Investigation of the Performance of Fumed Silica as Flow Additive in Polyester Powder Coatings

1
Collaborative Innovation Center of Chemical Science and Engineering (Tianjin), School of Chemical Engineering and Technology, Tianjin University, Tianjin 300072, China
2
Particle Technology Research Center, Department of Chemical & Biochemical Engineering, The University of Western Ontario, London, ON N6A 5B9, Canada
*
Author to whom correspondence should be addressed.
Coatings 2020, 10(10), 977; https://doi.org/10.3390/coatings10100977
Submission received: 17 September 2020
/
Revised: 6 October 2020
/
Accepted: 10 October 2020
/
Published: 14 October 2020
Abstract
:Fumed silica is one of the most commonly used flow additives in the powder coating industry. To investigate the influence of the properties of fumed silica on powder coatings, three different types of fumed silica, Aerosil R812, R972, and R8200, were selected and introduced to an ultra-high-gloss powder paint by the dry-blending method with preset mixing conditions and times. Their effect on the powder flowability, coating application related properties and film properties were carefully studied. The angle of repose (AOR) and bed expansion height data, which represent the semi-dynamic and dynamic flowability of powders respectively, show a strong flowability enhancement for the powders with additives, and R812 exhibits the best performance compared to 8200 and R972, mainly due to its high hydrophobicity and specific surface area. For the ultra-high-gloss powder paint, all the flow additives cause slight gloss reductions, surface roughness increase and a significant effect on the distinctness of image (DOI). The addition of R972 is beneficial to the transfer efficiency of powders compared with the other two, while the additives impose only a minor influence in the Faraday cage effect. The melting and curing dynamics, i.e., gel time, and inclined plate flow, are not affected by the flow additives.
1. Introduction
Powder coatings are occupying an increasing proportion of the coating industry around the world. When compared to solvent-borne coatings, powder coatings highlight unique benefits, such as no emissions of volatile organic compounds (VOC) into the atmosphere, high recyclability, transport convenience, excellent performance including improved durability and weather-ability etc. [1,2]. These advantages allow powder coatings to meet the demands of modern society for industrial production.
Generally, powder coatings consist of five essential components, including polymer resin, curing agent, pigment, filler, and additive. Compared with the other four ingredients, the dosage of additive is very small: usually only a few thousandths to a few hundredths of the total formula [3]. However, its effect on powder coatings and film properties is of great importance. In some cases, the additives even play a decisive role [4,5,6]. There are many kinds of additives, such as leveling agent, brightener, degassing agent, defoaming agent, matting agent, etc., endowing the coatings with various properties. Flow additive is usually used to improve the flowability of powder coatings [7,8], which is a vital property of powder coatings, representing the ability of the powders to be handled and having a great influence on powder storage and transportation, fluidization, spraying process, and even the surface performance [9]. Coating powders are generally in micron scale. When the particle size is small, the interparticle force (mainly van der Waals force) is greater than the gravitational force and drag force imparted on the particles [8,10], which easily leads to particle agglomeration, resulting in poor flowability. The role of the flow additive is to adhere to the particle surface as a spacer, increasing the distance between particles and reducing the contact between coating particles [11], thus reducing the van der Waals force between particles and ensuring a better flowability of powders. Recently, as more and more attention has been paid to the development of ultrafine powders due to their ability to produce thin and smooth films, flow additives have begun to play an increasingly important role because of their capacity in improving the poor flowability of ultrafine powders [12,13,14].
At present, the most commonly used flow additive for powder coatings is fumed silica. It is a special type of fine amorphous silica product produced by hydrogen-oxygen flame hydrolysis of halosilane with a high specific surface area [15]. The particle size of fumed silica is usually between 10 and 40 nanometers. To meet the technical requirements of flow additives at all stages of the coating’s life, numerous types of grades are specially designed for use in powder paint applications. Due to the difference in their properties, e.g., specific surface area and hydrophobicity, the performance of various types of nano-silica can also differ. It is worth noting that the addition of flow additives not only affects the flowability of the powder, other properties of the powder may also be changed due to the introduction of foreign particles.
To choose a proper flow additive for special applications, a comprehensive investigation of its performance is of necessity for a more accurate evaluation. However, up until now, most studies [16,17,18,19,20,21,22,23,24] have only focused on the effect on the flowability of coating powders, yet few studies have been made on other properties, e.g., the coating process related properties and finish film properties. In this paper, a systematical study was conducted with three grades of widely used fumed silica flow additives, which were blended into one of the most commonly used powder coating: polyester powders. This powder coating system serves as the work horse in outdoor applications, because of their good weather resistance, such as on outdoor aluminum profiles and steel structures, courtyard metal appliances, highway guardrail boards, car wheel hubs, etc., while it is finding more and more applications on non-metal substrates like plastics and wood etc. (for indoor or outdoor) [25,26,27]. The properties of the powder itself and the properties related to coating process and of finish films were thoroughly studied. Specifically, semi-dynamic and dynamic flowability, gel time, inclined plate flow, transfer efficiency, Faraday cage effect, gloss, surface roughness and distinctness of image (DOI) were investigated.
