
Abstract
Thermo-hydro-mechanical (THM) processing can improve the intrinsic properties of wood, produce new materials, and give desired form and function to new applications. THM treatments change the mechanical properties of wood and may change its viscoelastic properties as well. Therefore, the objective of this study was to assess the viscoelastic properties of THM-treated wood at several humidity and load levels. To explore these changes, this study applied a THM treatment to beech (Fagus sylvatica L.) wood with steam (620 kPa) and heat (170 °C), followed by densification and increased temperature (200 °C) in a hot-press, which was then cooled while under pressure. Two initial specimen thicknesses before THM treatment were used to study the difference between density ratios. Specimens were tested in a humidity-controlled dynamic mechanical analyser (DMA) to apply creep stress with different loading levels (20% and 30% of expected modulus of rupture) and relative humidity levels (30%, 50%, and 65% RH). The creep compliance/recovery response was monitored, and dynamic moduli were measured before and after the application of creep stress. The loss modulus measured was highest for specimens tested at 65% RH and lowest in specimens tested at 30% RH, which is a direct result of the viscous response of the material. Increased damping of the specimens was also observed at higher RH, which is typical for wood products due to added moisture in the cell wall acting as a plasticizer to cell wall polymers. Like previous studies, THM treatment lowered the equilibrium moisture content (EMC) of densified wood specimens, which affected their mechanical performance. THM treatment yields higher strength and lower EMC, suggesting that this product could be suitable for structural applications where their service life is in an indoor environment. THM treatment also resulted in decreased creep compliance and recovery compliance as compared to control specimens.
Similar content being viewed by others

1 Introduction
Forest-based industries are continually developing advanced processing, materials, and wood modification solutions to meet evolving demands and increase competitiveness. One challenging aspect to these solutions is the viscoelastic behaviour of wood (Wolcott et al. 1994). Owing to the viscoelastic nature of wood, its mechanical properties depend on time, temperature, and moisture. At relatively short loading times, low temperatures, and low moisture content, wood exhibits glassy behaviour that can be characterized as brittle. At long loading times, high temperatures, and high moisture content, wood exhibits rubbery behaviour that can be characterized as compliant. Furthermore, because of its viscoelastic nature, wood also exhibits rheological properties such as creep and relaxation.
One approach to modify the behaviour of wood is through the use of thermo-hydro-mechanical (THM) treatments that combine temperature, moisture, and pressure (Kutnar et al. 2015). THM processing can improve some of the intrinsic properties of wood, produce new materials, and provide the desired form and function for new applications. Densification via THM treatment makes it possible to add value and increase the number of possible applications of a given wood species. European beech (Fagus sylvatica L.) is a commonly available wood species that does not have the same level of utilisation as other hardwood species. As beech is a diffuse, porous hardwood, it is perfectly suited for THM treatment where significant differences between earlywood and latewood can cause high variability in the resulting densified wood. THM treatment, therefore, can produce high quality, high strength material for application to construction where wood is exposed to constant loads. One THM treatment method is to increase the density of wood to enhance its mechanical properties. Improved mechanical properties, and the ability to control them, increase the number of potential applications. Previous studies examined the structural, mechanical, and bonding properties of densified wood, but none of them focused on the time-dependent behaviour of densified wood. In many structural and non-structural applications, products are exposed to long-term loads, which can cause time-dependent deformations. Therefore, it is essential for potential utilization of THM-treated wood to examine its time-dependent behaviour, like creep deformation. THM treatments change the mechanical and chemical properties of wood and may change the viscoelastic properties as well. No past studies have examined the time-dependent behaviour of THM treated wood, but several have examined the viscoelastic properties of other wood modifications. Lisperguer et al. (2009) compared the viscoelastic properties of untreated radiata pine (Pinus radiata) and acetylated wood specimens and concluded that, in dry conditions, the esterification of wood by acetylation considerably lowers the thermal softening when compared to untreated radiata pine specimens. Furthermore, Jebrane et al. (2011) found that the dynamic viscoelastic properties of acetylated wood depend on the acetylation method employed. Epmeier et al. (2007) studied creep properties in bending of the following modified Scots pine sapwood specimens: acetylated, modified with methylated melamine resin at two levels of resin concentration, heat-treated in vegetable oil at 160 °C and 190 °C, and furfurylated. While several methods for estimating creep deformation and relative creep were identified for untreated wood, they concluded that, for modified wood, only the use of dynamic modulus of elasticity (MOE) is suitable for estimating creep deformation. Furthermore, Epmeier et al. (2007) demonstrated that the modified wood deflected significantly less than untreated wood, while only acetylation reduced the elastic part of the creep deflection. These findings are significant and support the use of wood modifications to decrease long-term deflection, which is one of the primary design parameters for wood when used as a structural material exposed to long-term loads. Since THM-treated wood has the potential to be used as a construction material, it is essential to determine its time-dependent performance.
