
Abstract
This study addresses some aspects regarding a computer modelling based on three-dimensional Frontal Cellular Automata (FCA) for the simulation of ultrafine-grained (UFG) microstructure development in purpose-designed microalloyed austenite model alloy i.e. FCC structure. Proposed in the present study model is a step forward towards understanding the deformation and microstructure development mechanisms occurring during severe plastic deformation (SPD) processes with high accumulation of the plastic deformation effects in FCC structures. The analysed microalloyed austenite microstructures were developed due to SPD effects. Using the proposed computer model, based on three-dimensional FCA it has been shown that it is possible to predict some characteristics of the FCC microstructures such as the grain size and the distribution of the boundaries misorientation angle. These abilities were proved by the qualitative and quantitative comparisons of the modelling and SEM/EBSD results. The capabilities of the proposed model were tested using experimental results of the wire drawing processes. The paper presents the new original results of experimental studies of multi-staged MaxStrain technology with the microscopic investigation. Basing on data obtained from these studies, the dependencies of the evolution of grain structure and misorientation angle on the accumulative strain and cycle number were obtained in a form of approximation equations. The equations were implemented into the CA model, and MaxStrain technology was simulated. Comparison of the results obtained in experimental studies and simulations shows a satisfactory agreement. Industrial verification of the developed model as well shows a satisfactory agreement.
Similar content being viewed by others

1 Introduction
The combined effect of the complex chemical composition and grain refinement determines the formation of the microstructure, which controls the mechanical properties of modern structural materials. Various kinds of micro- and nano-structures can be produced by Severe Plastic Deformation (SPD) processing. In these processes, metallic materials are subjected to heavy plastic deformation, at least up to an equivalent strain exceeding 4 [1, 2]. In the present study, the ultrafine-grained FCC microstructures are produced by multiaxis compression tests through a process called continuous recrystallization or in situ recrystallization [3]. The ultrafine-grained (UFG) materials produced in this way are well suited for many modern applications owing to their outstanding properties [4]. A large volume fraction and a fine dispersion of the second phase particles effectively increase the work-hardening rate by promoting the accumulation of the dislocations around interphase boundaries, which finally results in an increased amount of High Angle Grain Boundaries (HAGBs) in the ultrafine-grained microstructures.
Different modelling methods can be applied for the study of microstructure evolution during the thermal and forming processes. A wide range of analytical methods was proposed in the previous century, for example by [5] for modelling the microstructure evolution during the hot rolling, by [6] for the mathematical modelling of the hot strip rolling of different steels. Analytical methods are still used as a fundamental basis for grain refinement modelling of as presented by Petryk and Stupkiewicz [7] who proposed physically based analytical modelling approach for prediction of cell structure evolution during severe plastic deformation. Muszka et al. [8] combined physically based modelling approach with finite element method to predict mechanical response of ultrafine-grained structures subjected to dynamic loading conditions. Comprehensive review of Severe Plastic Deformation methods (SPD) is presented in [9, 10]. Authors not only summarize the progress in grain refinement methods but also discuss progress in constitutive modeling of SPD effects on microstructure development.
The phase-field method is widely used for simulation of different microstructural phenomena and processes. For example, Militzer [11] modelled the austenite–ferrite transformation in steels, Steinbach [12] modelled a spinodal decomposition and ripening in Ag–Cu, Takaki et al. [13] applied this method for dynamic recrystallization.
Another method is a level set method. Bernacki et al. [14] used the method for modeling of recrystallization and grain growth in polycrystalline materials. A review of the level set method and sample applications were presented by [15]. The vertex method as well widely used for modelling of microstructure evolution. Here can be mentioned publication of Barrales Mora [16] for the simulation of grain growth and grain boundary migration, and Mellbin et al. [17] used the vertex method in a mesoscale model of microstructure evolution. The Monte-Carlo method for the simulation of microstructure evolution is using for at least 35–40 years. Fang et al. [18] used the method for the simulation of microstructure evolution in two-phase ceramic tool materials, and Hore et al. [19] applied this method for modelling of static recrystallization and two-dimensional microstructure evolution during hot strip rolling of advanced high strength steel.
Here cellular automata method should be mentioned, probably, the first complex discrete method applied for microstructure modelling by Ulam in the 1940s. Cellular automata allow modeling the dynamic processes taking place in the materials, both during and after the deformation. An example of a solidification process can be found in [20,21,22], etc. Asadi et al. [23] modelled dynamic recrystallization during friction stir welding of AZ91 magnesium alloy, Chen et al. [24] modelled dynamic recrystallization in austenitic stainless steel, Shen et al. [25] modelled the dynamic recrystallization and flow behavior of a medium carbon Nb-V microalloyed steel. Majta et al. [26] presented modelling of inhomogeneity of grain refinement during the combined metal forming process. Song et al. [27] presented a numerical simulation of β–α phase transformation in the heat-affected zone during the welding of TA15 alloy. It is a small list from thousands of publications connected with the application of cellular automata for microstructure evolution. The authors of the present paper as well have over twenty publications on this topic.
Also known multiscale approaches used several methods: for example, Yoshimoto and Takaki [28] for multiscale hot-working simulations, Ding et al. [29] for analysis of temperature distribution in the hot plate rolling of Mg alloy.
