
Abstract
Carbon-based pastes and inks are used extensively in a wide range of printed electronics because of their widespread availability, electrical conductivity and low cost. Overcoming the inherent tendency of the nano-carbon to agglomerate to form a stable dispersion is necessary if these inks are to be taken from the lab scale to industrial production. Plasma functionalization of graphite nanoplatelets (GNP) adds functional groups to their surface to improve their interaction with the polymer resin. This offers an attractive method to overcome these problems when creating next generation inks. Both dynamic and oscillatory rheology were used to evaluate the stability of inks made with different loadings of functionalized and unfunctionalized GNP in a thin resin, typical of a production ink. The rheology and the printability tests showed the same level of dispersion and electrical performance had been achieved with both functionalized and unfunctionalized GNPs. The unfunctionalized GNPs agglomerate to form larger, lower aspect particles, reducing interparticle interactions and particle–medium interactions. Over a 12-week period, the viscosity, shear thinning behavior and viscoelastic properties of the unfunctionalized GNP inks fell, with decreases in viscosity at 1.17 s−1 of 24, 30, 39% for the ϕ = 0.071, 0.098, 0.127 GNP suspensions, respectively. However, the rheological properties of the functionalized GNP suspensions remained stable as the GNPs interacted better with the polymer in the resin to create a steric barrier which prevented the GNPs from approaching close enough for van der Waals forces to be effective.
Similar content being viewed by others

Introduction
Carbon-based pastes and inks are used extensively in a wide range of printed electronic devices, including resistive heater panels, electrochemical sensors, pressure sensors, printed batteries, and supercapacitors.1 Advantages of carbon inks include their relatively low cost, disposability, ease of use, chemical inertness, the ability to be modified or functionalized and their controllable electronic properties.2,3,4,5 Dispersion of nano-fillers is a key issue in governing the properties of composites.6,7 However, achieving good dispersion of nano-carbons within a fluid has proved difficult as a result of the inert, hydrophobic, ultra-high interfacial area per volume and highly agglomerated nature of carbon nanomaterials.8,9,10,11 Atomic motions in neighboring particles drive carbon nanomaterials together and, if not counteracted, the van der Waals forces cause particles to adhere to each other upon contact.12,13
Altering the surface chemistry of the carbon nanomaterials is an efficient method for helping to overcome these problems9, and this can be achieved using either wet or dry processing. The chemical functionalization of graphene may lend further advantages to the polymer nanocomposite due to the nanoscale structure’s enhanced dispersion and interaction with the polymer matrix.14 Acid treatments have been used with the aim of adding carboxyl and hydroxyl groups to the surface of carbon nanotubes (CNTs) to improve solubility with common solvents and epoxy resins.8,15 Further, there is an enhancement in the number of defects in graphene with chemical functionalization.6,14 Surfactants improve the dispersion of CNTs in polymers and solvents8 and have been used to promote steric repulsion, which forces CNTs far enough apart to prevent agglomeration.15 However, the addition of any polymer to the surface of a particle must be accounted for by increasing the effective particle radius.12,16
Plasma functionalization offers a dry, scalable, one-step method of surface modification with the aim of making carbon nanomaterials more hydrophilic by adding polar groups to aid dispersion.8,9,10,17 A wide variety of plasma treatments have been used including oxygen (O2), ammonia (NH3) and carbon tetrafluoride (CF4)9,17 with a view to increasing the polarity of the surface of CNTs and the overall adhesion of CNTs to the surrounding polymer matrix.9,10,17 NH3 plasma treatment has been shown to increase the surface nitrogen content on CNTs8,9,10 and graphite nanoplatelets (GNPs), in the form of amine, imine, nitrile and imide groups.9,10 These plasma-treated CNTs showed higher free surface energy and smaller contact angles with water, attributed to the additional polar hydroxyl, carboxyl and amide groups on their surface,8 with this increased surface polarity leading to chemical affinity to polar resins and solvents and with it improved dispersion. Interactions between the binder in the ink system are important for preventing agglomeration, as the pigment is dispersed within the binder, with the pigment enclosed by a binder shell that prevents finely dispersed particles from associating into agglomerates and being deposited.18 Amine groups attached to CNT walls have even led to the formation of covalent bonds with an epoxy resin, improving the interface between the nanotubes and the epoxy.19
A fluid with well-dispersed nanoparticles will show different rheological behaviors compared to their agglomerated or flocculated counterparts.15,20,21 The viscosity of suspensions is largely a function of particle volume fraction, ϕ, particle shape, particle aspect ratio, surface properties, adsorbed species and the hydrophilic nature of particles/polymer.11,12,13,15,22 A suspension in which the particles have agglomerated to form pairs, or agglomerates of higher numbers, can be considered a suspension of single particles of new shape and as such must be expected to have rheological properties different from a suspension in which the particles remain well dispersed no matter how low the phase volume.23 Therefore, any changes to the dispersion quality of the GNPs would be expected to result in changes to the rheological profile of the fluids.
