PTFE Based Multilayer Micro-Coatings for Aluminum AlMg3 Forms Used in Tire Production
by
Jan Novotny
1,*, 
Stefan Michna
1, 
Iryna Hren
1,
Jaromir Cais
1,
Irena Lysonkova
1 and
Vaclav Svorcik
2 1
Faculty of Mechanical Engineering, Jan Evangelista Purkyne University, Pasteurova 3334/7, 400 01 Usti nad Labem, Czech Republic
2
Department of Solid State Engineering, University of Chemistry and Technology Prague, 166 28 Prague, Czech Republic
*
Author to whom correspondence should be addressed.
Coatings 2021, 11(2), 119; https://doi.org/10.3390/coatings11020119
Submission received: 4 December 2020
/
Revised: 14 January 2021
/
Accepted: 19 January 2021
/
Published: 21 January 2021
Abstract
:The basic prerequisite for obtaining the coating of good quality is the production of a layer without the occurrence of surface defects. A possible solution to the occurrence of defects on the functional surface of the form is the application of a polytetrafluoroethylene (PTFE)-based coating. The coating helps to reduce surface roughness and “smooth” defects like pores and micro-shrinkage. For this reason, a new type and methodology of the coating were prepared to achieve more production cycles between the individual cleaning processes during the production of a tire. The subject of the study was the analysis of surface-applied micro-coatings, including the analysis of chemical composition by using energy-dispersive X-ray (EDX) and microstructure in the area of coatings. Detailed microstructural characterization of Alfipas 7818 and Alfiflon 39 and its imaging of surface structures were studied using atomic force microscopy. To examine the surface layer of the coatings, metallographic specimens of cross-sections (by means of a mold) were prepared and examined by light and electron microscopy. This new multilayer micro-coating with a thickness of 20–25 μm has been found to prevent form contamination during tire production and to extend production cycles by 200–400% between process cleanings. This finding was actually tested in the production of tires in the environment of a large manufacturing company.
1. Introduction
Micro-coating technology is a technological process in which thin layers with a thickness of 1–10 mm are applied [1]. The whole process consists of applying a thin layer to the substrate material, which is referred to as the substrate. In our case, the technology of micro-coating material immersed in coated preparations was used. The created thin layer of coating has higher strength and hardness compared to the substrate. A thin layer of coating forms a barrier to the substrate material against the chemical and mechanical wear of the tool. This method of multilayer micro-coating is used mainly for the coating of light metals and, in the case of tire production, prevents form contamination during the production, thus significantly prolonging production cycles between individual cleanings. The advantage of the coating is the higher strength and hardness of the resulting surface, while also forming a protection against its wear. The only disadvantage is the price it is necessary to spend on the coating [2,3].
Micro-coating (MP) is a technological process where an essential aspect is to obtain an even layer of coating and increase utility properties such as hardness and roughness. For this reason, extensive research has been carried out involving various stages of surface pretreatment followed by PTFE coating, whereas such research has never been published. The novelty of this work lies primarily in research involving various phases of surface pretreatment and subsequent micro-coating of PTFE. The aim of this work was to investigate and analyze applied PTFE layers on the AlMg3 alloy, while the technology of multilayer coating was specially developed and patented as No. 305 721 [4], 26338482 [5], 306 352 [6] and EP3124632B1 [7]. Increasing of the surface hardness, abrasion resistance and wear resistance can be done by examining the factors influencing the MP process, such as, in particular, mapping the layer thickness and its compactness on the product surface. The possibilities of using this alloy are extensive, from forms for the production of tires to car spare parts.
Literature Review
Li [8] studied the properties and the microstructure of the micro arc oxidation composite coatings using a range of techniques, e.g., laser confocal microscope, scanning electron microscope, energy-dispersive X-ray spectroscopy, scratch test, friction test, etc. The results helped to determine how to improve the composite coatings significantly by increasing some of the components of their microstructure. Cherenda et al. [9] focused on the anodic alumina films and studied their phase and element composition. The research showed that the implantation into amorphous films resulted in the strong diffusion of Ti atoms into the depth of the films, other transformations took place in the entire structure of the films. Wang et al. [10] studied the creep resistance of Ni–P coating. The experiment was performed by using nanocrystalline Ni80P20 (at.%) samples at a stress of 146 MPa and various temperatures ranging from 270 to 320 °C. As a result, the creep deformation occurred by an interface reaction controlled mechanism. Schock et al. [11] researched in their work the behavior of fabric structures and of coated and uncoated fabric materials. The experiment verified that the creep resistance of polytetrafluoroethylene glass fabrics and other glass fabrics mainly comes from the creep deformation of coated polymers. As a result of the research, a creep constitutive model of the degradation of coating stiffness was suggested. Zhang et al. [12] focused on the study of the mechanical properties of PTFE coated fabrics. The research was focused on off-axial and biaxial tensile tests, the failure mechanism and the strength criterion of fabrics. The results showed that when increasing the bias angle away from the fiber direction, the tensile strength gradually decreases, and the strain at break increases. In further research, Zhang [13] focused on the effect of temperature on the mechanical properties of PTFE-coated fabrics. During the experiment, uniaxial tensile tests of PTFE were performed at different temperatures of −20–70 °C. The test results show that breaking strain and the elastic modulus increase with the increase of the environment temperatures. On the other hand, the tensile strength of the membrane decreased.
In their research, Wang and Wu [14] investigated the application of an Al2O3/PTFE composite to the surface of an aluminum alloy. During the experiment, an AZ91 alloy was used, which was coated using plasma electrolytic oxidation (PEO) technology. The result of the research was that the composite coating demonstrates a high degree of sealing and ultra-low friction coefficient during dry sliding wear tests. Zhang et al. [15] did research in a novel multifunctional PTFE/PEO composite coating, which was prepared by the one-step method. During the experiment, the PEO and electrophoretic deposition (EPD) process were prepared on the Al alloy surface with a 20 kW micro-arc oxidation equipment consisting of a potential adjustable pulsed direct current (DC) source with a frequency of 150 Hz and duty cycle of 40%. By using this method, it was found that the PTFE/PEO composite coating exhibits good tribological properties. Moreover, it was found out that the composite coating was successful in providing superior corrosion resistance to aluminum alloy during the potential dynamic polarization tests and salt spray tests.
