Microstructural and Corrosion Properties of Ti-to-Zr Dissimilar Alloy Joints Brazed with a Zr-Ti-Cu-Ni Amorphous Filler Alloy

Abstract
:1. Introduction
2. Materials and Methods
3. Results
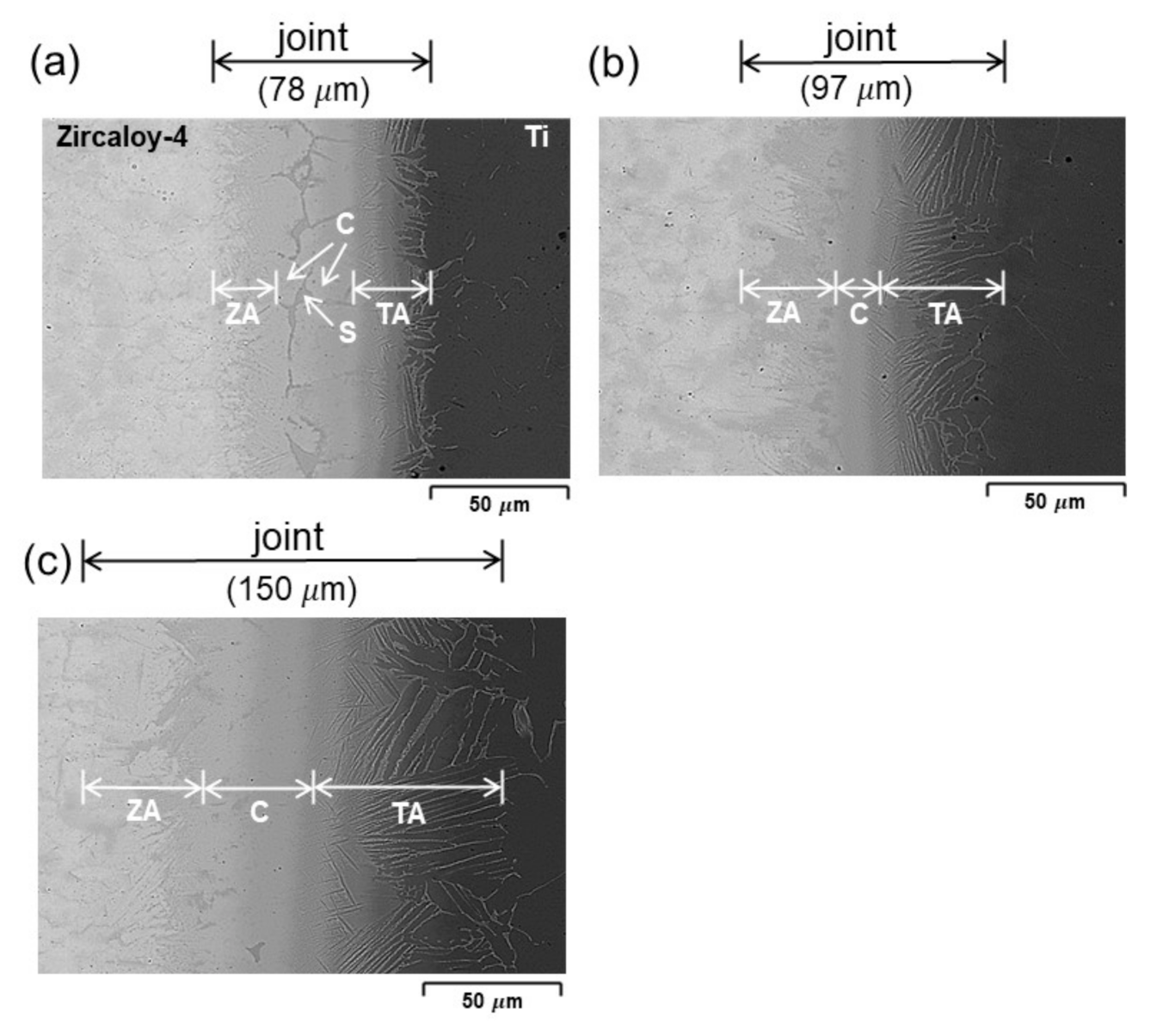
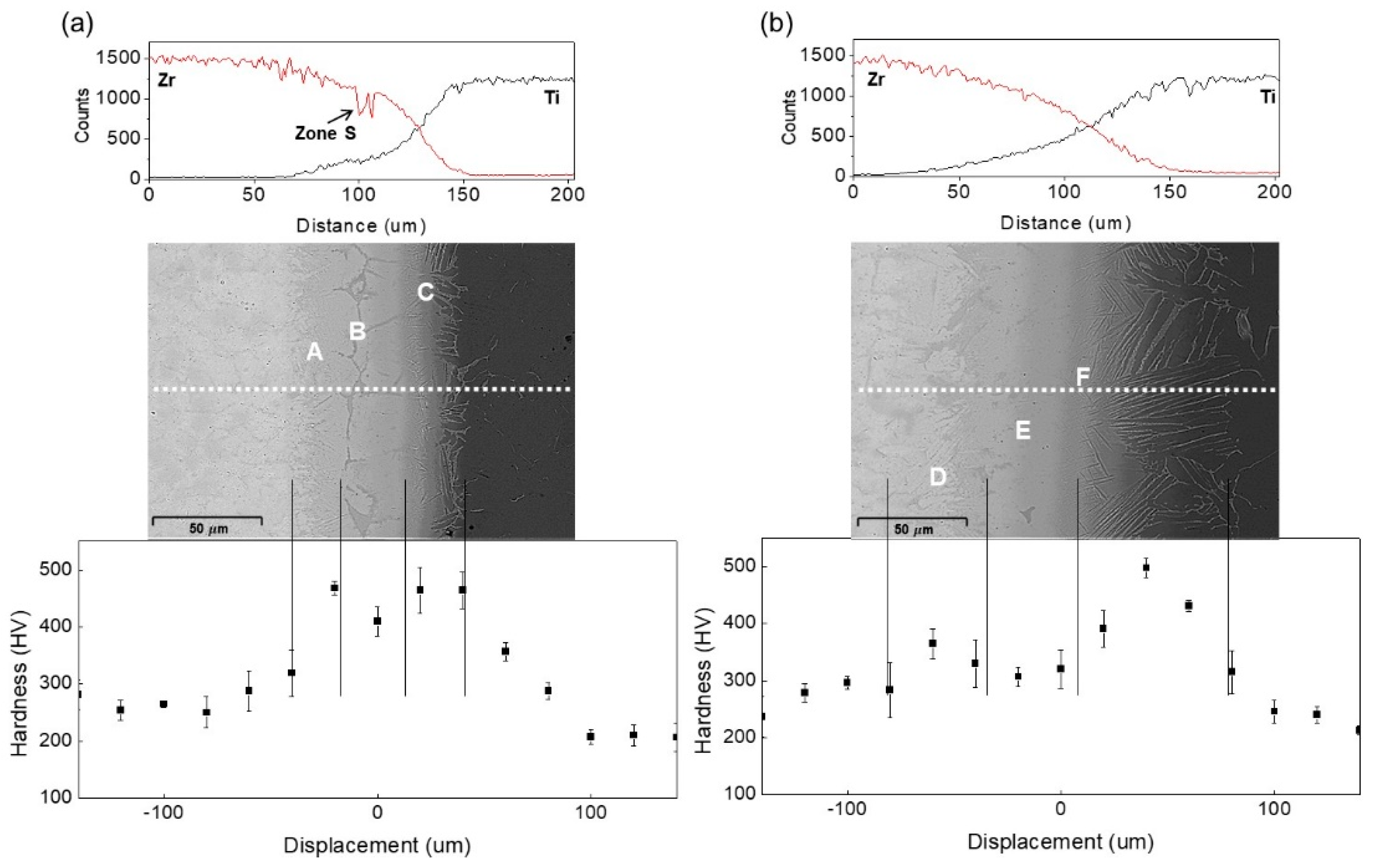
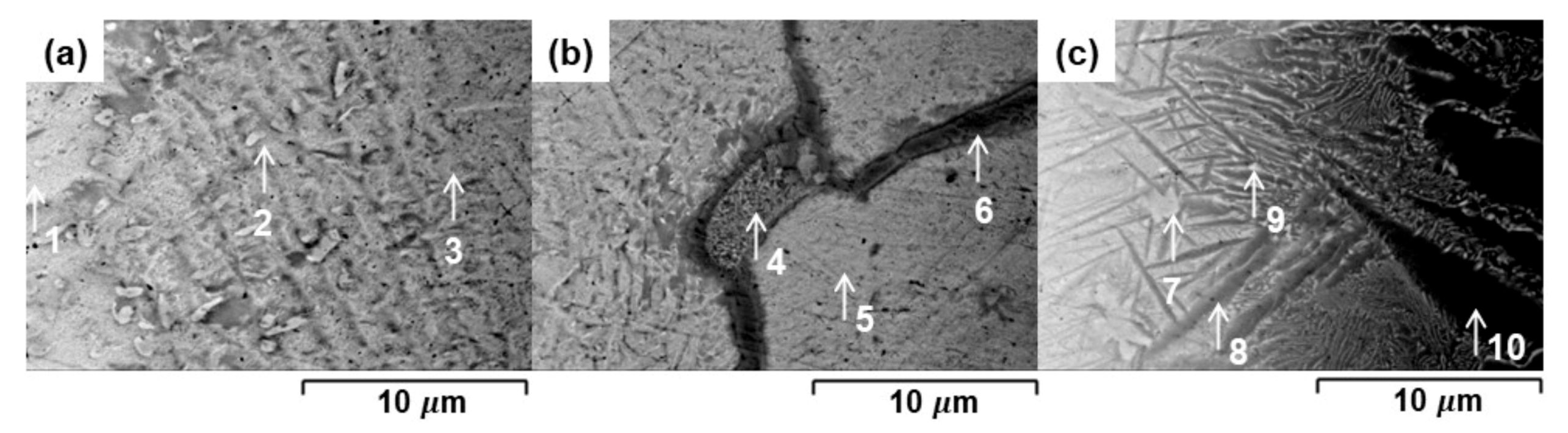
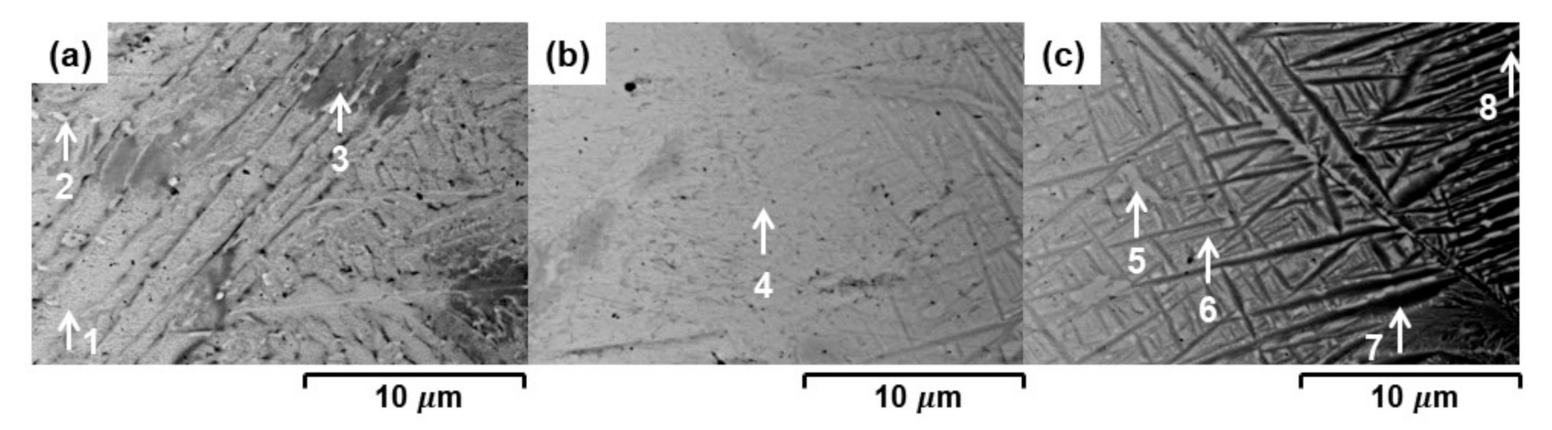
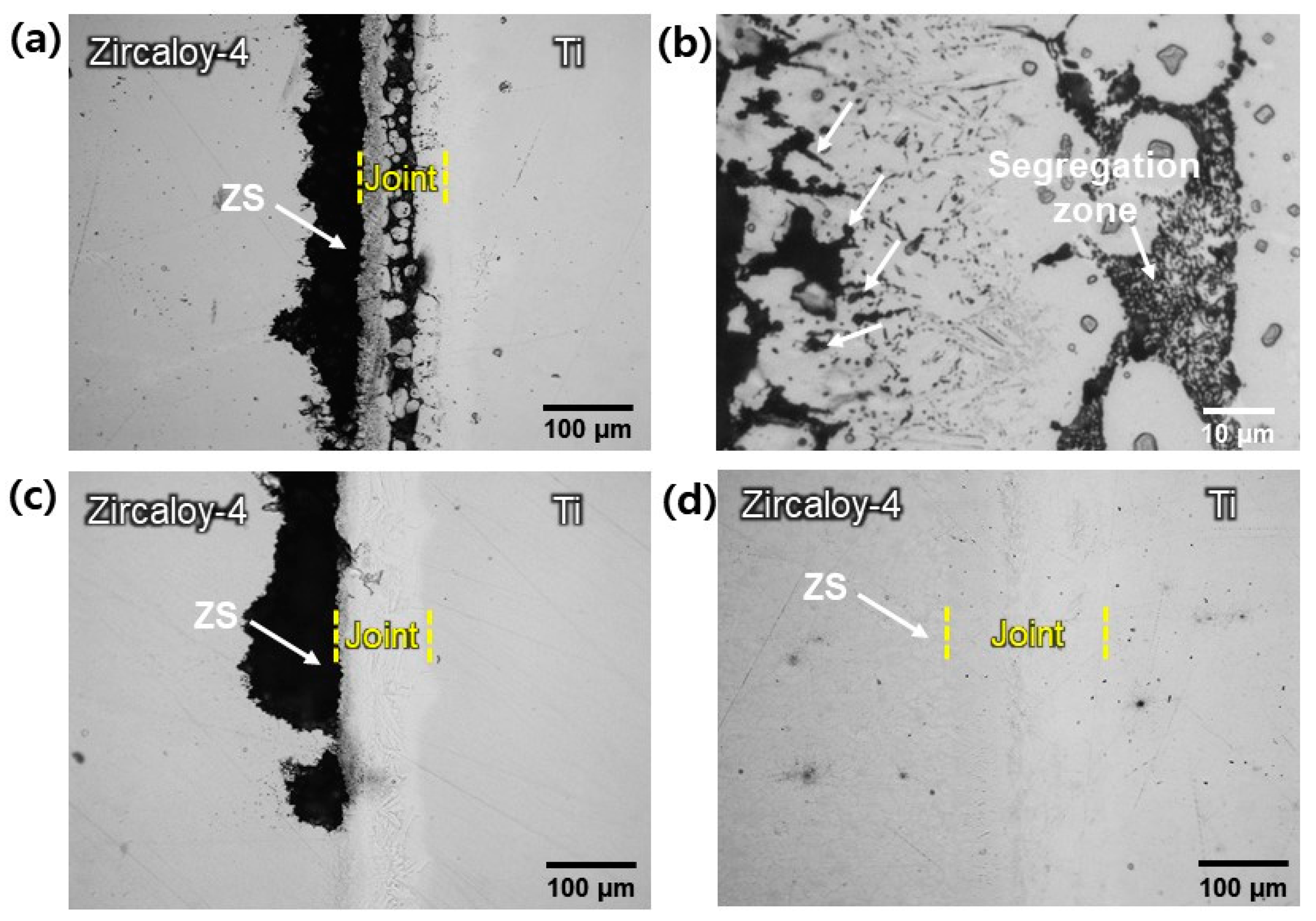
3.1. Microstructure and Hardness of the Joints
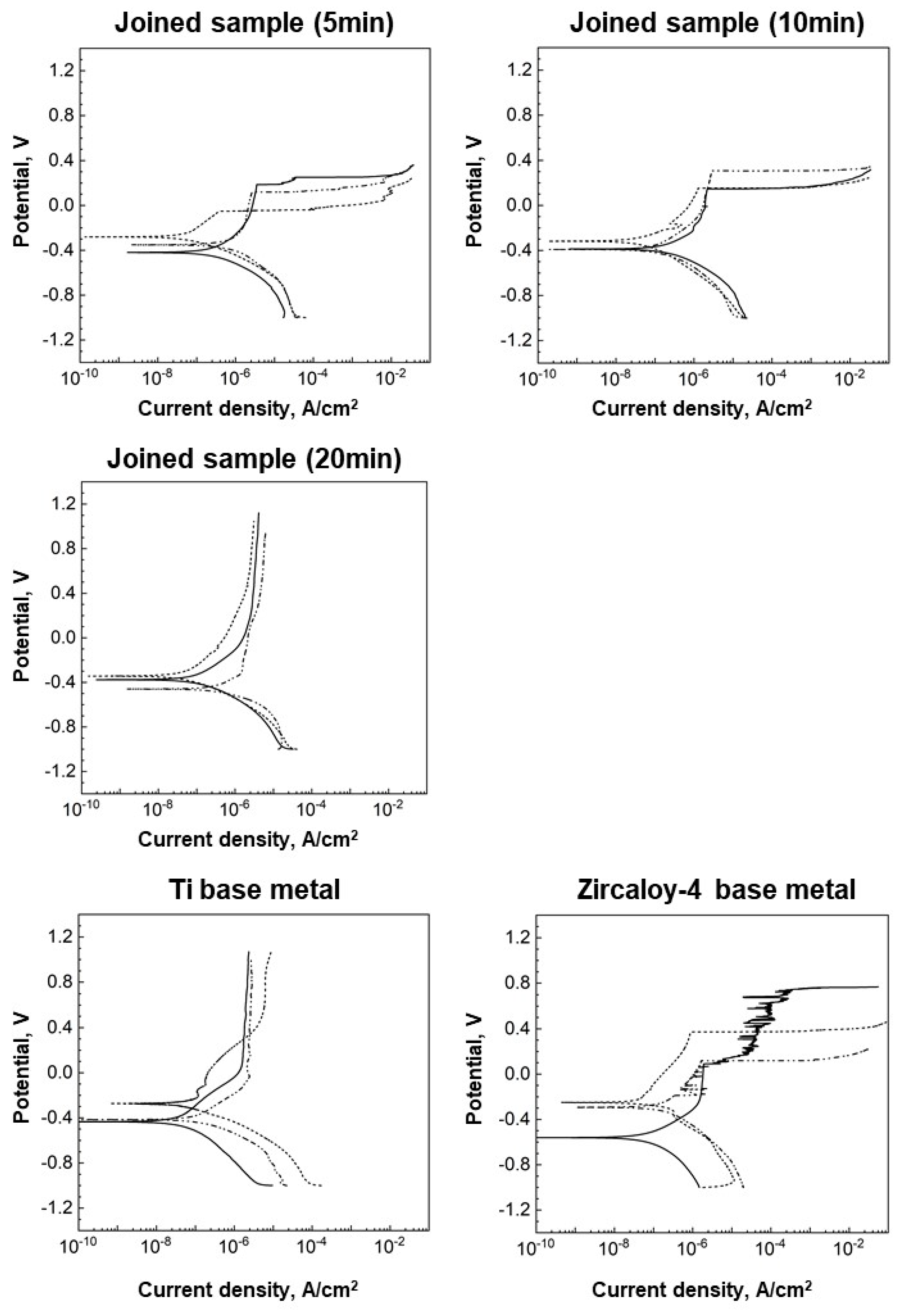
3.2. Potentiodynamic Polarization Results
4. Discussion
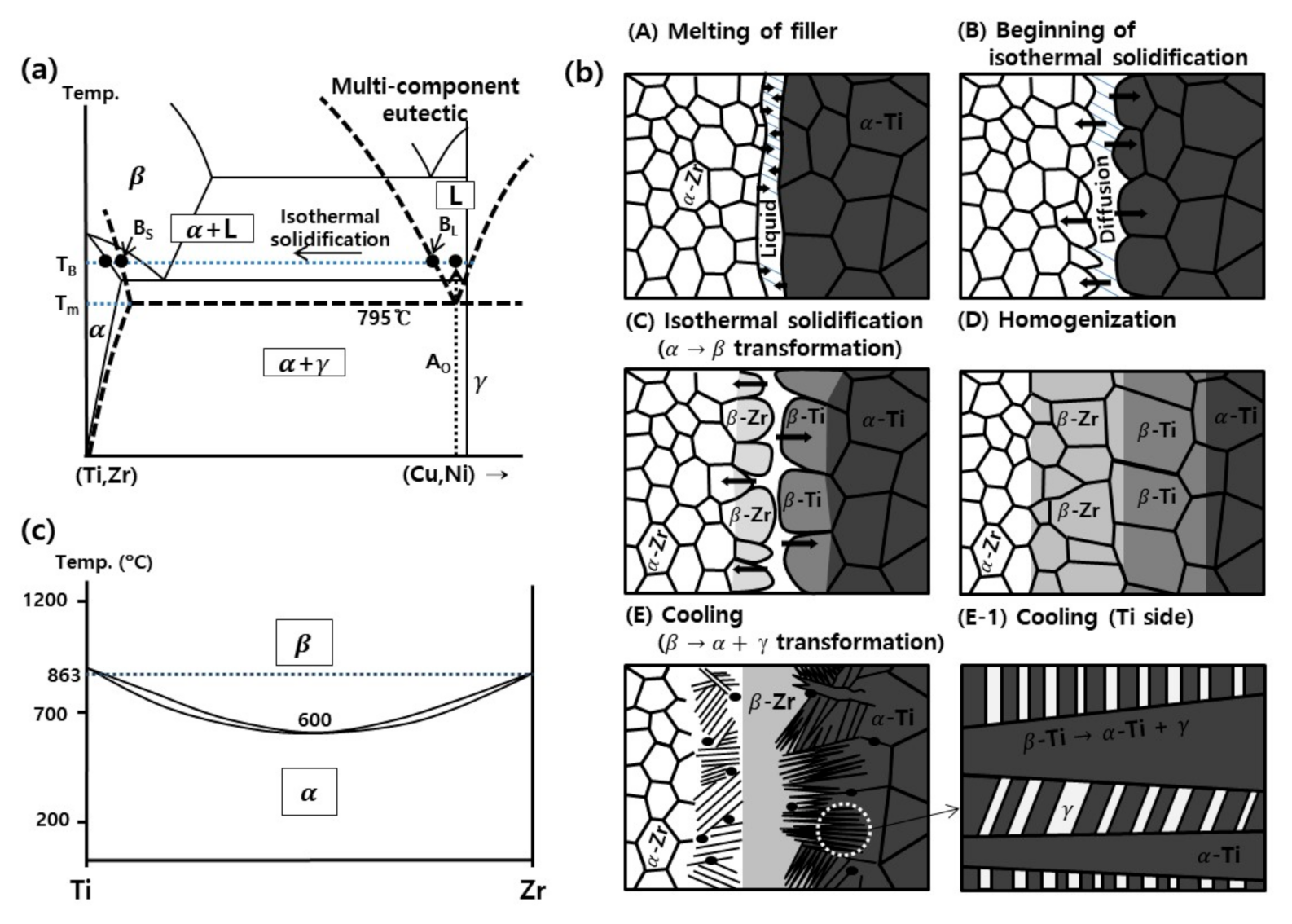
4.1. Microstructural Evolution of the Joints during Diffusion Brazing
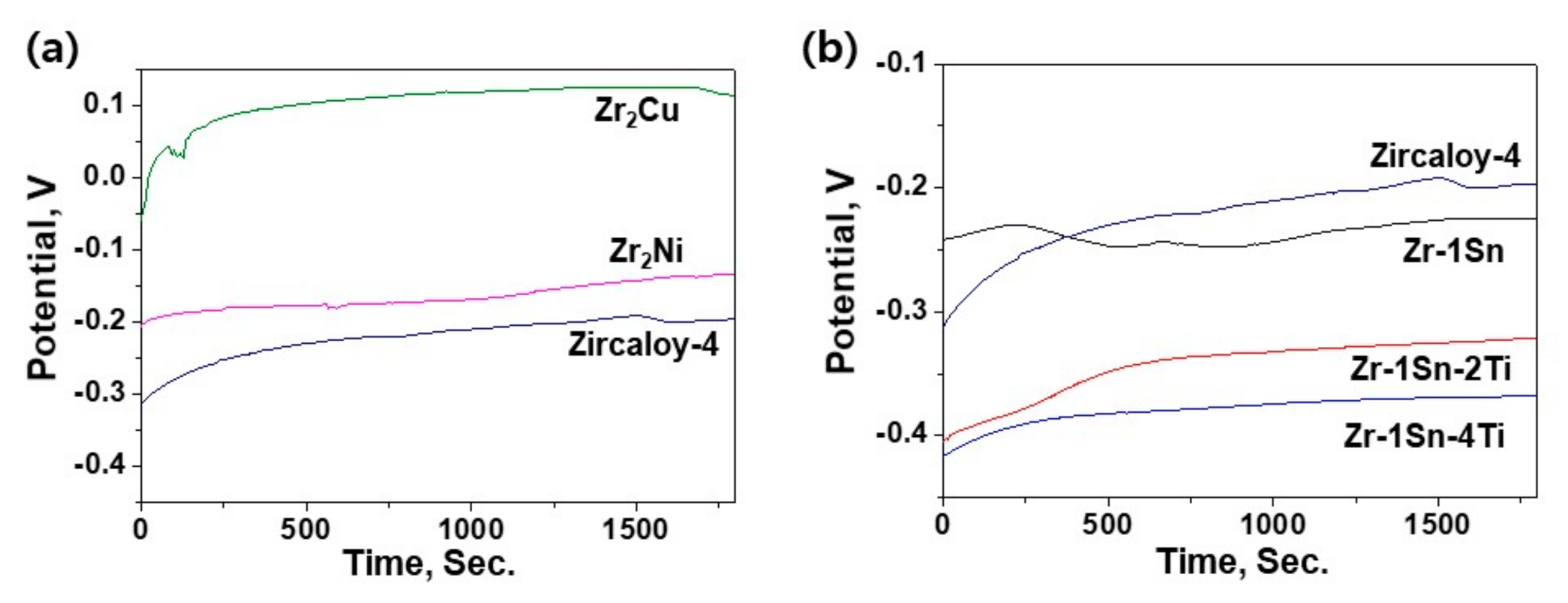
4.2. Corrosion Behavior of the Joints
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Markovsky, P.E.; Janiszewski, J.; Bondarchuk, V.I.; Stasyuk, O.O.; Savvakin, D.G.; Skoryk, M.A.; Cieplak, K.; Dziewit, P.; Prikhodko, S.V. Effect of strain rate on microstructure evolution and mechanical behavior of titanium-based materials. Metals 2020, 10, 1404. [Google Scholar] [CrossRef]
- Zhao, W.; Su, W.; Li, L.; Fang, D.; Chen, N. Evolution of mechanical properties of Ti-6Al-4V alloy in the temperature range of 20 to −196 °C. Met. Mater. Int. in press. [CrossRef]
