Hydrogenation of Adiponitrile to Hexamethylenediamine over Raney Ni and Co Catalysts
by
 ,
,
Younghyun Lee
1, 
Sung Woo Lee
2,
Hyung Ju Kim
2,
Yong Tae Kim
2,
Kun-Yi Andrew Lin
3 and
Jechan Lee
1,4,* 1
Department of Environmental Engineering, Ajou University, 206 Worldcup-ro, Suwon 16499, Korea
2
C1 Gas & Carbon Convergent Research Center, Korea Research Institute of Chemical Technology, 141 Gajeong-ro, Daejeon 34114, Korea
3
Department of Environmental Engineering & Innovation and Development Center of Sustainable Agriculture & Research Center of Sustainable Energy and Nanotechnology, National Chung Hsing University, 250 Kuo-Kuang Road, Taichung 402, Taiwan
4
Department of Energy Systems Research, Ajou University, 206 Worldcup-ro, Suwon 16499, Korea
*
Author to whom correspondence should be addressed.
Appl. Sci. 2020, 10(21), 7506; https://doi.org/10.3390/app10217506
Submission received: 13 October 2020
/
Revised: 21 October 2020
/
Accepted: 23 October 2020
/
Published: 26 October 2020
Abstract
:Hexamethylenediamine (HMDA), a chemical for producing nylon, was produced on Raney Ni and Raney Co catalysts via the hydrogenation of adiponitrile (ADN). HMDA was hydrogenated from ADN via 6-aminohexanenitrile (AHN). For the two catalysts, the effects of five different reaction parameters (reaction temperature, H2 pressure, catalyst loading, and ADN/HMDA ratio in the reactant) on the hydrogenation of ADN were investigated. Similar general trends demonstrating the dependence of ADN hydrogenation on the reaction conditions for both catalysts were observed: higher temperature (60–80 °C) and H2 pressure, as well as lower ADN/catalyst and ADN/HMDA ratios, led to higher HMDA yields. A further increase in temperature from 80 to 100 °C increased the HMDA yield from 90.5 to 100% for the Raney Ni catalyst, but did not affect the HMDA yield (85~87%) for the Raney Co catalyst. A 100% HMDA yield (the highest yield reported to date) was also achieved via ADN hydrogenation over the Raney Ni catalyst, with a high HMDA content in the reactant (e.g., ADN/HMDA volumetric ratio of 0.06). No sign of metal leaching into the product solution was found, meaning that the Raney Ni and Raney Co catalysts were stable during ADN hydrogenation.
1. Introduction
Nylon is a silky thermoplastic material that has been used in apparel, flooring, reinforced rubber, food packaging films, car parts, and electrical equipment parts, among other applications [1,2,3]. Among the different nylons, nylon 66 is an aliphatic polyamide-based nylon with high heat resistance and good mechanical properties [4]. The global market size of nylon 66 was 5.09 billion USD in 2017 and is expected to be valued at 6.7 billion USD by 2026, with an estimated compound annual growth rate of 3.1% from 2017 to 2026 [5]. In 2011, two million tons of nylon 66 was produced globally.
Nylon 66 is synthesized via polycondensation of hexamethylenediamine (HMDA) and adipic acid in water. The HMDA is composed of a linear six-carbon linker arm with a primary amine group on each end [6,7,8,9]. HMDA is produced industrially by the hydrogenation of adiponitrile (ADN). Ziegler-type catalysts [10], supported noble metal catalysts (e.g., Rh/Al2O3) [11], Ni-based amorphous alloy catalysts [12,13], supported Ni catalysts [14,15], and Ni-based bimetallic and trimetallic catalysts [16,17,18,19,20,21] have been used for the hydrogenation of ADN to HMDA. More recently, Pd and Ag-based nanowires, synthesized by a seed-mediated growth method (to create a Pd-rich surface), were used as catalysts for the hydrogenation of ADN to HMDA with a 98% yield [22]. Lv et al. used a basic ionic liquid ([bmim]OH) to suppress the formation of byproducts during the hydrogenation of ADN to HMDA over a Ni catalyst, supported on N-functionalized, multi-walled carbon nanotubes, which gave 97.8% selectivity toward HMDA and 6-aminohexanenitrile (AHN) with a 95.3% ADN conversion [23]. However, the catalytic processes previously reported have disadvantages such as complicated catalyst synthesis processes and the use of expensive metals (e.g., Pd, Rh, and Ag) and additional solvents (e.g., ionic liquid), which lead to high costs.
Other than the catalysts mentioned above, Raney Ni and Raney Co catalysts have also been used to prepare HMDA from ADN on an industrial scale [24,25]. They are important catalysts, routinely employed in chemical industries. Raney catalysts have higher catalytic activities at lower temperatures than conventional supported metal catalysts [26]. However, the production of HMDA by hydrogenating ADN over Raney Ni or Raney Co catalysts needs a large amount of ammonia or alkali metal hydroxide solution to impede side reactions, resulting in undesired secondary and tertiary amines [12,27]. Despite the disadvantages of using the Raney catalysts for the hydrogenation of ADN to HMDA, they are still attractive catalysts because they are inexpensive, assuming the use of ammonia and alkali solutions can be avoided.
Therefore, herein, an inexpensive catalytic route to HMDA via the hydrogenation of ADN without using acidic or basic solutions was investigated. Moreover, the hydrogenation of ADN over Raney Ni and Raney Co catalysts in the presence of water, ethanol, and HMDA was studied. During industrial chemical production, consideration must be given to whether a target product (e.g., HMDA) hinders the conversion of feedstock (e.g., ADN). If the target product impedes the conversion of feedstock, high yields of the target product cannot be achieved because it gradually slows the reaction rate as the reaction proceeds [28]. Thus, in this study, HMDA was added to the reactant before the hydrogenation reaction in order to investigate the effect of HMDA on ADN conversion. The effects of temperature, hydrogen pressure, reaction time, and the ADN/HMDA ratio on ADN conversion and product selectivity were also elucidated. The results of this study could aid the development of an inexpensive industrial catalytic process to produce a value-added chemical raw material used for the production of nylon.
