Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction
by
 , , ,
, , ,
Ulyana Kologrieva
1,* ,
,
Anton Volkov
1,
Dmitry Zinoveev
2,
Irina Krasnyanskaya
1,
Pavel Stulov
1 and
Dmitry Wainstein
1,3 1
I. P. Bardin Central Research Institute of Ferrous Metallurgy, 23/9 bdg. 2, Radio Street, 105005 Moscow, Russia
2
A.A. Baikov Institute of Metallurgy and Materials Science, Russian Academy of Science, 49 Leninsky Prosp., 119334 Moscow, Russia
3
Surface Phenomena Researches Group, Staropimenovskiy Lane, 6, bdg.1, app. 4, 127006 Moscow, Russia
*
Author to whom correspondence should be addressed.
Metals 2021, 11(1), 100; https://doi.org/10.3390/met11010100
Submission received: 4 December 2020
/
Revised: 28 December 2020
/
Accepted: 30 December 2020
/
Published: 6 January 2021
Abstract
:Vanadium containing sludge is a by-product of vanadium pentoxide obtained by hydrometallurgical methods from vanadium slag that can be estimated as a promising technogeneous raw material for vanadium production. The phase analysis of vanadium-containing sludge by the X-ray diffraction method showed that it contains vanadium in spinel form (FeO∙V2O3). The various oxidation roasting methods for sludge treatment were studied for increasing vanadium extraction into the solution. It showed that the most effective additive is 1% CaCO3 at a roasting temperature of 1000 °C. Oxidation roasting of vanadium-containing sludge with the additive led to an increase in the acid-soluble form of V2O5 from 1.5% to 3.7% and a decrease in the content of FeO∙V2O3 from 3% to 0.4%. These results confirm the efficiency of the application of oxidation roasting to convert vanadium compounds into acid-soluble forms. The conversion mechanism of spinel to acid-soluble phases during oxidation roasting with additives was investigated by thermogravimetric analysis and thermodynamic simulation. It showed that the formation of acid-soluble calcium vanadates during oxidation roasting without additives occurs at temperatures above 800 °C while CaCO3 addition allows one to reduce this temperature to 600 °C.
1. Introduction
Vanadium is one of the most important strategic metals widely used in various industries such as metallurgy, chemical, aerospace, medicine, etc. [1,2,3,4,5,6,7,8,9,10]. The main raw materials for vanadium extraction are titanomagnetite ores [11,12,13,14,15]. Vanadium can be extracted from coal, spent catalysts, ash from thermal power plants, and other sources [16,17,18,19,20,21]. Russia is one of the world′s leading producer of vanadium. Evraz Group S.A. (EVRAZ) is the main manufacturer of vanadium in Russia, which produces about 17 thousand tons of vanadium per year (in terms of vanadium in vanadium slag) [22].
The Evraz Group includes three plants manufacturing vanadium production, namely EVRAZ KGOK, EVRAZ NTMK and EVRAZ Vanady Tula. EVRAZ KGOK produces vanadium concentrate from titanomagnetite ore. EVRAZ NTMK manufactures vanadium-containing slag according to the following flowsheet: pig iron with a high content of vanadium is produced by smelting in a blast furnace with subsequent treatment in a basic oxygen furnace using oxygen blowing. EVRAZ Vanady Tula produces commercial vanadium pentoxide by hydrometallurgical processing of vanadium slag and ferrovanadium using pyrometallurgical processing of vanadium pentoxide.
The main phases of vanadium converter slag are spinel (Ti,V,Fe,Cr,Mn)3O4, fayalite (Fe2SiO4) and cristobalite (SiO2). Vanadium in vanadium slag can also be contained in CrVO4 and VO2 form [23]. Vanadium in the spinel form (FeO ∙ V2O3) is an acid-insoluble form. As such, vanadium slag is roasted with limestone addition to oxidise V3+ to V5+ well-soluble in acid solutions. Roasted slag is leached by sulfuric acid, and vanadium pentoxide is produced from vanadium solutions by hydrolysis at 95–98 °C [24,25].
Extraction of vanadium from vanadium slags is about 74% at the stage of hydrometallurgical processing [26]. The rest of the vanadium is lost with the waste sludge. Such sludge contains 1.5–4.5 wt.% V2O5 exceeding V content in initial titanomagnetites [23,27,28]. EVRAZ Vanadiy Tula has accumulated more than 80 million tons of this waste [23]. Thus, vanadium-containing slurries can be considered as a promising technogenic raw material for vanadium production.
The oxidation roasting of vanadium slag with sodium salts leads to the formation of multiple sodium vanadates such as Na3VO4, Na4V2O7 and NaVO3. It was shown in [24,25,29,30] that these compounds are well soluble in acid solutions, which improves the extraction of vanadium by acid leaching. But these methods have disadvantages: the oxidation roasting with sodium salts additions is accompanied by the formation of toxic gases hurting the environment. Furthermore, the roasting process with sodium salts leads to the formation of undesirable phases (silicates, ferrites, aluminates, etc.), subsequently resulting in a drop in the vanadium pentoxide quality. Another disadvantage of these methods is sodium pollution of waste solutions and leach residue that complicates their recycling.
The other approach, which allows one to produce well-soluble vanadium compounds, is roasting with some calcium-containing additions, for example, limestone, lime, etc. [24,25,31,32]. The oxidation roasting of vanadium slag with calcium-containing compounds leads to the formation of calcium vanadates such as calcium metavanadate (Ca(VO3)2), calcium pyrovanadate (Ca2V2O7) and calcium orthovanadate (Ca3(VO4)2). This method is more environmentally friendly compared to sodium roasting because waste water can be neutralized by lime milk addition and returned in the process.
Calcium vanadates have specific dissolution features for each compound in both acidic and alkaline media. Ca(VO3)2 is almost completely dissolved at pH = 0.5–1.8 at room temperature, while Ca2V2O7 requires pH = 0.5–1.35 to be best-soluble. The dissolution degree of Ca3(VO4)2 in acidic media is only 93–95% at pH = 1–2. The highest extraction of vanadium from Ca(VO3)2 in alkaline medium is only 70% at 80 °C and pH = 7–9. Moreover, an increase in pH leads to a decrease in the dissolution degree. The solubility of vanadium from Ca2V2O7 in the alkaline medium is up to 20%. The highest dissolution degree up to 70% of Ca3(VO4)2 can be achieved only at pH = 7, and it decreases with the increasing of pH [26].
Investigation of vanadium slag oxidation roasting with MgO addition showed that during the roasting process vanadium spinel is converted to magnesium metavanadate (Mg(VO3)2), magnesium pyrovanadate (Mg2V2O7) and magnesium orthovanadate (Mg3(PO4)2) [33]. It is well-known [26] that magnesium vanadates react most completely with sulfuric acid at pH < 1.0. Higher leaching temperature leads to an increase of dissolution degree of vanadium. In an alkaline medium at pH = 7–8, the recovery reaches its maximum of 87.8% only from magnesium metavanadate at 80 °C. Extraction of vanadium from magnesium pyrovanadate does not exceed 60% at 60 °C. Additionally, there is the non-salt roasting method that converts vanadium from spinel to Ca(VO3)2, Mn(VO3)2 and Mg(VO3)2 [34,35].