2. Experimental
2.1. Preparation of the Samples
2.1.1. Preparation of Powder Samples
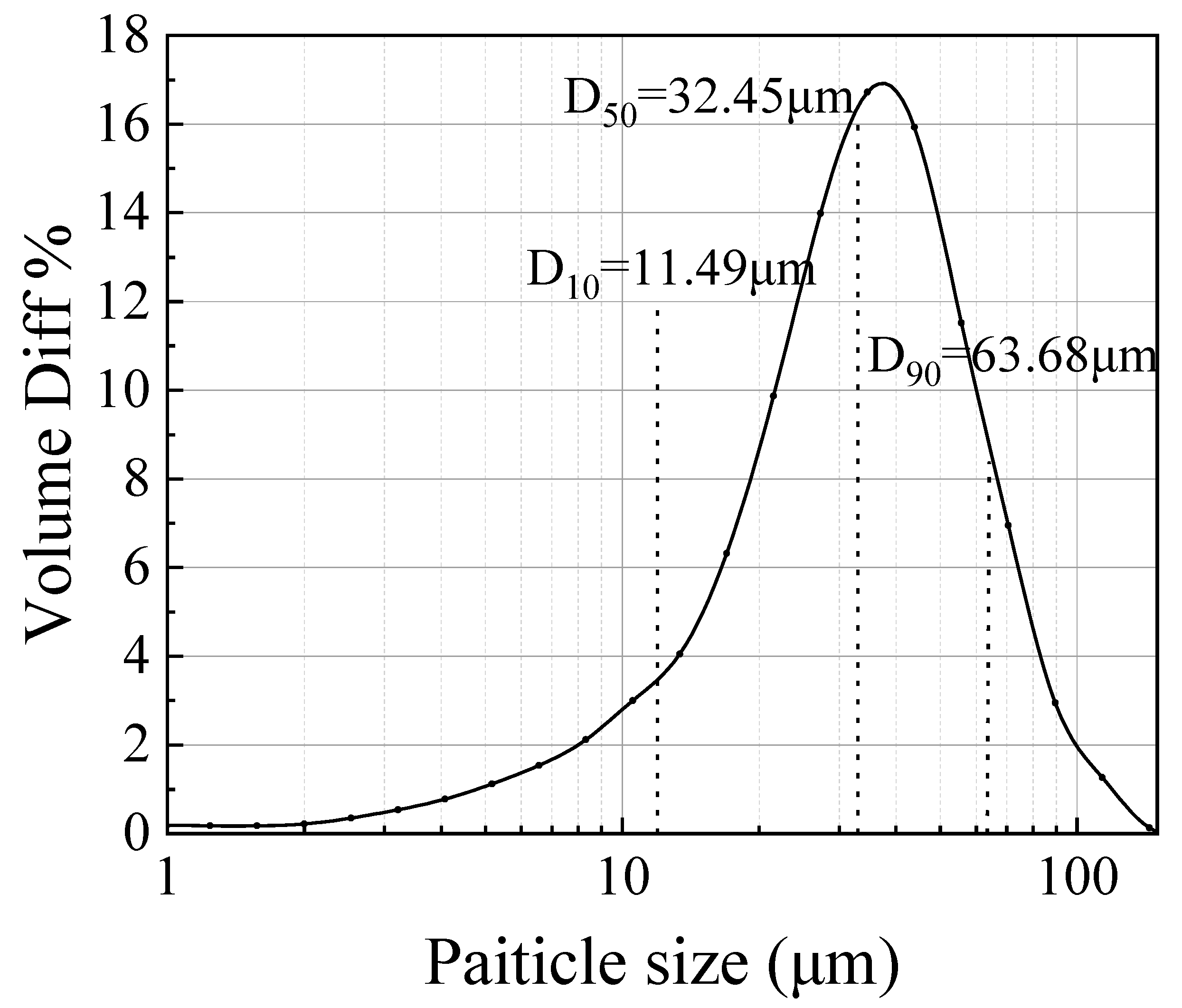
Three types of fumed silica, Aerosil R972, R812 and R8200 (R972, R812 and R8200 were used for short in the following sections), from Evonik USA were studied in one of the widely used resin systems: polyester powder paint. The technical specifications of polyester paint are shown in Table 1. In order to ensure the powder paint be sensitive and thus the effects of additives be more noticeable, an ultra-high-gloss black polyester-TGIC powder paint was employed (from FineShine Technology Co., Ltd., Mianyang, China). The properties of the fumed silica are shown in Table 2. All experiments were carried out at 23 ± 2 °C and relative humidity of 30% ± 5%. The high-shear mixer (BLF-YB2500, Bailifu Industry and Trade Ltd., Shenzhen, China) was used for the incorporation of flow additives into the powder paint. It is well-known that there is an optimum mixing time (normally a range of times) under a certain mixing intensity, and an over mixing (although in favor of gloss retaining) could compromise the flowability enhancement. Therefore, three powder specimens were obtained by mixing the powder coating and additives with a preselected moderate mixing time (same for all three samples) with which the optimum flowability enhancement is maintained. The mixing condition was set as at 6000 rpm for 20 s to prevent the particles from being further crushed. The addition of flow additives by this physical dry-blending method would not affect the product chemical state. The particle size and size distribution of samples were measured by a laser particle size analyzer (BT2000B, Bettersize instruments Ltd., Dandong, China). The particle sizes of the samples are all kept similar to reduce the impact of particle size on the test results (Table 3). Figure 1 shows an example of particle size distribution. In order to make every possible effect more pronounced and thus more evident, a higher amount of silica (0.6%) was used, which is also adopted in previous studies [9,28,29].
2.1.2. Preparation of Finished Film
Each powder sample was sprayed on the aluminum panels (88.9/63.5/0.8, L/W/T, mm) from Q-Lab (Q-Lab Corporation Ltd., Westlake, OH, USA). All of the aluminum panels were degreased with alcohol and acetone before spraying. Powder samples were sprayed using Nordson Surecoat manual spray gun (YX-059, Nordson Corporation Ltd., Westlake, OH, USA). The working voltage was maintained at 45 kV and the pressure was maintained at 0.25 Mpa, and the distance between the spray gun and the panel was about 15 cm. Careful measurements of the mass of powder deposited on panels were conducted to ensure a relatively constant thickness between samples with different additives. All the sprayed panels were cured for 10 min at 200 °C to ensure complete curing.
2.2. Characterization of the Coating Samples
2.2.1. Characterization of Powder Paints
It is known that powder flowability can be characterized by different techniques that matches the variety of stress states in which powder is handled [30]. For powder coatings, the angle of repose (AOR) and bed expansion height, which exemplify the semi-dynamic and dynamic flowability of a powder respectively and well represent the stress states of powder paints normally undergo, were chosen to test the flowability of the powder paint samples.