In their work, Cheng et al. [16] studied the tribological behavior of PEO/PTFE coatings on aluminum alloys for their applications in industries with high loads and long service life. During the experiment, a composite plasma electrolytically oxidized coating, textured by laser surface texturing and then coated with nano-sized PTFE vacuum impregnation were applied to aluminum alloys. It has been found that surface texture can effectively reduce the coefficient of friction of the contact interface for 72,000 cycles at 5 N and significantly improve the load-bearing capacity of the PEO/PTFE coating due to the constant compensation of the PTFE lubricating film in the wear trace. Li [17] investigated the growth mechanism and adhesion of plasma electrolytic oxidation (PEO) under different cathodic voltages. It was found out that they were affected by the applied cathodic voltages, which resulted in the dependence of the increase of cathodic voltage that causes the inward growth and more compact structure. Friedemann [18] focused on the investigation of the structure of PEO layers through the layer thickness. Electron backscatter diffraction and Raman spectroscopy were used for the clarification of the structure of the oxide layer, taking into account its crystallinity and phase composition. Ashrafizadeh [19] studied the physical vapor deposition coatings and their adhesion to aluminum substrate and for that aim a modified test similar to the scratch hardness method was used. The applied method provided the useful information on coating performance, although the interpretation of the outcomes is not always straightforward. Lu et al. [20] investigated the impact of the surface microstructure the properties of self-lubricating polytetrafluoroethylene containing PEO (PEO-PTEE) composite coatings using various cathodic voltages. According to the results, the tribological properties of PEO-PTEE composite coatings are affected to a great extent by the surface microstructure of PEO coating.
2. Materials and Methods
2.1. Experimental Material
For the experiment, 5 samples were made of AlMg3 alloy with the chemical composition given by the standard in weight percent: 2.78% Mg, 0.11% Si, 0.42% Fe, 0.019% Cu and 0.319% Mn and Al-balance. This alloy has very good machinability, weldability, excellent corrosion resistance and tensile strength higher than 200 MPa. The samples were cast in the form of a sheet with the parameters: length—200 mm, width—120 mm and thickness—2 mm, one such sample is shown in Figure 1.
Figure 1 shows the microstructure of a sample of the investigated AlMg3 alloy in a cast state showing a uniform grain. The matrix consists of magnesium in aluminum and finely divided Mg2Si and Al6Mn phase dispersants. These phases were found in both grain and grain boundaries.
2.2. Experimental Setup
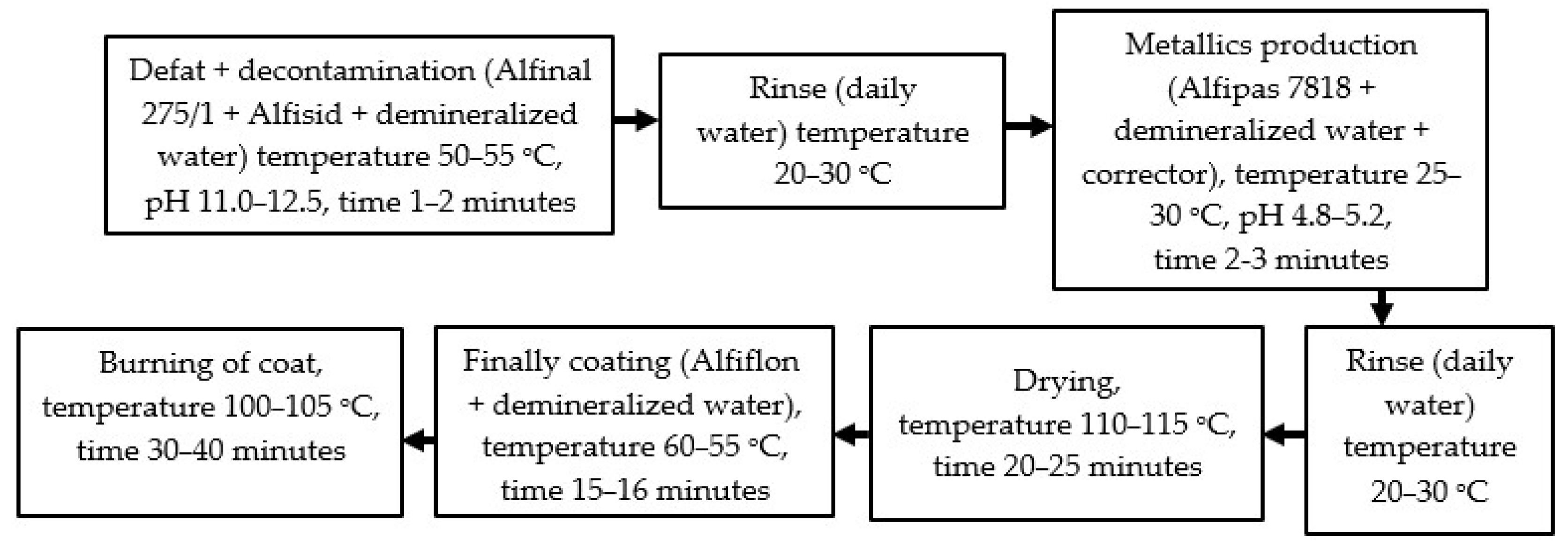
A scheme of the design of a production multilayer micro-coat on the AlMg3 alloy forms with a chronological procedure is shown in Figure 2. The essence of this technology is the removal of impurities from the samples by immersion in a bath with pH 11.0–12.5. Subsequent decontamination of the samples was performed in a bath with Alfinal 275/1 and Alfisid at 50–70 °C for 1–2 min, then rinsed in demineralized water at 20–30 °C. The next step was to immerse the sample in a metal fabrication bath using Alfipas 7818. The solution should have a pH 4.8–5.2, which can be achieved using a Lösung 7801 or 7802 concealer. This process should be performed at 25–30 °C for 2–3 min, and then the samples must be rinsed in demineralized water at 20–30 °C. These operations are followed by drying the samples in the furnace at 110–115 °C for 20–25 min. Finally, the coating is performed in a bath of mixed Alfiflon (water-based polytetrafluoroethylene) and demineralized water (by immersing the sample in this bath). The mixture should have a pH of 7.5–8.5 and the coating process is performed at 60–65 °C for 15–16 min. The last step is burning the coated samples in the furnace at 100–105 °C for 30–40 min. The process itself was developed using commercially available chemicals. Information on use was drawn from the instructions for individual chemicals and from consultations with their manufacturers.
Alfipas 7818 can protect the different metal surfaces against corrosion because it has also hexafluorozirconic acid. It is colorless, slightly cloudy with a slight odor, the density of about 1000 kg·m−3 and pH 1–2. Alfiflon 39 is a white color liquid with a slight odor of ammonia. The density of Alfiflon 39 was about 1500 kg·m−3, pH 9–10, and the boiling temperature was 100 °C which contains 4.5–6.5 g·L−1 of solid particles. It is an agent preferentially determinate for attendance aluminum surface after anodic oxidation.