Thus, vanadium from the vanadium compounds formed during the roasting process with different additions is favourable to be processed in acidic media. We used sulfuric acid leaching for the treatment of roasted sludge in this work. This method has the following advantages: the possibility to remove sulphate ions from aqueous solutions with commonly available reagents (hydrated lime, limestone) allows one to reuse water and build a closed water cycle; lower volatility and toxicity compared with hydrochloric and nitric acids; more accessible reagent due to its use for the current processing of vanadium slag.
The aim of this work was the selection of optimal conditions for oxidation roasting of sludge and investigation of the roasting mechanism under these conditions to develop the sludge recycling technology.
2. Materials and Methods
2.1. Materials
The original vanadium-containing sludges were obtained from the EVRAZ Vanadii Tula plant (Russia, Tula). The sludge was a paste-like fine black material.
The chemical analysis was performed with the X-ray fluorescence spectrometer AXIOSmax Advanced (PANalytical, Almelo, The Netherlands) using the method described in [36,37]. Table 1 shows the chemical composition of sludges.
The X-ray phase analysis results were presented earlier in [37]. It was shown that the main phases of sample 3 are spinel FeO∙V2O3 (3.0%), hematite Fe2O3 (30.6%) and bassanite CaSO4∙bass2O (17.3%). The silicate part is represented by quartz SiO2 (4.5%); manganese is presented in the ramsdellite MnO2 (0.8%) form. The sample also contains rutile TiO2 (1.2%) and armalcolite Fe2TiO5 (13.5%). It should be noted that the composition of individual phases can be unstable: iron and vanadium are partially replaced in spinel composition by chromium, titanium and manganese [23].
2.2. Methods
2.2.1. Oxidation Roasting
Investigations of the effect of oxidation roasting were carried out on pre-dried samples. The samples were dried in the drying oven to a constant mass at 105 °C for 3 h; the weight loss was 26% wt.
The oxidation roasting of the pre-dried vanadium-containing sludges was carried out in the muffle furnace at the temperature range of 600–1000 °C for 2 h without additives as well as with 5–10% amount of CaCO3, Na2CO3 and MgO.
The additives were chemically pure reagents Na2CO3 (99.5%), MgO (97%) and CaCO3 (95.7%). They were pre-dried at 105 °C for 1 h.
The 50 g of the sludge with additions were mixed and then added into a ceramic saggerand placed in the furnace for roasting.
The roasting efficiency was evaluated by the values of the technological ratio (ηV2O5). ηV2O5 is one of the main parameters to evaluate the quality of oxidation roasting both in the laboratory and industrial conditions.
The technological ratio was calculated as:
where V2O5a.s. is the acid-soluble form of V2O5 content in the roasted sample, %wt.; V2O5 is the total content of V2O5 of the roasted sample, %wt.
ηV2O5 = V2O5a.s./V2O5,
V2O5a.s was determined as the mass content of V2O5 soluble at room temperature in a solution of 7% H2SO4 at solid/liquid (S/L) relation = 1:10. For this purpose, samples of 20 g in weight were dissolved in an H2SO4 solution with mixing through of an upper-drive stirrer for 30 min. The solution was filtered under a vacuum, and the precipitate was washed with 50 mL of water. The volume of the obtained filtrate was determined using the measuring cylinder; an aliquot was selected from this solution for analysis. V2O5a.s. fractions in original and roasted samples were determined by redox titration.
The titrimetric method of analysis was based on the oxidation of V4+ to V5+ by potassium permanganate. Further, V5+ was titrated with the Mora salt solution in the presence of the indicator (phenylanthranilic acid) until the colour of the solution changed from cherry to green, which allowed us to determine V2O5 content.
In addition, the roasting samples with the highest ηV2O5 values were analysed for spinel content.
2.2.2. X-Ray Diffraction Analysis
X-ray diffraction analysis (XRD) of samples was performed on the analytical installation ARL 9900 Workstation (Thermo Fisher Scientific, Waltham, MA, USA) combining an XRF spectrometer with an upper tube and a θ–θ diffractometer. Samples for XRD analysis were prepared by pressing powder onto the surface of the boric acid substrate.
2.2.3. Thermogravimetric Analysis
Thermogravimetric analysis was carried out on the STA 449 F3 Jupiter (Netzsch, Selb, Germany) device at temperatures from 25 to 1200 °C with a heating rate of 10 °C·min−1. The analysis was performed in an argon atmosphere using closed alund crucibles. Samples of 10–13 mg were placed into the crucible to evenly cover the bottom to ensure maximum contact with the crucible material.
2.2.4. Thermodynamic Calculation
Thermodynamic calculation was performed using HSC Chemistry 9.9 software (Outotec, Pori, Finland) at 500–1200 °C at atmospheric pressure. The species with small fractions were excluded from the calculation. Based on the data of chemical and phase analysis, the following rational composition of the sludge was calculated to be used in thermodynamic modelling (%wt.): 26.94 CaSO4; 25.91 Fe2O3; 17.95 Fe2TiO5; 4.78 FeV2O4; 11.76 SiO2; 2.04 TiO2; 8.70 MnO2; 0.76 Cr2(SO4)3; 1.15 Cr2O3. The composition of the sludge was partly simplified for calculations since the program does not consider the formation of solid solutions and phases of variable composition.
3. Results and Discussion
3.1. The Oxidation Roasting Efficiency
According to our previous results presented in [37], vanadium (V3+) in the sludge is presented in FeO·V2O3 form. However, the samples contain 1.4–1.5 wt.% V2O5a.s (see Table 1), i.e., vanadium can be partly presented in acid-soluble phases (Ca(VO3)2, Ca2V2O7, Ca3(VO4)2, etc.), which could not be detected by X-ray diffraction due to their low amount. Based on the results of our previous works [23,37], we can assume that there are also other soluble vanadium compounds such as Mn2V2O7 and Ca3Fe3,5V1,5O12. They were found in roasted vanadium slags with lime addition. It should be mentioned that vanadium sludges are insoluble residues after the leaching of the roasted vanadium slag. Forms of vanadium such as VO2 and CrVO4 were also found in the original slags.