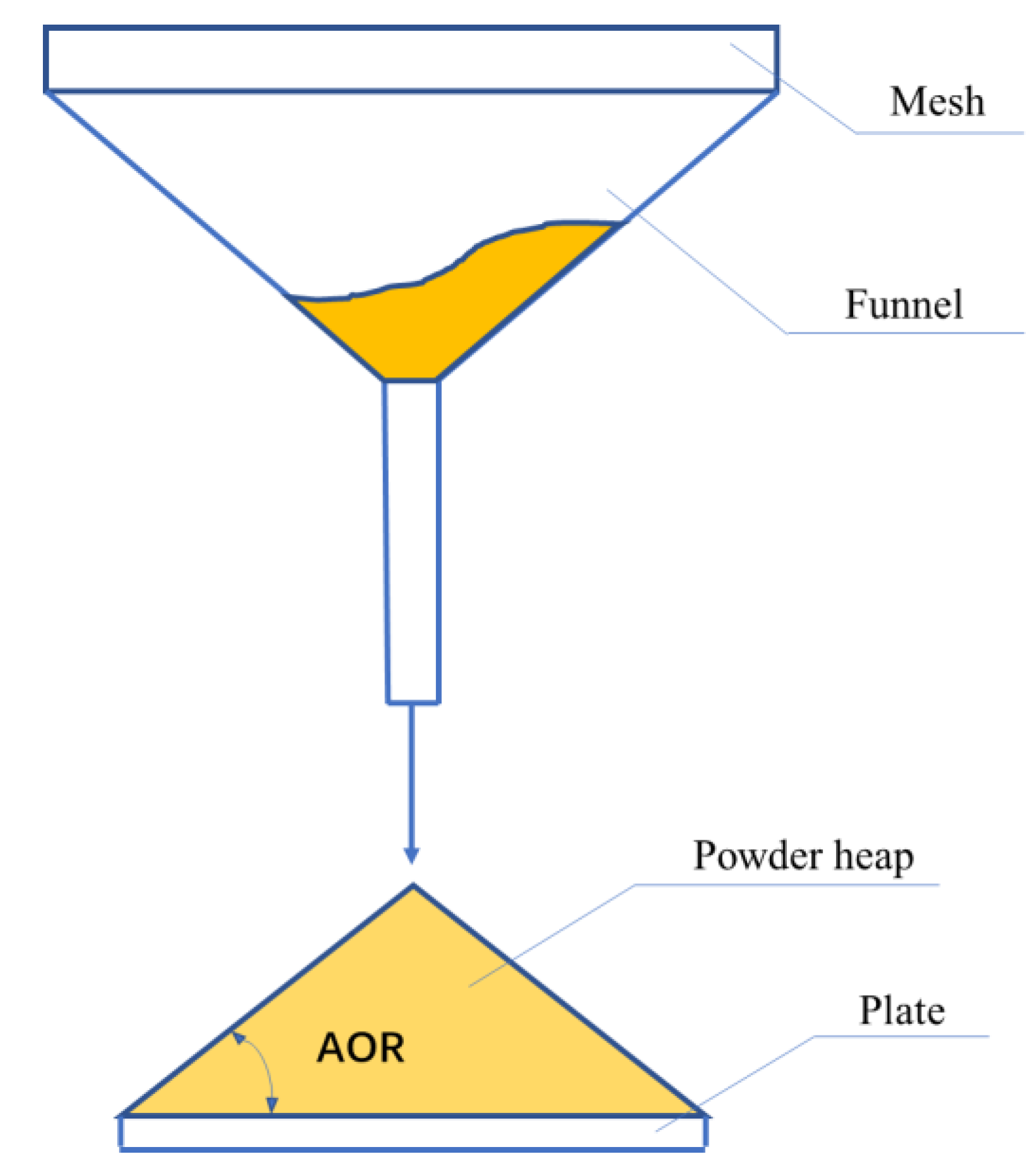
The angle of repose (AOR) is defined as the angle between the surface of the pile (formed by raining down the powder to a flat surface) and the flat surface [30,31,32]. A lower angle of repose indicates a better flowability. The powder characteristics tester (PT-X, Hosokowa Micron Corporation, Hirakata, Japan) was used to measure the AOR of powder paints. The schematic diagram of AOR test is shown in Figure 2.
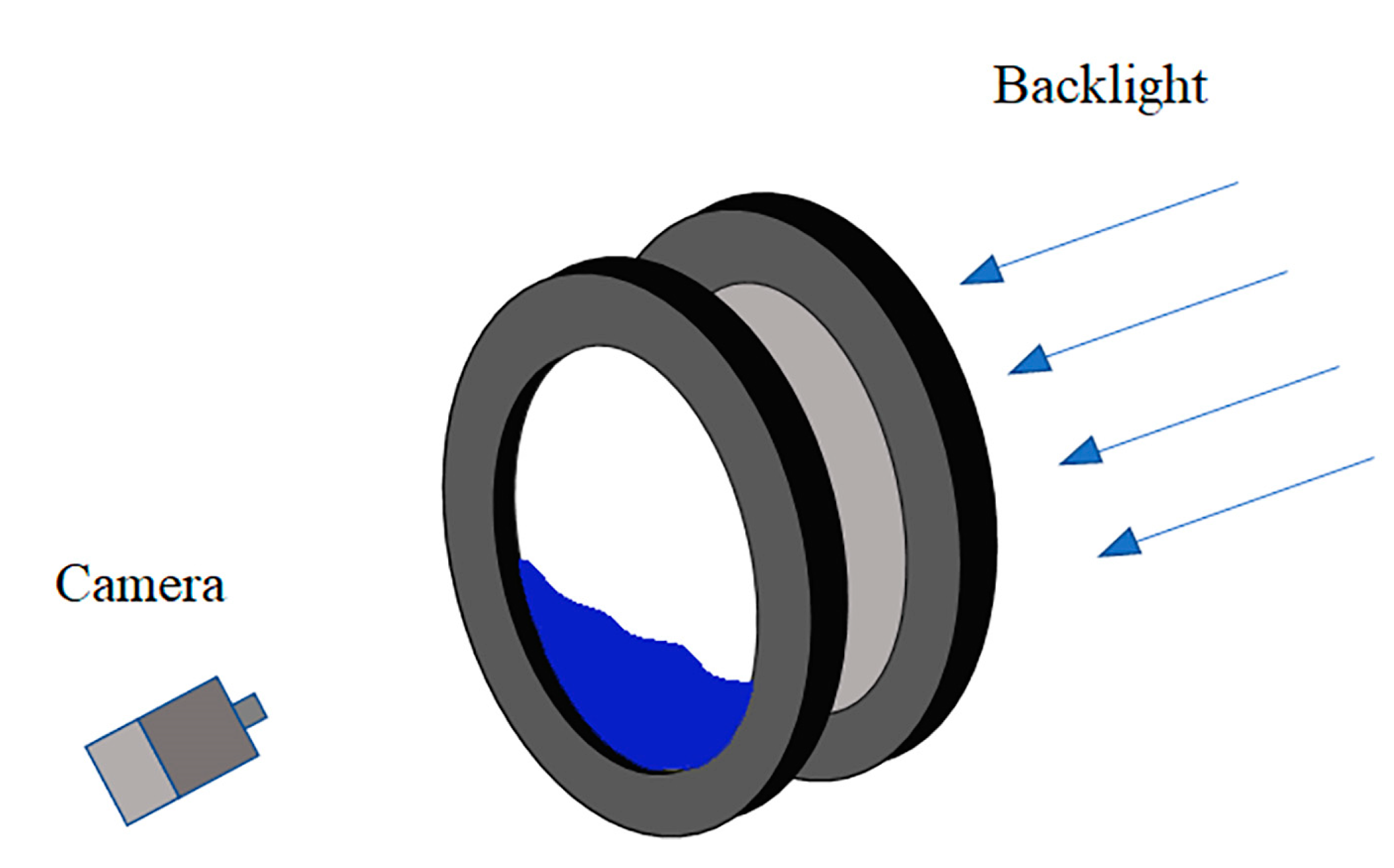
Bed expansion (BE), another typical parameter in determining flowability of a powder in a more dynamic condition, was measured using the Revolution Powder Analyzer manufactured by Mercury Scientific Inc. Newtown, CT, USA [33,34]. In this study, 120 mL of powder was placed into a cylindrical cylinder with a diameter of 11 cm and a width of 3.5 cm, and it was flanked by two clear glasses. The loaded drum was then placed into the measuring chamber of the analyzer, where two computer-controlled rollers rotate the drums at different given speeds, between 20 and 70 rpm. During the rotation, the gas would enter the particle gap and thus causes expansion of particle volume. The fluidized bed height of the sample was recorded at the drum rotating speed. The schematic diagram of BE test is shown in Figure 3.
2.2.2. Characterization of Properties Related to Coating Process
Transfer Efficiency tests were carried out with the experimental apparatus which includes a Nordson gun and a copper target panel of 30 cm in diameter. The copper target panel was placed 20 cm away from the gun. The working voltage was maintained at 45 kV and the pressure was maintained at 0.25 MPa. Powder samples were added to the spray gun by a vibrating feeder, and the total initial powder mass was 8.9 g for each panel. The transfer efficiency (TE) was calculated according to Equation (1) and each sample powder was tested three times.
Transfer Efficiency (TE) can be expressed as:
where mcoated is the powder mass transferred to the target panel, and msprayed is the total powder mass sprayed, which is held constant at 8.9 g.