Dynamic mechanical analysis (DMA) is a standard method for the characterization of materials (often polymeric) that exhibit a significant change in their viscoelastic behaviour under varying conditions. As the wood components cellulose, hemicellulose, and lignin are polymeric, it is a natural choice to use DMA for the characterization of wood. In DMA, storage modulus E′, which is a measure of the material stiffness; loss modulus E′′, which reflects the amount of energy that has been dissipated by the sample; and the ratio E′′/E′ = tanδ, the index of material viscoelasticity, are calculated from the material response to an oscillating force. These different moduli allow better characterization of the material since this enables examination of the material to return or store energy, its ability to lose energy, and the ratio of these effects (damping). Kaboorani et al. (2013) discussed the benefits of studying creep properties of wood by DMA and demonstrated that it can be a rapid and accurate tool to assess the time-dependent behaviour of wood under load. In the present study, DMA was used to study the viscoelastic properties of THM-treated wood at two degrees of densification and three different RH levels, following the methodology of Kaboorani et al. (2013).
The objective of this research was to assess the viscoelastic properties of THM-treated wood under different humidity and load levels.
2 Materials and methods
The approach in this study was to apply creep stress using a DMA at two load levels (20% and 30% of expected modulus of rupture [MOR]) and three relative humidity (RH) levels (30%, 50%, and 65%). The creep response was monitored, and dynamic modulus was measured before and after the application of creep stress.
2.1 Wood specimens and thermo-hydro-mechanical (THM) treatment
Clear panels of European beech (Fagus sylvatica L.) wood were conditioned in a controlled environment at an RH of 65% and a temperature of 20 °C until equilibrium moisture content (EMC) of approximately 12% was achieved. Panels were then planed to reduce the thickness to 2 mm, 1.6 mm, and 1 mm (radial) and cut to a length of 500 mm (longitudinal) and width of 160 mm (tangential). Panels with an initial thickness of 2 mm (B1) and 1.6 mm (B2) were densified with a THM treatment. The THM treatment began with steaming at 620 kPa and heating at 170 °C. After three minutes, the steam pressure was released, and the chamber was completely vented for 100 s. At this point, the specimen was compressed to a target thickness of 1 mm and held for three minutes with a platen temperature of 170 °C. After three minutes, the temperature was raised to 200 °C. This temperature was held for four minutes. Finally, specimens were cooled while under pressure to 100 °C, which took seven minutes.
The two THM modifications and the control yielded five panels each. As is customary in statistics, the terminology “treatment” is used to indicate the degree of THM treatment, with C designating no pressure, no heat treatment. The five panels for each control and densified treatment were conditioned at 65% RH and 27 °C. In total, 45 test specimens were cut for each treatment from the five panels and randomly assigned to each humidity condition. Fifteen specimens per treatment were conditioned at each RH (30%, 50%, 65%), from which five were tested for MOR determination. This MOR data was used to determine the 20% and 30% MOR loads (specimen allocation shown in Table 1). Five specimens were tested at 20% MOR and five were tested at 30% MOR. Test specimen dimensions were 10 mm in width (tangential) and 60 mm in length (longitudinal). The recovery of compressive deformation (set-recovery) was also calculated to determine if there were any changes in the specimens due to conditioning.
