
The possibility of obtaining zirconia ceramic fibers by electrospinning was examined. The factors affecting the fiber diameter and the presence of tape inclusions were determined. It was shown that under the action of an electric field the forming solutions make it possible to obtain fibers in a wide range of viscosities. For forming solution viscosity 0.45 – 0.69 Pa ∙ sec the fiber production process stabilizes and the fiber diameter is comparable to that of conventionally produced fibers (0.9 – 1.5 μm).
Similar content being viewed by others

Functional ceramic composites based on oxide fibers are used to afford performance efficiency of machines in aviation, space, metallurgical, energy, and other industries [1,2,3,4]. Progress in the development of new designs of high-energy machines requires enhanced operational properties of materials, including the working temperature of thermal protection. Thermal protection materials based on oxide fibers, such as fibers of silica, mullite, and zirconia have a number of advantages owing to the extremely low values of the thermal conductivity and volumetric density as well as high operating temperatures [5,6,7].
The heat protection products in highest demand are flexible mats, felted cloth and batts, sealing cord, slabs, and shaped objects. Zirconia are the most refractory of the enumerated oxides; its melting temperature exceeds 2700°C. The methods for obtaining high temperature oxide fibers include: a method of permeating organic polymer cloth with a mixture of compounds of zirconium and yttrium followed by heating of the permeated cloth in an oxygen environment in order to remove organic matter and convert the metal compounds into oxides; the sol-gel method of forming short or continuous fiber from a precursor solution followed by firing; and, the method of electrospinning [8].
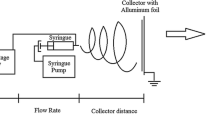
In recent years developers have used the electrospinning method to obtain oxide fiber. This method is based on drawing thin fibers from solutions or melts in an electric field and it is used mainly for polymer solutions. A high voltage is applied to the spinning solution with the aid of a metallic electrode; under the action of electric forces the solution drops form an accelerating and thinning jet. Under the action of the oscillations of the electric field strength the jet changes direction and assumes a twisting form, and the jet can split into daughter jets, after which it settles on the electrode and solidifies at the same time.
It should be noted that surface tension and electrostatic forces acting together can change the surface morphology of jets, and a jet can have a variable diameter, bulges, and twists. The obtained fibers are characterized by a nanosize diameter; outwardly, the product resembles a very thin, fibrous, pliant, fleecy fabric. Aside from raw materials for heat protective materials ultrathin zirconia fibers can serve as a component of special-purpose functional materials for operation in contact with molten metals [7], alkali and other aggressive substances, and liquids containing radioactive isotopes [9]. They can be used as a base for manufacturing selective sorbents [10,11,12] and substrates for reaction catalysts [13, 14], i.e. products in which a high specific surface area is important.
Electrospinning is a method of obtaining fibers subjected to electric field forces acting on a charged jet of polymer solution or melt [15,16,17,18,19,20,21]. Such a process makes it possible to obtain nano and hollow fibers with diameters up to 100 nm.
The present publication is devoted to studying the possibility of obtaining zirconia fibers by means of electrospinning.
Materials and Methods
The objects of study in the present work are zirconia fibers obtained by electrospinning.
The diameter distribution of the fibers and the morphology of material surfaces were studied by means of scanning electron microscopy using a Hitachi-405 microscope. The microscope is equipped with software for precise measurements of distances and makes it possible to determine particle sizes to within 0.1 μm, including the diameter of the fibers. Before the study was performed an electrically conducting Au layer with thickness not exceeding 7 nm was deposited on the surface of the sample.
The fine structure of the fibers was studied by the powder method of transmission electron microscopy using a Hitachi H-800 microscope with accelerating voltage reaching 200 kV. First, the fibers were ground in an agate mortar to a state close to powder.
The phase composition of the fibers was identified by x-ray phase analysis (DRON-3 diffractometer). A copper cathode was used as a source of x-ray radiation (Kα).
Experimental Results
The zirconia fibers were obtained using water solutions containing salts of zirconium and yttrium and an organic fiber-forming polymer — polyvinyl alcohol. Organic solvents with surface tension 0.05 N/m (alcohols and ketones) were added into the solution in order to improve the stability of the fiber-forming process.
The electrospinning process was organized from the free surface onto a rotating receiving collector. A series NSR high-voltage power supply with variable polarity was used as the electric-field source. The fiber-production process was performed at voltage 50 – 55 kV and current strength 0.03 – 0.05 mA.