A physically stable ink would be expected to show no change in its rheological properties over an extended period in storage.24 The quality of screen-printed patterns is generally dependent on the ink rheology, printer hardware (screen, squeegee, substrate) and the printing process parameters.25 The flow of the ink through the stencil is significant as it determines the uniformity of the printed surface which is an important feature of conductive circuits.25 The more viscous and elastic the ink, the less easily it flows through the screen and spreads to make an even film,18 but if the viscosity of the ink is too low, it will not recover and gives “slurred” prints.26 Therefore, any changes to the rheological properties of the inks over time would be expected to impact subsequent print quality.
The effect of concentration of ammonia plasma functionalized graphite nanoplatelets (NH3 GNP) on the rheological properties of a thermoplastic polyurethane (TPU)/diacetone alcohol (DAA) suspension has previously been reported.27 This study aims to establish whether plasma functionalization provides an effective means of maintaining particle dispersion by comparing changes in time to the shear and complex rheology of suspensions of ammonia plasma functionalized graphite nanoplatelets (NH3 GNP) and unfunctionalized graphite nanoplatelet (R1 GNP),
Materials and methods
Materials and ink synthesis
Graphite nanoplatelets were identified as a candidate for the main conductive filler to create a new flexible conductive ink, combining the in-plane electrical conductivity of graphitic carbon with a high surface area and potential to be functionalized to improve compatibility with the TPU resin system. A commercially available TPU was dissolved in DAA to create the resin/solvent system. Commercially available ammonia plasma functionalized GNPs (NH3 GNP) were supplied by Haydale Ltd. using their standard plasma treatment, as well as an oven-dried (130°C) unfunctionalized GNP (R1 GNP) and used as received. These were used to compare the effect of plasma functionalization on GNP dispersion. The R1 GNPs were oven dried to simulate the pre-treatment of the GNPs before plasma functionalization. Haydale’s patented process uses a low temperature, low pressure, split plasma, often referred to as glow discharge, to create functionalized GNPs from a graphite feedstock at high yields and volumes.28 Nanomaterials are introduced into a plasma emitted from a central electrode into which a source of free radicals is introduced which chemically bond to the particle surfaces and edges.29
Three phase volumes (ϕ), ϕ = 0.071, 0.098, 0.127 of each type of GNP (Table 1) were used. In the print industry, ink concentrations are commonly displayed in wt%, and therefore, a conversion is displayed in Table 1.
The nano-carbons used in the inks were weighed directly into their pots. TPU/DAA resin was then added to the dry nano-carbons, and these were stirred by hand and left for 24 h to allow the particles to wet. These were then further dispersed using a paint shaker (Minimix MK 4, Merris Development Engineering Ltd., Maidenhead, UK) to ensure good dispersion of the mill base. This procedure was a proven dispersion method for carbons and was developed within the Welsh Centre for Printing and Coating.30
The mill bases of all the inks were stirred to ensure the particles were evenly distributed throughout then dispersed using a three roll mill (EXAKT Advanced Technologies GmbH) using the same procedure outlined by Phillips et al.2 (Table 2), with the mill cleaned between passes 3 and 4.