2.3. Experimental Methods
The sample surface was cleaned in an ultrasonic cleaner and studied using an LYRA3 scanning electron microscope (SEM) from Tescan (Tescan, LYRA 3 GMU, Brno, Czech Republic). The accelerating voltage of electrons was 5 kV. All samples, which were studied, had to be dusted with metal due to the electrical conductivity of the sample surfaces. For this reason, platinum (cleanliness 99.9995%, SAFINA, Vestec, Czech Republic) with a surface thickness of about 20 nm was used. The cathode sputtering method (Q300T, Quorum, Quorum Technologies Ltd., Lewes, United Kingdom) is used for dusting with metal. Chemical composition and atomic representation were observed by energy-dispersive X-ray spectroscopy (EDX) X-MaxANanalyzer. SDD detector 20 mm2, Oxford Instruments, Abingdon-on-Thames, UK. Accelerating voltage for method SEM-EDS was also 5 kV. The samples were prepared by conventional techniques—wet grinding and diamond emulsion polishing. All samples were prepared manually. The final mechanical chemical finishing was performed using a Struers OPS suspension (Struers, Ballerup, Denmark). After phosphoric acid etching, the structure of the material was observed and documented by electron and light microscopy on a LEXT OLS 3100 confocal laser microscope from Olympus (Tokyo, Japan).
The study of surface morphology and roughness of the Alfiflon 39 and Alfipas 7818 samples was also assessed using atomic force microscopy (AFM) (Dimension ICON, Bruker, Billerica, MA, USA). The QNM overhead mode in the air was utilized for their investigation. The silicon tip on holder Si3N4, ScanAsyst-air was used with spring constant 0.4 N·m−1. NanoScope analysis software (Version: 1.40) was employed for data processing. The mean roughness value (Ra) represented the arithmetic mean of deviation from the median plane of the sample. The effective area represents the real area with the determination difference from the “basic” area in % (growth).
After examining the layer of coating, they were tested in operating conditions in the Russian Federation and Germany. The tested coating layers were used on summer and winter tires.
3. Results and Discussion
3.1. Analysis of Alfipas 7818
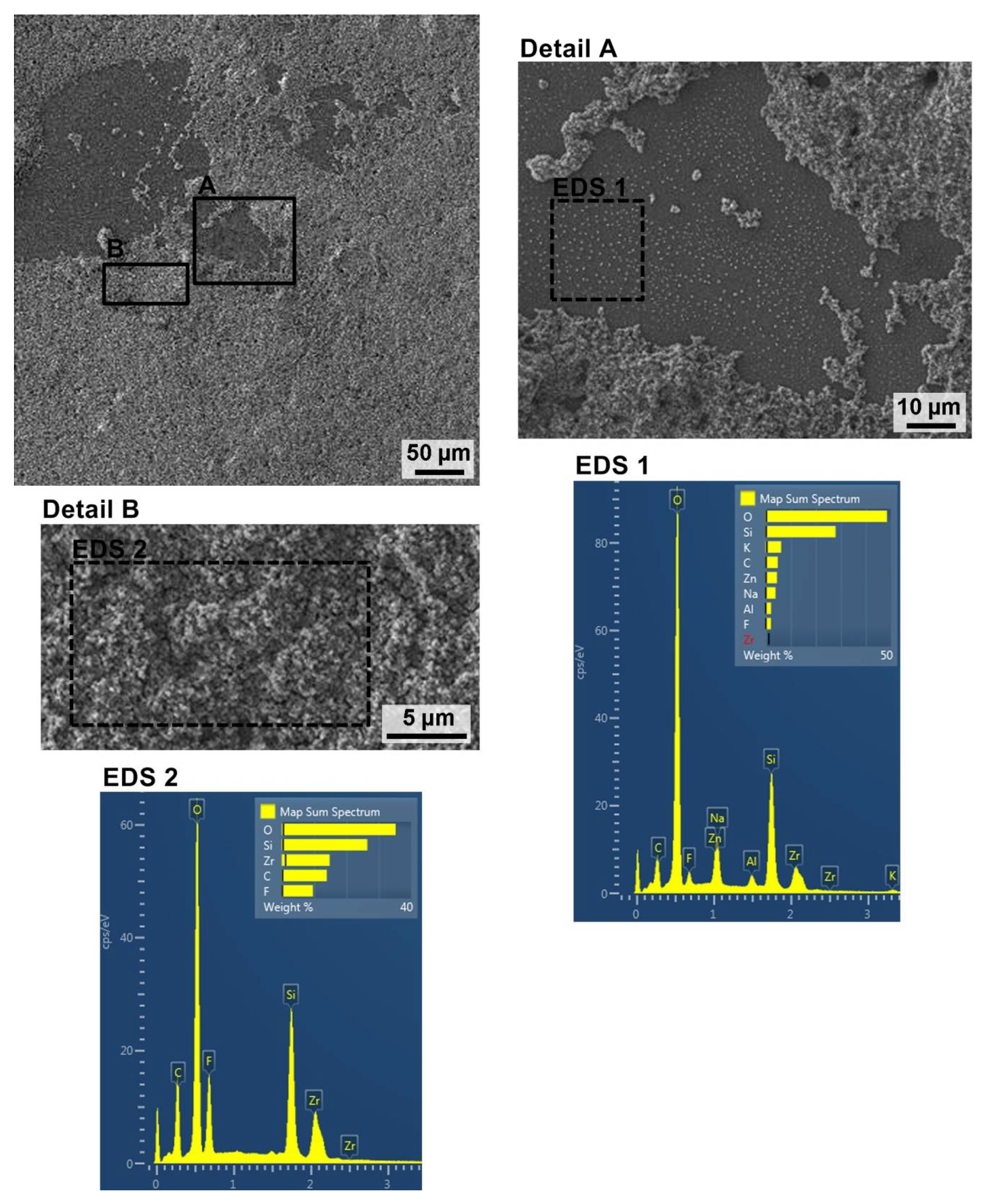
All manufactured samples were examined by electron microscopy, and images of the surface, including two details and EDX analyses, are shown in Figure 3. Small, zirconium-free areas are clearly visible from the images, and for the purpose of a detailed study, Detail A was created and subsequently the analysis of the chemical composition was performed on it. Another area examined was a layer in which the passivation was successfully performed using Alfipas 7818, the detail of which is shown in Figure Detail B. Analysis of the chemical composition in these places, which covers more than 95% of the area of all samples showed that this area consists of 37.8 wt.% of oxygen, 27.2 wt.% of silicon, 12.9 wt.% of carbon, 12.6 wt.% of zirconium and 9.5 wt.% of fluorine. The presence of Zr and F proved that Alfipas was an effective zirconium passivating agent in the form of hexafluorozirconic acid. This was observed in all five samples examined. In our case, much higher contents of zirconium and fluorine were detected than in the Svobodov study [21], where, however, carbon steel was used compared to the aluminum alloy.