Electrospinning of a series of experimental solutions established that together with the solution concentration, nature of the conductive particles, presence of complex-forming agents, and the molecular mass characteristics of the fiber-forming polymers the viscosity of the fiber-forming solution has a considerable effect on the quality of the obtained fiber and the productivity of the process. With increasing viscosity the formation of a Taylor cone and in consequence the process resulting in the formation of the primary jet of the solution are impeded. For a considerable drop of the solution viscosity (< 0.1 Pa ∙ sec) the process of electrospinning of fibers (ESF) becomes difficult and can be replaced by electrostatic atomization of a liquid (EAL). The fiber diameters, presence of tape inclusions, and type of realizable process for solutions with different viscosity are displayed in Table 1.
All fiber samples obtained from solutions with different viscosity were studied by means of optical in electronic microscopy. A typical image of fibers with tape inclusions, which was obtained by SEM (sample No. 4, Table 1) is displayed in Fig. 1. It is evident from Fig. 1 that the tape length is comparable to the length of round fiber, while the tape width appreciably exceeds the diameter of the round fibers (see Table 1).

Photograph of samples of electrospun fibers No. 4 (Table 1) and defects in the form of tapes, SEM, ×1000.
The presence or absence of tape, just as tape width, depends on the viscosity of the solution. It is clear from the results presented in Table 1 that with increasing viscosity of the fiber-forming solution the average diameter of the obtained fiber increases and the width of the tape inclusions also increases. On the basis of an analysis of a large number of electronic photomicrographs of fibers it was found that the number of tape inclusions tends to decrease with increasing viscosity of the forming solutions. Tape inclusions were not found in fiber samples obtained from a solution with viscosity 0.69 Pa ∙ sec.
On the whole the appearance of defects in the form of tape indicates insufficient content of fiber-forming polymers in the forming solution. Since the viscosity of the solution in this experiment increased as the solution aged, which accompanies a chemical interaction of the components of the solution, the relative fraction of the high-molecular components in the solution increased without a change in the overall concentration. It should be assumed that the relative fraction of charge carriers in the solution decreased at the same time. The electric conductivity of the solution in the experiment was not measured because of the high chemical activity of the solution components with respect to the material of the electrodes and the distortion of the true values of the electric conductivity.
For viscosity of the forming solution ranging from 0.45 to 0.69 Pa ∙ sec the diameter fibers is identical to that of fibers obtained by means of aerodynamic atomization, i.e. the method does not permit decreasing the fiber diameter significantly with the existing composition of the forming solution. As we can see from the data presented in Table 1 (samples Nos. 1 and 2), to obtain fibers with diameter < 1 mm it is expedient to use freshly prepared solutions with low viscosity ≤ 0.05 Pa ∙ sec; but, the study of fiber-forming properties and the stability of the process of formation of the forming solutions with viscosity < 0.05 Pa ∙ sec is a subject for future research.
Electronic photomicrographs of samples of the fibers obtained from solution with viscosity 0.69 Pa ∙ sec (sample No. 6, see Table 1) with different magnification are displayed in Fig. 2. We can see in the photographs that tape inclusions are absent, and the fibers possess a round cross-section with approximately the same diameter (Fig. 2a). The grainy structure formed during heat treatment can be seen on the endface of the break (Fig. 2b). The shape of the fiber cross-section attests that the fiber forming properties of the forming solution with viscosity 0.69 Pa ∙ sec are close to optimal for obtaining fibers by electrospinning; stress relaxation does not distort the shape of the cross section.

Images of samples of electrospun fibers No. 6, SEM: a) appearance of the fibers; b) endface, break.
The chemical interactions of the components of the forming solution in the limit case results in gel formation and, in consequence, loss of sensitivity to the electric field. So, as the solution continued to age (sample No. 7, see Table 1) all processes capable of occurring under the action of an applied potential difference ceased. In this case, the rheology of the forming solutions changes from the typical rheology of non-Newtonian pseudoplastic fluids (Fig. 3a) to the rheology characteristic for a sol-to-gel transition (Fig. 3b). The curve of the flow (viscosity) manifests a more distinct Newtonian character, the slope of the curve increases (Fig. 3b), which indicates formation of a branched network of weak bonds, breaking under the action of a load applied to the solution.

Rheology of solutions before gel formation (a) and at the start of a sol-gel transition (b).
The fibers obtained by electrospinning are essentially an intermediate type between discrete and continuous fibers (Fig. 4a). The electrospun fibers possess significantly longer as compared with fibers obtained by the conventional method. So, the maximum length of the fibers obtained by aerodynamic atomization is equal to 150 mm, while the minimum length of electrospun fibers corresponds to the interelectrode distance, which in the present experiment ranged from 200 to 300 mm. This fact means that the process can be adjusted so as to form fibrous layers with predominantly anisotropic structure, which is a definite advantage of the method. In electrospinning the structure of the formed fibers is predominantly dendritic (Fig. 4b), which is favorable for the formation of nonwoven structures.

