1. Introduction
With declining petroleum resources and the pursuit of clean energy, researchers have paid more attention to developing efficient technology for alternative fuels. Biomass-derived sugars are considered a crucial raw material for liquid biofuel production through biological and chemical conversion. To that end, conventional sugar crops may not be preferred due to the competition with food uses. Alternatively, lignocellulosic biomass (e.g., energy crops, agricultural waste and forest residues) can be a good source of sugars. Lignocellulose is one of the most abundant plant-based materials on earth, amounting to approximately 200 billion metric tons annually [
1]. Technological advancements in converting lignocellulosic biomass to sugars for biofuel production are expected to provide a promising solution to energy autonomy.
Lignocellulosic biomass consists of complicated carbohydrates with three basic polymers: hemicellulose, cellulose and lignin. Researchers at the National Renewable Energy Laboratory (NREL) of the U.S. Department of Energy have established five conversion technology platforms for base chemicals [
2]. Among those, the sugar platform is the most promising process for the production of alternative fuels (e.g., ethanol) and other chemicals. Traditional lignocellulose hydrolysis technology can be divided into acid hydrolysis and enzyme hydrolysis. The latter is time-consuming and requires suitably adjusted conditions for bacteria to survive. Acid hydrolysis can be further divided into concentrated acid hydrolysis and diluted acid hydrolysis. The former usually uses sulfuric acid with a concentration of 30–70%. At lower temperatures, the cellulose can be completely dissolved and converted to oligosaccharides, which can then be hydrolyzed to glucose with a yield of up to 90%. However, the main drawbacks of the hydrolysis of cellulose using concentrated sulfuric acid are the high cost of anticorrosive devices and the necessity of recycling used acid to avoid corrosion and environmental pollution. These factors limit the application of this method.
The Purdue Research Foundation patented the hydrolysis of cellulose to glucose using zinc chloride (ZnCl
2) [
3]. More recently, the Industrial Technology Research Institute (ITRI) developed an ionic ZnCl
2 solution to improve the yield of converting cellulose to glucose. This ionic solution is much cheaper than conventional ionic liquids, and can achieve a more than 90% high yield of glucose from lignocellulosic biomass [
4]. However, the resulting glucose product stream has a high concentration of ZnCl
2, which needs to be removed before the fermentation of glucose. The separation of glucose and ZnCl
2 thus became an important issue.
Purification of reducing sugars after ionic-solution hydrolysis is considered a critical step of the entire bioethanol production process, because the separation of the salt from glucose is often expensive and may encounter contamination from solvent extraction. The ITRI has studied the separation of high-concentration ZnCl
2 from the hydrolysis sugar product by nanofiltration (NF) and proven the capability of this approach [
5]. The separation performance of NF membranes is between that of ultrafiltration (UF) and reverse osmosis (RO) membranes; however, NF membranes have a wider range of applications than conventional membranes [
6]. So far, the commercial application of NF membranes is mainly in desalination, especially in food processes. Some previous studies [
7,
8,
9,
10] have focused on the effects of solute charge, pH and temperature on the retention effect of NF membranes.
With many results, NF has proven itself to be a good candidate for sugar/salt separation [
5]. However, the required product specifications cannot be met with a single membrane; a number of membrane units are needed to achieve the desired effect. This presents the problem of designing an NF separation system featuring a network of membrane units, with some arranged in series and some in parallel. Moreover, although simulation is useful in assessing the performance of a given network configuration, optimization is needed to find the optimal network configuration and determine the performance targets in terms of capital cost, water consumption and the number of membrane units. This work aims to develop an optimization approach to the design of NF separation systems.
Superstructure optimization is a powerful tool for process design, enabling systematic and integrated analysis of alternative structures [
11]. Superstructure-based approaches have been applied to the synthesis of various membrane separation networks. El-Halwagi [
12] introduced the problem of synthesizing RO networks and developed a mixed integer nonlinear programming (MINLP) model for desalination and dephenolization applications. Voros et al. [
13,
14] proposed an alternative superstructure resulting in an easier-to-tackle nonlinear programming (NLP) model. Lu et al. [
15] presented a simplified superstructure and a pressure vessel model for the design of multistage RO systems for seawater desalination under different feed concentrations and product specifications. Lu et al. [
16] studied an RO-based seawater desalination system for producing freshwater of multiple concentration levels. A numerical model describing the membrane transport of RO in spiral-wound modules was introduced by Du et al. [
17]. Optimization approaches to the design of RO networks under boron constraints were also proposed [
18,
19]. Alnouri and Linke [
20] proposed compact superstructure representations and a structured synthesis strategy to facilitate the identification of optimal membrane networks. Abejón et al. [
21] optimized an RO network for the ultrapurification of hydrogen peroxide for electronic applications. Chauhan et al. [
22] developed a superstructure-based optimization approach for hybrid seawater RO-NF membrane desalination and salt production. More recently, Parra et al. [
23] proposed the use of metamodels to speed up the solution of the nonlinear RO network optimization problem.