3.2. Analysis of Alfiflon 39
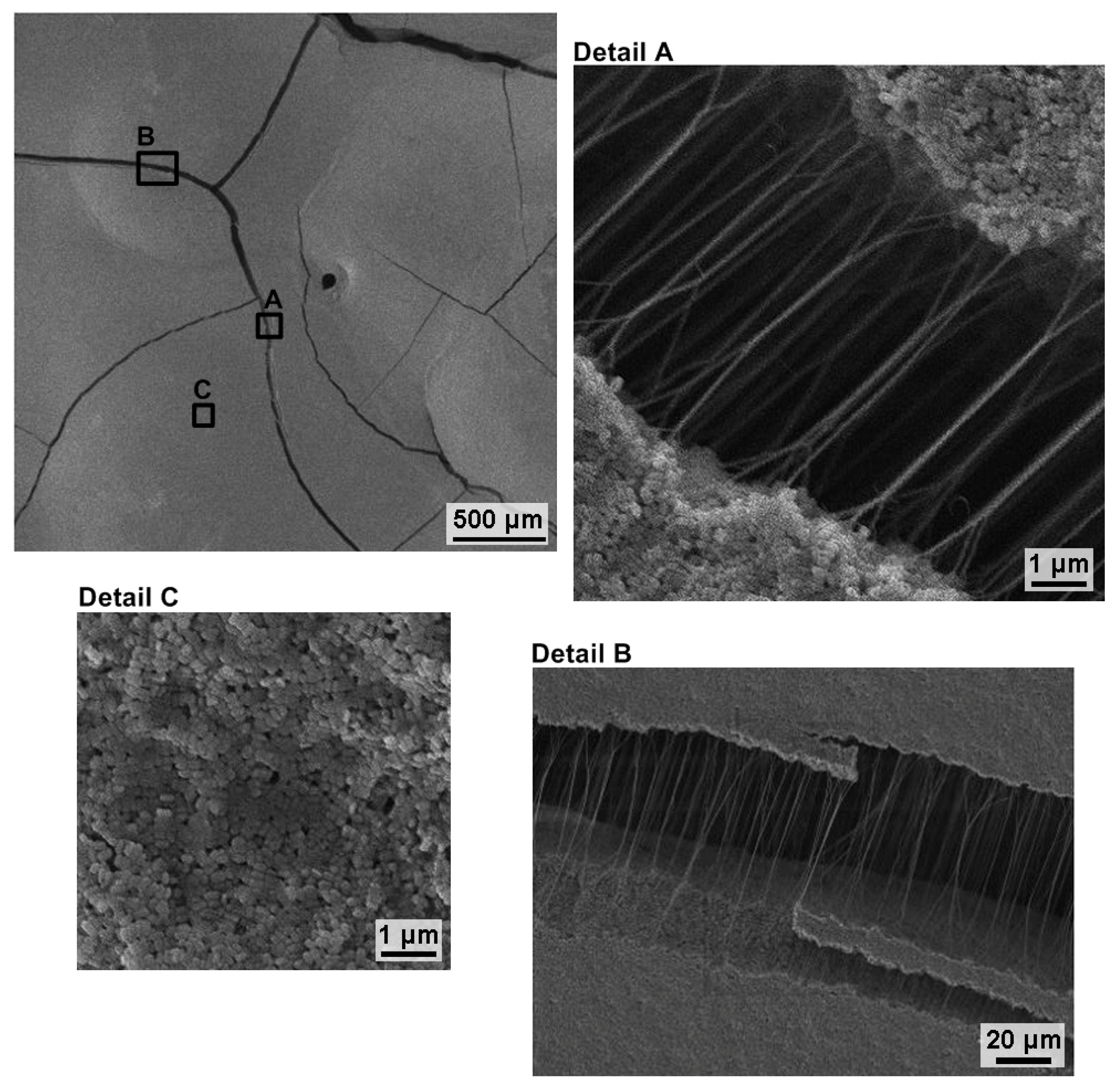
Alfiflon 39 is a water-based polytetrafluoroethylene dispersion (PTFE dispersion) containing up to 5% tergitol-diethylether. The superposition of the smallest particles of the fluoropolymer (base: PTFE) on the anode layer creates a very strong oil film, which causes a significant reduction in frictional resistance (surface resistance). Alfiflon 39 is prone to delamination and therefore must be mixed or briefly shaken before using. The solution of the sample Alfiflon 39 was dried before the analysis in the furnace where the solvent was evaporated and formed a compact white coating of Alfiflon. This coating was examined using electron microscopy, and images of the sample surface, including its three details, are shown in Figure 4. Details A and B provide a detailed view of the long PTFE fibers that bond the finest fluoropolymer particles (shown in Detail B) to the material. Similar fibers were studied in the publication of Luo [22] or Jiang [23] only the shape of the fibers was slightly different. The same phenomenon was studied in all five samples examined in this study.