- Stepanova, E.; Grabovetskaya, G.; Syrtanov, M.; Mishin, I. Effect of hydrogen on the deformation behavior and localization of plastic deformation of the ultrafine-grained Zr-1Nb alloy. Metals 2020, 10, 592. [Google Scholar] [CrossRef]
- Kim, J.M.; Ha, T.H.; Kim, I.H.; Kim, H.G. Microstructure and oxidation behavior of CrAl laser-coated Zircaloy-4 alloy. Metals 2017, 7, 59. [Google Scholar] [CrossRef]
- Ma, J.; He, W.; Liu, Q. Strengthening a multilayered Zr/Ti composite by quenching at higher temperature. Mater. Sci. Eng. A 2018, 737, 1–8. [Google Scholar] [CrossRef]
- Li, C.; Si, X.; Bian, S.; Dong, Z.; Huang, Y.; Qi, J.; Feng, J.; Cao, J. Diffusion bonding of Ti and Zr at ultra-low temperature via surface nano-crystallization treatment. Mater. Sci. Eng. A 2020, 785, 139413. [Google Scholar] [CrossRef]
- He, W.; Ma, J.; Zhang, Y.; Wen, H.; Liu, Q. Effect of the annealing process on the microstructure and mechanical properties of multilayered Zr/Ti composites. Mater. Sci. Eng. A 2018, 713, 214–222. [Google Scholar] [CrossRef]
