (p > 0.05). The higher daily methane yield from the method 1 operation could be due to two factors: (1) less feedstock loaded in the digester (42 g, Table 1) so that digestion consortia are more available, and (2) higher rotation frequency to cut off the low biogas production phase, or the lag phase, that usually occurs 15–25 days after the feedstock was loaded into the digester [2].

Comparison of daily methane yields
The cumulative methane yield was calculated using the average daily yield times the retention time, which were 21, 28, and 38 days for methods 1, 2, and 3, respectively (Table 1). The cumulative methane yields for methods 1, 2, and 3 were 158.95, 199.04, and 259.00 L/kg-VS, respectively, which were comparable to other studies. Zhu et al. [22] reported an average cumulative methane yield of 222 L/kg-VS from the solid-state AD of corn stover; Li et al. [19] reported methane potential of corn stover at 218 and 300 L/kg-VS with two different types of inoculum. A low cumulative methane yield of 81.2 L/kg-VS was reported by Liew et al. [25].
The cumulative methane yields increased linearly with the retention time. A simple linear regression of the cumulative methane yield over the retention time shows:
The regression R2 was 0.9992. Based on this result, it can be extrapolated that a considerably higher cumulative methane yield could be achieved if a longer retention time was given. Ideally, to optimize the cartridge digester performance, a longer retention time coupled with more cartridges should be used to increase the cumulative methane yield and stabilize the daily methane yield.
Biogas Composition
The biogas samples taken from the method 1 operation contained a higher average percentage (54.48%) of methane and a lower average percentage of CO2 (40.13%) than those taken from the method 2 and 3 operations, which agreed with the daily methane yield results. There was no significant difference (p > 0.05) in methane or CO2 composition between the methods 2 and 3 biogas samples. The higher methane content from the method 1 operation likely was due to its shorter retention time that avoided the low-efficiency lag phase. However, the observed methane content was slightly lower than that from a typical liquid-phase anaerobic digester (usually in the range of 55–65% [23, 30, 31]), as the produced biogas was partially diluted by the air that remained in the headspace following the cartridge replacement. The methane content can be increased if the replacement operation is improved, e.g., shorten the replacement time or better sealing. Interestingly, although the digester was opened up periodically for cartridge replacement, the oxygen content was kept low at an average of 1.98%, 1.22%, and 1.34% for methods 1, 2, and 3, respectively. The small headspace (< 5% of total volume) in the digester helped maintain a low oxygen content.
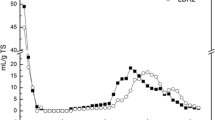
The biogas samples taken from the method 2 operation contained a significantly higher (p < 0.05) average hydrogen sulfide concentration than those taken from the methods 1 and 3 operations (Fig. 2). It could be because of its higher feedstock load (60 g total, Table 1) than method 1 (42 g) and a shorter retention time (28 days) than method 3 (38 days). Throughout the experiment, the concentration of hydrogen sulfide was constant during the method 1 operation but decreasing during the methods 2 and 3 operations (Fig. 3). Often, the hydrogen sulfide concentration peaked 2–5 days after a cartridge rotation and then declined. Therefore, a longer retention time, such as in the methods 2 and 3, helped reduce the hydrogen sulfide level. Besides that, the micro-aeration effect may help control hydrogen sulfide emission by oxidizing reduced sulfur to element sulfur [32, 33]. The hydrogen sulfide concentration in biogas taken from the blank test was in the range of 1–5 ppm.

Comparison of biogas compositions

Hydrogen sulfide concentrations
Effluent Characteristics
As shown in Fig. 4, the ammonium-nitrogen (NH4-N) concentration was below 900 mg/L from all samples, which should not cause inhibition of microbial activities [24]. Ammonium nitrogen concentration was higher at the beginning of the tests due to the nitrogen from inoculum and then declined slightly, as the feedstock used for this experiment has a high C/N ratio of 67.54 (Table 2). It was not clear if additional N supplements, e.g., blended with low C/N feedstocks, will be needed to support the microbial digestion activities for an extended operation. The pH value of the digestion effluent was consistent, in the range of 7–8 from all samples, which was normal for AD [34]. The pH condition also indicated no over-accumulation of volatile fatty acids, which are cursors of digester foaming [35]. Only a few samples were taken to analyze the TS content in the digestion effluent; all showed TS below 1%. The effluent analysis results showed that the operation was healthy and stable. An estimated 5–10 mL effluent was lost at each cartridge rotation due to the effluent absorbed to the spent feedstock that was taken out of the digester at the rotation. No other effluent was discharged. DI water was added to the digester to make up the liquid lost.