2. Experimental Section
2.1. Materials
The Raney Ni catalyst (product number: 510033; Raney® 2400), ADN (purity: 99%; product number: D77001), and HMDA (purity: 98%; product number: H11696) were purchased from Sigma-Aldrich (St. Louis, MO, USA). The Raney Co catalyst (Raney® 2724) was provided by W. R. Grace and Company (Columbia, MD, USA). Ethanol (purity: 99.5%; product number: 054-00461) was purchased from FUJIFILM Wako Pure Chemical (Osaka, Japan). Other chemicals (AHN, azacycloheptene, and azepane) used for gas chromatography (GC) calibrations were purchased from Sigma-Aldrich (St. Louis, MO, USA). Hydrogen gas (ultra-high purity (UHP)) was purchased from DK Gas (Hwaseong, Korea). All chemicals were used as received. A Millipore SAS Direct-Q3 UV system was used to produce the ultrapure water (18.2 MΩ cm at 25 °C) used for all experiments.
2.2. Catalyst Characterization
Physisorption measurements of the Raney Ni and Raney Co catalysts were carried out with a Micromeritics ASAP 2020 system (Micromeritics Instrument Co., Norcross, GA, USA), using N2 as analysis adsorptive to assess the adsorption–desorption isotherm at −196 °C. Before the N2 physisorption measurement, degassing of the samples was performed at 90 °C for 30 min, and then at 150 °C under a vacuum. The surface area of each catalyst was calculated using the Brunauer–Emmett–Teller (BET) method. The total pore volume and average pore diameter of each catalyst were calculated using the Barrett–Joyner–Halenda (BJH) desorption method.
Chemisorption measurements of the Raney Ni and Raney Co catalysts were carried out with a Micromeritics ASAP 2010 system (Micromeritics Instrument Co., Norcross, GA, USA), using H2 as analysis gas. Before the H2 chemisorption measurement, pretreatment of the sample was conducted by flowing H2 at 300 °C for 2 h. After pretreatment, the sample was evacuated at 35 °C for 2 h under a vacuum. The first isotherm was recorded at 35 °C by adding doses of H2 until reaching the equilibrium pressure of 560 mmHg. The dosed H2 was then evacuated, and again, H2 was re-introduced to determine the amount of weakly adsorbed hydrogen (i.e., reversible H2 uptake). The amount of strongly adsorbed hydrogen (i.e., irreversible H2 uptake) was determined by subtracting the second isotherm from the first one.
2.3. Hydrogenation Reaction
Batch reactions of ADN hydrogenation were carried out in a 100 mL high-pressure batch reactor (M-Series reactor system, Rexo Engineering Inc., Seoul, Korea) equipped with a magnetic drive agitator. A thermocouple was also equipped on the reactor to measure the actual temperature of the reaction. For an experiment, water, ethanol, ADN, HMDA (total volume of 56 mL), and a catalyst (Raney Ni or Raney Co) with a desired ratio of ADN/HMDA and ADN/catalyst were loaded into the reactor. Considering that the Raney Ni and Co catalysts are highly pyrophoric, great care was taken to prevent exposure to air when loading them into the reactor. Thus, we loaded the catalyst into the reactor according to the following procedure: (1) Thermogravimetric analysis of the Raney Ni and Raney Co catalysts was conducted in order to determine their water content (note that the catalysts were delivered as a slurry in water); (2) water (mass of water required for an experiment − the mass of water contained in a catalyst slurry (i.e., catalyst + water) required for the experiment) was placed on a weighing dish and then weighed; (3) the catalyst slurry was taken on the water-loaded weighing dish and then weighed; and (4) the water with the catalyst slurry was poured together into the reactor.
After all reactants and solvents were loaded into the reactor, the reactor was sealed, pressurized and purged three times with the UHP hydrogen, and subsequently pressurized to the desired pressure. The pressurized reactor was heated at 6 °C min−1 and then kept at the desired reaction temperature. The reactant solution was stirred at a constant rate of 500 rpm. After the reaction finished, the reactor was cooled to room temperature in an ice bath and then depressurized to atmospheric pressure. The ADN conversion, product selectivity, and product yield were calculated according to the following equations:
2.4. Product Analysis
A product sample taken after the reaction finished was first filtered to ensure the removal of catalyst particles and then diluted 10-fold in ethanol before gas chromatography (GC) analysis on an Agilent 7890B instrument (Agilent Technologies, Santa Clara, CA, USA), equipped with an Agilent DB-1701 column (length: 30 m; inside diameter: 0.32 mm; film thickness: 0.25 µm) and a flame ionization detector (FID). Argon was used as the carrier gas (flow rate: 30 mL min−1). The flow rates of H2 gas and air were set to 30 mL min−1 and 300 mL min−1, respectively. The split ratio was set to 10:1, and the injection volume was set to 1 µL using a 10 µL syringe. The sample inlet temperature and detector temperature were set as 230 and 250 °C, respectively. The oven temperature program was as follows: 80 °C (held for 1 min); an increase in the temperature from 80 °C to 250 °C (ramping rate: 5 °C min−1); and 250 °C (held for 3 min).
The characteristic peaks for chemical compounds in the product sample were identified from their retention times. Each peak was integrated while the actual concentrations of the compounds in the product sample were calculated from their respective pre-calibrated plots of peak areas versus concentrations.