Methods
A stress-controlled rheometer (Malvern Kinexus Pro) was used to assess the rheological properties of the dispersions. A 40-mm diameter roughened parallel plate geometry was used to negate the risk of wall slip due to the heavily filled nature of the fluids. A gap of 0.5 mm was found experimentally to minimize wall slip and prevent particles jamming. The temperature was kept constant at 25°C using a Peltier plate system. The inks were first ramped to 100 s−1 to ensure consistent pre-shear throughout the samples, as it was hypothesized this shear rate would be greater than any applied during the application and stirring of the sample. Shear viscosity values were taken from the down shear ramp from 100 to 0.1 s−1. The viscosity values from the shear ramp were compared to measured equilibrium viscosity values and showed little difference suggesting the absence of any significant thixotropic effects for these inks. The linear viscoelastic range (LVR) was identified as being between 0.5 and 1% complex shear strain percent using a strain amplitude sweep and a value within this range used as the amplitude in the small amplitude oscillatory shear (SAOS) testing to identify the materials viscoelastic properties. In a previous work, the standard deviation across 3 separate measurements was calculated to be < 0.13 Pa.s at 1 s−1; therefore, for the rheological measurements, each data set represents a different rheological measurement. As this variation is so small, error bars are not shown on the graphs that display rheology properties.
To assess the time-stability of the suspensions, the rheological properties of the inks were sampled at 4-week intervals to quantify any changes to the profiles of the inks. The inks were only opened for rheological sampling to reduce the effects of solvent evaporation and to ensure a consistent phase volume of particles within the sample. A sample of the resin was measured over the same time period to ensure that any change to the rheological profile of the filled suspension was not a result of changes to the resin. The GNPs would be expected to show sedimentation owing to the density difference between the particles and the suspension medium, with any particle agglomeration enhancing sedimentation.31 The suspensions were lightly stirred by hand with a flat tipped spatula to redistribute any sedimentation of particles to ensure a sample representative of the whole ink was extracted for measurement. This process was chosen over mechanical stirring with these low shear rates unlikely to redisperse any agglomerated particles, while redistributing any larger particles. There was little resistance provided to the spatula upon stirring and any sediment was readily redispersed, confirming that no hard cake had formed at the bottom of the pot.32 The first shear ramp is up to 100 s−1 and therefore would be a greater force than that applied during hand mixing; therefore, the level of hand mixing had little effect on the consistency of the measurement.
The inks were printed on a DEK 248 semi-automated flatbed screen printing press with a polyester mesh with 61 threads per cm, 64 μm thread diameter, a 13 μm emulsion, 2.5 mm snap off, 130 mm length diamond squeegee, a 12 kg squeegee force and 70 mm/s speed. The screen design included a 4.5-mm square patch for bulk thickness and sheet resistance measurements. To characterize the electrical and surface properties, the inks were printed onto PET DuPont Melinex (HiFi Films). The first four prints were ignored as they could be contaminated by the cleaning fluid used to prepare the screen and may have been subject to any initial process transients.33 Diacetone alcohol was used as the solvent within the ink, with the prints dried in an SC technical dryer at 70°C for a residence time of 10 min and left for a further 24 h on drying racks before any characterization.
To calculate the print thickness, 4 measurements were taken from the edges of each of 4.5 × 4.5 mm2 squares using white light interferometry (NT9300, Veeco Instruments, Inc., Plainview, NY, USA), with standard deviation used for the error bars. For the characterization of the ink’s electrical performance, the sheet resistance of the 45 mm square was measured using the four-point probe method. A SDKR-13 probe (NAGY Messsysteme GmbH) with a tip distance of 1.3 mm was used with a Keithley 2000 multimeter. A correction factor of 4.5 was used as proposed by Smits.34 The value used is the mean of 8 measurements of the block square, with the standard deviation used for the error bars.
Results
The viscosity of suspensions is a function of particle shape, particle size distribution, particle–particle interactions, particle–polymer interactions and suspension structure. It was hypothesized that any differences in the morphological characteristics, interparticle or particle–medium interactions as a result of improved dispersion following plasma functionalization would be visible as a difference in the rheological properties of the suspensions.
Similar patterns of increase in viscosity were found for both the NH3 and R1 GNP suspensions (Fig. 1). The authors previously found that using the intrinsic viscosity, [η] = 6.33, and the maximum packing fraction, ϕm = 0.184, as fitting parameters for the Krieger-Dougherty provided a very good fit to experimental data for NH3 GNP.27 The viscosity of the R1 GNP suspensions showed good fit to the model developed for NH3 GNP.27 The NH3 GNPs were shown to be well dispersed following three roll milling. The particles have a similar effect upon the suspensions, showing similar increases in viscosity with concentration, suggesting that plasma functionalization treatment has no impact on viscosity.