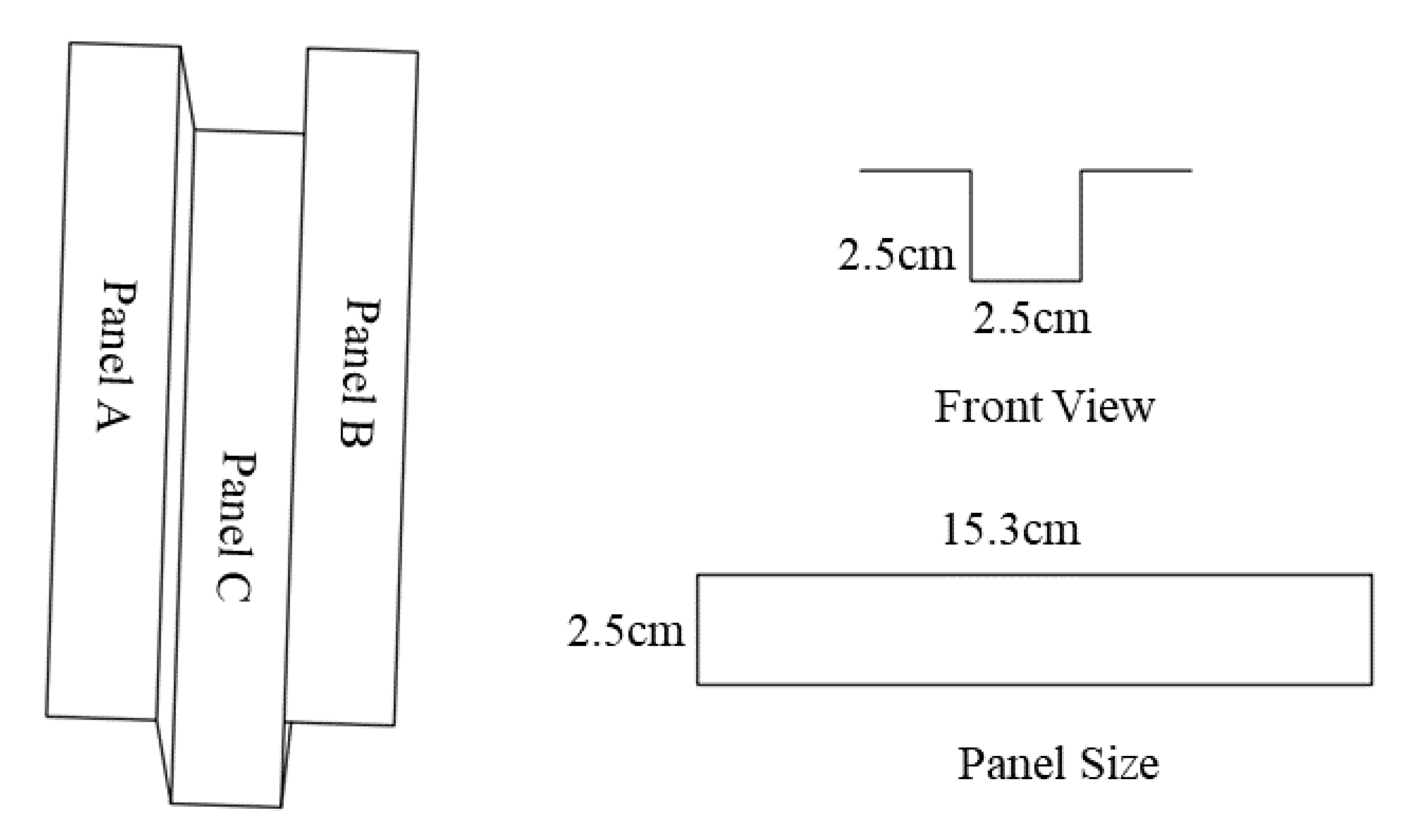
Faraday Cage Effect tests were conducted with a specially designed aluminum panel of 7″ × 6″ with a 1″ deep × 1″ wide trough located in the center, as shown in Figure 4. Three strips of aluminum sheets (1″ × 6″) were attached to their corresponding positions (Panel A and Panel B on the outside of the trough and Panel C on the back wall inside the trough) by small clips before spraying. Then the whole panel was hung in the spray booth with grounding connection. Each of the three strips was weighed before and after each spray to calculate the mass of powder deposited on. By comparing the powder mass on the back wall inside the trough (minternal = mPanel C) with the average powder mass on the two strips outside of the trough (mouter = (mPanel A + mPanel B)/2), the Anti-Faraday Cage effect R can be determined by the ratio of these two mass numbers:
R = 1 denotes that the Faraday cage effect is completely overcome, and the amount of powder on the inside and outside of the trough is the same, while R = 0 represents a maximum Faraday Cage effect, with no powder transferred to the internal surface.
The ASTM standard test method (D4217-07) [35] for Gel Time of a thermosetting coating powder was used for this experiment. This test method determines the amount of time required for a thermosetting coating powder to gel on a metal surface at a specified temperature. However, it must be noted that this time does not directly apply to the actual amount of time for a powder to cure. An equal mass of each sample was placed on a heated surface at 201 °C with a variance of +/−2 °C. The time between initial heating and the onset of hardening is defined as the Gel Time.
The ASTM standard test method (D4242-07) [36] for the Inclined Test Method for thermosetting coating powders was followed in this experiment. This test method determines the degree of melt flow during the curing of coating powder. An equal mass of pellet sample was placed on a heated surface at 200 °C. After being heated for 15 s at the horizontal position, the plate was tilted to 65° ± 1° and heated for another 15 min. The length of the flowed pellet is recorded as the test result.