2.2 Determination of modulus of rupture
MOR was determined using three-point bending for control and densified samples. Five specimens of each group were loaded at a rate of 0.5 mm/min on an Instron 5544 Load Frame, screw-driven with maximum force of 2000 N, using Instron Merlin Control software (Instron Corporation, Norwood, Massachusetts, USA). The span was 50 mm with 5 mm radius load head. These MOR values were used to determine 20% and 30% of maximum MOR for the creep experiments using the remaining test specimens. It is known that creep is caused by long-term exposure of wood to constant load, even when the loads are in the elastic range of the stress–strain relation of wood; 20% and 30% of failure load is known to be in this elastic range. To study creep properties (increase in strain under the constant load), the experiments have to be performed under loads in the elastic range; whereas, higher loads would result in permanent, plastic deformation and creep would not be studied properly.
2.3 Dynamic mechanical analysis
Creep testing was performed in three-point bending with a span of 50 mm in a TA Instruments Q800 DMA. Tests were conducted in a custom-made, humidity and temperature-controlled chamber constructed at the US Forest Products Laboratory (Madison, Wisconsin, USA). Humidified air was supplied at 5 L/min, and target RH was produced using an InstruQuest Humisys HF humidity generator (Instruquest LLC, Coconut Creek, Florida, USA). Specimen dimensions were 60 mm × 10 mm × 1 mm (longitudinal × tangential × radial) with creep measured in the radial direction.
Before and after the creep test, a dynamic bending segment at 1 Hz, 0.01% strain was performed with a 15-min isothermal segment at 21 ± 3 °C to assess changes in dynamic moduli affected by the creep test. The data were monitored to verify minimal drift in dynamic properties that might be due to differences between the conditioning room and DMA humidity chamber. The creep phase was entered after the pre-test dynamic segment, which consisted of one hour at the target creep stress, followed by three hours in the recovery phase (Fig. 1). A final dynamic segment was performed under the same conditions as the pre-test to allow comparison of dynamic moduli before and after the test. The environmental conditions generator remained on until after the specimen was removed. Following the post-creep dynamic test, specimens were weighed and returned to the conditioning room. On completion of all tests, the samples were oven-dried at 105 °C for 24 h to determine their specific gravity at zero percent moisture content.

Experimental creep data highlighting key parameters
The data from the creep and dynamic tests were exported as text files from the DMA software (WinUA, TA Instruments, New Castle, Delaware, USA) for subsequent data analysis. Relative humidity during the test sequence was recorded by the Instruquest control software.
From the DMA creep data, creep compliance and creep recovery were used for statistical analysis because they allow comparison of samples without the influence of stress level. This is supported by Zhang et al. (2011) who indicated that creep compliance of a linear viscoelastic material is independent of applied stress. The creep compliance and recovery compliance were fit to linear models and analysed with R (R Core Team 2019). To model creep compliance, the maximum observed value for each specimen was fit against load, treated as a two value factor (20%, 30%), relative humidity, treated as a three level factor (30%, 50%, 65%), and treatment (a three level factor with control, 2 mm original thickness, and 1.6 mm original thickness as values); interaction effects were found to be insignificant and were excluded from the reported model. Recovery compliance was fit to the same model, again using the maximum observed value per specimen as the response. Contrasts and their 95% confidence intervals were calculated using the emmeans package (Lenth 2019). Confidence intervals and p-values were adjusted using Tukey’s method for family of three comparisons for both RH and treatments. The reported p-values were derived from the linear model fit to the data. Summary statistics were calculated in R and Python.
The experimental variables used in this study were defined as follows:
-
Creep strain—deformation occurring after the target stress is reached until unloading.
-
Instantaneous strain—deformation occurring from initial loading until the target stress is achieved.
-
Creep compliance—strain variation under a constant, target stress.
-
Recovery compliance—strain variation when releasing a constant, target stress to zero load.
-
Relaxation recovery—amount of deformation recovered after the load is released at a given time.
-
Dynamic mechanical analysis variables—storage modulus (E′), loss modulus (E′′), and the ratio between the two (tanδ).