- Shiue, R.K.; Wu, S.K.; Chan, C.H.; Huang, C.S. Infrared brazing of Ti-6Al-4V and 17-4 PH stainless steel with a nickel barrier layer. Metall. Mater. Trans. A 2006, 37A, 2207–2217. [Google Scholar] [CrossRef]
- Lee, J.G.; Lee, J.K.; Hong, S.M.; Lee, M.K.; Rhee, C.K. Microstructure and bonding strength of titanium-to-stainless steel joints brazed using a Zr-Ti-Ni-Cu-Be amorphous filler alloy. J. Mater. Sci. 2010, 45, 6837–6840. [Google Scholar] [CrossRef]
- Sun, J.H.; Lee, D.M.; Lee, C.H.; Hong, J.W.; Shin, S.Y. A novel Zr-Ti-Ni-Cu eutectic system with low melting temperature for the brazing of titanium alloys near 800 °C. J. Mater. Res. 2010, 25, 296–302. [Google Scholar] [CrossRef]
- Ganjeh, E.; Sarkhosh, H.; Bajgholi, M.E.; Khorsand, H.; Ghaffari, M. Increasing Ti-6Al-4V brazed joint strength equal to the base metal by Ti and Zr amorphous filler alloys. Mater. Charact. 2012, 71, 31–40. [Google Scholar] [CrossRef]
- Lee, J.G.; Choi, Y.H.; Lee, J.K.; Lee, G.J.; Lee, M.K.; Rhee, C.K. Low-temperature brazing of titanium by the application of a Zr-Ti-Ni-Cu-Be bulk metallic glass (BMG) alloy as a filler. Intermetallics 2010, 18, 70–73. [Google Scholar] [CrossRef]