The effect of increasing phase volume, ϕ, GNP on the suspension viscosity at a shear rate of 1.17 s−1 for ammonia plasma functionalized GNP inks and unfunctionalized R1 GNP inks. The values of suspension viscosity are compared to the values predicted using the Krieger–Dougherty model from the paper by the previous authors27
The GNP suspensions show a similar viscosity profile to the unfilled resin with a low shear rate Newtonian plateau as the nanoscale GNPs are well dispersed, and there is no long-range order in the fluid (Fig. 2). Increasing GNP concentration increases viscosity as the greater volume of high aspect nanoparticles in the flow increases streamline diversion and interparticle interactions. Flow influences the viscosity of suspensions as weak particle interactions can be broken down to allow particles to align with the flow. Below ϕ = 0.098, the suspensions show a similar viscosity at all shear rates. At the highest concentration, ϕ = 0.127, the unfunctionalized R1 GNP suspensions have a similar viscosity and shape flow curve but a small increase in viscosity at all shear rates, suggesting a slight difference in particle morphology or particle interactions that is not broken down by flow.

The effect of increasing phase volume, ϕ, GNP on the shear rate–viscosity curve for ammonia functionalized NH3 GNP inks, unfunctionalized R1 GNP inks and the unfilled TPU resin
SAOS was used to explore the viscous and elastic components of the fluid and involves imposing a shear stress of known frequency and amplitude within the LVR of the fluid and measuring the strain response of the fluid. This strain response of the material can be split into an in-phase elastic response, G′, and a 90° out of phase viscous response, G″.12,35,36 SAOS has been used to study the dispersion of suspensions with G′ becoming increasingly frequency independent as a network of interacting particles forms.20,37,38,39
Increasing concentration of GNP similarly increases the viscous and elastic forces for both the NH3 GNP and R1 GNP inks (Fig. 3). G″ ≫ G′ for all inks as viscous properties dominate elastic forces to give largely liquid like behavior. Increasing concentration of GNP increases G′ as the interparticle distance between GNPs decreased, increasing the likelihood of GNP–GNP interactions, as well as the increased volume of GNPs giving increased particle–polymer interactions. Increases in G″ with increasing concentration result from increased energy dissipation due to increased flow distortion as a result of the increased volume of particles within the flow.

The effect of increasing GNP phase volume, ϕ, on the elastic, G′, and viscous, G″, shear moduli unfunctionalized R1 GNP inks, ammonia functionalized NH3 GNP inks and the unfilled TPU resin
Both the NH3 and unfunctionalized R1 GNPs had a similar effect on both the shear and viscoelastic properties of the suspensions. There is a similar dispersion quality irrespective of functionalization as the particles are of a similar size and shape and therefore have a similar effect on both the shear and viscoelastic properties of the suspensions.
White light interferometry was used to study the surface of the coatings to determine the presence of any large agglomerates within the coating with average surface roughness, Ra, used to quantify the quality of dispersion (Fig. 4). Irrespective of plasma functionalization, the coatings show low surface roughness, < 800 nm, at all phase volumes. At < 800 μm, the surface roughness of the GNP inks is significantly lower than that of the 2.8 μm found for a 22.5 wt% graphite ink used by Potts et al.4 and shows good agreement with the 800 nm found for oxygen plasma functionalized GNPs used in the same study.

The effect of increasing phase volume, ϕ, GNP on the average surface roughness, Ra, of the prints for both ammonia plasma functionalized NH3 GNP inks and unfunctionalized R1 GNP inks
Inspection of the white light images (Fig. 5) shows the absence of any large agglomerates within the final print, with a thicker more established layer of GNPs developing at increasing GNP concentration, with the GNPs well dispersed throughout the coating.

White light images at ×5 magnification of the coatings of (a), (c), (e) unfunctionalized R1 GNP suspensions and (b), (d), (f) NH3 GNP suspensions at (a), (b) ϕ = 0.071, (c), (d) ϕ = 0.098 and (e), (f) ϕ = 0.127
Chemical functionalization of materials has been shown to increase the number of surface defects in graphene,6 which would be expected to negatively impact the electrical properties. Consequently, the impact of plasma functionalization on the electrical properties of the coatings was also explored. Once printed, the NH3 and R1 GNP coatings have similar electrical properties irrespective of pre-treatment (Fig. 6). This indicates that plasma functionalization has not damaged the structure of the GNPs, and therefore, the electrical properties of the final coating have not been affected. In line with previous literature in the area,2,26,33 increasing the volume of conductive material decreased the bulk resistivity of the coatings as a greater volume of conductive material results in an increased number of conductive pathways through the insulative polymer matrix.