Product samples were also analyzed using an inductively coupled plasma–optical emission spectrometry (ICP–OES) (model: iCAP 7400 Duo, Thermo Fisher Scientific, Waltham, MA, USA) to measure the metal leaching of the solutions during the hydrogenation reaction.
3. Results and Discussion
3.1. Catalysts Characterization
Table 1 lists the physicochemical properties of the Raney Ni and Raney Co catalysts. The Raney Ni catalyst had a 29% smaller BET surface area and a 15% lower pore volume than the Raney Co catalyst. The average pore diameter of the Raney Co catalyst was 10 % greater than that of the Raney Ni catalyst. H2 chemisorption was conducted for both the Raney Ni and Raney Co catalysts to measure their irreversible H2 uptakes, which provide the number of surface metal sites [29]. The chemical compositions of the Raney Ni and Co catalysts are given in Table S1.
3.2. Hydrogenation of ADN to HMDA
Mass transport limitations for the Raney Ni and Co catalysts for the ADN hydrogenation reaction were estimated. No change in ADN conversion or product selectivity was observed with an increase in stirring speed, indicating that there is no interphase transfer limit for the reaction using Raney Ni and Co catalysts [30,31]. For an estimation of the intraparticle transfer limit, the Weisz–Prater number was computed for the system (when the Weisz–Prater number is greater than 0.3, the intraparticle diffusion limit is a dominant factor). The calculated value was significantly lower than 0.3, which shows the absence of any limitations on intraparticle diffusion [32]. Therefore, the ADN hydrogenation reactions performed on the Raney Ni and Co catalysts in this study were conducted in the absence both of external and internal transport limitations.
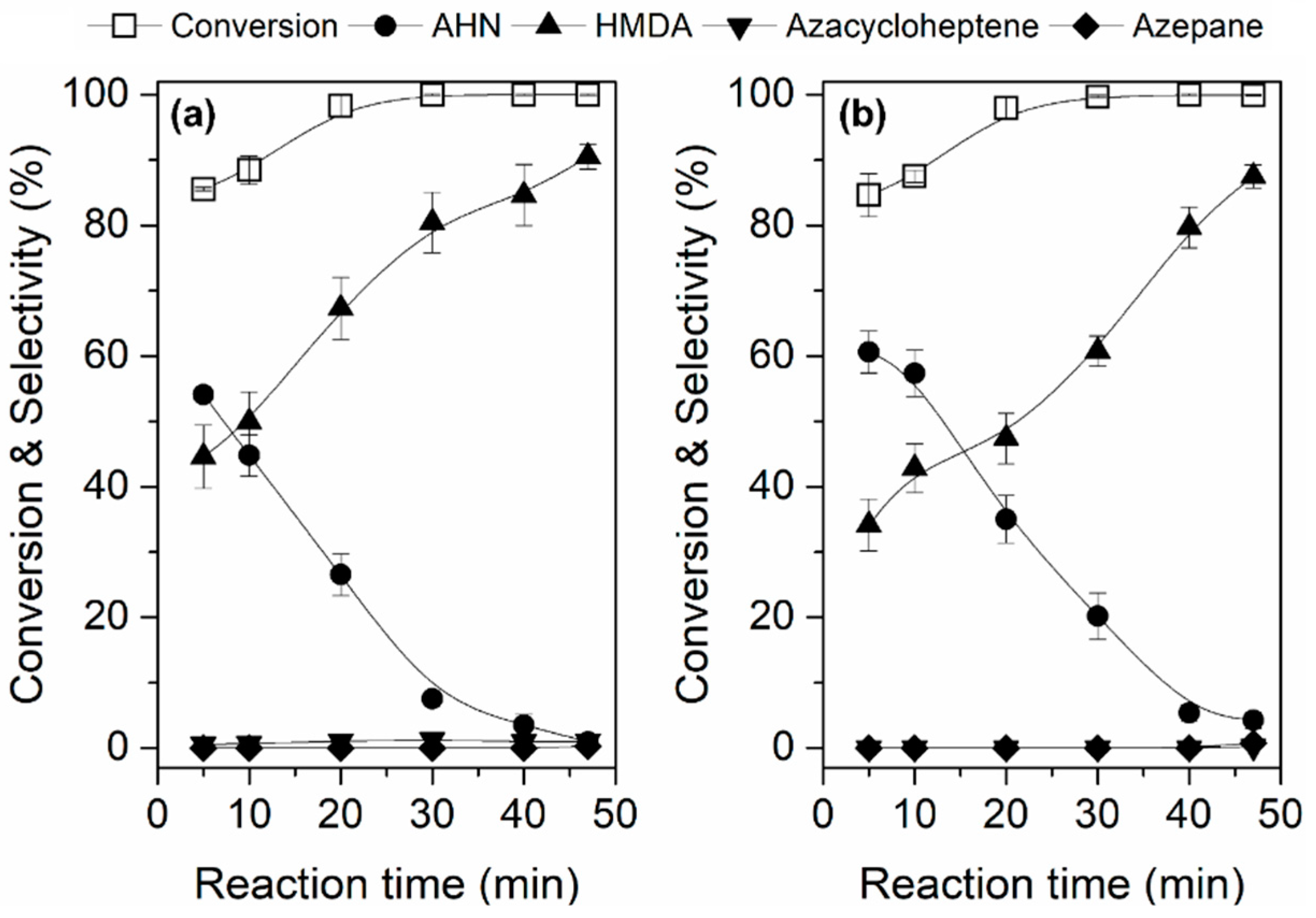
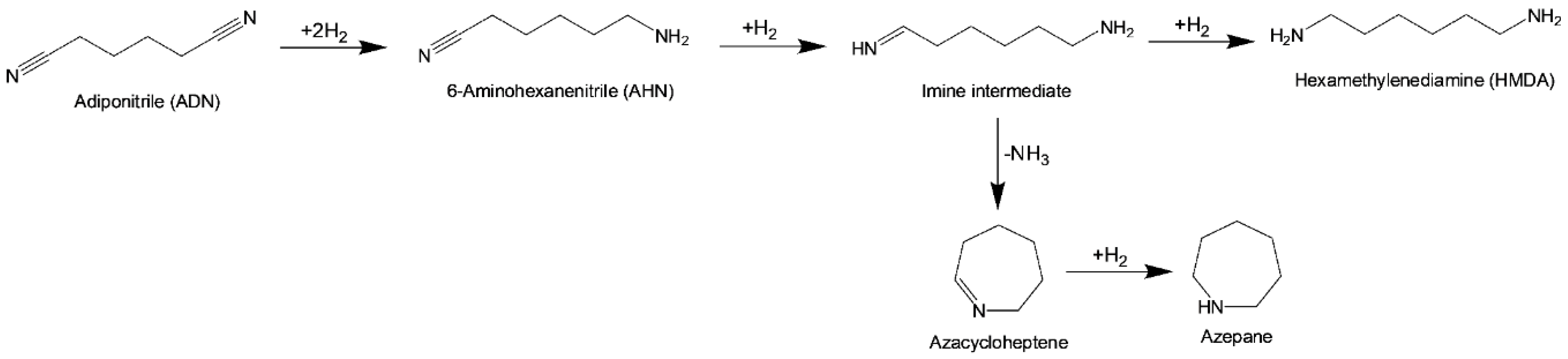
As shown in Figure 1, the ADN hydrogenation reactions over the Raney Ni and Co catalysts achieved almost complete conversions of ADN (>99%) within 30 min, yielding HMDA as the major product. Figure 1 and Figure 2 show that, as the reaction proceeds, AHN is hydrogenated to HMDA via a highly reactive imine intermediate [33] that was not observed in the product samples. For the Raney Ni catalyst, a quantitative conversion of ADN was achieved within 47 min, with an AHN and HMDA selectivity of 1% and 90.5%, respectively (Figure 1a). However, for the Raney Co catalyst, the AHN and HMDA selectivities were 4.3% and 87.5%, respectively, with a nearly quantitative ADN conversion within 47 min (Figure 1b). Other than AHN and HMDA, small fractions of azacycloheptene and azepane were also formed (Figure 2). Intermolecular condensation of the imine intermediate with the amine products (AHN and HMDA) and intramolecular cyclization lead to the formation of azacycloheptene and azepane [34]. The total carbon balance ranged from 85 to 100%, indicating small fractions of byproducts undetected by the GC–FID.