2.2.3. Characterization of Finished Films
The PosiTector 6000 thickness gauge was used to measure overall film thickness for the samples. To verify the uniformity of film thickness, the thickness of nine regions in the same position of each panel was selected for comparison.
The Novo-Gloss glossmeter manufactured by Rohpoint Instrumentation Ltd. from East Grinstead, UK was used for the evaluation of the gloss values of the different samples. The selected angle of incidence light was 60°. Moreover, each panel was measured nine times at different locations well distributed over the panel and the average value was obtained.
KLA Tencor Surface Profiler is an advanced surface texture measuring system that accurately detects surface texture below submicron. During scanning, the device applies a gentle force on the stylus which rests on the sample surface, and the changes in the stylus height are recorded. The surface roughness encountered by the stylus are represented as a two-dimensional profile which is plotted and recorded on the computer. For each sample panel, four scans of 3 cm scan length were measured, which provides representative values to describe the roughness of the coated surface. In this study, the surface roughness Ra is the arithmetic mean deviation of the assessed profile over the entire length of 12 cm.
Distinctness of Image is a function of the sharpness of a reflected image in the coating surface [37]. In addition to gloss measurement, the Novo-Gloss glossmeter (IQ206085, Rhopoint Components Ltd., East Grinstead, UK) was also used to measure the DOI of a surface by quantifying the way that a reflected measurement beam is spread and distorted around the specular angle. The DOI value of a surface is a number between zero and one hundred. A surface that exhibits a perfect undistorted image returns a value of 100, and as the value decreases, the image becomes less discernible.
