
Abstract
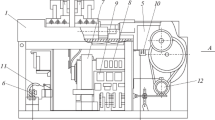
The article describes the welding process study with the subsequent control of cooling for full-profile rail joints, produced by passing alternating electric current pulses after welding. The welding mode influence on the welded joint quality was investigated. Welding was carried out on a resistance butt welding machine MCP-6301 in conditions of the rail welding company OOO RSP-M (RSP-29). For research, the samples of P65 type full-profile rails of DT350 category 600 mm long were cut out. The isothermal holding conditions after welding were controlled using a personal computer with a change in the program of the SIMATIC S7-300 industrial controller and the software SIMATIC STEP 7, which allows modes of controlled cooling to be set. The control program was written in the LAD graphic language. To search for optimal modes of controlled cooling, a complete factor experiment N = 2k was carried out. Non-heat-treated joints were tested for three-point static bending according to the state standard STO RZD 1.08.002 – 2009 “Railway rails, welded by electric contact method”. Static bending tests were carried out on the press of PMS-320 type. Values of the force arising during bending Pbend and the bending deflection fdef at which the control sample is destroyed, were determined. The maximum values of these indicators were also determined if the sample was not destroyed during the tests. During the experiments, regression models were obtained for output parameters of the bending force and bending deflection. Sample macrostructure and metal hardness distribution on rolling surface of the rails welded joint were studied. A new method of resistance butt welding was developed, which makes it possible to obtain a welded connection of P65 type rails of DT350 category with properties that exceed the technical requirements of the mentioned state standard.







Similar content being viewed by others
REFERENCES
Meade, B., Railroad welding demands specialized processes, Weld. J., 1997, vol. 76, no. 9, pp. 47–52.
Kargin, V.A., Tikhomirova, L.B., Abramov, A.D., and Galai, M.S., Effect of vibroimpact treatment on the physical and mechanical properties of the surface layer of welded joints in rails, Weld. Int., 2014, vol. 28, no. 3, pp. 245–247.
Yamamoto, R., Komizu, Y., and Fukada, Y., Experimental examination for understanding of transition behavior of oxide inclusions on gas pressure weld interface: joining phenomena of gas pressure welding, Weld. Int., 2014, vol. 28, no. 7, pp. 510–520.
Karimine, K., Uchino, K., and Okamura, M., Susceptibility to and occurrence of HAZ liquation cracking in rail steels: study of rail welding with high-C welding materials (4th report), Weld. Int., 1997, vol. 11, no. 6, pp. 452–461.
Kuchuk-Yatsenko, S.I., Shvets, Yu.V., Didkovskii, A.V., Chvertko, P.N., Shvets, V.I., and Mikitin, Ya.I., Technology and equipment for resistance flash welding of railway crossings with rail ends through an austenitic insert, Weld. Int., 2008, vol. 22, no. 5, pp. 338–341.
Irving, B., Long Island Rail Road orders an all-welded fleet, Weld. J., 1997, vol. 22, no. 9, pp. 33–37.
Klimenko, L.B., Continuous rail as an advanced rail construction, Mir Transp., 2004, no. 1, suppl., pp. 88–93.
Kalashnikov, E.A. and Korolev, Yu.A., Rail welding technology: trends in Russia and abroad, Put’ Putevoe Khoz., 2015, no. 8, pp. 2–6.
Sergejevs, D. and Mikhaylovs, S., Analysis of factors affecting fractures of rails welded by alumino-thermic welding, Transp. Probl., 2008, vol. 3, pp. 33–37.
Mitsuru, F., Hiroaki, N., and Kiyoshi, N., Rail flash-butt welding technology, JFE Tech. Rep., 2015, no. 20, pp. 159–163.
Saita, K., Karimine, K., Ueda, M., Iwano, K., Yamamoto, T., and Hiroguchi, K., Trends in rail welding technologies and our future approach, in Nippon Steel & Sumitomo Metal Technical Report No. 105, Tokyo: Nippon Steel, 2013, pp. 84–92.
Dahl, B., Mogard, B., Gretoft, B., and Ulander, B., Repair of rails on-site by welding, Svetsaren, 1995, vol. 50, no. 2, pp. 10–14.
Takimoto, T., Latest welding technology for long rail and its reliability, Tetsu-to-Hagane, 1984, vol. 70, no. 10, pp. 40–45.
Tachikawa, H., Uneta, T., and Nishimoto, H., Steel welding technologies for civil construction applications, Nippon Steel Tech. Rep., 2000, vol. 82, no. 7, pp. 35–41.
Shur, E.A., Influence of the structure on operational stability of rails, Materialy II Vserossiiskoi nauchno-tekhnicheskogo seminara “Vliyanie svoistv metallicheskoi matritsy na ekspluatatsionnuyu stoikost’ rel’sov,” Ekaterinburg, 16–17 maya,2006 g. (Proc. II All-Russ. Sci.-Tech. Seminar “Influence of the Metal Matrix Properties on the Operational Stability of Rails,” Yekaterinburg, May 16–17, 2006), Yekaterinburg: UIM, 2006, pp. 37–63.
Weingrill, L., Krutzler, J., and Enzinger, N., Temperature field evolution during flash-butt welding of railway rails, Mater. Sci. Forum, 2016, vol. 879, pp. 2088–2093.
Shur, E.A. and Rezanov, V.A., Integrated method of resistance welding of rails, Vestn. Vseross. Nauchno-Issled. Inst. Zheleznodor. Transp., 2012, no. 3, pp. 20–22.
Gudkov, A.V., Nikolin, A.I., Turbina, L.A., Nasonov, D.S., and Averkina, V.A., Resistance welding of rails and heat treatment of welded joints of rails of modern production at rail welding enterprises of OJSC Russian Railways, in Svarochnye i naplavochnye tekhnologii na zheleznodorozhnom transporte (Welding and Surfacing Technologies in Railway Transport), Gudkov, A.V., Ed., Moscow: Intekst, 2008, pp. 42–49.
Shevchenko, R.A., Kozyrev, N.A., Kryukov, R.E., Patrushev, A.O., and Usoltsev, A.A., Multi-factor regression analysis of the process of rails contact welding on K1000 machine, IOP Conf. Ser.: Mater. Sci. Eng., 2018, vol. 411, art. ID 012088.
Protopopov, E.V., Kozyrev, N.A., Shevchenko, R.A., Kryukov, R.E., Feiler, S.V., and Usol’tsev, A.A., RF Patent 2641586, Byull. Izobret., 2018, no. 2.
Funding
The study was carried out with the financial support of the Russian Foundation for Basic Research and the Kemerovo Oblast within the framework of the scientific project no. 20-48-420003 r_a “Development of physicochemical and technological foundations for creating a fundamentally new method of welding differentially heat-strengthened railway rails”.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by S. Avodkova
About this article

Cite this article
Kozyrev, N.A., Shevchenko, R.A., Usol’tsev, A.A. et al. Development and Modeling of the Technological Welding Process of Differentially Heat-Strengthened Rails: Industrial Testing. Steel Transl. 50, 289–295 (2020). https://doi.org/10.3103/S096709122005006X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S096709122005006X