- Atabaki, M.M. Microstructural evolution in the partial transient liquid phase diffusion bonding of Zircaloy-4 to stainless steel 321 using active titanium filler metal. J. Nucl. Mater. 2010, 406, 330–344. [Google Scholar] [CrossRef]
- Kim, K.H.; Lim, C.H.; Lee, J.G.; Lee, M.K.; Rhee, C.K. Growth and microstructure formation of isothermally-solidified Zircaloy-4 joints brazed by a Zr-Ti-Cu-Ni amorphous alloy ribbon. J. Nucl. Mater. 2013, 441, 59–66. [Google Scholar] [CrossRef]
- Cox, B. Some thoughts on the mechanisms of in-reactor corrosion of zirconium alloys. J. Nucl. Mater. 2005, 336, 331–368. [Google Scholar] [CrossRef]
- Lee, J.G.; Lee, G.J.; Park, J.J.; Lee, M.K. Corrosion behavior in high-temperature pressurized water of Zircaloy-4 joints brazed with Zr-Cu-based amorphous filler alloys. J. Nucl. Mater. 2017, 488, 204–209. [Google Scholar] [CrossRef]
- Kvryan, A.; Livingston, K.; Efaw, C.M.; Knori, K.; Jaques, B.J.; Davis, P.H.; Butt, D.P.; Hurley, M.F. Microgalvanic corrosion behavior of Cu-Ag active braze alloys investigated with SKPFM. Metals 2016, 6, 91. [Google Scholar] [CrossRef]