The main objective of the investigations presented in this study is an application of the grain refinement model based on cellular automata for the modelling of FCC structure development in severely deformed microalloyed austenite, using the MaxStrain system [30].
The analysis of publications in this area allows one to draw some conclusions. The theory of evolution of microstructures produced by SPD is well-known but presented mainly descriptively. Recent knowledge is deeply reviewed in [Sakai], but it can be easily found in many publications. Dependencies of accumulative strain on some microstructural parameters such as grain size or texture are also widely studied for different materials. Such dependencies based on experimental data with the use of different approximation techniques can be found in several hundred publications, e.g. [7, 32].
While modeling of SPD processes in macro scale with the use of FEM is a general trend in numerical analysis [34, 37], modeling of SPD processes in nano and micro scale is devoted to the analysis of the evolution of dislocation structure and cell-subgrain rotation and based mainly on crystal plasticity theory but is limited to several grains and 2D structures, e.g. [33,34,35]. The recent reviews on simulation methods [36, 37] did not indicate the presence of multi-scale models with the involvement of spatial microstructure and their evolution in SPD. Review on CA application [38] indicated only papers of the authors of the present articles in the area of modeling of microstructure evolution in SPD. However, 2D model and simulation can be found in [39].
Models based on recent studies [31] describe microstructure evolution, which includes several stages: generation and accumulation of dislocation, the appearance of low angle boundaries and dislocation cells, rotation of these cells and changes in disorientation angle, the evolution of low angle boundaries into high angle boundaries. However, these models are descriptive, presented by graphical schemes of spatial microstructure refinement and plots of dependences on accumulative strain such variables as dislocation density, disorientation angle, etc. Crystal plasticity theory applied for simulation of the evolution of heterogeneous nanostructure induced by SPD is considered in the paper [33]. They consider only one crystal with chosen orientation and study evolution under the twinning mechanism. Mechanical properties are evaluated with the use of 2D FEM.
Crystal plasticity – finite element (CAFE) model is applied to study the rotation of nickel single crystal during high-pressure torsion [34]. Two mechanism are stated for crystal subdivision: difference in the rotation rate along the radial direction and the divergence of rotation angles along another direction. But there is no explanation of these differences and how they can be evaluated.
In-situ recrystallization is one of the recovery mechanisms observed in severely deformed steels at room temperature. The effect of second phase particles and solid solution strengthening is of paramount importance in studied within the paper model alloy – superposition of several strengthening mechanisms in Nb-microalloyed austenite enable a higher level of grain refinement as well as provide strain hardening compared to more simple steels. The SPD effects in such complex materials have not been studied before in details under both laboratory (Max-Strain system) and industrial conditions. Therefore, the overall aim of the current work is to study the effects of severe plastic deformation in the MaxStrain process using developed modeling approach and finally to assess the proposed modeling methodology for the practical application i.e. wire drawing process.
2 Experimental study of microstructure evolution during multiaxial compression
2.1 Experimental study
To provide data regarding SPD processing of FCC structure, a special austenite model-alloy was developed and produced with its basic chemical composition being (in wt%): 0.047C/30.81Ni/0.3Si/1.64Mn/0.097Nb/0.002Ti/0.0042 N. In such material, austenite is stable at room temperature and is characterized by similar—compared to low carbon steels—Stacking Fault Energy (SFE) level as well as flow stress behaviour. Therefore, these model alloys are widely used to study in-situ deformation behaviour and microstructure evolution of the austenite phase in steels. Ni addition stabilizes austenite phase that allows for its direct observation and study at room temperature. What is more, the addition of microalloyed elements such as Nb or Ti provides a substantial precipitation strengthening effect in this material. In the present study, UFG microstructure was developed in the microalloyed austenite using MaxStrain system. SPD effect was achieved by a series of accumulative compressive deformations, in which the longitudinal axis of the specimen was constrained. This way, high deformation energy (dislocation density) can be accumulated only in the deformation zone between two anvils. After the first compression cycle, the sample is rotated by 90° around its longitudinal axis and the second deformation cycle is applied. This procedure can be repeated until the required level of SPD is obtained. MaxStrain system allows achieving high total equivalent plastic strains [19, 30, 40,41,42,43,44,45] without a loss in specimen’s integrity.
For the purpose of current work, 27 mm long rectangular specimens with 10 × 10 mm cross section were machined from as-hot rolled microalloyed austenite plate (parallel to rolling direction). During the deformation, total accumulative strains of 2, 5, 10 and 20 were applied at room temperature with 4, 10, 20 and 40 compressive deformations, respectively (equivalent strain of 0.5 per pass). One full deformation MaxStrain cycle consisted of two deformation passes during which the specimen was compressed, rotated by 90 °. and compressed again (total equivalent strain of 1). Directly after straining, specimens were heated up to the temperature of TA = 500 ºC and annealed for tA = 1200 s to stabilize highly energetic ultrafine grains.
2.2 Microscopic study of MaxStrain process
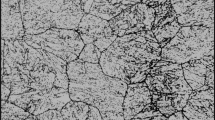
After the deformation and heat treatment, the specimens after the second, fifth, tenth, and twentieth cycles were cut and their microstructures were studied using Scanning Electron Microscope (SEM) equipped with the Electron Backscatter Diffraction (EBSD) detector. Sample microstructures obtained after the 2nd, 5th, 10th and 20th cycles of MaxStrain are presented in Fig. 1 in the form of Euler angles maps. It is well seen in Fig. 1 that the fraction of the HAGBs increases with increasing SPD deformation.