Image of electrospun fibers: a) appearance of fibers on the receiving collector; b) appearance of fibers in an optical microscope.
Conclusions
VIAM is experienced in developing and manufacturing high-thermal-stability mullite and alumina fibers [22,23,24,25,26,27,28] as well as heat-insulating materials based on them. New types of oxide fibers, such as ultrathin zirconia fibers can be used to create new composite materials with metallic and ceramic matrices.
In the present work samples of electrospun fibers were obtained from a fiber forming solution containing salts of zirconium and yttrium, polyvinyl alcohol, and lower-alcohols and ketones. It was shown that the method makes it possible to obtain 200 – 300 mm fibers with diameter < 1 μm and heightened strength as a result of the dendritic structure of the fibers.
It was determined that a stable fiber formation process obtains with forming solution viscosity 0.45 – 0.69 Pa ∙ sec. For the indicated viscosities the fiber diameter is comparable to that of fibers obtained by the conventional method and equals 0.9 – 1.5 μm. It is impossible to obtain fibers with diameter significantly less than 1 μm in the indicated range of viscosities of the forming solution.
The fiber diameter can be decreased by using freshly-prepared solutions with viscosity ≤ 0.05 Pa ∙ sec. It was determined that the fiber forming properties are lost within 24 h as the forming solutions age, and for this reason only freshly-prepared solutions can be used.
When the forming viscosity drops below 0.7 Pa ∙ sec tape inclusions form in the fiber mass. The benefit or detriment of this phenomenon can be determined only by studying particular properties of materials.
References
E. N. Kablov, “Innovative development of FSUE VIAM SSC RF for the implementation of Strategic directions in the development of materials and technologies for their processing for the period up to 2030,” Aviats. Mater. Tekhnol., No. 1(34), 3 – 33 (2015). https://doi.org/10.18577/2071-9140-2015-0-1-3-33.
E. N. Kablov, B. V. Shchetanov, Yu. A., and Yu. A. Balinova, “Promising high-temperature reinforcing fibers for metal and ceramic composite materials,” Tr. VIAM: Elektron. Nauch.-Tekh. Zh., No. 2, p. 05 (2013); URL: http://www.viam-works.ru (access date: April 21, 2017).
V. G. Babashov, and N. M. Varrik, “High-temperature flexible fibrous thermal insulation material,” Tr. VIAM: Elektron. Nauch.-Tekh. Zh., No. 1, p. 03 (2015); URL: http://www.viam-works.ru (access date of access: April 21, 2017), https://doi.org/10.18577/2307-6046-2015-0-1-3-3.
V. G. Babashov and N. M. Varrik, “Thermal insulation materials for modern aircraft,” Nov. Materialoved., Nauka Tekh.: Elektron. Nauch.-Tekh. Zh., No. 3(21), p. 01 (2016); URL: http://www.materialsnews.ru (access date: April 21, 2017).
S. M. Kochergin (ed.), Thermal Insulation: Materials, Designs, Technologies [in Russian], Stroiinform, Moscow (20080.
R. C. Pullar, M. D. Taylor, and A. K. Bhattacharya, “The manufacture of partially-stabilised zirconia fibers blow spun from an alkoxide derived aqueous sol-gel precursor,” J. Europ. Ceram. Soc., 21, 19 – 27 (2001).
Zircar Zirconia Inc.: Official Website; URL: http://www.zircarzirconia.com (access date: March 30, 2018).
N. M. Varrik and Yu. A. Ivakhnenko, “Features of obtaining zirconia (review),” Tr. VIAM: Elektron. Nauch-Tekh. Zh., No. 10, p. 08 (2015); https://doi.org/10.18577/2307-6046-2015-0-10-8-8.
Yu. I. Golovin, D. G. Kuznetsov, V. M. Vasyukov, et al., “Zirconia-based composites and their application for the immobilization of radioactive waste,” Vest. TGU, 18(6), 3150 (2013).
Q. H. Zhang, Y. Q. Feng, and S. L. Da, “Preparation and characterization of zirconia-silica and zirconia-magnesia supports for normal-phase liquid chromatography,” Analyt. Sci., 15(8), 767 – 772 (1999).
R. A. Shalliker, G. K. Douglas, L. Rintoul, et al., “The measurement of pore size distribution, surface areas and pore volumes of zirconia, and zirconia-silica mixed oxide stationary phases using size exclusion chromatography,” J. Liquid Chromatogr. Related Technol., 20(10), 1471 – 1488 (1997).
R. A. Shalliker, M. Rizk, C. Stocksiek, and A. P. Sweeney, “Retention behavior of basic solutes on zirconia-silica composite stationary phase supports in normal phase liquid chromatography,” J. Liquid Chromatogr. Related Technol., 25(4), 561 – 572 (2002).