3.3. The Effect of Reaction Temperature, H2 Pressure, Catalyst Loading, and ADN/HMDA Ratio
The effects of reaction conditions (e.g., reaction temperature, H2 pressure, ADN/HMDA ratio in the reactant, and catalyst loading) on the hydrogenation of ADN over the Raney Ni and Raney Co catalysts were investigated. Overall trends reveal that ADN hydrogenation is dependent on the reaction conditions, and that the Raney Co and Raney Ni catalysts followed similar trends regarding these reaction conditions, except for reaction temperature. For the Raney Ni catalyst, temperature variation in the range of 60 to 100 °C under a fixed H2 pressure of 8 MPa, with an ADN/HMDA volumetric ratio of 0.2 and an ADN/catalyst weight ratio of 15, showed an increase in HMDA selectivity from 58 to >99% and a nearly quantitative conversion of ADN (>97%) with an increase in reaction temperature from 60 to 100 °C. However, in the case of the Raney Co catalyst, increasing the reaction temperature from 80 to 100 °C did not affect the HMDA selectivity of 85~87%.
The conversion of ADN increased to >99% with an increase in H2 pressure from 2.5 to 6 MPa at 80 °C, using a volumetric ADN/HMDA ratio of 0.2 and an ADN/catalyst weight ratio of 15 for 47 min. A higher hydrogen concentration also led to faster hydrogenation of the AHN intermediate to HMDA, increasing the HMDA selectivity at the expense of AHN selectivity. An increase in H2 pressure from 6 MPa to 8 MPa further increased the HMDA selectivity to ~90% at an AND conversion of >99%. A carbon balance loss of up to 13% was observed at a higher H2 pressure (9 MPa) because of undetected products (vide supra).
The dependence of ADN hydrogenation on the ADN/catalyst weight ratio in the range of 7.5 to 30 at 80 °C and under 8 MPa H2. The HMDA selectivity (85–97%) and ADN conversion rate (>99%) remained high as the ADN/catalyst ratio increased from 7.5 to 15. However, upon further decreasing the catalyst loading (i.e., ADN/catalyst weight ratio of 30), low HMDA selectivity (56% for the Raney Ni catalyst and 46% for the Raney Co catalyst) was achieved at >90% ADN conversion, and a noticeable amount of AHN (33% for the Raney Ni catalyst and 43% for the Raney Co catalyst) remained in the mono-hydrogenated state. This indicates that a lower Ni concentration in the system results in the incomplete hydrogenation of the intermediate species, resulting in slower hydrogenation.