Microstructure with the grains boundaries before (as hot rolled) (a) and after 2nd (b), 5th (c), 10th (d) and 20th (e) cycles of MaxStrain deformation. Black lines – HAGBs and red – LAGBs
2.3 Analysis
The results presented in Fig. 1 show only qualitative changes in microstructure development. More informative can be the distribution of the boundaries misorientation angle presented in Fig. 2. The frequency of each class in Fig. 2 is the ratio of the number of boundaries with an appropriate angle to the number of all possible places, where boundaries can be detected. The boundaries misorientation angle for distribution presentation is divided into classes with the class width equals to 3°. Frequency of all possible misorientation angles is presented, not only the LAGBs and HAGBs. However, boundary class with misorientation angle below 3° is not shown (for 5th cycle below 6° as well) because of its very high frequency and the fact that such substructures cannot be considered as a grain structure. After the first two cycles, many LAGBs appear in the microstructure, while the number of HAGBs remains constant. Then, after the 5th cycle increasing fraction of both LAGBs and HAGBs can be observed. Comparing the distributions after the 5th and 10th cycles, it can be concluded that the number of HAGBs rises, while the number of LAGBs drops. It allows one to suggest that the rate of appearance of the new LAB is hampered, while the transition rate of the LAGBs into the HAGBs remains relatively high. Finally, comparison of the grain boundary distributions after the 10th and 20th cycles shows that the rate of LAGBS-HAGBs transition decreases and the number of HAGBs and LAGBs increases almost proportionally, and then it decelerates.

Distribution of the grain boundaries misorientation angle during MaxStrain deformation for studied FCC structure
Another aspect of misorientation angle distribution analysis is connected with the grain size determination and further numerical simulation by CA. Based on the results from previous researches [46] it can be shown that the most informative and useful, for the description of grain refinement, is the frequency (or the same relative number) of the boundary with the misorientation angles higher than 3°, i.e. not separated number of the HAGBs and LAGBs but namely their sum. An example of changes in appropriate frequencies is shown in Fig. 3.

Changes of the relative number (frequency) of the boundaries observed during the MaxStrain cycles of studied FCC structure
Results presented in Fig. 3 can be compared with the similar results obtained previously for BCC crystal structure [46] that have undergone the same deformation cycles using MaxStrain cycles. An analysis fulfilled in that work showed that separation of structural elements (SE) on dislocation cells, subgrains and grains as well as boundaries between them on HABs, LABs and boundaries with disorientation angles below 3° is counterproductive. It was proposed to unite dislocation cells, subgrains and grains into a common group named structural elements, then they can be described in the same simple consequent way with one main spatial variable—crystallographic orientation, the same for the whole structural element. The structural element can be deformed and rotated. Deformation is accumulated by increasing dislocation density and can lead to the appearance of the new boundary, then this element is divided into two elements, which are differed by orientation. The difference in orientation defines a disorientation angle and only a value of this angle defines the boundary is HAB, LAB, or not yet LAB. The rotation of SE leads to changes of crystallographic orientation and consequently to changes of disorientation angles between neighbouring SE. A disorientation angle changing continuously during deformation can be named LAB, HAB, or elsehow, and this name is not important for modeling of refinement, though it is important for material properties evaluation. Figure 3a,b demonstrate as well that the most regular changes are observed for the sum of LABs and HABs both for FCC and BCC. That is why only the number of LABs + HABs is used in the model. The lines for models according (4a) and (4b) are presented in Fig. 3a, and they do not demonstrate any significant difference. The number of LAGBs decreases monotonically for BCC structure, while for FCC it can be treated as keeping the same level. The number of the HAGBs increases almost linearly for FCC crystal structure, while for BCC this linear increase occurs after the 8th cycle. And also, the overall number of the LAGBs and HAGBs changes differently. A fast increase at the first cycles with a low rate after the 4–5th cycles is observed for BCC crystal structures and a much more uniform rate is seen in the case of FCC structure.