- Ganjeh, E.; Sarkhosh, H. Microstructural, mechanical and fractographical study of titanium-CP and Ti-6Al-4V similar brazing with Ti-based filler. Mater. Sci. Eng. A 2013, 559, 119–129. [Google Scholar] [CrossRef]
- Kim, K.H.; Lee, J.G.; Lee, G.J.; Park, J.J.; Lee, M.K. Compositional effects of Zr-rich multi-component brazing alloys on the corrosion of Zr alloy joints. Corros. Sci. 2014, 88, 328–336. [Google Scholar] [CrossRef]
- ASTM G5-14. Standard Reference Test Method for Making Potentiostatic and Potentiodynamic Anodic Polarization Measurements; ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–9. [Google Scholar]
- ASTM G3-14. Standard Practice for Conventions Applicable to Electrochemical Measurements in Corrosion Testing; ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–9. [Google Scholar]
- Wu, Z.Y.; Shiue, R.K.; Chang, C.S. Transmission electron microscopy study of the infrared brazed high-strength titanium alloy. J. Mater. Technol. 2010, 26, 311–316. [Google Scholar] [CrossRef]
- Massalski, T.B. Binary Alloy Phase Diagrams, 2nd ed.; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Lee, M.K.; Kim, K.H.; Lee, J.G.; Rhee, C.K. Growth of isothermally-solidified titanium joints using a multi-component Zr-Ti-Cu-Ni-Be amorphous alloy as a brazing filler. Mater. Charact. 2013, 80, 98–104. [Google Scholar] [CrossRef]