3.3. Observation and Evaluation of AFM of Alfipas 7818 and Alfiflon 39
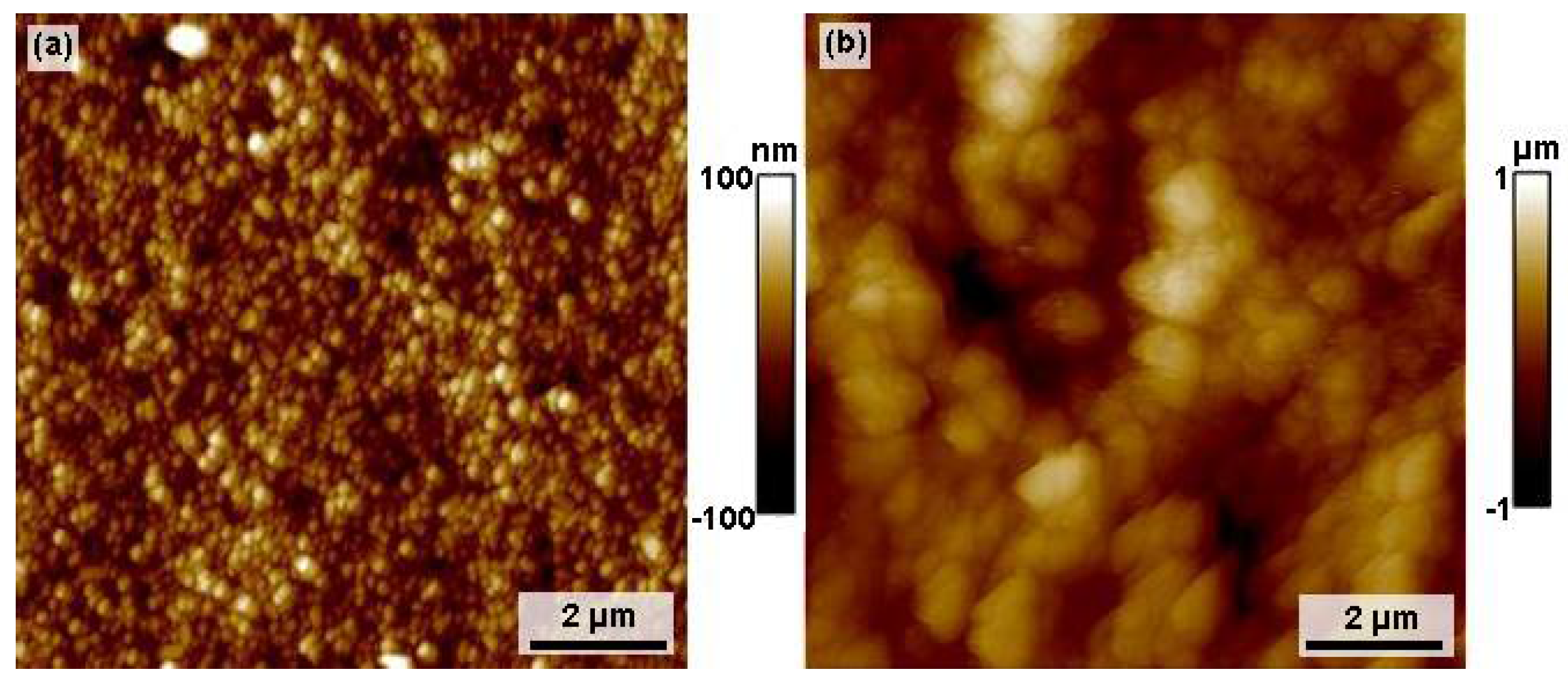
The samples before the analyses were evaporated on microscope slides and a 3 mL volume by the solution at 50 °C and the drying time of 3 h was used. Then atomic force microscopy was subsequently implemented on the samples mentioned above. Based on the AFM analysis, the images of which for Alfiflon 39 and Alfipas were shown in Figure 5, it can be said that the sample Alfipas 7818 had significantly larger grains than Alfiflon 39.
The comparison of both samples shows that Alfipas 7818 had an additive presence of smaller globular superposed nanostructure, which was visible in details with a size of one up to three microns. The roughness Ra of Alfipas 7818 is 180 nm, compared to Alfiflon 39, which shows a roughness of only 17.8 nm and a root mean square (RMS) roughness is 12.8 nm. It is evident from the atomic microscope force photos that the samples have more homogeneous layers with more homogenous clusters with a smaller dimension compared to the layers of Alfipas 7818. In conclusion, it could be said that the material Alfiflon 39 tends to produce more homogenous clusters with smaller roughness. That means that the structure of it is more compact and more homogenous. Unfortunately, no similar study of the roughness of these two surfaces has been studied in the literature, so its result cannot be compared.
3.4. Layer Measurement of the Final Multilayer Micro-Coating
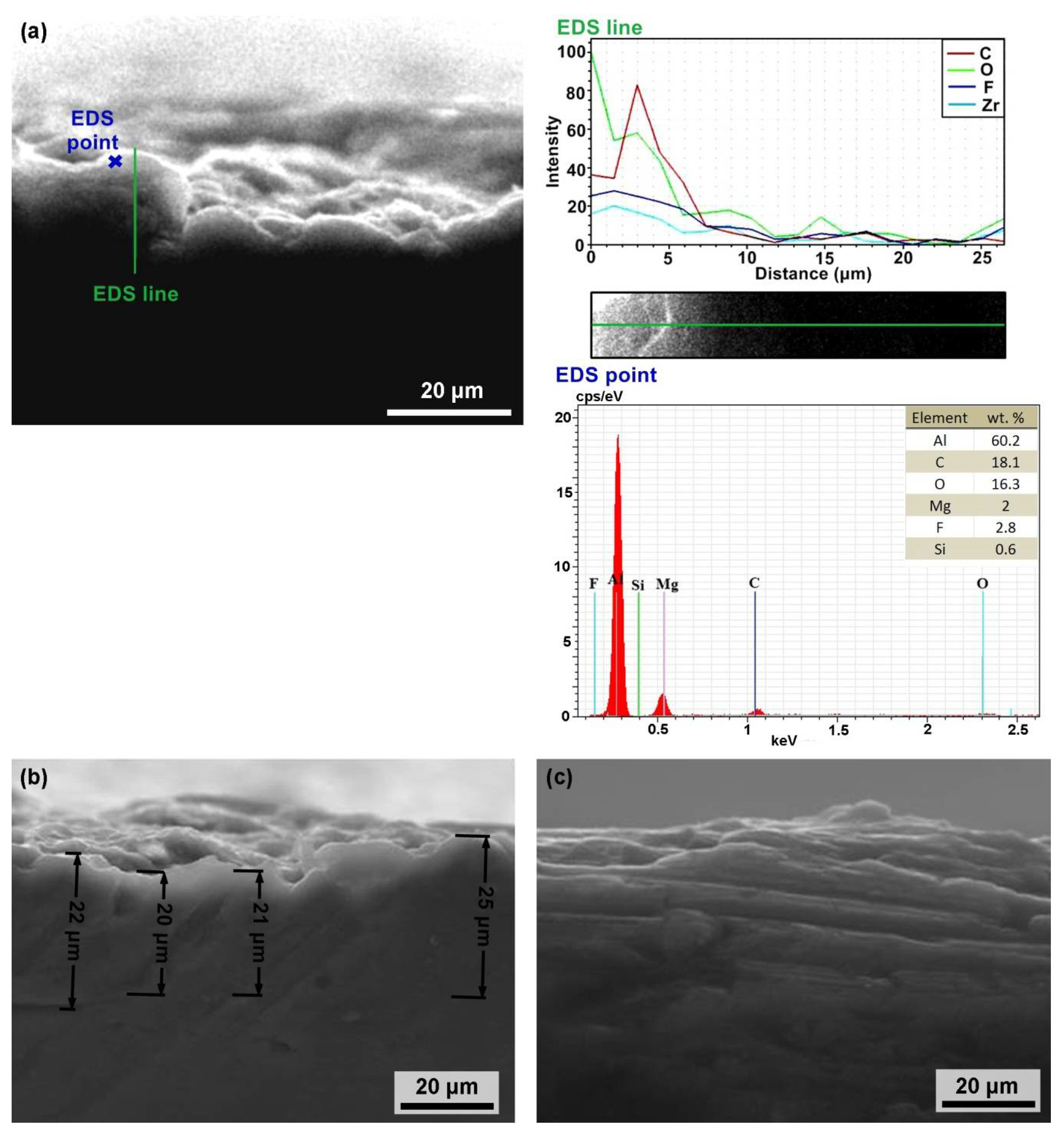
The layer measurement of the final multilayer micro-coating was realized by electron scanning microscopy with the help of EDX analysis. EDX point (Figure 6a) and surface analysis was performed in the coating field to identify elements in the coating based on the knowledge of the coating agent. Results proved the presence mainly C, F, O, Mg and Zr elements in the protective coating. Then, a linear analysis of the surface of basic material had been made, which monitored the concentration of oxygen, carbon, fluorine and zirconium elements. Several measurements were made (in the report there is only one measurement for documentation) with the result that the thickness was between 22–25 μm, which is shown in Figure 6b. A linear EDX analysis of the individual elements located in this area was performed.