3 Application of CA model for the study of material of FCC crystal structure
The model developed for simulation of grain refinement during the cold deformation [40, 41] was subjected to minimal modification because of a specific difference in the slip systems of FCC structures and applied in the present study. The model contains two mutually connected different CA. The first one serves for spatial discrete volume representation. The dimensions of the representative volumes are defined by the limitations resulting from the calculation ability and amount of memory of the computational tools and resolution of the spatial discretization. The results presented within the current work were obtained in cellular automata with 500 × 500 × 500 cells, which represent the volume of 12 × 12 × 12 µm3. Every cell was of the same shape and size, which was changed uniformly during the modelled deformation. They belonged to the correspondent grains and represented appropriate properties. It should be noted, however, that the number of cells used in CA simulations is limited—mainly by the computer memory. A computer used in these simulations had 16 GB RAM, which allowed for the use of about 550 mln (or over 800 × 800 × 800) cells. After the sizes of space are set, the sizes of the cell should be chosen. If 800 cells instead of 500 were used, the average size of initial grains could be further increased to 4.8 µm. It should be noticed that this value is still lower than the grain size in the experimental study (please see Fig. 1a). Another limitation is the number of cells, which represent the smallest grains. It should be about 4 × 4 × 4 = 64 cells. Then, to calculate the sizes of the cell, the size of the smallest grain should be divided by 3. It gives the sizes of the cell about 24 nm and the sizes of space 12 µm (0.024 × 500), respectively. There are also some limitations connected with the number of grains. The initial microstructure should contain at least three grains in every direction. If the structure is equiaxed, it is enough to use 3 × 3 × 3 = 27 grains, however, if the grains are elongated, the number of grains should be greater. Therefore, in the current work, 65 grains were chosen for the initial microstructure or about 2 × 4 × 16 grains. Such a modeled space with 65 grains gives the average grain size of about 3 µm. An application of the higher number of grains (3 × 6 × 24 = 216) leads to the reduction of the initial grains size from 3 to 2 µm. Initial grain size has an influence on the average grain size after the first several cycles of MAXStrain technology only. It asymptotically approaches to the grain size in the last cycles independently from initial grain size. That is why it was decided to choose the smallest initial grain size in simulation. The other alternative scenario was the very bad resolution for the smallest grains in the last cycles (less than 2 cells in every direction) what would affect the accuracy of the results.
The second kind of CA is actually a set of one-dimension (1D) CA. The set is organized in the following manner: every grain in representative volume has its own set of 12 of 1D CA. The number of 1D CA, i.e. 12, is defined by the number of main slip systems of the single crystal i.e. grain. Namely, not only grains are considered in the model. The model operates with smaller structures than grain. They are named as structural elements; and they can be treated as dislocation cells, sub-grains or grains in dependence to the misorientation angles of their boundaries. Therefore, every structural element has its own set of 12 1D CA because for FCC as well as for BCC crystals, twelve main slip systems are considered; and every set contains 12 1D CA, one for one slip system of one structural element. But the slip systems are different for BCC and FCC and the model was modified, to be adopted to the modelled case. Then, the overall number of 1D CA used in the model is equal to 12 times of the number of structural elements (12 × Nse) and it can be changed with respect to changes of the number of structural elements Nse. The number of cells used in particular 1D CA depends on the resolution and grain size in the appropriate direction.
The evolution of microstructure or grain refinement is modelled as a simulation of two principal microstructural phenomena—the appearance of new boundaries and rotation of the structural elements under the external deformation.
The macroscopic deformation is distributed for every structural element with the determination of the active slip systems according to crystal plasticity principles basing on the strain tensor and its crystallographic orientation. Particular deformation is disseminated in fraction of the slip in active systems. The slip is considered as strain or input variable of the dislocation model. Each of cells of each 1D CA has information about dislocation density, which changes with input strain and interaction with cells in its neighbourhood. This model is described in detail elsewhere [40]. Low-angle grain boundaries (LAGB) appear in the cell, where dislocation density reaches a critical value. The new LAGB divides the structural element into two new structural elements. These two new elements get their own set of 12 1D CA. Both new elements inherit the set of 12 1D CA from parent element with reduction of appropriate sizes. It means that some 1D CA of the parent element are divided by the LAB on two appropriate parts according to localization of the LAB and distributed between two new elements, the other 1D CA of the parent elements are not divided by the LAB because they are parallel to the LAB, and these 1D CA remains the same sizes in both new structural elements. After a deformation every element can be subdivided again; and sizes of appropriate 1D CA can be decreased again. Because the slip rate is different for different slip directions of different structural elements, the dislocation structures evolve at a different rate with the appearance of the new LAGBs in appropriate places with determined orientation. In such a way, one of the microstructural phenomena is simulated in the model.
The second phenomenon is a rotation of structural elements under the external deformation. The algorithm implemented in the current research has been presented earlier, for example in [46]. The rotation of structural elements during the deformation can be defined by crystal plasticity principles, while local strain is known. It requires an accurate calculation of the strain distributions with consideration of local structure; and it can be realized using, for example, the finite element method, though it is not a trivial task. The model operates with global strain and it leads to some uncertainty in local strains. Then rotation is uncertain as well. The rotation angle is considered as a random number. The initial rotations of two new structural elements appeared after the division of parent element by the LAGB are the same, have the same rotation axis, their rotation directions are opposite, but these directions are chosen randomly (see below Eq. (8)).
Only one of these two phenomena can be taken into account before modelling. It is the appearance of new LAGBs. Algorithm of determination of the number of new LAGBs is the following: Overall number of the boundaries of the structural elements after the cycles of MaxStrain Nb or their fraction (frequency) f (HAGBs + LAGBs in Fig. 3) is connected with an average size of these elements Dse:
where: N is the number of measured points in EBSD map, h is the EBSD measurement step (h = 0.15 µm). If the number of HAGBs considered, Eq. (1) gives a value close to the average grain size. The values of N, NLAB, NHAB as well as Nb parameters, measured from EBSD maps are gathered in Table 1 while example data of the distribution of misorientation angle for the 2nd cycle of MAXStrain deformation is gathered in Table 2.