- Hsu, H.C.; Wu, S.C.; Sung, Y.C.; Ho, W.F. The structure and mechanical properties of as-cast Zr-Ti alloys. J. Alloys Compd. 2009, 488, 279–283. [Google Scholar] [CrossRef]
- Neumann, G.; Tuijn, C. Interstitial impurity diffusion in metals; the apparent size effect. Physica B 2002, 315, 164–170. [Google Scholar] [CrossRef]
- Lee, M.K.; Lee, J.G. Mechanical and corrosion properties of Ti-6Al-4V alloy joints brazed with a low-melting-point 62.7Zr-11.0Ti-13.2Cu-9.8Ni-3.3Be amorphous filler metal. Mater. Charact. 2013, 81, 19–27. [Google Scholar] [CrossRef]
- ASTM STP 1132. Corrosion-Electrochemical Properties of Zirconium Intermetallics; ASTM International: West Conshohocken, PA, USA, 1991; pp. 499–535. [Google Scholar]
- Chelariu, R.; Mareci, D.; Munteanu, C. Preliminary electrochemical testing of some Zr-Ti alloys in 0.9% NaCl solution. Mater. Corros. 2013, 64, 585–591. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point | Zr | Ti | Cu | Ni | Fe | Sn | Phase |
|---|---|---|---|---|---|---|---|
| 1 | 95.2 | 3.7 | – | – | – | 1.1 | α-Zr |