Apart from desalination, membrane networks are also designed for gas separation. Qi and Henson [
24] developed an MINLP model for spiral-wound membrane systems for the separation of CO
2/CH
4 mixtures in natural gas treatment and enhanced oil recovery. Kookos [
25] considered countercurrent hollow-fiber membrane modules and presented a targeting approach to optimize the membrane material for the production of nitrogen or oxygen enriched air. Various flow patterns (cross, countercurrent and concurrent) and all possible membrane network configurations are embedded in the superstructure of Uppaluri et al. [
26]. These authors later presented a targeting-design approach to optimize the pressure and network configuration of gas separation membranes [
27]. Arias et al. [
28] presented an NLP model to determine the optimal number of membrane stages and operating conditions for CO
2 capture in coal-fired power plants. Shafiee et al. [
29] presented an automated flowsheet synthesis method to optimize a hybrid membrane/cryogenic CO
2 capture process. Ramírez-Santos et al. [
30] presented a global optimization approach for multistage membrane separation systems for capturing CO
2 from blast furnace gas. Lee et al. [
31] developed and applied an optimization framework to the design of multistage membrane processes for CO
2 capture from flue gas.
Superstructure-based approaches were also developed for the synthesis of thermal membrane distillation networks [
32] and bio-separation networks [
33]. More recently, Baaqeel and El-Halwagi [
34] considered the integration of multiple effect distillation and membrane distillation for multi-period capacity planning in desalination networks. Oke et al. [
35] considered the use of thermally driven membrane distillation to purify flowback wastewater for fracturing water reuse. Mores et al. [
36] carried out an optimization study of membrane-based separation systems with up to four stages for CO
2 capture from flue gas of power plants. Tao et al. [
37] carried out an integrated design of multi-stage membrane separation systems with uncertain concentrations and flowrates, proposing three landfill gas purification strategies. Martín-Hernández et al. [
38] developed a superstructure model integrating amine absorption, pressure swing adsorption and membrane separation to determine the optimal process and operating conditions for biomethane production. However, as yet there was no such approach developed for the separation of hydrolysis solutions in bioethanol production. Chemical hydrolysis using a ZnCl
2 solution has been recognized as a promising method for converting lignocellulosic biomass to glucose [
4]. The subsequent removal of ZnCl
2 from the hydrolysate using NF membranes (for the hydrolysis sugar solution to be fermented) is critical to the economic viability of bioethanol production through chemical hydrolysis [
5]. In this paper, a mathematical model is developed for the design and optimization of NF membrane networks for sugar/salt separation. The optimization model is based on a generic superstructure that embeds all possible interconnections between the membrane units, and is useful in determining the optimal network configuration of the membrane separation system. The rest of the paper is organized as follows. A formal problem statement is given in
Section 2. The model formulation is presented in
Section 3. A case study is then presented in
Section 4 to illustrate the proposed approach. Finally, conclusions and prospects for future work are given in
Section 5.