On the other hand, the average size of the structural elements Dse in the 3D model can be defined through an average volume of these elements Vse or a representative modelled volume V, and number of these elements Nse:
Then, number of the structural elements can be calculated according to:
Analysis of the EBSD data show almost linear dependence of frequency on accumulative strain ε (or cycle number) and the following dependencies of average size:
Both dependencies are recalculated into the frequencies and shown in Fig. 3 with dashed lines. The Eqs. (4a) and (4b) give almost the same numbers; and the Eq. (4b) is used in further modelling:
Or
For example, this number for the BCC structure is more complicated with more parameters having been adjusted and it is of the following form [46]:
The second phenomenon – rotation cannot be received explicitly from the EBSD analysis. In the previous study [46] a rotation factor was introduced for every deformation:
where Δϑ is the rotation angle, ϑ0 is the rotation factor (it can be a function of the strain), r is a randomly chosen number from the uniform distribution within the range of [− 1,1] and Δε is the effective strain increment.
This factor was adjusted throughout simulation of microstructure evolution, namely through the changes of the distribution of misorientation angle. Reasonably low changes of this factor were obtained for BBC structure in the previous study [46] excluding the last cycles (between 15 and 20th). The same method was applied in the current study.
4 Simulations, results and discussion
As it was mentioned above, simulations were fulfilled in the cellular space with 500 × 500 × 500 cells that represent volume of 12 × 12 × 12 µm3. Periodic boundary conditions were applied for all faces of the cellular space. All of the initial microstructures, for the particular simulations were created based on the principles described elsewhere [45]. Because the specimens for the experimental study were obtained from the rolled materials and demonstrate the microstructure with elongated grains oriented in the appropriate direction, the initial microstructure for the simulation was created with the use of growing ellipsoid with axis ratio equal to 4:2:1. The initial microstructure presented in Fig. 4 contains 65 grains with average size about 3 µm.

Initial microstructure: isometric view (a), plane xy (b), plane xz (c), plane yz (d)
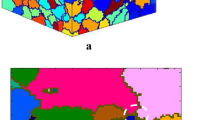
Then, twenty cycles of MaxStrain deformation were simulated. The number of grains after the cycles was determined by Eq. (4b). Some of the results of the investigated microstructures are presented in Fig. 5.

The simulated microstructures after the 5th (a), 10th (b) and 20th (c) cycles
Rotation factor ϑ0 (8) varied in the range 0.5°–2.0°. It should be noticed that the algorithm proposed in [46] for the BCC structure gives satisfying results for the first control experimental point, i.e. for misorientation angle distribution after the second cycles (four deformations). For the other cycles, it was impossible to obtain the proper shape of the distribution (see examples presented in Fig. 6). After the 5th cycle, the difference between experimental and simulated distributions is relatively small, especially in comparison with the difference after the 10th cycle. It should be noted that in the previous study of the BCC structures [46], a significant difference was also obtained, but only for the last measuring point, after the 20th cycle. At that time, there was no clear explanation for those discrepancies provided and an experimental data error was suggested.

Distribution of boundary misorientation angle after the 5th (a) and 10th cycles
To accelerate modelling, the stage of structural element rotation was separated from structural element division or grain refinement. It was supposed that the influence of grain rotation is not significant on the appearance of the new LAGBs. The full modelling of the last deformation lasts about 12 min and modelling from 10th to the 20th cycles (i.e. 20 deformations) lasts about 286 min. If the structural elements were rotated in the final structure only, it means that only one full modelling would be enough, and there would be no need to repeat the full modelling stage every time for different rotation factor for every deformation.
Then, an appropriate code was written, which was based on the following algorithm. For every structural element all other elements with a common boundary were defined. For every boundary between two elements, the contact area and misorientation angle were also defined. The area and angle are needed to calculate distribution. A database of all structural elements was created. The record attached to structural element contains information about all neighbouring elements, area of this boundary and its misorientation angle and some other auxiliary data.
Then, the code goes along with the entire database, takes the structural elements and applies a small probe rotation, calculates changes in misorientation angles with all neighbouring elements, new distribution and cumulative distribution function. It was assumed that if the probe rotation leads to minimization of the objective function, the rotation is accepted, otherwise, it is cancelled. The objective function is a sum of absolute values of differences between numbers of the boundaries in appropriate classes for distributions obtained for experiments and modelling. Cycles are repeated till acceptable fitting is obtained.
Some results of the fitting of the modelled distributions to the experimental one can be observed in Fig. 6, where mean square error was reduced more than 100 times comparing with error initially obtained for appropriate cycles. The microstructure before and after applying this algorithm are presented in Figs. 7 and 8. Differences in the microstructures are the most visible for further stages of deformation.

Microstructure after the 5th cycle before (a) and after (b) fitting of the distribution function

Microstructure after the 10th cycle before (a) and after (b) fitting of distribution function
It should be understood that fitting one distribution to the other still does not provide explanation of the previous discrepancies in the model. Nevertheless, after implementation of the presented rotation model, the current algorithm can be treated as a useful tool for further development of the more adequate physically based rotation model.
It can be summarized, that the additional benefit of proposed cellular automata modeling is the fact that it provides a digital and visual representation of the microstructure, which can be used in other applications. Such a digital representation takes into account the shape of the grains, their crystallographic orientation, boundaries misorientation angle, etc., and can be used for the simulation of the properties of the materials with the obtained microstructure, e.g. with the use of FEM or CAFE models.