It is notable to mention that ADN hydrogenation, without the addition of HMDA over the Raney Ni and Co catalysts, yielded <10% HMDA with carbon losses of >30%. Moreover, the low carbon balance is likely an indication of the formation of undetectable products. Therefore, the addition of HMDA to the reactant is required to achieve a high yield of HMDA via the hydrogenation of ADN over a Raney Ni or Raney Co catalyst. In light of these results, the impact of the ADN/HMDA volumetric ratio on ADN hydrogenation was explored. As more HMDA was added to the reactant, the more the selectivity toward HMDA increased. For both the Raney Ni and Raney Co catalysts, almost complete conversion of ADN into HMDA (i.e., >99% yield of HMDA) was achieved at 80 °C under an H2 pressure of 8 MPa, an ADN/HMDA volumetric ratio of 0.06, and an ADN/catalyst weight ratio of 15. However, as the ADN/HMDA ratio increased from 0.06 to 0.38 (i.e., adding less HMDA to the reactant), the selectivity toward AHN increased at the expense of the selectivity toward HMDA. In addition, the carbon balance improved with higher HMDA loading, which is most likely due to the reduced formation of undetectable products and is consistent with the result of hydrogenating ADN without the addition of HMDA.
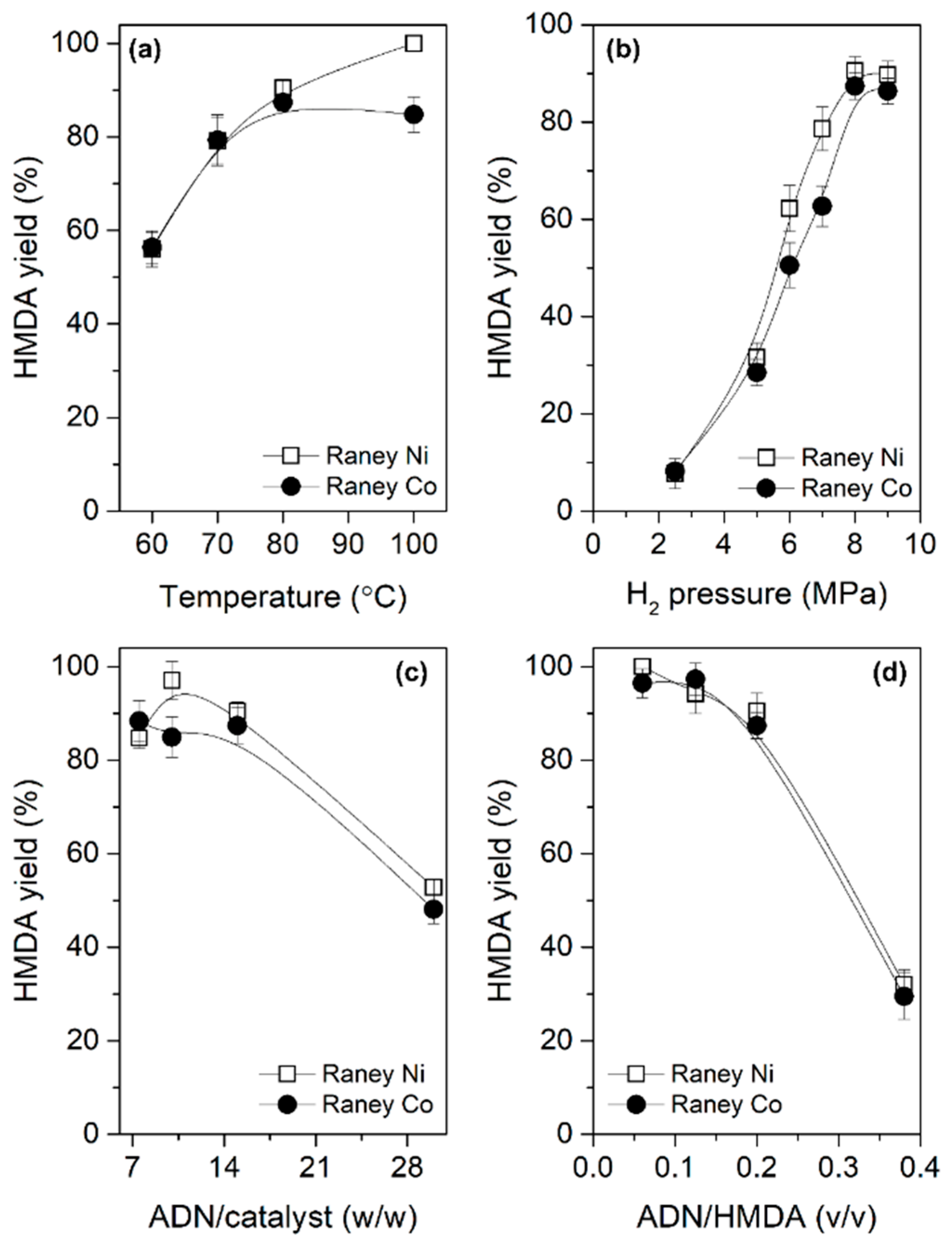
In Figure 3, the HMDA yields achieved with the Raney Ni and Raney Co catalysts are compared as functions of the reaction temperature, H2 pressure, catalyst loading, and ADN/HMDA ratio in the reactant. The Raney Ni and Raney Co catalysts showed similar dependencies on the H2 pressure, ADN/catalyst weight ratio, and ADN/HMDA volumetric ratio. Nevertheless, the dependence of HMDA yield on the reaction temperature was different for the Raney Ni and Raney Co catalysts. A 100% HMDA yield was obtained with the Raney Ni catalyst at 100 °C under 8 MPa H2, with an ADN/catalyst weight ratio of 15 and an ADN/HMDA volumetric ratio of 0.2, for a 47 min reaction. Under comparable conditions, an 85% HMDA yield was obtained with the Raney Co catalyst. With an ADN/HMDA volumetric ratio of 0.06 at 80 °C under 8 MPa H2, the HMDA yields achieved with the Raney Ni and Raney Co catalysts were 100% and 97%, respectively. The results prove that Raney Ni- or Co-catalyzed hydrogenation without using an ammonia or alkali metal hydroxide solution is effective in producing HMDA. The occurrence of metal leaching in liquid phase reactions is a sign of catalyst deactivation [35,36]. There was no sign of Ni or Co in the product solutions, clearly indicating that no Ni or Co leaching occurred during the hydrogenation reaction.