Ammonium nitrogen and pH conditions
Degradation of Organic Compounds
Cellulose and hemicellulose contents declined after the digestion (Fig. 5). Compared to the raw feedstock that contained 46.16% (dry basis) cellulose, the digested feedstock cellulose content dropped to 38.02%, 36.03%, and 34.45%, for methods 1, 2, and 3 operations, respectively, which was 17.64%, 21.95%, and 25.37% decrease; similarly, the hemicellulose content showed 46.48%, 54.55%, and 57.19% decrease for methods 1, 2, and 3 operations, respectively. The degradation rates were comparable to a previous study, which showed 44.4% and 34.9% degradation rates for hemicellulose and cellulose, respectively [36]. Degradation of cellulose and hemicellulose largely determines the methane yield of corn stover, as the other organic components, such as protein and extractives, are usually low in corn stover [31]. Therefore, it makes sense that the method 3 operation that showed the highest degradation rates of cellulose and hemicellulose had the highest cumulative methane yield, while the method 1 operation showed the lowest degradation rates and also the lowest cumulative methane yield.

Cellulose and hemicellulose contents in raw feedstock and after digestion
Possible Optimization Strategies
Based on the observed results, to further increase biogas production, one possible strategy is increasing the number of cartridges to five and rotate every 6 days, for an overall retention time of 30 days. This will likely increase the cumulative methane yield and make the daily methane yield more stable, without decrease in daily methane yield much. One tradeoff will be the increased operating cost. Another possible strategy is creating an individual compartment for each cartridge and isolating the compartment when it needs to be rotated out. This design will reduce the amount of air getting into the headspace, leading to less disruption to the digester. A third possible strategy is blending green and dry lignocellulosic biomass to balance the nitrogen content in the recirculating liquid. Last but not least, analyzing and balancing microbial communities could be employed to determine and optimize the digester performance.
Conclusion
Digesters were healthy using all three operating methods, although the performance varied. Method 1 showed the highest daily methane yield, the highest methane content, but the lowest cumulative methane yield, and the lowest degradation rates of cellulose and hemicellulose, likely due to its shortest retention time. In contrast, method 3 had the lowest daily methane yield, but the highest cumulative methane yield and degradation rates. Method 2 had the highest hydrogen sulfide concentration in biogas. Ammonium nitrogen and pH value of the recirculating liquid were in the normal ranges. Multiple strategies may be applied to improve this cartridge digester performance. Analyzing and balancing microbial communities could be the next step for optimization.
References
Dahmen N, Lewandowski I, Zibek S, Weidtmann A (2019) Integrated lignocellulosic value chains in a growing bioeconomy: status quo and perspectives. GCB Bioenergy 11(1):107–117. https://doi.org/10.1111/gcbb.12586
Yang L, Xu F, Ge X, Li Y (2014) Challenges and strategies for solid-state anaerobic digestion of lignocellulosic biomass. Renew Sust Energ Rev 44:824–834. https://doi.org/10.1016/j.rser.2015.01.002
Graham R, Nelson N, Sheehan J, Perlack R (2007) Current and potential U.S. corn stover supplies. Agron J 99(1):1–11. https://doi.org/10.2134/argonj2005.0222
Wilhelm W, Johnson JMF, Hatfield JL, Voorhees WB, Linden DR (2004) Crop and soil productivity response to corn residue removal: a literature review. Agron J 96:1–17