5 Example of industrial verification of the proposed model
To verify the proposed model, the wire drawing process with the SPD effect was realized in the studied material. Input material was the wire rod with diameter ɸ 6.5 mm. It was characterized by as-hot rolled microstructure with an average grain size of austenite dγ0 = 200 µm. The wire drawing process was realized in two steps. First, bench drawing machine was used and the initial wire rod was drawn down to diameter of 1 mm in 20 passes with a total equivalent strain of 3.74. Conical drawing dies made of G20 cemented carbide (WC in Co matrix). Each drawing die was characterized by drawing angle 2α = 12°. As lubricant, sodium stearate powder was used. Subsequently, the second stage of drawing, using dynamic drum drawing machine, was realized. Wire with an initial diameter of 1 mm was drawn down to 0.75 mm in five deformation passes with a total strain of 0.57. This way, in the hardened material, the total strain of 4.37 was achieved.
Developed microstructures at the longitudinal cross-section of the drawn wire (diameter ɸ 0.73 mm) are presented in Fig. 9. Strong grain refinement and development of stable substructure can be observed as an effect of high deformation energy accumulation. Mean grain size calculated using EBSD is 1.7 µm while subgrain size is 1.12 µm wherein strong elongation of the grains is noticed as an effect of 25 consecutive drawing passes. Presented in Fig. 9c histogram of the misorientation angles, shows relatively high fraction of high angle grain boundaries. It results from the fact, that characteristic feature of severe plastic deformation is a subdivision of grains into subgrains that during subsequent deformation rotate into stable orientations (with misorientation angles above 15°).

Microstructural analysis of the final austenite wire after drawing to ɸ 0.75 mm: optical (a) and EBSD IPF map (b) taken in the centre of longitudinal cross-section, distribution of misorientation angle (c) and grain size and subgrain size (d). Black lines – high angle grain boundaries, red lines- low angle grain boundaries
Figure 10 presents microstructure ebsd map (Euler angles) before the drawing and after 5, 10, 15, 20, 24 and 27 passes for the point in the middle between the center and the surface, and after 15 passes in the point near the surface.

EBSD map (Euler angles) of the initial microstructure before the wire drawing (a) and after 5th (b), 10th (c), 15th (d), 20th (e), 24th (f) and 27th (g) pass of drawing for area point in the middle between the center and the surface of the wire, and after 15th pass in the point near the surface (h)
Figure 11 presents a quantitative comparison of the measured and modelled structures after the final drawing of the wire.

Qualitative comparison of the simulated and measured results. Euler angle distribution maps calculated in the centre of longitudinal (a) and transverse (b) cross sections of the drawn austenite wire – diameter ɸ 0.73 mm. EBSD Euler angle distribution map measured at longitudinal cross section (c) and TEM micrograph taken in the centre of the transverse cross-section of the studied wire (d). Black lines – high angle grain boundaries; red lines- low angle grain boundaries
The initial microstructure here was created on the cellular space with 200 × 400 × 800 cells and volume 40 × 100 × 260 µm3 with 400 grains. After the last pass and several space modifications during the simulation, the final cellular space is of the following parameters: 400 × 400 × 400 cells and volume 258.2 × 84.6 × 47.6 µm3 with 31,922 SE in the case presented in the figure. Comparing the Euler angle distribution maps calculated and measured using SEM/EBSD it can be seen that the model captured well the process of elongation of the grains as well as their subdivision into subgrains.
Presented in the Fig. 11 comparison of the microstructure developed at the transverse cross section of the drawn wire (modelling result versus TEM micrograph) also proves that the presented modelling technique has potential to predict the development of microstructure in materials subjected to industrial conditions. Both, the shape of the grains and subgrains are well predicted. The differences in Euler angle values result from the difference in the initial texture (Initial grains orientations in the model were assigned in a random manner). For TEM work, 0.2 mm thick cross section was cut from the final wire. The specimen was mechanically ground and polished down to 0.05 mm thick foils. Large electron-transparent areas was obtained in the foil by conventional twin jet polishing utilizing the same solution under the same condition as for SEM samples. The foil was examined on a JEOL microscope operated at a nominal voltage of 200 kV. TEM results show the equiaxed grains and subgrains being the effect of in-situ recrystallization. It can be seen that model also captures these features. TEM results show the equiaxed grains and subgrains being the effect of in-situ recrystallization. It can be seen that model also captures these features.
6 Summary
The three-dimensional frontal cellular automata approach for the simulation of the grain refinement during the multiaxial compression of microalloyed austenite (FCC) was developed. The MaxStrain process has been carried out successfully up to the equivalent strain of 2, 5, 10 and 20. The development of grain boundaries and misorientation angles during the subsequent cycles of the MaxStrain deformation was simulated and compared with the experimental results for FCC structures. The applied processing led to decreasing of the grain size of microalloyed austenite from 80 μm to the ultrafine-grained structure with an average grain size of 0.4 μm. The results of computer simulation with the application of the proposed modelling approach and of EBSD analysis show that the fraction of HAGBs, LAGBs and mean misorientation angles can be effectively predicted, in the qualitative and quantitative manner. Proposed modelling procedure was successfully applied in the microstructural analysis of the wire drawing with a very large cumulative total strain.