3 Results and discussion
3.1 THM treatment
The THM treatment resulted in two densification levels (Table 2). With a target thickness of 1 mm for both densification groups, group B1 resulted in a density ratio of 1.87. Group B2 had a slightly lower density ratio of 1.75. These differences are due to different initial thicknesses. The post-densities of 1.24 and 1.15 are consistent with total densification throughout the thickness of the specimen as seen in studies using similar treatments (Schwarzkopf et al. 2017).
3.2 MOR determination and effect of conditioning
Set-recovery, EMC, and MOR values of conditioned specimens are presented in Table 3. Group B1 and B2 both had relatively low set-recovery values, with the highest at 22%. Group B2, with a densification ratio of 1.75, had relatively consistent set-recovery values with little change between conditioning levels. Group B1 had the highest densification ratio of 1.87 and experienced the highest set-recovery levels. It is known that temperature and steam conditions of the compression environment influence the set-recovery of compression deformation and that wood with higher levels of densification shows the highest potential for set-recovery (Kutnar et al. 2009; Kutnar and Kamke 2012), which is consistent with these results.
Both B1 and B2 groups had lower EMC values compared to control values in all conditioning levels. The THM treatment used in this study is known to reduce EMC of densified wood specimens (Kollmann and Côte 1968; Metsä-Kortelainen et al. 2006). It was foreseen that the MOR values would decrease with increasing EMC, which was observed in B1 and control groups. In the B2 group, the MOR values did not follow this pattern and had relatively large standard deviations, making the significance of any trend difficult to discern. Kutnar and Kamke (2012) studied the influence of temperature (150 °C, 160 °C, and 170 °C) of compressive treatment and steam conditions during THM treatment and reported that higher temperatures resulted in lower EMC of densified specimens, while the steam conditions during the treatment and the post-heat treatment did not have significant effect. Since this study used the same temperature, steam pressure, and time parameters for the treatment of B1 and B2 groups, the difference in the MOR values of B1 and B2 specimens is suspected to be a consequence of set-recovery of compressive deformation and density of the specimens. Furthermore, the study applied the THM treatment to specimens of two different initial thicknesses, targeting the same final thickness and, consequently, different final densities. As presented in Table 1, density ratios of B1 and B2 groups differed, but the thickness ratios were quite similar despite targeting the same thickness. Due to the known set-recovery effect of densified wood specimens (i.e., increasing with increased density), the densities of specimens exposed to RH 30%, RH 50%, and RH 65% were different to their densities immediately after treatment. The higher set-recovery values (Table 3) of B1 specimens, which had higher density after the THM treatment, caused the B1 and B2 groups to have small differences in their resulting densities. This small difference in densities also accounts for small differences in their resulting MOR values.
3.3 Creep behaviour at different loads and relative humidity environment
Deformation occurring between initial loading and target load (instantaneous strain) and deformation occurring after the target stress is reached for 60 min (creep strain) (Fig. 1) is presented in Table 4. Results are also grouped by target MOR levels as previously determined (Table 3). 50% higher stress levels at 30% or MOR resulted in approximately 50% higher creep strain and instantaneous strain, as expected (Table 4).
Creep compliance, grouped by loading level, is shown in Fig. 2. As expected, there was no significant difference (Table 5) in creep compliance based on loading level. After controlling for RH and loading, creep compliance of THM-treated specimens was much lower than the control group, but there was no significant difference between B1 and B2 THM groups. The difference in creep compliance between THM-treated and control specimens may be attributed to reduced EMC of the densified specimens (Table 3) caused by the THM treatment’s high temperature. However, little difference is seen in creep compliance between THM groups due to the higher levels of set-recovery in group B1, making the B1 and B2 groups similar in density. The only significant RH-driven difference between treatment groups is seen at the most aggressive conditions of 30% MOR and 65% RH. The higher RH level had higher creep compliance. The difference between 30 and 50% RH was minimal and would not likely have any effect on the performance. The estimated difference in creep compliance between 50 and 65% RH is more likely to have negative performance ramifications. This can be attributed, again, to the effect that EMC has on MOR as seen in Table 3. This means that the applications to wood treated with the THM treatment in this study would be limited to indoor environments to achieve lower creep compliance.