| 2 | 75.8 | 6.1 | 6.4 | 11.7 | – | – | α-Zr + γ |
| 3 | 77.0 | 20.7 | 1.5 | – | – | 0.7 | α-Zr |
| 4 | 53.9 | 18.1 | 14.8 | 12.4 | 0.8 | – | [Zr,Ti]2(Cu,Ni) |
| 5 | 67.7 | 30.8 | 1.5 | – | – | – | β-Zr |
| 6 | 40.6 | 32.2 | 9.1 | 16.7 | 1.3 | – | [Zr,Ti]2(Cu,Ni) |
| 7 | 37.7 | 47.1 | 5.5 | 9.7 | – | – | α-Ti + γ |
| 8 | 31.2 | 66.9 | 1.1 | 0.8 | – | – | α-Ti |
| 9 | 31.8 | 55.8 | 5.8 | 5.4 | 1.2 | – | α-Ti + γ |
| 10 | 8.0 | 92.0 | – | – | – | – | α-Ti |
| Point | Zr | Ti | Cu | Ni | Fe | Sn | Phase |
|---|---|---|---|---|---|---|---|
| 1 | 90.2 | 9.5 | – | – | – | 0.3 | α-Zr |
| 2 | 81.3 | 6.1 | 5.7 | 6.9 | – | – | α-Zr + γ |
| 3 | 84.2 | 15.8 | – | – | – | – | αZr |
| 4 | 58.9 | 38.7 | 2.4 | – | – | – | β-Zr |
| 5 | 42.4 | 42.3 | 4.6 | 10.7 | – | – | α-Ti + γ |
| 6 | 42.7 | 54.3 | 2.1 | 1.0 | – | – | α-Ti |
| 7 | 29.3 | 70.7 | – | – | – | – | α-Ti |
| 8 | 29.8 | 58.8 | 5.0 | 5.7 | 0.7 | – | α-Ti + γ |
| Sample | Ecorr (mV) | Icorr (nA) | Epit (mV) | |
|---|---|---|---|---|
| Joined sample (5 min) | 1 | −416.7 | 13.3 | 187.5 |
| 2 | −281.3 | 3.6 | −51.1 | |
| 3 | −350.6 | 1.2 | 115.1 | |
| Joined sample (10 min) | 1 | −390.6 | 8.9 | 145.8 |
| 2 | −317.7 | 2.3 | 153.0 | |