3. Results and Discussion
3.1. Powder Properties
3.1.1. Semi-Dynamic Flowability-AOR
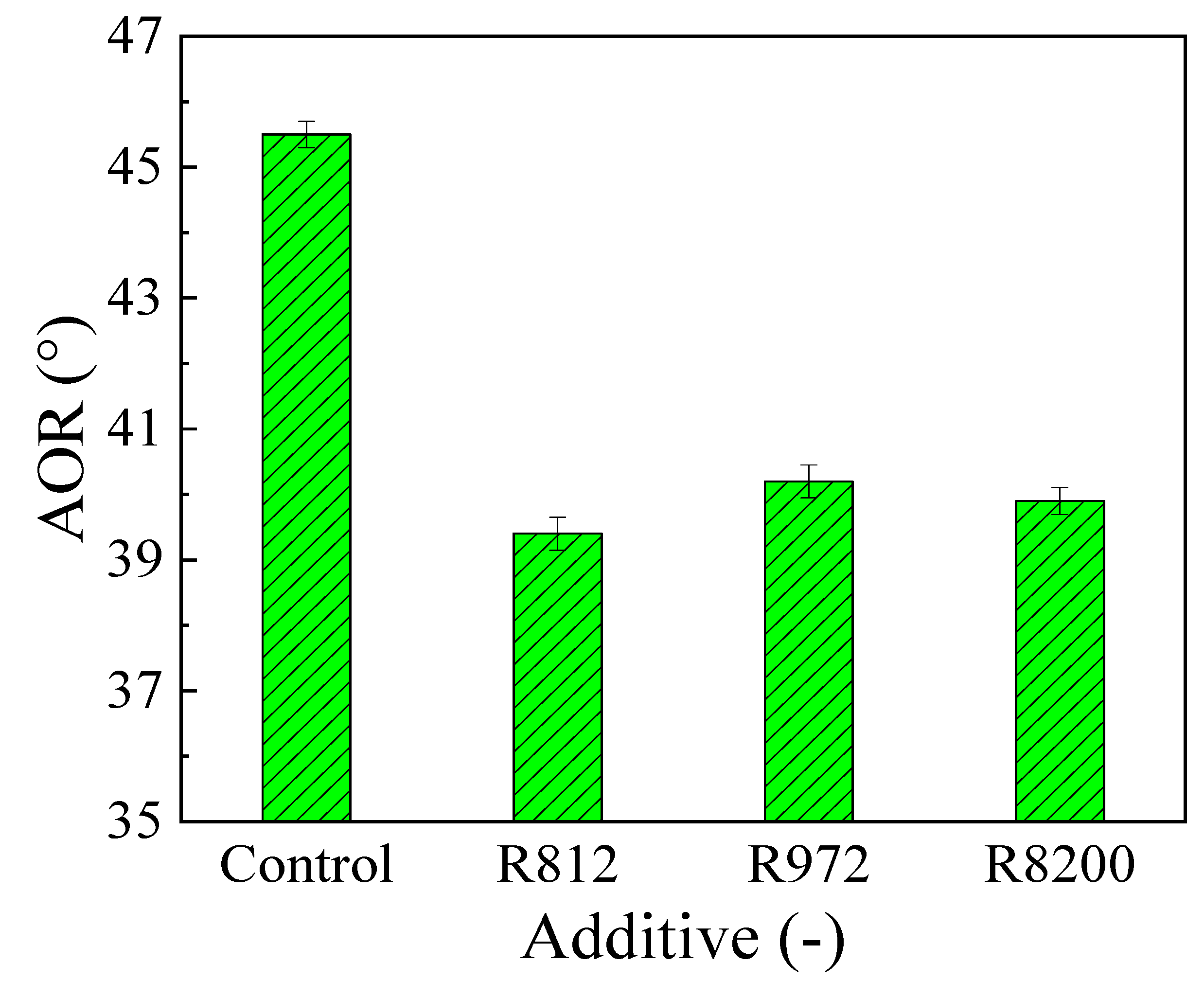
AOR test involving both dynamic and static process, is classified as semi-dynamic test [30]. Figure 5 shows the angle of repose values (AORs) of the powders with different additives. It can be illustrated that the control sample has the highest AOR (45.5°), and the three samples with silica additives have lower AORs. Dutta [38] et al. studied the corresponding relationship between the angle of repose and the flowability of powders. According to the AOR, the flowability of powders can be divided into five levels, ranging from very cohesive to very free-flowing, as shown in Table 4. It can be seen that the control sample is cohesive, and all the samples have fair to passable flow, and become close to free-flowing after the addition of flow additives. This indicates that the flow additive has a significant influence on flowability of the powder, and that all three types of silica additives are effective in enhancing the semi-dynamic flowability of polyester powder. Furthermore, the paint powder with R812 has the lowest AOR (39.4°), which presents the best semi-dynamic flowability performance, while the sample with R972 performs the worst amongst the three, seen by its second highest AOR.
3.1.2. Dynamic Flowability-BE
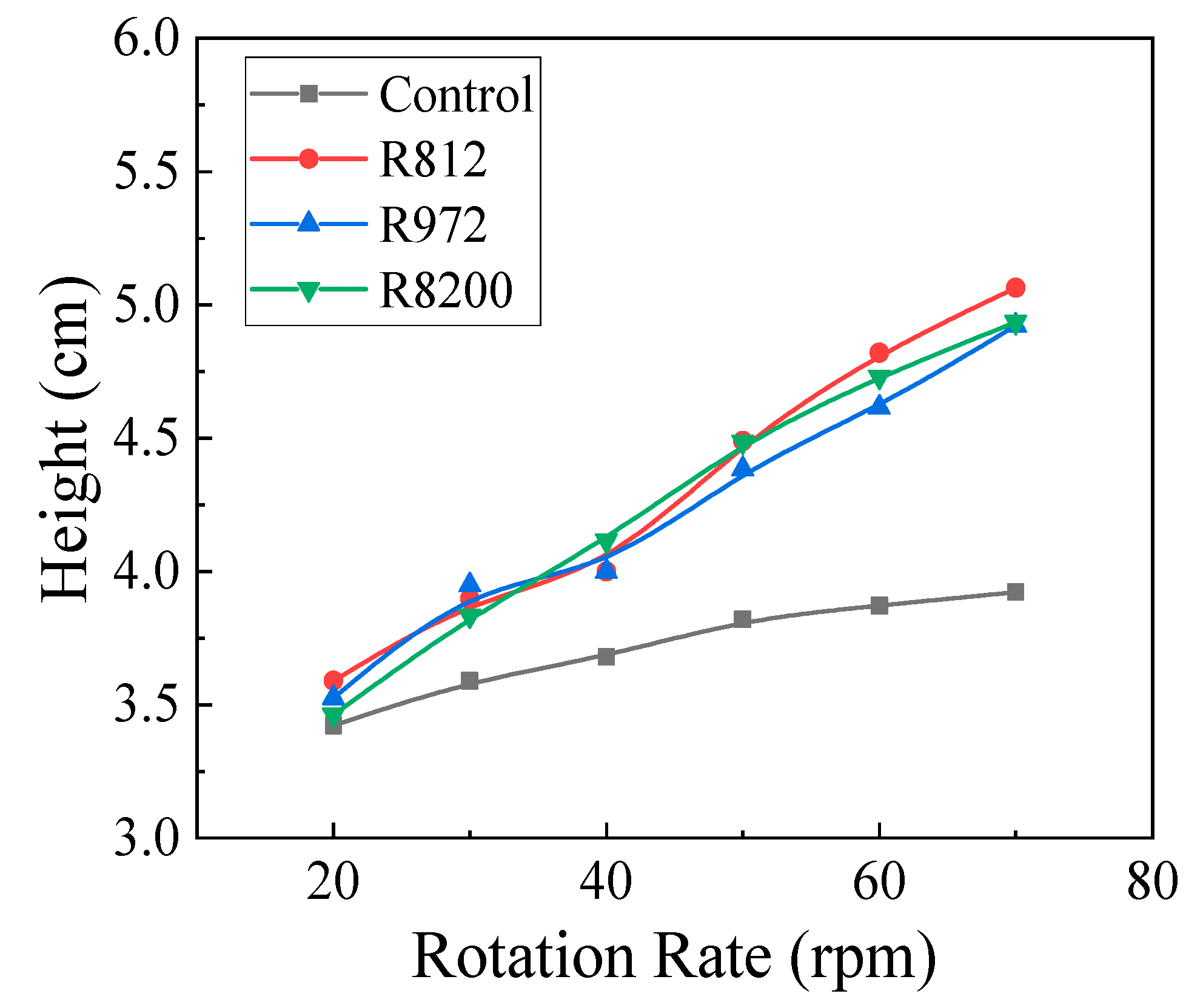
The BE test is more dynamic compared to the AOR test, so it is used to represent dynamic flowability [30]. BE test results for the polyester powder paint (illustrated in Figure 6), show that over the entire tested drum rotation speed range, the control sample has the lowest height rise. Meanwhile, the other three samples with additives show a much higher BE height rise, indicating that all three grades of additives are effective in increasing the dynamic flowability of polyester powder paint. The bed expansion data are highly consistent with the results obtained from the Angle of Repose, which further confirms the effectiveness of additives in enhancing powder flowability, both semi-dynamic and dynamic flowability.