Looking at the morphology of the micro-coating in detail, the compactness of this layer was observable with a small number of pores. Moreover, in this area, with the help of linear EDX analysis, in addition to C, F and O, the presence of Zr was found, which has a low activation temperature, which was studied, for example, in the studies by Haselhuhn [24], Sweet [25] or Michna [26]. This temperature correlates with the structure of the material, as was mentioned in Bolibruchova [27], Benvenuti [28], Prodromides [29] or Cho [30] works, and is probably due to the high grain boundary density, which should facilitate the transport of oxygen from the surface to the main part of the material. Figure 6c indicates the morphology of the micro-coating layer on the examined surface (the oblique section), which shows its compactness.
The results of the analysis “confirm the correctness” of the selected explanatory variables for micro-coating and were similar to the Zhang study [11], which dealt with the coating of aluminum alloys. In this study, the authors did not perform a similar linear analysis and the effect of these variables on the compactness of the PTFE coating layer. Analysis of the morphology of the finished product was used to assess the quality of the coated layer in the whole monitored area. The use of this criterion revealed significant shortcomings in its compactness. From the surface analysis, it is possible to assess the quality adhesion of the coated layer to the substrate—aluminum alloy, where the PTFE layer is deposited based on physicochemical interactions.
3.5. Testing of New Types of Coatings in Operating Conditions
Testing and research of new multilayer micro-coatings were carried out, both in new forms and in forms that were already used in the production cycle. Individual segments of this form were coated in laboratory conditions at the university, and testing was carried out in the production companies (one in the Russian Federation (internal marking: R1, R2, V1 and V2) and the second in Germany (internal marking: D1). The tests with this new micro-coating were carried out on summer and winter tires, which are more adherent and form more cleaning needed (Table 1). It can be stated that this newly developed multilayer micro-coating is better to apply to new production forms where on a summer tire it can achieve more than 200% of the production cycle than forms without a coating. Better results were achieved also with a winter tire where more than 400% of the production cycle of forms without a coating had been achieved. A micro-coating was also tested on the old form (which was used several times), which did not achieve good results (about 20–30% on non-coating forms) due to mechanical damage and wear of the surfaces of the forms.
The analyses show that the coating applied to the tires produced under operating conditions shows much better performance with winter tires than with summer tires (up to 200%). From the point of view of the adhesion of the coating applied to summer tires, it would be better to invent a new coating, what the Faculty of Mechanical Engineering in Ústí nad Labem deals with today.
In the production of winter tires in forms with the coating we created, the number of manufactured pieces was increased from 1000 to 4000 pieces at best. For summer tires, the form’s production capacity increased from 1000 to 2000. Due to the use of the coating, in our case the productivity of winter tires increased from one form to 4000 pieces, while this value is unfortunately not possible to compare with similar studies, because in none it indicates the number of pieces produced.
To improve the productivity of the coating on the summer tire, it would be necessary to increase the adhesion, abrasion resistance and hardness of the applied micro-coat layer. By increasing these conditions, a higher production cycle of forms can be achieved.
4. Conclusions
The research in this publication was focused on the development of a new multilayer micro-coat for forms of aluminum alloys, namely AlMg3, intended for the production of tires, and the following conclusions were reached:
- The analysis of the surface morphology of Alfipas 7818 showed that it is a very effective zirconium passivation agent-focused on the creation of a nanomolecular surface,
- The presence of Zr and F showed that Alfipas 7818 was an effective passivating agent for zirconium in the form of hexafluorozirconic acid,
- The analysis of the surface morphology of Alfiflon 39 showed the presence of long polytetrafluoroethylene fibers connecting the finest fluoropolymer particles to the material,
- On the basis of the AFM analysis, it can be said that Alfipas 7818 had significantly larger grains than Alfiflon 39,
- The Ra parameter for Alfipas 7818 is 180 nm, with Alfiflon 39 showing a roughness of only 17.8 nm,
- The final thickness of the micro-coat was 22–25 μm,
- EDS analyses performed in the area of the coating showed that the protective micro-coat contains mainly elements C, F, O, Mg and Zr, which must be present due to the chemical agents used,
- In the production of tires, a larger number of production series was achieved between the individual form cleaning processes,
- Newly developed multilayer micro-coating is better to apply to new production forms where on a summer tire can be achieved more than 200% (more than 400% for winter tire) of the production cycle than forms without a coating.
From the above conclusions, it can be clearly stated that the use of a new multilayer micro-coating significantly increased labor productivity and extended the life of the aluminum alloy forms used for the production of tires. It is more advantageous to apply the micro-coat to new production forms, where in the production of summer tires up to 200% of elongation of the production cycle can be achieved compared to the uncoated form, and more than 400% can be achieved on winter tires.
Author Contributions
Conceptualization, I.H. and S.M.; methodology, I.H. and S.M.; validation, I.H., S.M. and J.N.; formal analysis, I.H., S.M., J.N., V.S. and J.C.; investigation, I.H., S.M., J.N. and V.S.; resources, V.S., J.C., I.L. and I.H.; data curation, S.M., J.N. and V.S.; writing—original draft preparation, I.H., J.N. and S.M.; writing—review and editing, I.H. and J.N.; visualization, I.H. and V.S.; supervision, I.H.; funding acquisition, S.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded by with the support of OP VVV Project Development of new nano and micro coatings on the surface of selected metallic materials—NANOTECH ITI II. Reg. No CZ.02.1.01/0.0/0.0/18_069/0010045.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
Data is contained within the article.