The effect of increasing phase volume on the bulk resistivity of the GNP coatings for both ammonia plasma functionalized NH3 GNP inks and unfunctionalized R1 GNP inks
The rheological properties of the suspension were measured periodically over 12 weeks to identify any changes to the dispersion of the GNP suspensions over time. It was hypothesised that any changes to the size, shape or dispersion quality of the GNPs in time as a result of particle agglomeration would change the effect that the GNPs had upon the rheological properties of the suspension. Therefore, monitoring the rheological properties of the suspension in time could provide an effective means of monitoring any changes to the dispersion of the particles.
The viscosity of the TPU resin remains effectively constant over the 12-week period while the viscosity of the R1 GNP suspensions drops continuously over time, with the highest concentration inks showing the fastest decrease in their viscosity (Fig. 7a). Over the same time period, the ammonia plasma functionalized NH3 GNPs follow a similar trend to the unfilled TPU with viscosity maintained at all concentrations (Fig. 7b).

Changes to the equilibrium viscosity at 1 s−1 over a 12-week period at different ink concentrations for (a) unfunctionalized R1 GNP inks and the unfilled TPU, (b) ammonia plasma functionalized NH3 GNP inks
The unfilled TPU resin maintains its viscosity and flow properties over 12 weeks and therefore can be considered stable over the measured time frame. Any slight increase in the viscosity is likely to be a consequence of solvent evaporation increasing the polymer concentration within the resin system. This leads to increased interaction between neighboring polymer chains and associated with this an increased resistance to flow.
The viscosity of the R1 GNP suspensions decreases over time at all measured shear rates and volumes (Fig. 8a, c, e) with the decreases in suspension being most significant at low shear rates. These decreases in viscosity in time are greatest for the higher concentration suspensions, with percentage decreases in viscosity at 1.17 s−1 over 12 weeks at ϕ = 0.071, 0.098, 0.127 of 24, 30, 39%, respectively.

The effect of storage time on the viscosity–shear rate flow curves for GNP inks at (a), (b) ϕ = 0.071, (c), (d) ϕ = 0.098, (e), (f) ϕ = 0.127 for (a), (c), (e) unfunctionalized R1 GNP inks and (b), (d), (f) ammonia plasma functionalized NH3 GNP inks
Over the same period, the NH3 GNP suspensions maintain their rheological properties at all shear rates and concentrations, with slight increase in viscosity due to solvent evaporation (Fig. 8b, d, f).
Both the elastic, G′, and viscous, G″, shear moduli of the unfunctionalized R1 GNP inks decrease over time (Fig. 9a, c), while the G″ of the NH3 GNP inks remains consistent in time (Fig. 9d) and the G′ of the NH3 GNP inks and the unfilled TPU resin increases as solvent evaporates to leave an ink of higher solids content, increasing particle–particle, particle–polymer and polymer–polymer interactions (Fig. 9b).

Changes to the (a), (b) elastic and (c), (d) viscous shear moduli at 1 Hz from a small amplitude oscillatory measurement for different concentrations in time for (a), (c) unfunctionalized R1 GNP inks and (b), (d) ammonia functionalized NH3 GNP inks
Initially both the plasma functionalized NH3 GNPs and the unfunctionalized R1 GNPs had a similar effect on the rheological properties of the TPU carrier at all concentrations as the particles were of a similar size, shape and dispersion quality following three roll milling (Figs. 1, 2). As there were no large agglomerates present in the final coating (Fig. 5), three roll milling has proved an effective method for breaking down any agglomerates in the dry powder and then dispersing the GNPs throughout the liquid medium.
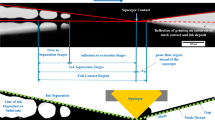
Following three roll milling, the viscosity of the GNP suspensions is high as the well dispersed, nanoscale, high aspect GNPs cause enhanced flow diversion and increased interparticle interaction, with these effects especially significant at low shear rates when the particles are randomly oriented with the flow (Fig. 10a). The well-dispersed, high surface area GNPs also have a large area in contact with the fluid, increasing particle–carrier interactions and therefore suspension viscosity and elasticity.