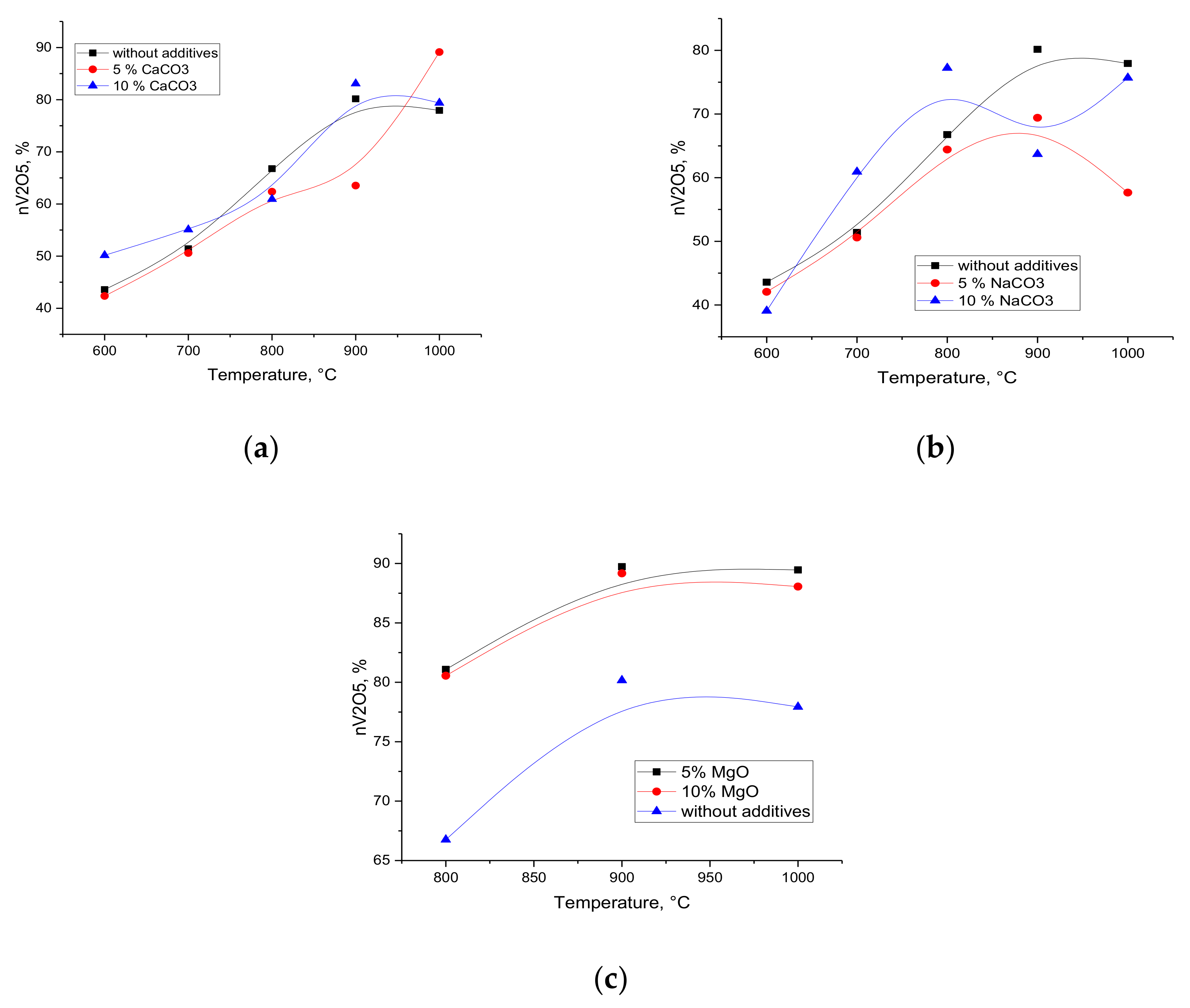
The results of the analysis of roasting samples without additives and with CaCO3 and Na2CO3 additives show a growth of the V2O5a.s. value (Table 2), therefore roasting with MgO addition was performed at 800–1000 °C.
Technological ratio ηV2O5 values were calculated by Equation (1) based on obtained experimental V2O5a.s values listed in Table 2 and presented in Figure 1. One can see that maximal ηV2O5 values are obtained in samples with the addition of 5% CaCO3 (89.1%) at roasting temperature 1000 °C and 5% MgO (89.7%) at 900 °C. Roasting with Na2CO3 provides the lowest ηV2O5 value, thus, we did not conduct further studies with this additive.
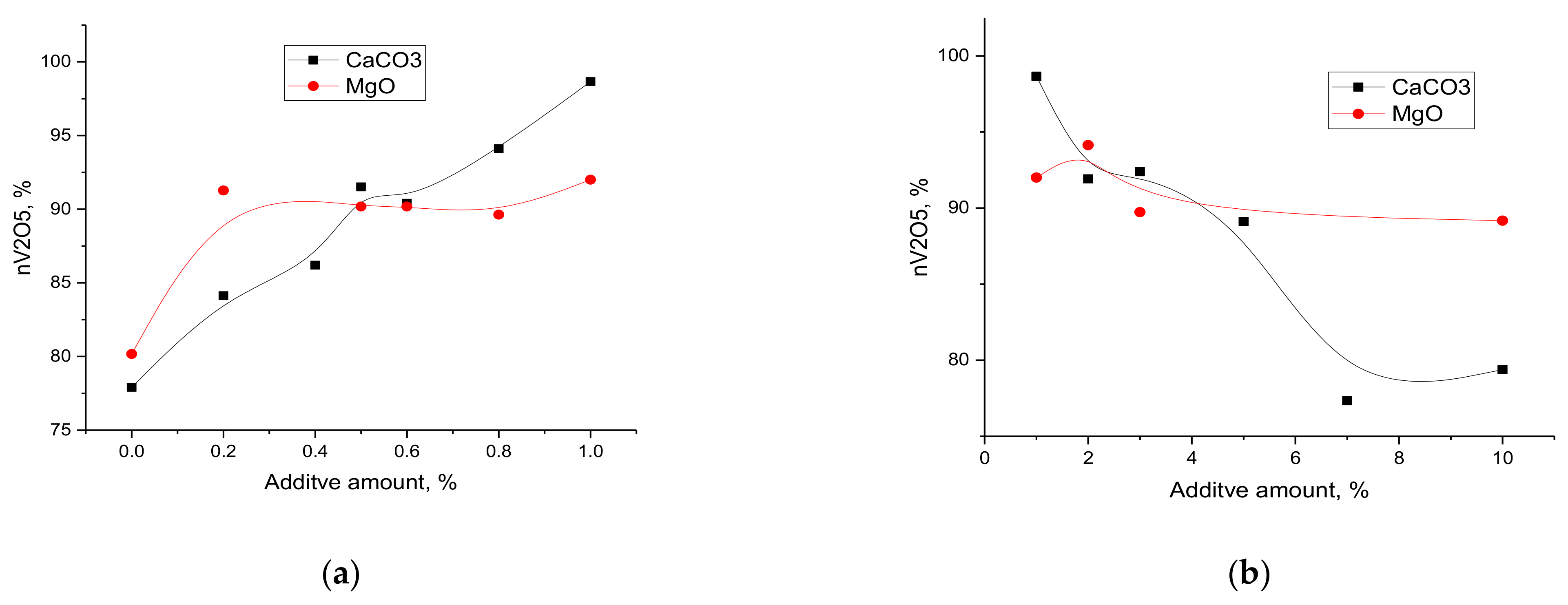
To unambiguously determine the optimal consumption of CaCO3 and MgO additives, additional experiments were carried out, and the results are shown in Table 3. The addition of 1% CaCO3 and 2% MgO during the roasting led to maximal ηV2O5 values: 98.7% and 94.1%, respectively (Figure 2).