Summarizing, the main following conclusions may be drawn based upon the presented results:
-
- The proposed model that consists of two parts (the formation of new low-angle grain boundaries and the rotation of the grains during the deformation) offers a very attractive numerical tool for the prediction of the microstructure evolution during SPD processing of FCC materials.
-
- After implementation in the developed CA code the presented rotation model, current algorithm can be treated as a useful tool for further development of the more adequate physically based rotation model.
-
- Proposed model helps to understand the differences in the development of LAGBs and HAGBs between FCC and BCC metals subjected to SPD deformation. Both the generation rate and volume fraction of LAGBs and HAGBs change in a different manner. A fast increase during first cycles with a low rate after the 4-5th cycles of MaxStrain deformation is observed for BCC crystal structures and a much more uniform rate is seen in the case of FCC structure.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Altan BS, Miskioglu I, Purcek G, Mulyukov RR, Artan R. Severe plastic deformation: towards bulk production of nanostructured materials. New York: NOVA Science Publishers; 2006.
Zehtbauer MJ, Zhu YT. Bulk nanostructured materials. Weinheim: Wiley-VCH; 2009.
Majta J, Muszka K. Mechanical properties of ultrafine-grained HSLA and Ti-IF steels. Mater Sci Eng A. 2007;464:186–91.
Majta J, Muszka K. Modelling microstructure evolution and work hardening in conventional and ultrafine-grained microalloyed steels. In: Lin J, Balint D, Pietrzyk M, editors. Microstructure evolution in metal forming processes. Oxsford: Woodhead Publishing Limited; 2012. p. 243–63.
Hodgson PD, Siciliano Jr F, Jonas JJ, Sellars CM. Modelling microstructural development during hot rolling. Met Forum. 1993;31:1072–81.
Siciliano F, Jonas JJ. Mathematical modeling of the hot strip rolling of microalloyed Nb, multiply-alloyed Cr-Mo, and plain C-Mn steels. Metall Mater Trans A. 2000;31:511–30.
Petryk H, Stupkiewicz S. A quantitative model of grain refinement and strain hardening during severe plastic deformation. Mater Sci Eng A. 2007;444:214–9.
Muszka K, Hodgson P, Majta J. A physical based modeling approach for the dynamic behavior of ultrafine grained structures. J Mater Process Technol. 2006;177:456–60.
Estrin Y, Vinoradov A. Extreme grain refinement by severe plastic deformation: a wealth of challenging science. Acta Mater. 2013;61:782–817.
Estrin Y, Vinogradov A. Modeling of severe plastic deformation: time-proven recipes and new results. In: Molodov DA, editor. Microstructural design of advanced engineering materials. Hoboken: Wiley; 2013.
Militzer M. Phase field modeling of microstructure evolution in steels. Curr Opin Solid State Mater Sci. 2011;15:106–15.
Steinbach I. Phase-field model for microstructure evolution at the mesoscopic scale. Annu Rev Mater Res. 2013;43:89–107.
Takaki T, Yamanaka A, Tomita Y. Phase-field modeling for dynamic recrystallization. In: Altenbach H, Matsuda T, Okumura D, editors. From creep damage mechanics to homogenization methods. Berlin: Springer International Publishing; 2015. p. 441–59.
Bernacki M, Logé RE, Coupez T. Level set framework for the finite-element modelling of recrystallization and grain growth in polycrystalline materials. Scr Mater. 2011;64:525–8.
Osher S, Fedkiw RP. Level set methods: an overview and some recent results. J Comput Phys. 2001;169:463–502.
Barrales Mora LA. 2D vertex modeling for the simulation of grain growth and related phenomena. Math Comput Simul. 2010;80:1411–27.
Mellbin Y, Hallberg H, Ristinmaa M. A combined crystal plasticity and graph-based vertex model of dynamic recrystallization at large deformations. Model Simul Mater Sci Eng. 2015;23:45011.
Fang B, Huang CZ, Liu HL, Xu CH, Sun S. Monte Carlo simulation of grain-microstructure evolution in two-phase ceramic tool materials. J Mater Process Technol. 2009;209:4568–72.
Hore S, Das SK, Banerjee S, Mukherjee S. Computational modelling of static recrystallization and two dimensional microstructure evolution during hot strip rolling of advanced high strength steel. J Manuf Process. 2015;17:78–87.
Burbelko A. Mezomodelling of solidification using a cellular automaton. AGH University of Science and Technology. Krakow, Poland; 2004.
Zhan X, Wei Y, Dong Z. Cellular automaton simulation of grain growth with different orientation angles during solidification process. J Mater Process Technol. 2008;208:1–8.
Dmytro SS. Modeling of macrostructure formation during the solidification by using frontal cellular automata. In: Salcido A (ed) Cellular automata—innovative modelling for science and engineering. Rijeka, Croatia: InTech; 2011. pp. 179–196. http://www.intechopen.com/books/cellularautomata-innovative-modelling-for-science-and-engineering/modeling-of-macrostructure-formation-duringthesolidification-by-using-frontal-cellular-automata.
Asadi P, Besharati Givi MK, Akbari M. Simulation of dynamic recrystallization process during friction stir welding of AZ91 magnesium alloy. Int J Adv Manuf Technol. 2016;83:301–11.
Chen F, Qi K, Cui Z, Lai X. Modeling the dynamic recrystallization in austenitic stainless steel using cellular automaton method. Comput Mater Sci. 2014;83:331–40.