Diagrams representing suspensions of (a) well dispersed, high aspect, nanoscale GNPs, (b) larger, lower aspect ratio GNP agglomerates
In time, the relatively chemically inert, high surface area, nanoscale unfunctionalized R1 GNPs approach one another through the low viscosity carrier under the action of Brownian motion and upon touching agglomerate under van der Waals forces. The viscosity and elasticity of the suspensions decrease in time, with these decreases largest at low shear rates and highest concentrations, as the GNPs agglomerate to form larger, lower aspect ratio particles giving reduced flow diversion, a reduction in interparticle interactions as interparticle distance increases with increasing particle size and a reduction in the surface area of the particles in contact with the fluid (Fig. 10b).
Larger agglomerated particles would also be expected to sediment faster under the action of gravity. To counteract this, the pots were lightly stirred before measurement to ensure any agglomerates that may have sedimented particles were redistributed throughout the mixture and a sample consistent of the whole pot taken.
The NH3 GNPs maintain their viscosity, shear thinning behavior and viscoelastic properties over the same twelve-week period. The NH3 plasma functionalization is able to prevent agglomeration and aid the GNPs in maintaining their nanoscale size and high aspect ratio, and therefore their effect on suspension viscosity and elasticity. NH3 plasma functionalization has previously been shown to increase the surface nitrogen content of nano-carbons, increasing surface polarity.8 Addition of the polar N groups to the surface of the NH3 GNPs would provide improved chemical affinity for the polar segment of the TPU, allowing the TPU to better wet the GNPs, enclosing the GNPs in a binder shell, to create a steric barrier that helps to hold the GNPs far enough apart to prevent agglomeration. This allows the GNPs to maintain their dispersion and with it their rheological properties. The plasma functionalization and enhanced wetting did not affect the electrical properties of the GNPs.
Overcoming the inherent tendency of the nano-carbon to agglomerate to form a stable dispersion of nano-carbons is important if nano-carbons are to be taken from the laboratory scale to industrial production where an ink must have sufficient shelf life for them to become an economically viable competitor for existing carbon inks such as graphite and carbon black-based inks largely used in industry. Ammonia plasma functionalization has been shown to improve the dispersion and time stability of GNPs in a low-viscosity TPU resin for use in printing inks, while not negatively affecting its electrical properties, giving it an advantage over other methods of chemical functionalization.
Conclusions
Both ammonia plasma functionalized NH3 GNPs and unfunctionalized R1 GNPs were dispersed into a low-viscosity resin system at various concentrations and their rheological properties, print performance and time stability were studied. Both the unfunctionalized R1 GNP and the ammonia plasma functionalized NH3 GNP inks had a similar rheological and print performance irrespective of plasma functionalization. White light interferometry was used to demonstrate the absence of any large agglomerates in the final print.
Over a twelve-week period, the viscosity and viscoelasticity of the R1 GNP suspensions drop continuously, with the rate fastest for the highest concentration. The unfunctionalized R1 GNPs approach each other under Brownian motion in the low-viscosity fluid before agglomerating due to van der Waals forces to form larger, lower aspect ratio particles, reducing their effect on the viscosity of the suspensions.
The ammonia plasma functionalized NH3 GNP suspensions maintain their rheological properties at all concentrations over the same period, with small increases in elasticity and viscosity attributed to solvent loss. Ammonia plasma functionalization has previously been shown to increase the nitrogen content and surface polarity of nano-carbons,8 which would give the NH3 GNPs improved chemical compatibility with the TPU resin allowing the TPU to better wet the particles to create a steric barrier to hold the particles far enough apart to prevent agglomeration. Therefore, the NH3 GNP suspensions maintain their rheological properties over the same twelve-week period.
Selecting an appropriate plasma functionalization treatment can lead to improved particle–polymer interactions that can create a steric barrier to help hold nano-carbons far enough apart to avoid agglomeration. The use of this work will be highly significant for highly filled nano-carbon systems, such as those used in electrically conductive inks, where typically the binder is of lower viscosity than those used in melt polymers, and therefore, interparticle forces play an increasingly significant role.