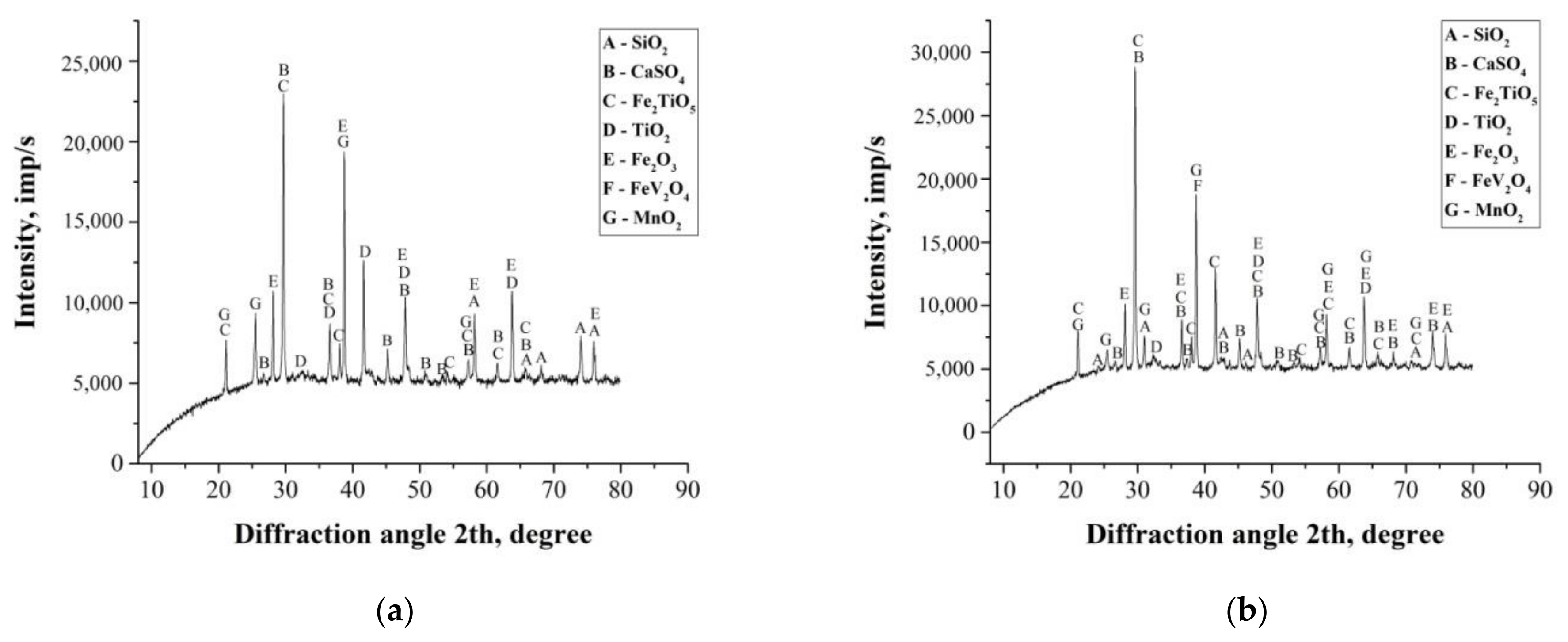
To determine the efficiency of roasting the sludge with 1% CaCO3 and 2% MgO additives, XRD analysis of roasted samples was carried out. Figure 3 and Table 4 demonstrate XRD patterns and quantitative phase distribution for the roasted samples. The shown data point out that using oxidation roasting did not lead to the complete decomposition of spinel. However, its content significantly decreased from 3% down to 0.4% for roasting with 1% CaCO3 addition and up to 0.8% for 2% MgO addition.
Thus, the cumulative evidence suggests that the optimal conditions of sludge treatment are roasting with the 1% CaCO3 additive at a 1000 °C. In these conditions, the most complete decomposition of spinel and the highest ηV2O5 values can be achieved.
3.2. Thermodynamic Modelling and Thermogravimetric Analysis
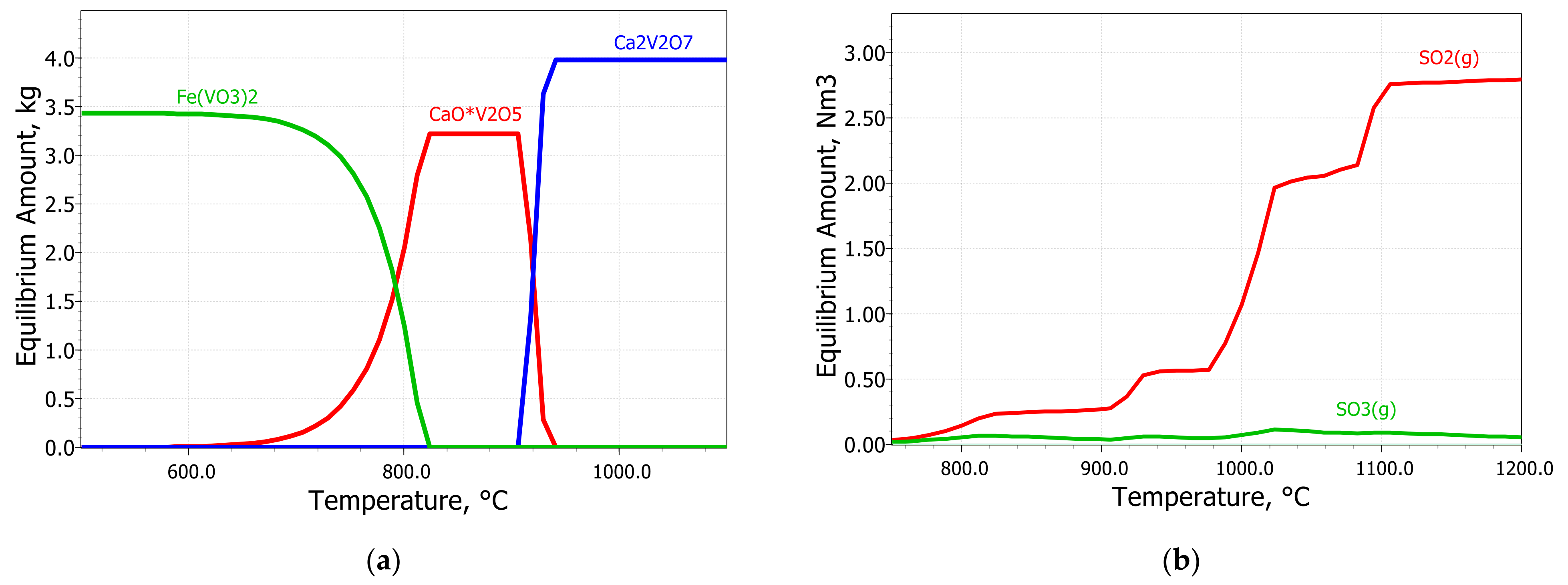
To study the mechanism of conversion of spinel into acid-soluble phases during the roasting of sludges with the optimal additive (1% CaCO3), thermogravimetric analysis and thermodynamic modelling were performed. Figure 4 shows equilibrium amounts of vanadium-containing compounds in the solid phase and equilibrium amounts of sulfur-containing compounds in the gas phase as functions of the roasting temperature during oxidation roasting of the sludge without additions.
Figure 4a shows that spinel (FeO·V2O3) is probably oxidized to iron vanadate (II) as
FeO∙V2O3 + O2(g) → Fe(VO3)2
The iron vanadate (II) can react with calcium sulphate with formation Ca(VO3)2 at temperatures above 600 °C. Further increase in temperature allows one to form Ca2V2O7 (Figure 4a). It can be seen that a temperature above 950 °C only Ca2V2O7 exists in the system. Thus, an increase of the vanadium extraction degree into the solution with the growth of temperature is probably associated with better solubility of calcium pyrovanadate in sulphuric acid [24].