4. Conclusions
In conclusion, herein the hydrogenation of ADN to HMDA over Raney Ni and Raney Co catalysts is reported. Moreover, AHN was identified as an intermediate species of HMDA during the hydrogenation of ADN over the two catalysts. Apart from AHN and HMDA, azacycloheptene and azepane were also produced as byproducts of the ADN hydrogenation reaction. The reaction temperature, H2 pressure, catalyst loading (ADN/catalyst ratio), and ADN/HMDA ratio in the reactant had a strong influence on ADN conversion, product selectivity, and product yield. For both catalysts, a higher H2 pressure, as well as lower ADN/catalyst and ADN/HMDA ratios, resulted in a higher HMDA yield. The dependence of the HMDA yield on the reaction temperature was highly associated with the kind of catalyst used. The HMDA yield increased from 56 to 100% for the Raney Ni catalyst as the temperature increased from 60 to 100 °C. For the Raney Co catalyst, increasing the temperature from 60 to 80 °C increased the HMDA yield from 56.4 to 87.4%, but a further increase in temperature from 80 to 100 °C did not change the HMDA yield. Among all tested reaction conditions, a 100% HMDA yield was only obtained for the Raney Ni catalyst at two conditions: (1) T = 100 °C; PH2 = 8 MPa; ADN/catalyst weight ratio = 15; and ADN/HMDA volumetric ratio = 0.2 and (2) T = 80 °C; PH2 = 8 MPa; ADN/catalyst weight ratio = 15; and ADN/HMDA volumetric ratio = 0.06. The results clearly indicated that reaction temperature and the addition of HMDA to the reactant are critical factors to achieve a high HMDA yield via ADN hydrogenation. Lastly, ICP–OES analysis of the product solution proved that both the Raney Ni and Raney Co catalysts were stable and did not leach out during the hydrogenation reaction.
Supplementary Materials
The following are available online at https://www.mdpi.com/2076-3417/10/21/7506/s1. Table S1: Chemical composition of the Raney Ni and Co catalysts.
Author Contributions
Conceptualization, K.-Y.A.L. and J.L.; investigation, Y.L. and S.W.L.; validation, H.J.K. and Y.T.K.; visualization, K.-Y.A.L.; supervision, J.L.; writing—original draft preparation, Y.L. and J.L.; writing—review—editing, Y.L. and J.L. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by the KRICT project (SI2011-30) of the Korea Research Institute of Chemical Technology.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Papadopoulou, E.L.; Pignatelli, F.; Marras, S.; Marini, L.; Davis, A.; Athanassiou, A.; Bayer, I.S. Nylon 6,6/graphene nanoplatelet composite films obtained from a new solvent. RSC Adv. 2016, 6, 6823–6831. [Google Scholar] [CrossRef]
- Pan, G.; Zhao, Y.; Xu, H.; Hou, X.; Yang, Y. Compression molded composites from discarded nylon 6/nylon 6,6 carpets for sustainable industries. J. Clean. Prod. 2016, 117, 212–220. [Google Scholar] [CrossRef] [Green Version]
- Weissermel, K.; Arpe, H.-J. Industrial Organic Chemistry. Synthesis 2004, 2004, 1127. [Google Scholar] [CrossRef] [Green Version]
- Maximize Market Research. Nylon 6 & 66 Market Analysis by Product (Nylon 6, Nylon 66) by Application (Automotive, Electrical & Electronic, Engineering Plastic, Textiles, Others), by Region, and Segment Forecasts, 2018–2025, 2019. Available online: https://www.maximizemarketresearch.com/market-report/global-nylon-66-market/23062/ (accessed on 23 September 2020).