Monica P, Parker O, Matteo P (2019) What is still limiting the deployment of cellulosic ethanol? Analysis of the current status of the sector. Energy Transport. https://doi.org/10.3390/app9214523 (online), https://doi.org/10.3390/app9214523
Dutta A, Talmadge M, Hensley J, Worley M, Dudgeon D, Barton D, Groenendijk P, Ferrari D, Stears B, Searcy EM, Wright CT, Hess JR (2011) Process design and economics for conversion of lignocellulosic biomass to ethanol: thermochemical pathway by indirect gasification and mixed alcohol synthesis NREL
Calì G, Deiana P, Bassano C, Meloni S, Maggio E, Mascia M, Pettinau A (2020) Syngas production, clean-up and wastewater management in a demo-scale fixed-bed updraft biomass gasification unit. Energies 13:2594. https://doi.org/10.3390/en13102594
Sawatdeenarunat C, Surendra KC, Takara D, Oechsner H, Khanal SK (2014) Anaerobic digestion of lignocellulosic biomass: challenges and opportunities. Bioresour Technol 178:178–186. https://doi.org/10.1016/j.biortech.2014.09.103
Edwiges T, Bastos J, Alino J, Davila L, Frare L, Somer J (2019) Comparison of various pretreatment techniques to enhance biodegradability of lignocellulosic biomass for methane production. J Environ Chem Eng 7(6):103495. https://doi.org/10.1016/j.jece.2019.103495
Paul S, Dutta A (2018) Challenges and opportunities of lignocellulosic biomass for anaerobic digestion. Resour Conserv Recycl 30:164–174. https://doi.org/10.1016/j.resconrec.2017.12.005
Zheng Y, Zhao J, Xu F, Li Y (2014) Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog Energy Combus Sci:1–19. https://doi.org/10.1016/j.pecs.2014.01.001
Ji J, Zhang J, Yang L, He Y, Zhang R, Liu G, Chen C (2017) Impact of co-pretreatment of calcium hydroxide and steam explosion on anaerobic digestion efficiency with corn stover. Environ Technol 38(12):1465–1473. https://doi.org/10.1080/09593330.2016.1234001
Yuan H, Song X, Guan R, Zhang L, Li X, Zuo X (2019) Effect of low severity hydrothermal pretreatment on anaerobic digestion performance of corn stover. Bioresour Technol 294:122238. https://doi.org/10.1016/j.biortech.2019.122238
Hu Z, Yue Z, Yu H, Liu S, Harada H, Li Y (2012) Mechanisms of microwave irradiation pretreatment for enhancing anaerobic digestion of cattail by rumen microorganisms. Appl Energy 93:229–236. https://doi.org/10.1016/j.apenergy.2011.12.015
Tian Y, Zhang H, Mi X, Wang L, Zhang L, Ai Y (2016) Research on anaerobic digestion of corn stover enhanced by dilute acid pretreatment: mechanism study and potential utilization in practical application. J Renew Sustain Energy 8:023103. https://doi.org/10.1063/1.4945570
Zhu J, Wan C, Li Y (2010) Enhanced solid-state anaerobic digestion of corn stover by alkaline pretreatment. Bioresour Technol 101(19):7523–7528. https://doi.org/10.1016/j.biortech.2010.04.060
Liu S, Li X, Wu S, He J, Pang C, Deng Y, Dong R (2014) Fungal pretreatment by phanerochaete chrysosporium for enhancement of biogas production from corn stover silage. Appl Biochem Biotechnol 174:1907–1918. https://doi.org/10.1016/j.biortech.2020.124397
Wang S, Li F, Wu D, Zhang P, Wang H, Tao X, Nabi M (2018) Enzyme pretreatment enhancing biogas yield from corn stover: feasibility, optimization, and mechanism analysis. J Agric Food Chem 66(38):10026–10032. https://doi.org/10.1021/acs.jafc.8b03086
Li Y, Lu F, Zhang R, He Y, Liu X, Xiao X, Ma X, Chen C, Liu G (2013) Influence of inoculum source and pre-incubation on bio-methane potential of chicken manure and corn stover. Appl Biochem Biotechnol 171:117–127. https://doi.org/10.1007/s12010-013-0335-7
Li Y, Zhang R, Liu X, Chen C, Xiao X, Feng L, He Y, Liu G (2013) Evaluating methane production from anaerobic mono-and co-digestion of kitchen waste, corn stover, and chicken manure. Energy Fuel 27(4):2085–2091. https://doi.org/10.1021/ef400117f