The process can be described by the following equations:
4CaSO4 + 4Fe(VO3)2 → 4Ca(VO3)2 + 4SO2(g) + 2Fe2O3 + O2(g)
4CaSO4 + 4Fe(VO3)2 + 2TiO2 → 4Ca(VO3)2+ 4SO2(g) + 2Fe2TiO5 + O2(g)
4CaSO4 + 2Fe(VO3)2 → 2Ca2V2O7 + 4SO2(g) + Fe2O3 + 1.5O2(g)
4CaSO4 + 2Fe(VO3)2 + TiO2 → 2Ca2V2O7 + 4SO2(g) + Fe2TiO5 + 1.5O2(g)
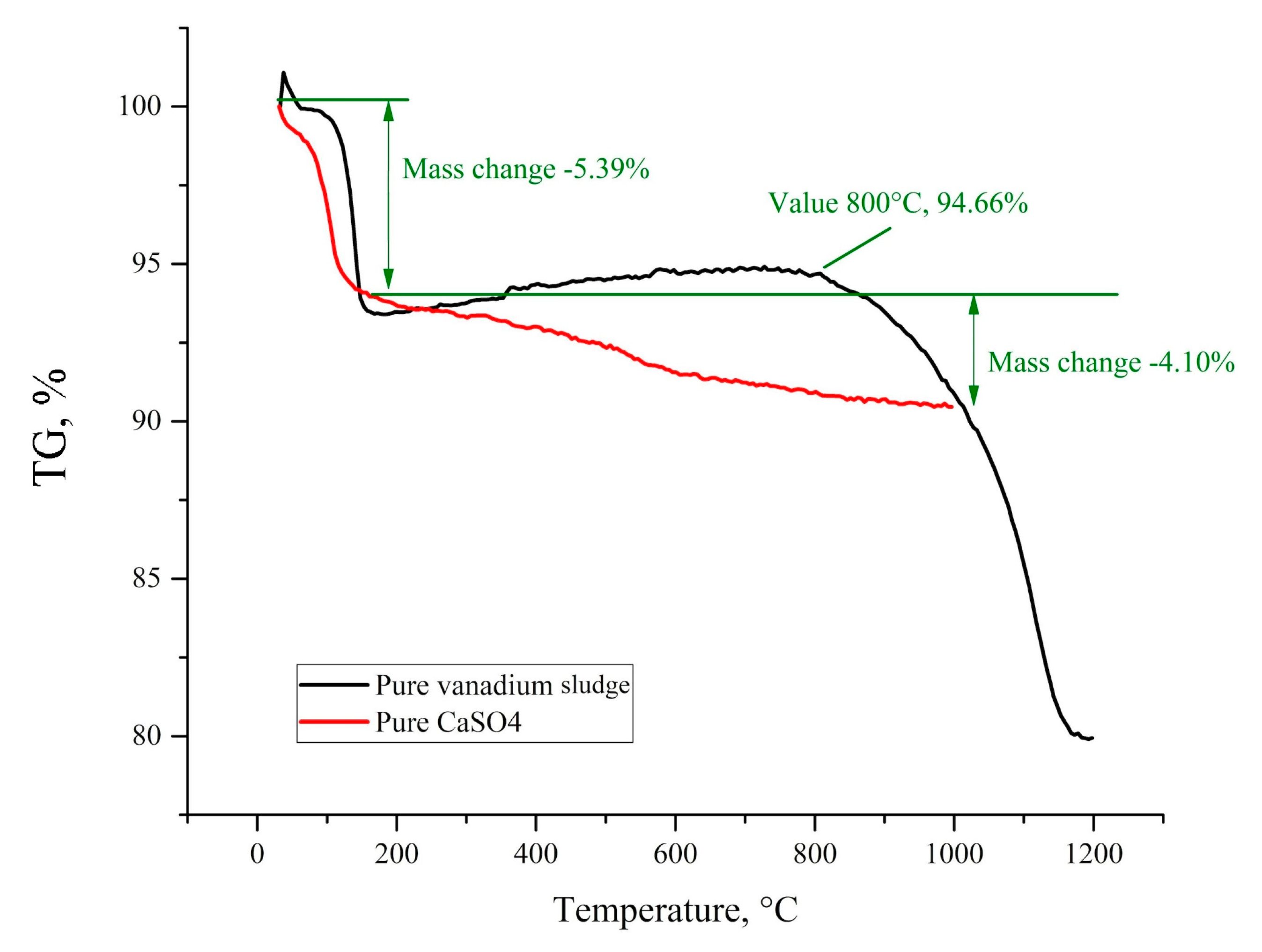
Figure 5 demonstrates the thermograms of the vanadium sludge sample without additives and pure CaSO4. A significant decrease in the mass of the vanadium sludge starts at a temperature above 800 °C. This agrees well with thermodynamic calculation results plotted in Figure 4. The thermogram of CaSO4 shows that sulphate decomposition does not occur at temperatures below 1000 °C. Thus, the formation of calcium vanadates during the roasting of vanadium sludge is possible only by direct reaction of oxidized spinel (iron vanadate) Fe(VO3)2 and CaSO4 according to Equations (3)–(6) at temperatures above 800 °C.
Although the formation of acid-soluble vanadium compounds during the oxidation roasting of sludge is possible without any additives, which is also confirmed by laboratory investigations (see Table 2 and Figure 1a), the additive CaCO3 can reduce the temperature of their formation.
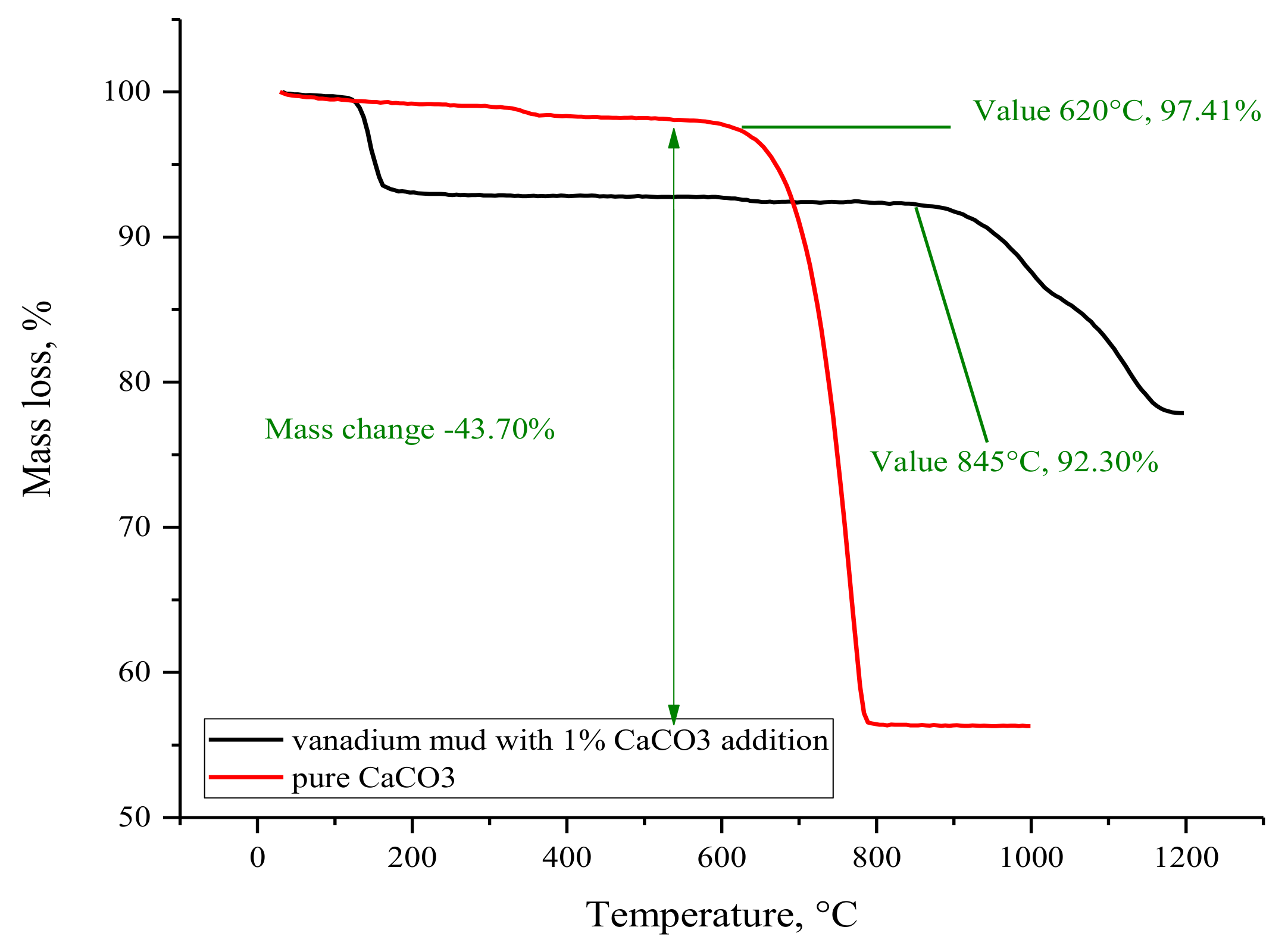
Figure 6 shows that CaCO3 is already decomposed at temperatures above 600 °C with the formation of free CaO by reaction:
CaCO3 → CaO + CO2(g)
Figure 6 demonstrates that the thermogram of the vanadium sludge with 1% CaCO3 additive, in contrast to the thermogram of pure sludge, shows an additional decrease of sludge mass at 600–800 °C, which indicates the decomposition of limestone addition.