- Botelho, E.C.; Scherbakoff, N.; Rezende, M.C.; Kawamoto, A.M.; Sciamareli, J. Synthesis of polyamide 6/6 by interfacial polycondensation with the simultaneous impregnation of carbon fibers. Macromolecules 2001, 34, 3367–3375. [Google Scholar] [CrossRef]
- Pelckmans, M.; Renders, T.; Van De Vyver, S.; Sels, B.F. Bio-based amines through sustainable heterogeneous catalysis. Green Chem. 2017, 19, 5303–5331. [Google Scholar] [CrossRef]
- Lee, Y.; Kwon, E.E.; Lee, J. Polymers derived from hemicellulosic parts of lignocellulosic biomass. Rev. Environ. Sci. Bio. Technol. 2019, 18, 317–334. [Google Scholar] [CrossRef]
- Lee, Y.; Lin, K.-Y.A.; Kwon, E.E.; Lee, J. Renewable routes to monomeric precursors of nylon 66 and nylon 6 from food waste. J. Clean. Prod. 2019, 227, 624–633. [Google Scholar] [CrossRef]
- Balladur, V.; Fouilloux, P.; De Bellefon, C. Monometallic Ni, Co and Ru, and bimetallic NiCr, NiTi and CoFe Ziegler-Sloan-Lapporte catalysts for the hydrogenation of adiponitrile into hexamethylenediamine: Effect of water and dopants. Appl. Catal. A Gen. 1995, 133, 367–376. [Google Scholar] [CrossRef]
- Alini, S.; Bottino, A.; Capannelli, G.; Carbone, R.; Comite, A.; Vitulli, G. The catalytic hydrogenation of adiponitrile to hexamethylenediamine over a rhodium/alumina catalyst in a three phase slurry reactor. J. Mol. Catal. A Chem. 2003, 206, 363–370. [Google Scholar] [CrossRef]
- Yu, X.; Li, H.; Deng, J.-F. Selective hydrogenation of adiponitrile over a skeletal Ni-P amorphous catalyst (Raney Ni-P) at 1atm pressure. Appl. Catal. A Gen. 2000, 199, 191–198. [Google Scholar] [CrossRef]
- Li, H.; Xu, Y.; Li, H.; Deng, J.F. Gas-phase hydrogenation of adiponitrile with high selectivity to primary amine over supported Ni-B amorphous catalysts. Appl. Catal. A Gen. 2001, 216, 51–58. [Google Scholar] [CrossRef]
- Jia, Z.; Zhen, B.; Han, M.; Wang, C. Liquid phase hydrogenation of adiponitrile over directly reduced Ni/SiO2 catalyst. Catal. Commun. 2016, 73, 80–83. [Google Scholar] [CrossRef]
- Wang, C.; Jia, Z.; Zhen, B.; Han, M. Supported Ni catalyst for liquid phase hydrogenation of adiponitrile to 6-aminocapronitrile and hexamethyenediamine. Molecules 2018, 23, 92. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liao, H.; Liu, S.; Hao, F.; Liu, P.; You, K.; Liu, D.; Luo, H. Liquid phase hydrogenation of adiponitrile to 6-aminocapronitrile and hexamethylenediamine over potassium doped Ni/α-Al2O3 catalyst. React. Kinet. Mech. Catal. 2013, 109, 475–488. [Google Scholar] [CrossRef]
- Liu, S.; Hao, F.; Liu, P.; Luo, H.; Liao, H. Liquid phase hydrogenation of adiponitrile over amorphous alloy nickel catalyst. Res. Chem. Intermed. 2014, 41, 5879–5887. [Google Scholar] [CrossRef]
- Lv, Y.; Hao, F.; Xiong, S.; Liu, P.; Luo, H. Catalytic properties of nickel/sepiolite promoted with potassium and lanthanum in adiponitrile hydrogenation under mild conditions. RSC Adv. 2016, 6, 60933–60939. [Google Scholar] [CrossRef]
- Lv, Y.; Hao, F.; Liu, P.; Xiong, S.; Luo, H. Liquid phase hydrogenation of adiponitrile over acid-activated sepiolite supported K-La-Ni trimetallic catalysts. React. Kinet. Mech. Catal. 2016, 119, 555–568. [Google Scholar] [CrossRef]
- Lv, Y.; Hao, F.; Liu, P.; Xiong, S.; Luo, H. Improved catalytic performance of acid-activated sepiolite supported nickel and potassium bimetallic catalysts for liquid phase hydrogenation of 1,6-hexanedinitrile. J. Mol. Catal. A Chem. 2017, 426, 15–23. [Google Scholar] [CrossRef]
- Lv, Y.; Li, J.; Feng, S.; Liuabc, P.; Hao, F.; Xiong, W.; Luo, H. Multi-walled carbon nanotubes supported nickel nanoparticles doped with magnesia and copper for adiponitrile hydrogenation with high activity and chemoselectivity under mild conditions. Chem. Eng. J. 2018, 346, 203–216. [Google Scholar] [CrossRef]
- Liu, H.; Guo, Y.; Yu, Y.; Yang, W.; Shen, M.; Liu, X.; Geng, S.; Li, J.; Yu, C.; Yin, Z.; et al. Surface Pd-rich PdAg nanowires as highly efficient catalysts for dehydrogenation of formic acid and subsequent hydrogenation of adiponitrile. J. Mater. Chem. A 2018, 6, 17323–17328. [Google Scholar] [CrossRef]
- Lv, Y.; Cui, H.; Liu, P.; Hao, F.; Xiong, W.; Luo, H. Functionalized multi-walled carbon nanotubes supported Ni-based catalysts for adiponitrile selective hydrogenation to 6-aminohexanenitrile and 1,6-hexanediamine: Switching selectivity with [Bmim] OH. J. Catal. 2019, 372, 330–351. [Google Scholar] [CrossRef]
- Cotting, M.-C.; Gilbert, L.; Leconte, P. Method for Partially Hydrogenating Dinitriles to Aminonitriles. U.S. Patent No. 5,981,790, 1999. [Google Scholar]
- Harper, M.J. Raney Cobalt Catalyst and a Process for Hydrogenating Organic Compounds Using Said Catalyst. U.S. Patent No. 6,156,694, 2000. [Google Scholar]
- Jiang, H.; Lu, S.; Zhang, X.; Dai, W.; Qiao, J. Polymer-supported raney nickel catalysts for sustainable reduction reactions. Molecules 2016, 21, 833. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, H.; Xu, Y.; Deng, J.-F. Selective hydrogenation of adiponitrile over a Raney Ni-P amorphous catalyst. New J. Chem. 1999, 23, 1059–1061. [Google Scholar] [CrossRef]
- Bartholomew, C.H.; Farrauto, R.J. Fundamentals of Industrial Catalytic Processes; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Bergeret, G.; Gallezot, P. Particle size and dispersion measurements. In Handbook of Heterogeneous Catalysis; Wiley: Weinheim, Germany, 2008; pp. 738–765. [Google Scholar]
- Vannice, M.A. Kinetics of Catalytic Reactions; Springer: New York, NY, USA, 2005. [Google Scholar]
- Fogler, H.S. Elements of chemical reaction engineering. Chem. Eng. Sci. 1987, 42, 2493. [Google Scholar] [CrossRef]
- Davis, M.E.; Davis, R.J. Fundamentals of Chemical Reaction Engineering; McGraw-Hill Higher Education: New York, NY, USA, 2003. [Google Scholar]
- Hoffer, B.W.; Moulijn, J.A. Hydrogenation of dinitriles on Raney-type Ni catalysts: Kinetic and mechanistic aspects. Appl. Catal. A Gen. 2009, 352, 193–201. [Google Scholar] [CrossRef]
- Tichit, D.; Durand, R.; Rolland, A.; Coq, B.; Lopez, J.; Marion, P. Selective half-hydrogenation of adiponitrile to aminocapronitrile on Ni-based catalysts elaborated from lamellar double hydroxide precursors. J. Catal. 2002, 211, 511–520. [Google Scholar] [CrossRef]
- Kim, S.; Tsang, Y.F.; Kwon, E.E.; Lin, K.-Y.A.; Lee, J. Recently developed methods to enhance stability of heterogeneous catalysts for conversion of biomass-derived feedstocks. Korean, J. Chem. Eng. 2018, 36, 1–11. [Google Scholar] [CrossRef]
- Kim, S.; Kwon, E.E.; Kim, Y.T.; Jung, S.; Kim, H.J.; Huber, G.W.; Lee, J. Recent advances in hydrodeoxygenation of biomass-derived oxygenates over heterogeneous catalysts. Green Chem. 2019, 21, 3715–3743. [Google Scholar] [CrossRef]
Figure 1.