Xu F, Li Y (2012) Solid-state co-digestion of expired dog food and corn stover for methane production. Bioresour Technol 118:219–226. https://doi.org/10.1016/j.biortech.2012.04.102
Zhu J, Yang L, Li Y (2014) Comparison of premxing methods for solid-state anaerobic digestion of corn stover. Bioresour Technol 175:430–435. https://doi.org/10.1016/j.biotech.2014.10.095
Shi J, Xu F, Wang Z, Stiverson JA, Yu Z, Li Y (2014) Effects of microbial and non-microbial factors of liquid anaerobic digestion effluent as inoculum on solid-state anaerobic digestion of corn stover. Bioresour Technol 157(0):188–196. https://doi.org/10.1016/j.biortech.2014.01.089
Wang Z, Xu F, Li Y (2013) Effects of total ammonia nitrogen concentration on solid-state anaerobic digestion of corn stover. Bioresour Technol 144:281–287. https://doi.org/10.1016/j.biortech.2013.06.106
Liew L, Shi J, Li Y (2012) Methane production from solid-state anaerobic digestion of lignocellulosic biomass. Biomass Bioenergy 46:125–132. https://doi.org/10.1016/j.biombioe.2012.09.014
Fagbohungbe MO, Dodda IC, Herbertb BMJ, Li H, Ricketts L, Semple KT (2015) High solid anaerobic digestion: operational challenges and possibilities. Environ Technol Innov 4:268–284. https://doi.org/10.1016/j.eti.2015.09.003
Yang L, Kopsell D, Kottke A, Johnson M (2017) Development of a cartridge design anaerobic digestion system for lignocellulosic biomass. Biosyst Eng 160:134–139. https://doi.org/10.1016/j.biosystemseng.2017.05.004
Yang L, Corsolini S (2019) A case study on converting organic farm waste vegetables to biogas using a cartridge design anaerobic digester. Appl Biochem Biotechnol 189(2):638–646. https://doi.org/10.1007/s12010-019-03034-w
Brown D, Li Y (2013) Solid state anaerobic co-digestion of yard waste and food waste for biogas production. Bioresour Technol 127:275–280. https://doi.org/10.1016/j.biortech.2012.09.081
Seswoya R, Fen A, Yang L, Sulaiman S (2019) Performance of anaerobic digestion of fruit and vegetable waste (FVW). AIP Conf Proc. https://doi.org/10.1063/1.5126561
Xu F, Shi J, Lv W, Yu Z, Li Y (2013) Comparison of different liquid anaerobic digestion effluents as inocula and nitrogen sources for solid-state batch anaerobic digestion of corn stover. Waste Manag 33(1):26–32. https://doi.org/10.1016/j.wasman.2012.08.006
Fu S, Wang F, Shi X, Guo R (2016) Impacts of microaeration on the anaerobic digestion of corn straw and the microbial community structure. Chem Eng J 287:523–528. https://doi.org/10.1016/j.cej.2015.11.070
Lim J, Wang J (2013) Enhanced hydrolysis and methane yield by applying microaeration pretreatment to the anaerobic co-digestion of brown water and food waste. Waste Manag 33(4):813–819. https://doi.org/10.1016/j.wasman.2012.11.013
Vavilin VA, Fernandez B, Palatsi J, Flotats X (2008) Hydrolysis kinetics in anaerobic degradation of particulate organic material: an overview. Waste Manag 28(6):941–953. https://doi.org/10.1016/j.wasman.2007.03.028
Weelden M (2014) Investigating the causes of foam formation in deep pit swine manure storages. Iowa State University
Li P, He C, Li G, Ding P, Lan M, Gao Z, Jiao Y (2020) Biological pretreatment of corn straw for enhancing degradation efficiency and biogas production. Bioenginered 11(1):251–260. https://doi.org/10.1080/21655979.2020.1733733
Funding
This work was supported by the Illinois State University (FY20 URG grant).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
ESM 1
(DOCX 27 kb)
Rights and permissions
About this article

Cite this article
Yang, L., Moran, T. & Han, A. Comparison of Operating Methods in Cartridge Anaerobic Digestion of Corn Stover. Bioenerg. Res. 15, 1225–1231 (2022). https://doi.org/10.1007/s12155-021-10252-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-021-10252-w