It is well known that the formation of calcium vanadates in the presence of CaO during the roasting of vanadium slag is possible already at a temperature near 700 °C [32] by the reaction [32,33]:
2FeO∙V2O3 + 2CaO + 2.5O2(g) → 2Ca(VO3)2 + Fe2O3
Therefore, CaCO3 additives to the sludge during the oxidation roasting lead to a reduction of temperature of acid-soluble vanadates formation and an increase in the vanadium extraction degree.
4. Conclusions
- Oxidative roasting is the most important step in the processing of vanadium-containing raw materials for further extraction of vanadium. Oxidation roastings of vanadium-containing sludges with and without additives such as CaCO3, MgO and Na2CO3 at temperatures of 600–1000 °C were investigated. The influence of the roasting temperature and the additive consumption on the technological ratio value was shown. The optimal roasting conditions are 1% CaCO3 additive and roasting temperature 1000 °C. At these optimal conditions, the highest technological ratio value is 98.7%.
- The results of X-ray phase analysis of the roasted sludge with 1% CaCO3 additive show a decrease in the spinel content from 3 to 0.4 wt.% after treatment.
- The mechanism of transformation spinel into acid-soluble phases during the roasting process was studied. Formation of acid-soluble vanadium compounds during oxidation roasting is possible without any additives. Calcium vanadates are formed at temperatures above 800 °C by the direct reaction of oxidized spinel (iron vanadate) and gypsum. An increase of the vanadium extraction degree into the solution with an increase of temperature was probably associated with a better solubility of calcium pyrovanadate in sulfuric acid. Calcium carbonate addition to the sludge during the oxidation roasting led to reduction in the temperature of well acid-soluble vanadate formation and an increases in the vanadium extraction degree.
Author Contributions
Conceptualization, U.K., A.V. and D.Z.; investigation, U.K., A.V., D.Z., I.K. and P.S.; formal analysis, U.K., A.V. and D.Z.; visualization, U.K., D.Z., A.V. and I.K.; writing—Original draft preparation, U.K., D.Z., A.V., D.W.; writing–Review and editing, U.K., D.Z. and A.V. All authors have read and agreed to the published version of the manuscript.
Funding
The research was fulfilled with partial financial support of the RFBR, grant no. 18-29-24074_mk. The thermodynamic calculations were carried out according to the state order of Russia 075-00947-20-00.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Zhang, G.; Zhang, Y.; Bao, S.; Yuan, Y.; Jian, X.; Li, R. Selective vanadium extraction from vanadium bearing ferro-phosphorus via roasting and pressure hydrogen reduction. Sep. Purif. Technol. 2019, 220, 293–299. [Google Scholar] [CrossRef]
- Hu, P.C.; Zhang, Y.M.; Huang, J.; Liu, T.; Yuan, Y.Z.; Xue, N.N. Eco-friendly leaching and separation of vanadium over iron impurity from vanadium-bearing shale using oxalic acid as a leachant. ACS Sustain. Chem. Eng. 2018, 6, 1900–1908. [Google Scholar] [CrossRef]
- Hu, P.C.; Zhang, Y.M.; Liu, T.; Huang, J.; Yuna, Y.Z.; Xue, N.N. Source separation of vanadium over iron from roasted vanadium-bearing shale during acid leaching via ferric fluoride surface coating. J. Clean. Prod. 2018, 181, 399–407. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, Y.M.; Liu, T.; Huang, J.; Zhao, J.; Zhang, G.B.; Liu, J. Comparison of direct acid leaching process and blank roasting acid leaching process in extracting vanadium from stone coal. Int. J. Miner. Process. 2014, 128, 40–47. [Google Scholar] [CrossRef]
- Pessoa, J.C.; Etcheverry, S.; Gambino, D. Vanadium compounds in medicine. Coord. Chem. Rev. 2015, 301–302, 24–48. [Google Scholar] [CrossRef]
- Lam, T.-N.; Trinh, M.-G.; Huang, C.-C.; Kung, P.-C.; Huang, W.-C.; Chang, W.; Amalia, L.; Chin, H.-H.; Tsou, N.-T.; Shih, S.-J.; et al. Investigation of Bone Growth in Additive-Manufactured Pedicle Screw Implant by Using Ti-6Al-4V and Bioactive Glass Powder Composite. Int. J. Mol. Sci. 2020, 21, 7438. [Google Scholar] [CrossRef]
- Zaki, Z.I.; El-Sadek, M.H.; Ali, H.H.; Ahmed, H. Synthesis of Vanadium Carbide by Mechanical Activation Assisted Carbothermic Reduction. Materials 2020, 13, 4408. [Google Scholar] [CrossRef]
- Zhang, Y.; Liao, X.; Lin, Q.; Mu, D.; Lu, J.; Huang, H.; Huang, H. Reactive Infiltration and Microstructural Characteristics of Sn-V Active Solder Alloys on Porous Graphite. Materials 2020, 13, 1532. [Google Scholar] [CrossRef] [Green Version]
- Beltrán-Partida, E.; Moreno-Ulloa, A.; Valdez-Salas, B.; Velasquillo, C.; Carrillo, M.; Escamilla, A.; Valdez, E.; Villarreal, F. Improved Osteoblast and Chondrocyte Adhesion and Viability by Surface-Modified Ti6Al4V Alloy with Anodized TiO2 Nanotubes Using a Super-Oxidative Solution. Materials 2015, 8, 867–883. [Google Scholar] [CrossRef] [Green Version]
- Cecilia, J.A.; Soriano, M.D.; Natoli, A.; Rodríguez-Castellón, E.; López Nieto, J.M. Selective Oxidation of Hydrogen Sulfide to Sulfur Using Vanadium Oxide Supported on Porous Clay Heterostructures (PCHs) Formed by Pillars Silica, Silica-Zirconia or Silica-Titania. Materials 2018, 11, 1562. [Google Scholar] [CrossRef] [Green Version]
- Zhu, X.; Li, W.; Guan, X. Vanadium extraction from titano-magnetite by hydrofluoric acid. Int. J. Miner. Proc. 2016, 157, 55–59. [Google Scholar] [CrossRef]
- Wang, S.; Guo, Y.; Zheng, F.; Chen, F.; Yang, L.; Jiang, T.; Qiu, G. Behavior of vanadium during reduction and smelting of vanadium titanomagnetite metallized pellets. Trans. Nonferrous Met. Soc. China 2020, 30, 1687–1696. [Google Scholar] [CrossRef]