R. Gomez, T. Lopez, T. Tzompantzi, et al., “Zirconia/silica sol-gel catalysts: effect of surface heterogeneity on the selectivity 2-propanol decomposition,” Langmuir, 13, 970 – 973 (1997).
Saint Gobain: Official Website; URL: http://www.norpro.saintgobain.com/ (access date May 27, 2017).
Yiyang Zhao, Yufeng Tang, Yingchen Guo, and Xiaoyu Bao, “Studies of electrospinning process of zirconia nanofibers,” Fibers and Polymers, 11(8), 1119 – 1122 (2010).
Fang Gao, Kai Liu, Hai Jian Li, and Jian Mei Qi, “Zirconia fiber memberance prepared by electrospinning,” Key Eng. Mater., 512 – 515, Chap. 2, 443 – 446 (2012); https://doi.org/10.4028/www.scientific.net/KEM.512-515.443
J. Y. Li, Y. Tan, F. M. Xu, et al., “Hollow fibers of yttria-stabilized zirconia (8YSZ) prepared by calcination of electrospun composite fibers,” Mater. Lett., 62, 2396 – 2399 (2008).
Yu. N. Filatov, Electrospinning of Fibrous Materials (EVS-process) [in Russian], Moscow (2001).
H. B. Zhang and M. J. Edirisinghe, “Electrospinning zirconia fiber from a suspension,” J. Am. Ceram. Soc., 89(6), 1870 – 1875 (2006).
D. Qin, A. Gu, G. Liang, and L. Yuan, “A facile method to prepare zirconia electrospun fibers with different morphologies and their novel composites based on cyanate ester resin,” RSC Adv., No. 2, 1364 – 1372 (2012).
V. V. Korenkov, V. V. Rodaev, A. V. Shuklinov, et al., “Synthesis and properties of multifunctional ceramic nanofibers obtained by electrospinning,” Vest. TGU, 18, No. 6, 3156 – 3159 (2013).
E. N. Kablov, B. V. Shchetanov, and Yu. A. Ivakhnenko, “Production, structure and strength of Al2O3 fibers,” in: Proc. Inter. Conf. on the Theory and Practice of Technologies for the Production of Products from Composite Materials and New Metal Alloys [in Russian], Znanie, Moscow (2004), pp. 258 – 260.
B. V. Shchetanov, E. N. Kablov, and T. M. Shcheglova, “Mechanism of the formation of a stabilized structure in highly heat-resistant polycrystalline fibers of the Al2O3 – SiO2 system obtained by sol-gel technologies,” in: Proc. 24th Int. Conf. on Composite Materials in Industry, Yalta (2004), pp. 324 – 326.
E. N. Kablov, D. V. Grashchenkov, N. V. Isaeva, and S. S. Solntsev, “Promising high-temperature ceramic composite materials,” Ross. Khim. Zh., 54(1), 20 – 24 (2010).
B. V. Shchetanov, Yu. A. Balinova, G. Yu. Lyulyukina, and E. P. Solovyeva, “Structure and properties of continuous polycrystalline α-Al2O3 fibers,” Aviats. Mater. Tekhnol., No. 1, 13 – 18 (2012).
E. N. Kablov, B. V. Shchetanov, Yu. A. Ivakhnenko, et al., “Zirconium dioxide fibers for a new generation of materials for aviation and space,” in: Proc. 25th Int. Conf. on Composite Materials in Industry [in Russian], Yalta (2005), pp. 320 – 323.
V. G. Maksimov and N. M. Varrik, “Zirconium oxide fibers for cell separators of alkaline storage batteries,” Steklo Keram., No. 8, 32 – 39 (2017); V. G. Maksimov and N. M. Varrik, “Zirconium oxide fibers for cell separators of alkaline storage batteries,” Glass Ceram., 74(7 – 8), 288 – 294 (2017).
Pat. 2212388 RF 2001130964/03, A Method for Producing a High-Temperature Fiber Based on Aluminum Oxide [in Russian]; declared November 19, 2001; publ. September 20, 2003.
This work was performed as part of the implementation of the complex task No. 14 of developing materials — ‘High-temperature ceramic, heat-protective, and ceramic-like materials’ and the complex scientific direction No. 14.3 — ‘Multifunctional heat-protective and heat-insulating materials’ [1].
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Steklo i Keramika, No. 8, pp. 30 – 35, August, 2020.
Rights and permissions
About this article

Cite this article
Balinova, Y.A., Varrik, N.M., Istomin, A.V. et al. Electrospinning of Zirconia Fibers. Glass Ceram 77, 313–317 (2020). https://doi.org/10.1007/s10717-020-00296-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10717-020-00296-3