The reason that nano-silica additives could improve the flowability of the paint powders is that the nano-silica attaches to the surface of coating particles, increasing the distance between contacting surfaces of coating particles, thus reducing the van der Waals force between them. As a result of the decreased cohesion of particles, flowability is improved [39,40]. The resin selected in this study is carboxyl end group polyester resin, and owing to the fact that the carboxyl groups in the polymer chain possess the ability to form hydrogen bonds with water molecules in the air, a water film is formed on the surface of the hydrophilic surface [41]. With the existence of water film, the hydrogen bond between particles increases the interparticle force and weakens the flowability of particles. Moreover, water itself possesses high surface energy which is enough to form large interparticle forces. When the powder particles are covered with hydrophobic flow additive, the influence of the water film is weakened, leading to an improved flowability. As exhibited in Table 2, R972 is less hydrophobic than R812 and R8200, thus the improvement of powder flowability is slightly lower than other two [42], and R812 which possesses the strongest hydrophobicity also has the greatest improvement in powder flowability.
The specific surface area of flow additive may also affect the flowability enhancement for powders. A higher surface coverage could enable nano-silica to reduce the contact between coating particles to a higher extent [9,29]. In this study, the dosages of additives remained consistent and therefore, the one with higher specific surface area is expected to provide a better surface coverage. This explains the result that the powder sample with R812 shows a better flowability than the one with R8200.
3.2. Coating Process Related Properties
3.2.1. Transfer Efficiency
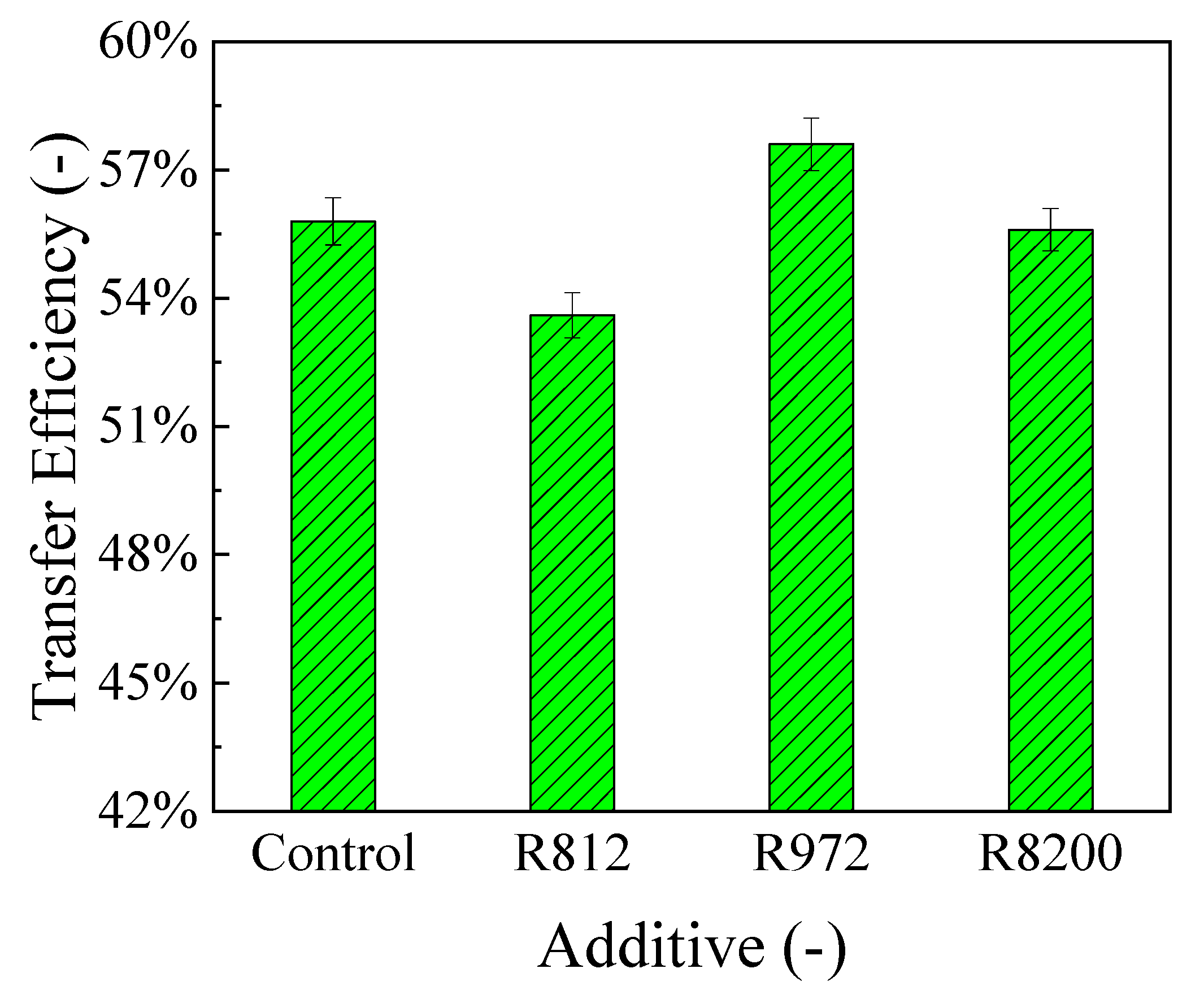
The Transfer Efficiency test results are depicted in Figure 7. The addition of R972 increases powder transfer efficiency. However, R8200 and R812, with which a more desirable flowability is achieved, do not reach the same transfer efficiency. The reason for this may be due to their different hydrophobicity. Sharma et al. [43] and Messaoudi et al. [44] reported that back ionization can be reduced by increasing the humidity level in the spray booth. The elevated humidity could accelerate the charge attenuation of the deposited powder, and hence the internal electric field strength of the powder on the coating target becomes lower. Consequently, the back ionization is delayed, which improves the transfer efficiency. Compared with R812 and R8200, R972 has a weaker hydrophobicity, which leads to a higher moisture content on the powder surface, and thus a higher transfer efficiency. The hydrophobicity difference between R812 and R8200 also makes a difference in their transfer efficiencies. For samples without additives, although the surface moisture is relatively high, the particles are not evenly dispersed in air during spraying due to the agglomeration, resulting in uneven charging and moderate transfer efficiency.