- Xiao, Q.G.; Chen, Y.; Gao, Y.Y.; Xu, H.B.; Zhang, Y. Leaching of silica from vanadiumbearing steel slag in sodium hydroxide solution. Hydrometallurgy 2010, 102, 216–221. [Google Scholar] [CrossRef]
- Qiu, H.D.; Zhang, H.; Zhao, B.; Zhu, J.F.; Liu, D.R. Dynamics study on vanadium extraction technology from chloride leaching steel slag. Rare Met. Mater. Eng. 2013, 42, 696–699. [Google Scholar] [CrossRef]
- Silin, I.; Hahn, K.M.; Gürsel, D.; Kremer, D.; Gronen, L.; Stopić, S.; Friedrich, B.; Wotruba, H. Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores. Minerals 2020, 10, 197. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Liu, Z.; Mnichowicz, B.; Harinath, A.V.; Li, H.; Bahrami, B. Chemical deactivation of commercial vanadium SCR catalysts in diesel emission control application. Chem. Eng. J. 2016, 287, 680–690. [Google Scholar] [CrossRef]
- Mishra, D.; Chaudhury, G.R.; Kim, D.J.; Ahn, J.G. Recovery of metal values from spent petroleum catalyst using leaching-solvent extraction technique. Hydrometallurgy 2010, 101, 35–40. [Google Scholar] [CrossRef]
- Dai, S.F.; Zheng, X.; Wang, X.B.; Finkelman, R.B.; Jiang, Y.F.; Ren, D.Y.; Yan, X.Y.; Zhou, Y.P. Stone coal in China: A review. Int. Geol. Rev. 2018, 60, 736–753. [Google Scholar] [CrossRef]
- Zhang, Y.-M.; Bao, S.-X.; Liu, T.; Chen, T.-J.; Huang, J. The technology of extracting vanadium from stone coal in China: History, current status and future prospects. Hydrometallurgy 2011, 109, 116–124. [Google Scholar] [CrossRef]
- Li, C.; Ma, H.; Xie, B.; Zhang, B.; Zhao, X.; Wang, M.; He, Z.; Li, W.; Chen, J. A Comparison of Mineralogical and Thermal Storage Characteristics for Two Types of Stone Coal. Minerals 2019, 9, 594. [Google Scholar] [CrossRef] [Green Version]
- Qu, Y.; Li, H.; Wang, X.; Tian, W.; Shi, B.; Yao, M.; Cao, L.; Yue, L. Selective Parameters and Bioleaching Kinetics for Leaching Vanadium from Red Mud Using Aspergillus niger and Penicillium tricolor. Minerals 2019, 9, 697. [Google Scholar] [CrossRef] [Green Version]
- Volkov, A.I. State and prospects of the use of rare metals in ferrous metallurgy. Razved. Okhr. Nedr 2020, 3, 11–18. (In Russian) [Google Scholar]
- Volkov, A.I.; Kologrieva, U.A.; Kovalev, A.I.; Vainshtein, D.L. Effect of degree of oxidation and element form in vanadium slag on its treatment production capacity. Metallurgist 2019, 63, 813–818. [Google Scholar] [CrossRef]
- Peng, H. A literature review on leaching and recovery of vanadium. J. Environ. Chem. Eng. 2019, 7, 103313. [Google Scholar] [CrossRef]
- Zaiko, V.P.; Zhuchkov, V.I.; Leontiev, L.I.; Karnaukhov, V.N.; Voronov, Y.I. Technology of Vanadium-Containing Ferroalloys; Akademkniga: Moscow, Russia, 2004; p. 515. (In Russian) [Google Scholar]
- Viktorov, V.V.; Sirina, T.P.; Krasnenko, T.I.; Solovyov, G.V. Properties of Vanadates in Water-Salt Systems and Their Practical Application; Chelyabinsk State Pedagogical University: Chelyabinsk, Russia, 2015; p. 136. (In Russian) [Google Scholar]
- Kologrieva, U.A.; Volkov, A.I.; Stulov, P.E.; Mirakova, M.G.; Zinoveev, D.V. Counterflow Leaching Technology for Vanadium from Vanadium Pentoxide Hydrometallurgical Production Slurry. Metallurgist 2020, 64, 542–547. [Google Scholar] [CrossRef]
- Kologrieva, U.A.; Volkov, A.I.; Kirichenko, A.S.; Ermolov, V.M.; Mirakova, M.G. Development of a Production Scheme for Utilizing Vanadium Pentoxide Hydrometallurgical Production Waste. Metallurgist 2019, 63, 403–408. [Google Scholar] [CrossRef]
- Lin, M.; Wang, C.; Xie, B.; Li, H.-Y. Study on the roasting mechanism of vanadium–chromium slag with sodium hydroxide. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 51–59. [Google Scholar]
- Li, D.-Q.; Yang, Y.; Li, H.-Y.; Xie, B. Study on vanadium phase evolution law in vanadium slag during the interface reaction process of sodium roasting. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 253–264. [Google Scholar]
- Wen, J.; Jiang, T.; Zheng, X.; Wang, J.; Cao, J.; Zhou, M. Efficient separation of chromium and vanadium by calcification roasting–sodium carbonate leaching from high chromium vanadium slag and V2O5 preparation. Sep. Purif. Technol. 2019, 230, 115881. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, W.; Zhang, L.; Gu, S. Mechanism of vanadium slag roasting with calcium oxide. Int. J. Miner. Process. 2015, 138, 20–29. [Google Scholar] [CrossRef]
- Wang, C.; Yuan, Y.; Xie, B.; Li, H.-Y. Mechanism of extraction of vanadium from vanadium slag with MgO. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 317–324. [Google Scholar]
- Yuan, J.; Cao, Y.; Fan, G.; Du, H.; Dreisinger, D.; Han, G.; Li, M. Study on the mechanisms for vanadium phases’ transformation of vanadium slag non-salt roasting process. In Book Rare Metal Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 235–242. [Google Scholar]
- Li, M.; Liu, B.; Zheng, S.; Wang, S.; Du, H.; Dreisinger, D.B.; Zhang, Y. A cleaner vanadium extraction method featuring non-salt roasting and ammonium bicarbonate leaching. J. Clean. Prod. 2017, 149, 206–217. [Google Scholar] [CrossRef]
- Volkov, A.I.; Osipov, K.B.; Zhdanov, P.A. X-ray fluorescence analysis of vanadium slag after borate melting. Zavod. Lab. Diagnost. Materialov. 2016, 82, 8–15. (In Russian) [Google Scholar]
- Volkov, A.; Kologrieva, U.; Kovalev, A.; Wainstein, D.; Vakhrushev, V. Vanadium Chemical Compounds forms in Wastes of Vanadium Pentoxide Production. Materials 2020, 13, 4889. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Effect of roasting temperature and additive amount on ηV2O5 with additives CaCO3 (a), Na2CO3 (b) and MgO (c). Experimental curves were processed by the B-spline (basis spline) method.