References
Dang, W, Vinciguerra, V, Lorenzelli, L, Dahiya, R, “Printable Stretchable Interconnects.” Flex. Printed Electron., 2 013003 (2017)
Phillips, C, Al-Ahmadi, A, Potts, S-J, Claypole, T, Deganello, D, “The Effect of Graphite and Carbon Black Ratios on Conductive Ink Performance.” J. Mater. Sci., 52 9520–9530 (2017)
Hua, C, Li, X, Shen, L, Lei, H, Guo, X, Liu, Z, Kong, Q, Xie, L, Chen, C-M, “Influence of Cosolvent Hydroxyl Group Number on Properties of Water-Based Conductive Carbon Paste.” Particuology, 33 35–41 (2017)
Potts, S-J, Lau, YC, Dunlop, T, Claypole, T, Phillips, C, “Effect of Photonic Flash Annealing with Subsequent Compression Rolling on the Topography, Microstructure and Electrical Performance of Carbon-Based Inks.” J. Mater. Sci., 54 8163–8176 (2019)
Wang, C, Xia, K, Wang, H, Liang, X, Yin, Z, Zhang, Y, “Advanced Carbon for Flexible and Wearable Electronics.” Adv. Mater., 31 1801072 (2019)
Chatterjee, S, Wang, J, Kuo, WTN, Salzmann, C, Li, WL, Hollertz, R, Nuesch, F, Chu, B, “Mechanical Reinforcement and Thermal Conductivity in Expanded Graphene Nanoplateles Reinforced Epoxy Composites.” Chem. Phys. Lett., 531 6–10 (2012)
Kim, S, Noh, Y, Yu, J, “Thermal Conductivity of Graphene Nanoplatelet Filled Composites Fabricated by Solvent Free Processing for the Excellent Filler Dispersion and a Theoretical Approach for the Composites Containing the Geometrized Fillers.” Compos. A, 69 219–225 (2015)
Williams, J, Broughton, W, Koukoulas, T, Rahatekar, SS, “Plasma Treatment as a Method for Functionalising and Improving the Dispersion of Carbon Nanotubes in Epoxy Resins.” J. Mater. Sci., 48 1005–1013 (2013)
Felten, A, Bittencourt, C, Pireaux, J, Van Lier, G, Charlier, J, “Radio-Frequency Plasma Functionalisation of Carbon Nanotube Surface O2, NH3, and CF4 Treatments.” J. Appl. Phys., 98 074308 (2005)
Saka, C, “Overview on the Surface Functionalization Mechanism and Determination of Surface Functional Groups of Plasma Treated Carbon Nanotubes.” Crit. Rev. Anal. Chem., 48 (1) 1–14 (2018)
Rueda, MR, Auscher, M-C, Fulchiron, R, Perie, T, Martin, G, Sonntag, P, Cassagnau, P, “Rheology and Applications of Highly Filled Polymers: A Review of Current Understanding.” Prog. Polym. Sci., 66 22–53 (2017)
Barnes, HA, A Handbook of Elementary Rheology. University of Wales Institute of Non-Newtonian Fluid Mechanics, Aberystwyth, 2000
Barnes, HA, “A Review of the Rheology of Filled Viscoelastic Systems.” Rheol. Rev., 1–36 (2003)
Yadav, S, Cho, J, “Functionalized Graphene Nanoplatelets for Enhanced Mechanical and Thermal Properties of Polyurethane Resin.” Appl. Surf. Sci., 266 360–367 (2013)
Litchfield, D, Baird, D, “The Rheology of High Aspect Ratio Nano-particle Liquids.” Rheol. Rev., 2006 1–60 (2006)
Metzner, A, “Rheology of Suspensions in Polymeric Liquids.” J. Rheol., 29 739–775 (1985)
Utegulov, Z, Mast, D, He, P, Donglu, S, Gilland, R, “Functionalization of Single-Walled Carbon Nanotubes Using Isotropic Plasma Treatment: Resonent Raman Spectroscopy Study.” J. Appl. Phys., 97 104324 (2005)
Kipphan, H, Handbook of Print Media: Technologies and Production Methods. Springer, Berlin, 2001
Gojny, F, Nastalczyk, J, Roslaniec, Z, Schulte, K, “Carbon Nanotube-Reinforced Epoxycomposites: Enhanced Stiffness and Fracture Toughness at Low Nanotube Loading.” Compos. Sci. Technol., 64 2363–2371 (2004)
Amari, T, Uesugi, K, Hiroaki, S, “Viscoelastic Properties of Carbon Black Suspension as a Flocculated Percolation System.” Prog. Org. Coat., 31 171–178 (1997)