Acknowledgments
The author would like to thank the support of OP VVV Project Development of new nano and micro coatings on the surface of selected metallic materials—NANOTECH ITI II. Reg. No CZ.02.1.01/0.0/0.0/18_069/0010045.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Aliramezani, R.; Raeissi, K.; Santamaria, M.; Hakimizad, A. Characterization and properties of PEO coatings on 7075 Al alloy grown in alkaline silicate electrolyte containing KMnO4 additive. Surf. Coat. Technol. 2017, 329, 250–261. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, J.; Gao, Y.; Yuan, Y.; Gao, C. Influences of additive on the formation and corrosion resistance of micro-arc oxidation ceramic coatings on aluminum alloy. Phys. Procedia 2012, 32, 107–112. [Google Scholar] [CrossRef] [Green Version]
- Arunnellaiappan, T.; Arun, S.; Hariprasad, S.; Gowtham, S.; Ravisankar, B.; RamaKrishna, L.; Rameshbabu, N. Fabrication of corrosion resistant hydrophobic ceramic nano-composite coatings on PEO treated AA7075. Ceram. Int. 2018, 44, 874–884. [Google Scholar] [CrossRef]
- Michna, Š. Method of Coating Metal Molds from Al–Mg and Al–Si Type Alloys, Especially for the Production of Motor Vehicle Tires in the Automotive Industry. Invention No. 305 721, 2 November 2016. [Google Scholar]
- Štefan, M.; Viktorie, W.; Radek, H.; Cais, J. Coating of Metal Molds from Al–Mg and Al–Si Type Alloys, Especially for the Production of Motor Vehicle Tires in the Automotive Industry. Invention No. 26338482, 13 December 2017. [Google Scholar]
- Michna, Š.; Cais, J. Aluminum Alloy, Especially for the Production of Castings of Mold Segments for Tire Pressing, and a Method of Heat Treatment of Castings of Mold Segments. Invention No. 306 352, 6 January 2016. [Google Scholar]
- Michna, S.; Cais, J. Aluminum Alloy, in Particular for the Production of Mould Segment Castings for Forming Tyres, and the Method of Heat Treatment of Mould Segment Castings. European Patent EP3124632B1, 1 February 2017. [Google Scholar]
- Li, Z.; Di, S. Microstructure and properties of MAO composite coating containing nano-rutile TiO2 particles. Surf. Rev. Lett. 2017, 24, 1750115. [Google Scholar] [CrossRef] [Green Version]
- Cherenda, N.N.; Uglov, V.V.; Litvinovich, G.V.; Danilyuk, A.L. The effect of Ti ions implantation on the structure of anodic alumina films. Nucl. Instrum. Methods Phys. Res. 2003, 211, 219–226. [Google Scholar] [CrossRef]
- Wang, S.; Zhao, Q.; Liu, D.; Du, N. Microstructure and elevated temperature tribologicalbehavior of TiO2/Al2O3 composite ceramic coating formed by microarc oxidation of Ti6Al4V alloy. Surf. Coat. Technol. 2015, 272, 343–349. [Google Scholar] [CrossRef]
- Schock, H.J. On the structural behavior and material characteristics of PTFE-coated glass-fiber fabric. J. Ind. Text. 1991, 20, 277–288. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Zhang, Q.L.; Zhou, C. Mechanical properties of PTFE coated fabrics. J. Reinf. Plast. Compos. 2010, 29, 3624–3630. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Zhang, Q.L.; Zhou, C.Z. Effects of temperature on mechanical properties of PTFE coated fabrics. J. Build. Mater. 2012, 15, 478–483. [Google Scholar]
- Wang, Z.; Wu, L.; Qi, Y.; Cai, W.; Jiang, Z. Self-lubricating Al2O3/PTFE composite coating formation on surface of aluminum alloy. Surf. Coat. Technol. 2010, 204, 3315–3318. [Google Scholar] [CrossRef]
- Zhang, R.; Zhao, J.; Liang, J. A novel multifunctional PTFE/PEO composite coating prepared by one-step method. Surf. Coat. Technol. 2016, 299, 90–95. [Google Scholar] [CrossRef]
- Cheng, L.; Peiying, S.; Jingjing, Y.; Junhong, J.; Erqing, X.; Yuan, S. Effects of surface texturing on the tribological behaviors of PEO/PTFE coating on aluminum alloy for heavy-load and long-performance applications. J. Mater. Res. Technol. 2020, 9, 12149–12156. [Google Scholar] [CrossRef]
- Li, B.; Liu, C.C.; Yang, W.B.; Liang, J. Growth mechanism and adhesion of PEO coatings on 2024 Al alloy. Surf. Eng. 2016, 33, 760–766. [Google Scholar] [CrossRef]
- Friedemann, A.E.R.; Thiel, K.; Haßlinger, U.; Ritter, M.; Gesing, T.M.; Plagemann, P. Investigations into the structure of PEO-layers for understanding of layer formation. Appl. Surf. Sci. 2018, 443, 467–474. [Google Scholar] [CrossRef]
- Ashrafizadeh, F. Adhesion evaluation of PVD coatings to aluminium substrate. Surf. Coat. Technol. 2000, 130, 186–194. [Google Scholar] [CrossRef]
- Lu, C.; Feng, X.C.; Yang, J.J.; Jia, J.H.; Yi, G.W.; Xie, E.Q. Influence of surface microstructure on tribological properties of PEO-PTFE coating formed on aluminum alloy. Surf. Coat. Technol. 2019, 364, 127–134. [Google Scholar] [CrossRef]
- Svobodova, J. Evaluation of new type of chemical pre-treatment applied on low-carbon steel substrate using SEM and EDS analysis. In Proceedings of the Engineering for Rural Development, 14th International Scientific Conference, Jelgava, Latvia, 20–22 May 2015; Volume 15, pp. 772–777. [Google Scholar]
- Luo, Z.; Zhang, Z.; Wang, W.; Liu, W.; Xue, Q. Various curing conditions for controlling PTFE micro/nano-fiber texture of a bionic superhydrophobic coating surface. Mater. Chem. Phys. 2010, 119, 40–47. [Google Scholar] [CrossRef]
- Jiang, Y.; Choudhury, D.; Brownell, M.; Nair, A.; Goss, J.A.; Zou, M. The effects of annealing conditions on the wear of PDA/PTFE coatings. Appl. Surf. Sci. 2019, 481, 723–735. [Google Scholar] [CrossRef]
- Haselhuhn, A.; Sanders, P.; Pearce, J. Hypoeutectic Aluminum–Silicon alloy develop-ment for gmaw-based 3-d printing using wedge castings. Int. J. Met. 2017, 11, 843–856. [Google Scholar] [CrossRef] [Green Version]
- Sweet, L.; Zhu, S.M.; Gao, S.X.; Taylor, J.A.; Easton, M.A. The effect of iron content on the iron-containing intermetallic phases in a cast 6060 aluminum alloy. Metall. Mater. Trans. A 2011, 42, 1737–1749. [Google Scholar] [CrossRef]