Creep compliance as a function of relative humidity and loading level (n = 5). The box and whisker plots represent the distribution of the data, where the lower and upper bounds of the box mark the 25th and 75th percentile of the data, the center bar is at the median of the data set, the whiskers extend to the minimum and maximum of the data set excluding outliers, and the circles represent outliers
Recovery compliance was measured from the point of load release for 180 min of relaxation and is shown in Fig. 3. The results follow the same pattern as for creep compliance. There was no statistically significant difference in recovery compliance between load levels (Table 6), but there was a significantly lower recovery compliance due to RH level and THM treatment. When looking at simple contrasts between RH treatments, there was no statistically significant difference in creep recovery compliance between 30 and 50% RH, but evidence of a difference was found between 30 and 65% RH as well as a significant difference between 50 and 65% RH.

Recovery compliance as a function of relative humidity and loading level (n = 5). The box and whiskers plots represent the distribution of the data, where the lower and upper bounds of the box mark the 25th and 75th percentile of the data, the center bar is at the median of the data set, the whiskers extend to the minimum and maximum of the data set excluding outliers, and the circles represent outliers
Table 7 summarizes the amount of deformation recovered after 180 min of load removal. This value is closely tied to recovery compliance, which causes higher recovery levels in THM-treated specimens when compared with control specimens. However, effect of the RH environment is not seen here.
3.4 Dynamic mechanical analysis
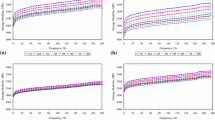
Before and after, creep test specimens were dynamically loaded to determine storage modulus (E′), loss modulus (E′′), and the ratio between the two (tanδ). Measurement results are presented in Figs. 4, 5 and 6 respectively. THM-treated specimens had higher E′, E′′, and tanδ values than control specimens in all RH environments before and after the creep test. E′′ was the highest for specimens tested at 65% RH and lowest in specimens tested at 30% RH. This response was expected as E′′ is a viscous response of the material and regarded as a material tendency to dissipate energy caused by applied stress. E′′ is often associated with internal friction and is sensitive to molecular motions, transitions, relaxation processes, morphology, and other structural heterogeneities (Saba et al. 2016), and it typically increases with wood moisture content (Lenth and Kamke 2001; Engelund and Salmén 2012). In all RH environments, E′′ was the highest in the B1 group, which had a higher density (1.24 g/cm3) than the B2 group (1.15 g/cm3). For all specimens, tanδ increased with increasing RH. Higher tanδ indicates greater damping coefficient, more energy absorption, and energy dispersal for all specimens at higher RH. Higher tanδ at higher RH is typical for wood products because the added moisture in the cell wall acts as a plasticizer to cell wall polymers. Dynamic tests after creep and recovery tests at higher RH slightly increased the tanδ, which may be due to incomplete strain recovery during the 180-min recovery (Fig. 6).

Mean values (n = 5) for storage modulus of treatment groups before and after creep testing. Error bars are ± 1 standard deviation

Mean values (n = 5) for loss modulus of treatment groups before and after creep testing. Error bars are ± 1 standard deviation

Mean values (n = 5) of tan δ of treatment groups before and after creep testing. Error bars are ± 1 standard deviation
4 Conclusion
This study delivers an important first step in characterizing the viscoelastic properties of THM-treated wood, which are needed if THM wood is to be used in demanding applications, like structural components where their service life is in an indoor environment. The THM treatment applied in this study may benefit creep performance in wood, resulting in values that are as good as or better than unmodified beech. This suggests it would perform well in structural applications where high strength and stiffness and lower MC of THM are advantageous.
The THM treatment resulted in decreased creep compliance and creep recovery compliance but increased storage modulus. The applied THM treatment lowered the EMC compared to that of controls, but increasing RH conditions caused larger set-recovery, which was also larger in specimens that had higher initial densities. This response resulted in small differences between treatment groups B1 and B2. Because the two test groups resulted in similar densities after experiencing set-recovery, there were few statistically significant differences between the two THM treatments.