3. Model Formulation
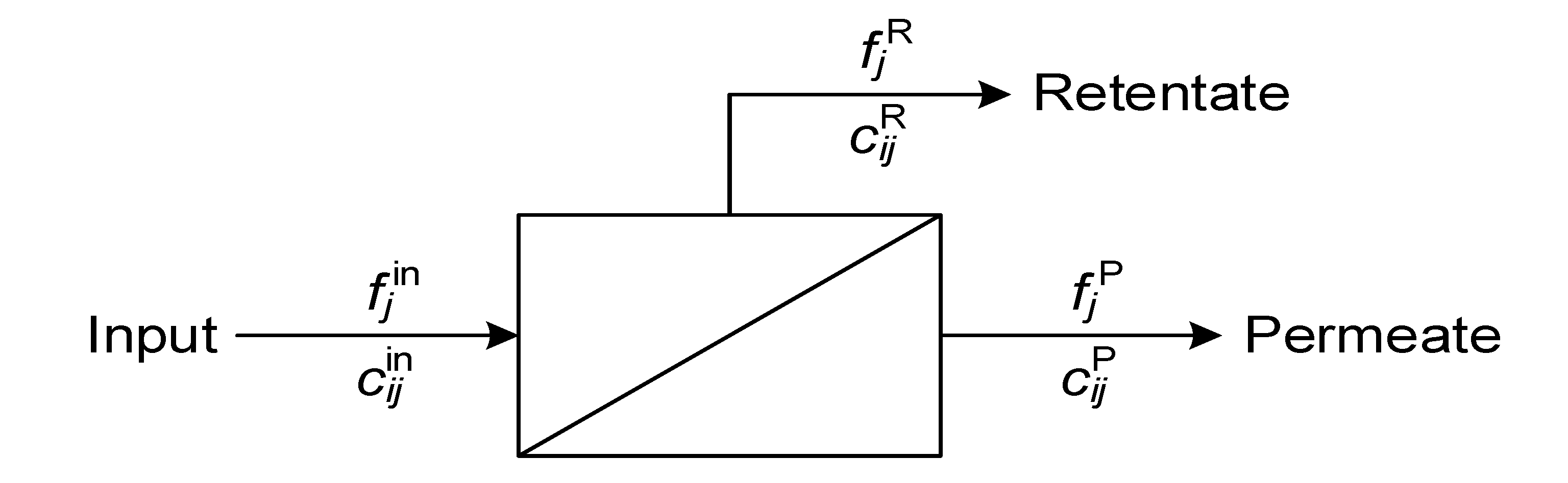
Figure 1 shows a schematic diagram of an NF membrane unit, where the inlet stream is separated into a retentate and a permeate. Equations (1) and (2) describe the flowrate and component balances, respectively.
where
,
and
are the flowrates of the inlet stream, retentate and permeate of unit
j, respectively;
,
and
are the respective concentrations of component
i. The cut fraction (
) and the recovery (
) are defined as in Equations (3) and (4), respectively. The recovery of the components depends on the membrane type.
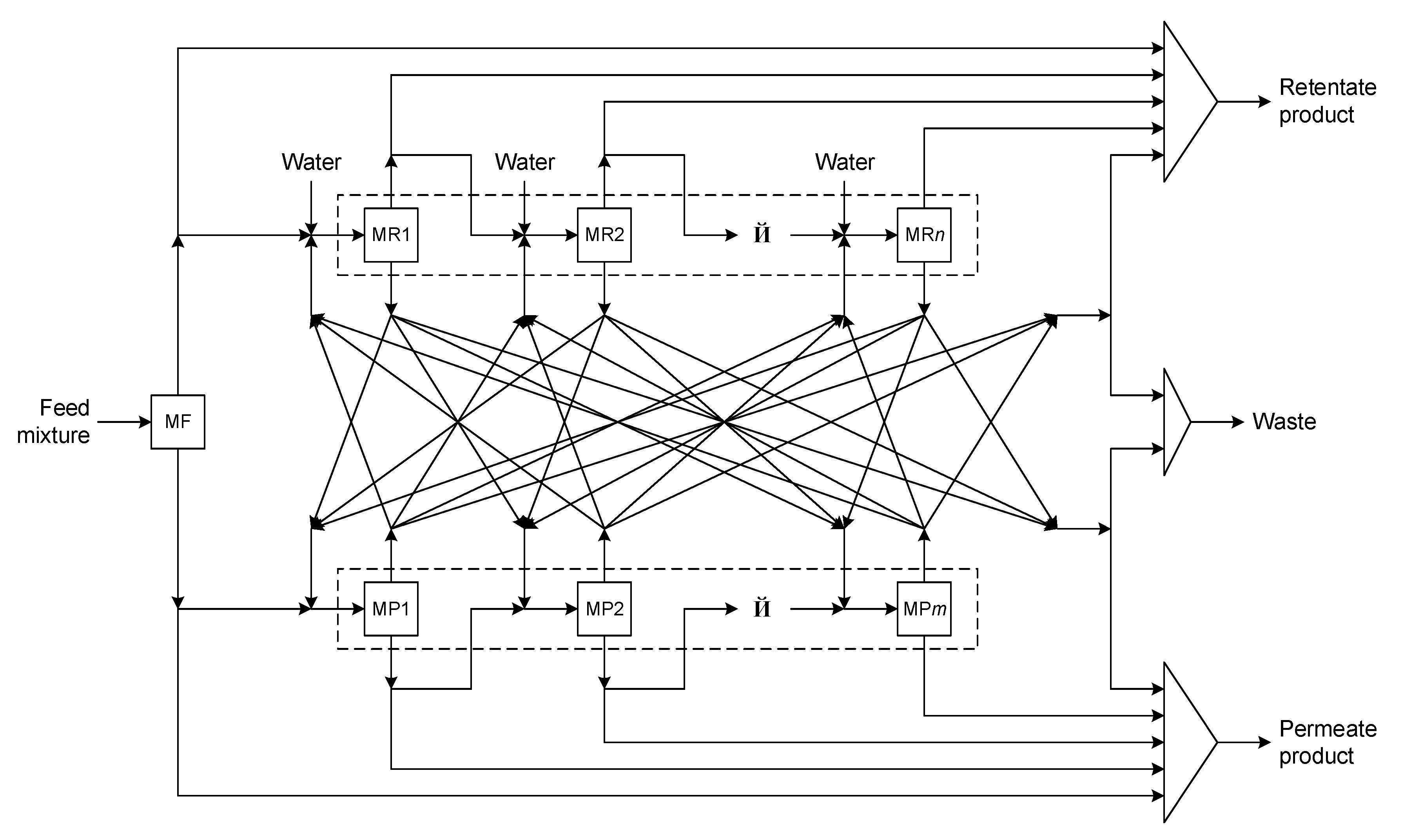
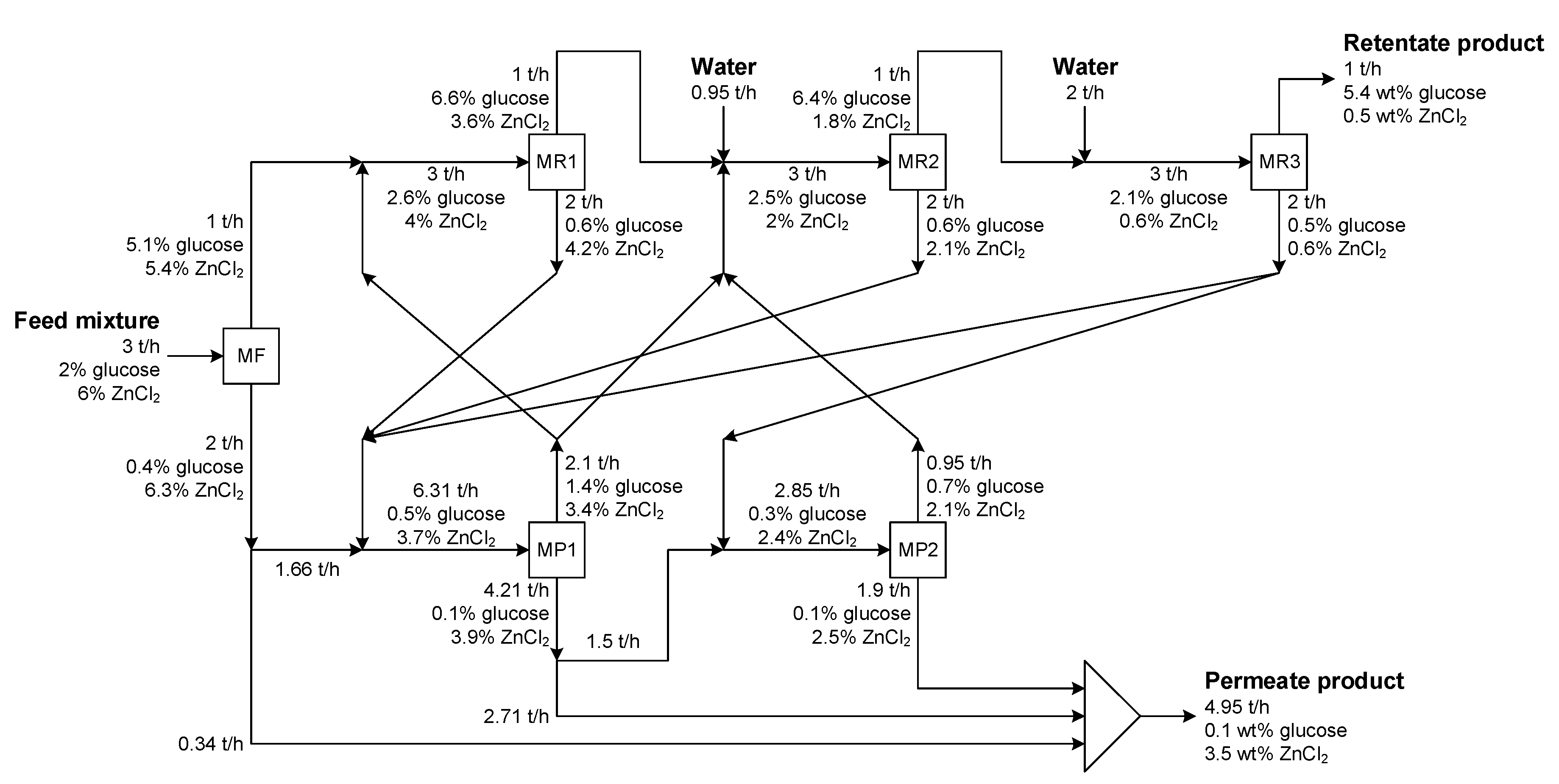
The modeling of a multistage NF system is based on the superstructure in
Figure 2, where the membrane units are divided into three sections: the unit handling the feed mixture (
j = MF), units handling retentates, or MR units (
), and units handling permeates, or MP units (
). Because the feed mixture is the only input to unit MF, the inlet flowrate and concentration of unit MF are the feed flowrate (
) and concentration (
), as stated in Equations (5) and (6).
Equations (7) and (8) describe the inlet flowrate and component balances for unit
, respectively. The inlet stream of unit
may consist of the retentate from the previous unit (
j − 1), retentates from units
, and freshwater, which is added to control the concentration and viscosity of the solution.
where
is the flowrate from unit
j′ to unit
j;
is the amount of freshwater added to unit
j;
is the concentration of component