- Michna, Š. Aluminum Materials and Technologies from A to Z, 1st ed.; SR, Adin s. r. o.: Prešov, Slovakia, 2005; ISBN 80-89041-88-4. [Google Scholar]
- Bolibruchová, D.; Tillová, E. Al-Si Foundry Alloys, 1st ed.; EDIS: Žilina, Slovakia, 2005; ISBN 80-8070-485-6. [Google Scholar]
- Benvenuti, C.; Chiggiato, P.; Costa Pinto, P.; Escudeiro Santana, A.; Hedley, T.; Mongelluzzo, A.; Ruzinov, V.; Wevers, I. Vacuum properties of TiZrV non-evaporable getter films. Vacuum 2001, 60, 57–65. [Google Scholar] [CrossRef] [Green Version]
- Prodromides, A.E.; Scheuerlein, C.; Taborelli, M. Lowering the activation temperature of TiZrV non-evaporablegetter films. Vacuum 2001, 60, 35–41. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.H.; Yoon, Y.J.; Kim, H.T.; Kim, J.; Kim, H.J.; Nam, S.M.; Baik, H.K.; Kim, J.H. Growth of Al2O3–PTFE composite film at room temperature by aerosol deposition method. Ceram. Int. 2012, 38, S131–S134. [Google Scholar] [CrossRef]
Figure 1.
(a) Experimental sample and (b) representation of its microstructure, and (c) detail of microstructure.
Figure 1.
(a) Experimental sample and (b) representation of its microstructure, and (c) detail of microstructure.

Figure 2.
The scheme of sketch projection of the production multilayer micro-coating on the Al forms with description individual specification of technological parameters.
Figure 2.
The scheme of sketch projection of the production multilayer micro-coating on the Al forms with description individual specification of technological parameters.

Figure 3.
Image of the sample surface after Alfipas 7818 (SEM), detail (A) shows a surface on which the Alfipas layer is partially missing and on which the chemical composition analysis is performed in the EDX 1 area, in detail (B) there is an area only with Alfipas, in which analysis of chemical composition of EDX 2 performed.
Figure 3.
Image of the sample surface after Alfipas 7818 (SEM), detail (A) shows a surface on which the Alfipas layer is partially missing and on which the chemical composition analysis is performed in the EDX 1 area, in detail (B) there is an area only with Alfipas, in which analysis of chemical composition of EDX 2 performed.

Figure 4.
Image of the sample surface after Alfiflon 39 (SEM), details (A,B) provide a detailed view of the long PTFE fibers and in detail (C) there is only the surface Alfiflon 39.
Figure 4.
Image of the sample surface after Alfiflon 39 (SEM), details (A,B) provide a detailed view of the long PTFE fibers and in detail (C) there is only the surface Alfiflon 39.

Figure 5.
AFM analysis of the surface morphology and roughness: (a) analysis of Alfiflon 39—Ra = 17.8 nm, RMS = 12.8 nm and (b) analysis of Alfipas—Ra = 180 nm, RMS = 232 nm.
Figure 5.
AFM analysis of the surface morphology and roughness: (a) analysis of Alfiflon 39—Ra = 17.8 nm, RMS = 12.8 nm and (b) analysis of Alfipas—Ra = 180 nm, RMS = 232 nm.

Figure 6.
(a) The morphology of the resulting micro-coat in a cross section (SEM) including the EDX measurement in a straight line and at a point, (b) a cross section of a micro-coated sample with the measurement of its thickness and (c) the morphology of the micro-coat.
Figure 6.
(a) The morphology of the resulting micro-coat in a cross section (SEM) including the EDX measurement in a straight line and at a point, (b) a cross section of a micro-coated sample with the measurement of its thickness and (c) the morphology of the micro-coat.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Overview of testing new and used forms.
| Form Designation | Description of the Form | Examination | Notice |
|---|---|---|---|
| R1 | The new form, AlMg3 alloy. | In foreign tested on summer tire, production cycles about 12,000. | Production life more than 200% without cleaning against the form without coating. |
| D1 | An old form used several times was mechanical cleaning and then coating, AlMg3 alloy. | Production cycles more 20% as form without coating (on the summer tire). | Sandblasting cleaning. |
| R2 | The new form, AlMg3 alloy. | In foreign tested on winter sticky tire, production life about four times more as the form without coating. | Production life more than 400%. Uncleaned against the form without coating. Five weeks at the production process as form uncleaned where it had been 1 week. |
| V1 | The form was used for a long time. Significant surface wear. Uncleaned surface design, the form was a pull from pressing machine, as it was the AlMg3 alloy. | Production cycles more 20% as form without coating (on the summer tire). | Sandblasting cleaning. |
| V2 | The form was used for a long time. Significant surface wear. Locally cleaned surface. The surface was damaged and soiled in the places adjusted by scraping. | Production cycles more than 30% as form without coating (on the summer tire). | The surface had been mechanically cleaned. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Novotny, J.; Michna, S.; Hren, I.; Cais, J.; Lysonkova, I.; Svorcik, V. PTFE Based Multilayer Micro-Coatings for Aluminum AlMg3 Forms Used in Tire Production. Coatings 2021, 11, 119. https://doi.org/10.3390/coatings11020119
AMA Style
Novotny J, Michna S, Hren I, Cais J, Lysonkova I, Svorcik V. PTFE Based Multilayer Micro-Coatings for Aluminum AlMg3 Forms Used in Tire Production. Coatings. 2021; 11(2):119. https://doi.org/10.3390/coatings11020119
Chicago/Turabian StyleNovotny, Jan, Stefan Michna, Iryna Hren, Jaromir Cais, Irena Lysonkova, and Vaclav Svorcik. 2021. "PTFE Based Multilayer Micro-Coatings for Aluminum AlMg3 Forms Used in Tire Production" Coatings 11, no. 2: 119. https://doi.org/10.3390/coatings11020119
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.