Figure 1.
Effect of roasting temperature and additive amount on ηV2O5 with additives CaCO3 (a), Na2CO3 (b) and MgO (c). Experimental curves were processed by the B-spline (basis spline) method.

Figure 2.
Effects of CaCO3 and MgO addition on ηV2O5 in roasted sludge at optimal roasting temperature (1000 °C for CaCO3 and 900 °C for MgO): (a)—addition amount of 0–1%; (b)—addition amount of 1–10%. The experimental curves were processed by the B-spline (basis spline) method.
Figure 2.
Effects of CaCO3 and MgO addition on ηV2O5 in roasted sludge at optimal roasting temperature (1000 °C for CaCO3 and 900 °C for MgO): (a)—addition amount of 0–1%; (b)—addition amount of 1–10%. The experimental curves were processed by the B-spline (basis spline) method.

Figure 3.
Diffractograms acquired from samples of roasted sludge with 1% CaCO3 (a) and 2% MgO (b) additives.
Figure 3.
Diffractograms acquired from samples of roasted sludge with 1% CaCO3 (a) and 2% MgO (b) additives.

Figure 4.
Effect of roasting temperature on the equilibrium amount of vanadium-containing compounds in the solid phase (a) and sulphur-containing compounds in the gas phase (b).
Figure 4.
Effect of roasting temperature on the equilibrium amount of vanadium-containing compounds in the solid phase (a) and sulphur-containing compounds in the gas phase (b).

Figure 5.
TG curves of the vanadium sludge without additives and pure CaSO4.

Figure 6.
TG curves of the vanadium sludge with 1% CaCO3 additive and pure CaCO3.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of vanadium-containing sludge samples, %wt.
| No. | V2O5 | V2O5a.s | MgO | Al2O3 | SiO2 | P2O5 | K2O | CaO | TiO2 | Cr2O3 | MnO | Fe2O3 | SO3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3.59 | 1.4 | 1.04 | 1.56 | 11.8 | 0.03 | 0.11 | 12.1 | 7.3 | 3.35 | 6.52 | 36.7 | 15.9 |
| 2 | 3.79 | 1.5 | 1.33 | 1.5 | 11.82 | 0.03 | 0.14 | 11.9 | 7.4 | 3.25 | 6.54 | 36.6 | 15.7 |
| 3 | 3.67 | 1.4 | 0.84 | 1.42 | 11.6 | 0.03 | 0.11 | 12 | 7.6 | 3.35 | 6.68 | 36.5 | 16.2 |
V2O5a.s—acid-soluble form of V2O5 (method of determination is described below).
Table 2.
Effect of the roasting temperature and addition amount on the V2O5 acid-soluble form content, %wt.
Table 2.
Effect of the roasting temperature and addition amount on the V2O5 acid-soluble form content, %wt.
| Roasting Temperature, °C | V2O5a.s. | ||||||
|---|---|---|---|---|---|---|---|
| Without Additive | CaCO3 | Na2CO3 | MgO | ||||
| 5% | 10% | 5% | 10% | 5% | 10% | ||
| 600 | 1.56 | 1.44 | 1.63 | 1.43 | 1.27 | – | – |
| 700 | 1.84 | 1.72 | 1.79 | 1.72 | 1.98 | – | – |
| 800 | 2.39 | 2.12 | 1.98 | 2.19 | 2.51 | 3 | 2.9 |
| 900 | 2.87 | 2.16 | 2.70 | 2.36 | 2.07 | 3.32 | 3.21 |
| 1000 | 2.79 | 3.03 | 2.58 | 1.96 | 2.46 | 3.31 | 3.17 |
Table 3.
Effect of different additive amounts on V2O5a.s. content in roasted sludge, %.
| Content of Additive, % | Additive | |
|---|---|---|
| CaCO3 | MgO | |
| 0 | 2.79 | 2.87 |
| 0.2 | 3.18 | 3.45 |
| 0.4 | 3.25 | - |
| 0.5 | 3.45 | 3.40 |
| 0.6 | 3.40 | 3.40 |
| 0.8 | 3.54 | 3.37 |
| 1.0 | 3.70 | 3.45 |
| 2.0 | 3.41 | 3.53 |
| 3.0 | 3.40 | - |
| 5.0 | 3.03 | 3.32 |
| 7.0 | 2.90 | - |
| 10.0 | 2.58 | 3.21 |
Table 4.
The quantitative phase composition of original [37] and roasted vanadium sludges, wt.%.
Table 4.
The quantitative phase composition of original [37] and roasted vanadium sludges, wt.%.
| Phases | Original Sludge | Roasted Sludge with Additives | |
|---|---|---|---|
| 1% CaCO3 | 2% MgO | ||
| Gypsum (CaSO4·2H2O) | - | <0.1 | <0.1 |
| Bassanite (CaSO4·0.5H2O) | 17.3 | <0.1 | <0.1 |
| Anhydride (CaSO4) | - | 30.2 | 34.2 |
| Spinel (FeO∙V2O3) | 3.0 | 0.4 | 0.8 |
| Hematite (Fe2O3) | 30.6 | 33.0 | 32.9 |
| Armalcolite(Fe2TiO5) | 13.5 | 12.2 | 19.7 |
| Rutile (TiO2) | 1.2 | 1.4 | 2.5 |
| Ramsdellite(MnO2) | 0.8 | 11.8 | 3.4 |
| Quartz (SiO2) | 4.5 | <0.1 | 4.4 |
| Grossular (Ca3Al2Si3O12) | - | <0.1 | <0.1 |
| Calcite (CaCO3) | - | <0.1 | <0.1 |
| Periclase (MgO) | - | <0.1 | <0.1 |
| Amorphous phase | 11.1 | 2.1 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kologrieva, U.; Volkov, A.; Zinoveev, D.; Krasnyanskaya, I.; Stulov, P.; Wainstein, D. Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction. Metals 2021, 11, 100. https://doi.org/10.3390/met11010100
AMA Style
Kologrieva U, Volkov A, Zinoveev D, Krasnyanskaya I, Stulov P, Wainstein D. Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction. Metals. 2021; 11(1):100. https://doi.org/10.3390/met11010100
Chicago/Turabian StyleKologrieva, Ulyana, Anton Volkov, Dmitry Zinoveev, Irina Krasnyanskaya, Pavel Stulov, and Dmitry Wainstein. 2021. "Investigation of Vanadium-Containing Sludge Oxidation Roasting Process for Vanadium Extraction" Metals 11, no. 1: 100. https://doi.org/10.3390/met11010100
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.