| 3 | −394.5 | 13.8 | 307.7 | |
| Joined sample (20 min) | 1 | −378.1 | 14 | – |
| 2 | −340.3 | 4.2 | – | |
| 3 | −456.7 | 1.0 | – | |
| Ti base metal | 1 | −423.1 | 3.5 | – |
| 2 | −262.2 | 3.8 | – | |
| 3 | −409.7 | 7.7 | – | |
| Zircaloy-4 base metal | 1 | −564.6 | 7.9 | 91.8 |
| 2 | −229.2 | 5.0 | 375.0 | |
| 3 | −291.7 | 6.9 | 119.2 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.-Y.; Lee, H.-J.; Baek, J.-H.; Park, S.S.; Lee, J.G. Microstructural and Corrosion Properties of Ti-to-Zr Dissimilar Alloy Joints Brazed with a Zr-Ti-Cu-Ni Amorphous Filler Alloy. Metals 2021, 11, 192. https://doi.org/10.3390/met11020192
Lee S-Y, Lee H-J, Baek J-H, Park SS, Lee JG. Microstructural and Corrosion Properties of Ti-to-Zr Dissimilar Alloy Joints Brazed with a Zr-Ti-Cu-Ni Amorphous Filler Alloy. Metals. 2021; 11(2):192. https://doi.org/10.3390/met11020192
Chicago/Turabian StyleLee, Si-Young, Hyun-Jun Lee, Jong-Hee Baek, Sung Soo Park, and Jung Gu Lee. 2021. "Microstructural and Corrosion Properties of Ti-to-Zr Dissimilar Alloy Joints Brazed with a Zr-Ti-Cu-Ni Amorphous Filler Alloy" Metals 11, no. 2: 192. https://doi.org/10.3390/met11020192