Cassagnau, P, “Linear Viscoelasticity and Dynamics of Suspensions and Molten Polymers Filled with Nanoparticles of Different Aspect Ratios.” Polymer, 54 4762–4775 (2013)
Mueller, S, Llewellin, E, Mader, H, “The Rheology of Suspensions of Solid Particles.” Proc. R. Soc. A, 466 1201–1228 (2010)
Jeffrey, D, Acrivos, A, “The Rheological Properties of Suspensions of Rigid Particles.” AIChE J., 22 (3) 417–432 (1976)
Tadros, TF, Colloids in Paints. Wiley, Weinheim, 2010
Tran, TS, Dutta, NK, Choudry, NR, “Graphene Inks for Printed Flexible Electronics: Graphene Dispersions, Ink Formulations, Printing Techniques and Applications.” Adv. Colloid Interface Sci., 261 41–61 (2018)
Leach, R, Pierce, R, The Printing Ink Manual, 5th ed. Springer, AA Dordrecht, 1993
Claypole, A, Claypole, J, Holder, A, Claypole, TC, Kilduff, L, “Rheology of High-Aspect-Ratio Nanocarbons Dispersed in a Low Viscosity Fluid”. J. Coat. Technol. Res., 17 (4), 1–10 (2020)
Williams, M, Seunarine, K, Gibbs, R, Spacie, C, “Plasma Modification of Graphene and Graphene Like Materials for Component Performance Enhancement.” Enanonewsletter no. 27, 23 (2013)
Kemp, M, “Unlocking the Potential of Graphenes for the Development of Multi-scale Composites—Functionalization via Plasma.” Reinf. Plast., 60 (5) 332–334 (2016)
Phillips, C, Beynon, D, Private Communication with Chris Phillips and David Beynon. Deakin University, Swansea, 2015
Shaw, DJ, Introduction to Colloid and Surface Chemistry. Butterworth-Heinemann, Oxford, 1992
Patton, TC, Paint Flow and Pigment Dispersion. Wiley, New York, 1979
Jewell, E, Hamblyn, S, Claypole, T, Gethin, D, “The Impact of Carbon Content and Mesh on the Characteristics of Screen Printed Structures.” Circuit World, 39 (1) 13–21 (2013)
Smits, F, “Measurement of Sheet Resistivities with the Four Point Probe.” Bell. Syst. Techn. J., 37 711–718 (1957)
Willenbacher, N, Georgieva, K, “Rheology of Disperse Systems.” Prod. Des. Eng., 7–49 (2013). https://doi.org/10.1002/9783527654741.ch1
Claypole, J, Application of Advanced Rheometric Techniques to Printing Fluids, Swansea University Thesis (2015)
King, J, Via, M, Morrison, FA, Wiese, K, Beach, E, Cieslinski, M, Bogucki, G, “Characterization of Exfoliated Graphite Nanoplatelets/Polycarbonate Composites: Electrical and Thermal Conductivity, and Tensile, Flexural, and Rheological Properties.” J. Compos. Mater., 46 (9) 1029–1039 (2011)
Oxfall, H, Ariu, G, Gkourmpis, T, Rychwalski, R, Rigdahl, M, “Effect of Carbon Black on the Electrical and Rheological Properties of Graphite Nanoplatelets/Poly(ethyl-butyl-acrylate) Composites.” eXPRESS Polym. Lett., 9 (1) 66–76 (2015)
Trappe, V, Weitz, D, “Scaling of the Viscoelasticity of Weakly Attractive Particles.” Phys. Rev. Lett., 85 (2) 449–452 (2000)
Acknowledgements
Andrew Claypole acknowledges the financial support of Haydale Graphene Industries and Swansea University Coatings Doctoral Training Centre, which is funded by EPSRC and ESF. James Claypole acknowledges the financial support of the Welsh Government SMART Expertise program.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Claypole, A., Claypole, J., Claypole, T. et al. The effect of plasma functionalization on the print performance and time stability of graphite nanoplatelet electrically conducting inks. J Coat Technol Res 18, 193–203 (2021). https://doi.org/10.1007/s11998-020-00414-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-020-00414-4