Shen W, Zhang L, Zhang C, Xu Y, Shi X. Constitutive analysis of dynamic recrystallization and flow behavior of a medium carbon Nb-V microalloyed steel. J Mater Eng Perform. 2016;25:2065–73.
Majta J, Madej Ł, Svyetlichnyy DS, Perzyński K, Kwiecień M, Muszka K. Modeling of the inhomogeneity of grain refinement during combined metal forming process by finite element and cellular automata methods. Mater Sci Eng A. 2016;671:204–13.
Song KJ, Wei YH, Dong ZB, Zhan XH, Zheng WJ, Fang K. Numerical simulation of β to α phase transformation in heat affected zone during welding of TA15 alloy. Comput Mater Sci. 2013;72:93–100.
Yoshimoto C, Takaki T. Multiscale hot-working simulations using multi-phase-field and finite element dynamic recrystallization model. ISIJ Int. 2014;54:452–9.
Ding Y, Zhu Q, Le Q, Zhang Z, Bao L, Cui J. Analysis of temperature distribution in the hot plate rolling of Mg alloy by experiment and finite element method. J Mater Process Technol. 2015;225:286–94.
Chen WC, Ferguson D, Ferguson HS, Mishra RS, Jin Z. Development of ultrafine grained materials using the MAXStrain® technology. Mater Sci Forum. 2001;357–359:425–30.
Sakai T, Belyakov A, Kaibyshev R, Miura H, Jonas JJ. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog Mater Sci. 2014;60:130–207.
Petryk H, Stupkiewicz S, Kuziak R. Grain refinement and strain hardening in IF steel during multi-axis compression: experiment and modelling. J Mater Process Technol. 2008;204:255–63.
Aoyagi Y, Watanabe C, Kobayashi M, Todaka Y, Miura H. Crystal plasticity simulation on effect of heterogeneous-nanostructure induced by severe cold-rolling on mechanical properties of austenitic stainless steel. J Iron Steel Technol Instit Japan. 2019;105:140–9.
Wei PT, Zhou H, Liu HJ, Zhu CC, Wang W, Deng G. Investigation of grain refinement mechanism of nickel single crystal during high pressure torsion by crystal plasticity modeling. Mater. 2019;12:351.
Frydrych K. Simulations of grain refinement in various steels using the three-scale crystal plasticity model. Metal Mater Trans A. 2019;50A:4913–9.
Gronostajski Z, Pater Z, Madej L, Gontarz A, Lisiecki L, Lukaszek-Solek A, Luksza J, Mroz S, Muskalski Z, Muzykiewicz W, Pietrzyk M, Sliwa RE, Tomczak J, Wiewiorowska S, Winiarski G, Zasadzinski J, Ziolkiewicz S. Recent development trends in metal forming. Arch Civil Mech Eng. 2019;19:898–941.
Madej L. Digital/virtual microstructures in application to metals engineering—a review. Arch Civil Mech Eng. 2017;17:839–54.
Zhu HJ, Chen F, Zhang HM, Cui ZS. Review on modeling and simulation of microstructure evolution during dynamic recrystallization using cellular automaton method. Sci China-Technol Sci. 2020;63:357–96.
Zhang J, Xu X, Outeiro J, Liu HG, Zhao WH. Simulation of grain refinement induced by high-speed machining of OFHC copper using cellular automata method. J Manuf Sci Eng Trans ASME. 2020;142:091006.
Svyetlichnyy DS. Modeling of microstructure evolution in process with severe plastic deformation by cellular automata. Mater Sci Forum. 2010;638–642:2772–7.
Svyetlichnyy DS. Modeling of grain refinement by cellular automata. Comp Mater Sci. 2013;77:408–16.
Perig AV, Golodenko NN. Effect of workpiece viscosity on strain unevenness during equal channel angular extrusion: CFD 2D solution of Navier-Stokes equations for the physical variables ‘flow velocities—punching pressure. Mater Res Exp. 2016;3:115301.
Perig AV, Golodenko NN. CFD 2D simulation of viscous flow during ECAE through a rectangular die with parallel slants. Int J Adv Manuf Technol. 2014;74:943–62.
Wu Y, Zong YP, Jin JF. Grain growth in a nanostructured AZ31 Mg alloy containing second phase particles studied by phase field simulations. Sci China Mater. 2016;59:355–62.
Svyetlichnyy DS. A three-dimensional frontal cellular automaton model for simulation of microstructure evolution—initial microstructure module. Modell Simul Mater Sci Eng. 2014;22:085001 (1085001-19).
Svyetlichnyy DS, Majta J, Muszka K. Three-dimensional frontal cellular automata modeling of the grain refinement during severe plastic deformation of microalloyed steel. Comp Mater Sci. 2015;102:159–66.
Funding
Financial assistance of The National Science Centre, Poland (2015/17/B/ST8/00051) is acknowledged.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Ethical standards
The authors state that this article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Svyetlichnyy, D.S., Majta, J., Kuziak, R. et al. Experimental and modelling study of the grain refinement of Fe-30wt%Ni-Nb austenite model alloy subjected to severe plastic deformation process. Archiv.Civ.Mech.Eng 21, 20 (2021). https://doi.org/10.1007/s43452-021-00178-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-021-00178-7