Adiponitrile (ADN) conversion and product selectivity for ADN hydrogenation over (a) Raney Ni and (b) Raney Co catalysts as a function of reaction time. Reaction conditions: 80 °C; 8 MPa H2; ADN/Hexamethylenediamine (HMDA) = 0.2 (v/v); ADN/catalyst = 15 (w/w). Mean values of replicates (n = 3) are reported with the standard deviations as error bars.
Figure 1.
Adiponitrile (ADN) conversion and product selectivity for ADN hydrogenation over (a) Raney Ni and (b) Raney Co catalysts as a function of reaction time. Reaction conditions: 80 °C; 8 MPa H2; ADN/Hexamethylenediamine (HMDA) = 0.2 (v/v); ADN/catalyst = 15 (w/w). Mean values of replicates (n = 3) are reported with the standard deviations as error bars.

Figure 2.
Proposed reaction pathways for ADN hydrogenation.

Figure 3.
Yield of HMDA obtained via hydrogenation of ADN as functions of the following reaction conditions: (a) reaction temperature (reaction conditions: PH2 = 8 MPa; ADN/catalyst (w/w) = 15; ADN/HMDA (v/v) = 0.2; t = 47 min); (b) H2 pressure (reaction conditions: T = 80 °C; ADN/catalyst (w/w) = 15; ADN/HMDA (v/v) = 0.2; t = 47 min); (c) catalyst loading (reaction conditions: T = 80 °C; PH2 = 8 MPa; ADN/HMDA (v/v) = 0.2; t = 47 min); and (d) ADN/HMDA ratio in the reactant (reaction conditions: T = 80 °C; PH2 = 8 MPa; ADN/catalyst (w/w) = 15; t = 47 min). Mean values of replicates (n = 3) are reported with the standard deviations as error bars.
Figure 3.
Yield of HMDA obtained via hydrogenation of ADN as functions of the following reaction conditions: (a) reaction temperature (reaction conditions: PH2 = 8 MPa; ADN/catalyst (w/w) = 15; ADN/HMDA (v/v) = 0.2; t = 47 min); (b) H2 pressure (reaction conditions: T = 80 °C; ADN/catalyst (w/w) = 15; ADN/HMDA (v/v) = 0.2; t = 47 min); (c) catalyst loading (reaction conditions: T = 80 °C; PH2 = 8 MPa; ADN/HMDA (v/v) = 0.2; t = 47 min); and (d) ADN/HMDA ratio in the reactant (reaction conditions: T = 80 °C; PH2 = 8 MPa; ADN/catalyst (w/w) = 15; t = 47 min). Mean values of replicates (n = 3) are reported with the standard deviations as error bars.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Physicochemical properties of the Raney Ni and Co catalysts.
| Catalyst | BET Surface Area (m2 g−1) | Total Pore Volume a (cm3 g−1) | Average Pore Diameter (nm) | Irreversible H2 Uptake (mmol g−1) | Reversible H2 Uptake (mmol g−1) |
|---|---|---|---|---|---|
| Raney Ni | 18.4 | 0.029 | 4.8 | 0.173 | 0.122 |
| Raney Co | 25.8 | 0.034 | 5.3 | 0.065 | 0.046 |
a Determined at a relative pressure (P/P0) of 0.99.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Lee, Y.; Lee, S.W.; Kim, H.J.; Kim, Y.T.; Lin, K.-Y.A.; Lee, J. Hydrogenation of Adiponitrile to Hexamethylenediamine over Raney Ni and Co Catalysts. Appl. Sci. 2020, 10, 7506. https://doi.org/10.3390/app10217506
AMA Style
Lee Y, Lee SW, Kim HJ, Kim YT, Lin K-YA, Lee J. Hydrogenation of Adiponitrile to Hexamethylenediamine over Raney Ni and Co Catalysts. Applied Sciences. 2020; 10(21):7506. https://doi.org/10.3390/app10217506
Chicago/Turabian StyleLee, Younghyun, Sung Woo Lee, Hyung Ju Kim, Yong Tae Kim, Kun-Yi Andrew Lin, and Jechan Lee. 2020. "Hydrogenation of Adiponitrile to Hexamethylenediamine over Raney Ni and Co Catalysts" Applied Sciences 10, no. 21: 7506. https://doi.org/10.3390/app10217506
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.