
Abstract
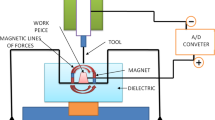
The influence of the pulse energy in electrical discharge machining (EDM) of deep holes in 40Х steel workpieces is studied. The factors considered are the change in steel microstructure within the machining zone and the change in dimensions, shape, and surface roughness of the hole under the action of the current pulses. The depth of the defective layer in finishing and precision machining is no more than 1 mm. However, increase in pulse energy in the electrical discharge machining of 40Х steel is associated with increase in microhardness in the white layer and strengthening and increase in width in the tempering zone. Minimum pulse energy is associated with maximum precision and minimum surface roughness.



Similar content being viewed by others

REFERENCES
Eliseev, Yu.S. and Saushkin, B.P., Elektroerosionnaya obrabotka izdelii aviatsionno-kosmicheskoi tekhniki (Electrical Discharge Machining of Products for Aviation-Space Engineering), Saushkin, B.P., Ed., Moscow: Mosk. Gos. Tekh. Univ. im. N.E. Baumana, 2010.
Cetin, S., Okada, A., and Uno, Y., Effect of debris distribution on wall concavity in deep-hole EDM, JSME Int. J.,Ser. C, 2004, vol. 47, p. 553.
Schumacher, B.M., After 60 years of EDM the discharge process remains still disputed, J. Mater. Process. Technol., 2004, vol. 149, pp. 376–381.
Kumar Khanra, A., Pathak, L.C., and Godkhindi, M.M., Microanalysis of debris formed during electrical discharge machining (EDM), J. Mater. Sci., 2007, vol. 42, pp. 872–877.
Ablyaz, T.R., Changes of the properties of electrodes depending on the modes of wire-cut EDM, Vestn. Perm. Nats. Issled. Politekh. Univ., Mashinostr., Materialoved., 2011, no. 13 (1), pp. 87–93.
Funding
The studies was carried out with the financial support of the Ministry of Science and Higher Education of the Russian Federation under the government task FSNM-2020-0028.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by B. Gilbert
About this article

Cite this article
Ogleznev, N.D., Oglezneva, S.A., Ablyaz, T.R. et al. Electrical Discharge Machining of Deep Holes. Russ. Engin. Res. 40, 873–875 (2020). https://doi.org/10.3103/S1068798X20100196
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X20100196