i in freshwater.
Equations (9) and (10) describe the inlet flowrate and component balances for unit
, respectively. The inlet stream of unit
may consist of the permeate from the previous unit and permeates from units
.
The outlet flowrate balances for unit MF are given by Equations (11) and (12). The retentate of unit MF may be sent to unit MR1 or collected as part of the retentate product. Similarly, the permeate of unit MF may be sent to unit MP1 or collected as part of the permeate product.
where
is the flowrate from unit
j to the retentate product, and
is the flowrate from unit
j to the permeate product.
Equations (13) and (14) describe the outlet flowrate balances for units
. The retentates of these units may be sent to the next unit (
j + 1) or collected as part of the retentate product, except the last unit (
j = MR
n), of which the retentate is part of the product. The permeates of units
may be sent to units
as inputs, collected as part of the permeate product, or purged as waste.
where
is the flowrate from unit
j to waste.
Equations (15) and (16) describe the outlet flowrate balances for units
. The retentates of these units may be sent to units
as inputs, collected as part of the retentate product, or purged as waste. The permeates of units
may be sent to the next unit or collected as part of the permeate product, except the last unit (
j = MP
m), of which the permeate is part of the product.
Equations (17) and (18) describe the flowrate and component balances for the retentate product, respectively. The flowrate and component balances for the permeate product are given by Equations (19) and (20), respectively.
where
is the retentate product flowrate;
is the permeate product flowrate;
and
are the respective concentrations of component
i. These variables are constrained by the product specifications.
In addition, the flowrate and component balances for the waste are given by Equations (21) and (22), respectively.
where
and
are the waste flowrate and concentration (of component
i), respectively.
Equation (23) imposes the lower (
) and upper limits (
) to the inlet flowrate when unit
j is used (
), and forces the inlet flowrate to zero when unit
j is not used (
).
where
is a binary variable denoting the existence of unit
j.
Equations (24) and (25) state that unit
j + 1 will not be used if unit
j does not exist. These constraints ensure proper sequencing of the membrane units.
The objective function is to minimize the total capital cost of membrane units, as given in Equation (26).
where
represents the objective value;
is the base cost for a membrane unit with an inlet flowrate of
;
is a constant.
Equations (1)–(26) constitute an MINLP model, for which global optimality may not always be guaranteed. The notation used in the formulation is given in
Appendix A. In the next section, a case study is presented to illustrate the proposed approach. The MINLP model is implemented and solved in GAMS on a Core i7-9700K, 3.60 GHz processor, using BARON as the solver. Solutions were found with reasonable processing time.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}