References
Engelund E, Salmén L (2012) Tensile creep and recovery of Norway spruce influenced by temperature and moisture. Holzforschung 66:959–965
Epmeier H, Johansson M, Kliger R, Westin M (2007) Bending creep performance of modified timber. Holz Roh-Werkst 65:343–351. https://doi.org/10.1007/s00107-007-0189-1
Jebrane M, Harper D, Labbé N, Sbe G (2011) Comparative determination of the grafting distribution and viscoelastic properties of wood blocks acetylated by vinyl acetate or acetic anhydride. Carbohydr Polym 84:1314–1320. https://doi.org/10.1016/j.carbpol.2011.01.026
Kaboorani A, Blanchet P, Laghdir A (2013) A rapid method to assess viscoelastic and mechanosorptive creep in wood. Wood Fiber Sci 45:370–382
Kollmann FP, Côte WA (1968) Principles of wood science and technology. I. Solid woods. Springer, Berlin, Heidelberg
Kutnar A, Kamke FA (2012) Influence of temperature and steam environment on set recovery of compressive deformation of wood. Wood Sci Technol 46:953–964
Kutnar A, Kamke FA, Sernek M (2009) Density profile and morphology of viscoelastic thermal compressed wood. Wood Sci Technol 43:57–68. https://doi.org/10.1007/s00226-008-0198-1
Kutnar A, Sandberg D, Haller P (2015) Compressed and moulded wood from processing to products. Holzforschung 69:885–897. https://doi.org/10.1515/hf-2014-0187
Lenth C, Kamke F (2001) Moisture dependent softening behavior of wood. Wood Fiber Sci 33:492–507
Lenth RV (2019) emmeans: Estimated Marginal Means, aka Least-Squares Means. R package version 1.4.3.01. https://CRAN.R-project.org/package=emmeans
Lisperguer J, Droguett C, Ruf B (2009) Viscoelastic properties of pinus radiata acetylated wood. Wood Res 54:31–40
Metsä-Kortelainen S, Antikainen T, Viitaniemi P (2006) The water absorption of sapwood and heartwood of Scots pine and Norway spruce heat-treated at 170°C, 190°C, 210°C and 230°C. Holz Roh-Werkst 64:192–197
R Core Team (2019) R: a language and environment for statistical computing. In: R Foundation for Statistical Computing, Vienna, Austria. Version 3.6.1
Saba N, Jawaid M, Alothman OY, Paridah MT (2016) A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr Build Mater 106:149–159. https://doi.org/10.1016/j.conbuildmat.2015.12.075
Schwarzkopf M, Burnard M, Martínez Pastur G, Monelos L, Kutnar A (2017) Performance of three-layer composites with densified surface layers of Nothofagus pumilio and N. antarctica from Southern Patagonian forests. Wood Mater Sci Eng 13:1–11. https://doi.org/10.1080/17480272.2017.1366945
Wolcott M, Kamke F, Dillard D (1994) Fundamental aspects of wood deformation pertaining to manufacture of wood-based composites. Wood Fiber Sci 26:496–511
Zhang T, Bai SL, Yang ZF, Thibaut B (2011) Viscoelastic properties of wood materials characterized by nanoindentation experiments. Wood Sci Technol 46:1003–1016. https://doi.org/10.1007/s00226-011-0458-3
Acknowledgements
The authors acknowledge the bilateral project BI-US/15-16-064 funded by the Slovenian Research Agency. Furthermore, Andreja Kutnar and Matthew Schwarzkopf gratefully acknowledge COST Action FP1407 and the European Commission for funding the InnoRenew project (Grant Agreement #739574) under the Horizon2020 Widespread-Teaming program and the Republic of Slovenia (investment funding of the Republic of Slovenia and the European Regional Development Fund).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kutnar, A., O’Dell, J., Hunt, C. et al. Viscoelastic properties of thermo-hydro-mechanically treated beech (Fagus sylvatica L.) determined using dynamic mechanical analysis. Eur. J. Wood Prod. 79, 263–271 (2021). https://doi.org/10.1007/s00107-020-01629-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-020-01629-3