3.2.2. Anti-Faraday Cage Effect
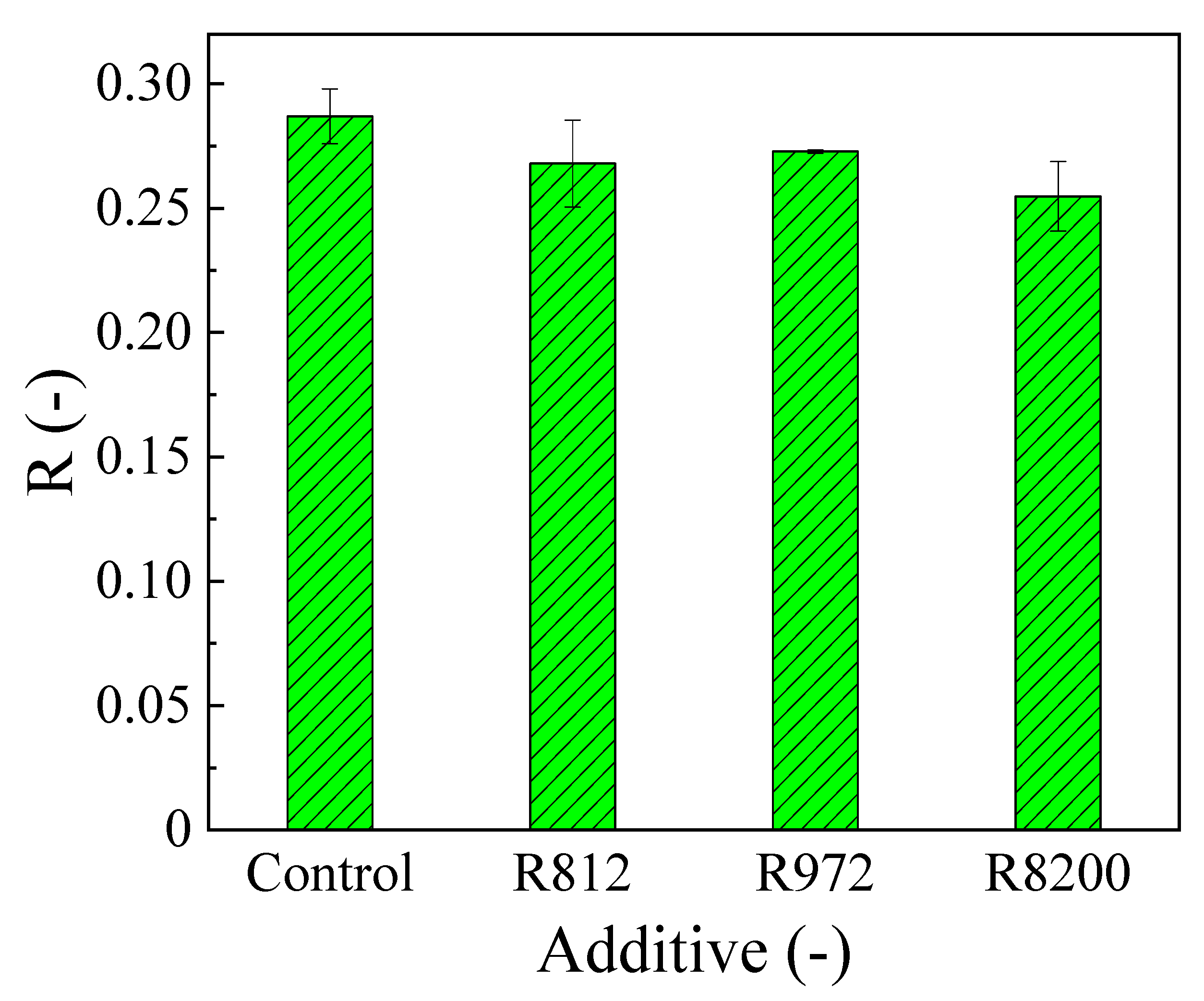
Faraday cage effect is an inherent characteristic of electrostatic spraying. When powders are coated to the surface of a substrate, if a deep pit or trough presents in the surface of the substrate, the lines of the electric field will point to the ground along the path with least resistance. Thus, most electric field lines are concentrated at the edge of the trough, which is called the Faraday Cage Effect [45,46,47,48]. Due to this effect, the coating forms more quickly at the edge of the trough resulting from the accelerated deposition of the powder. Even if the powder can no longer deposit at the edge of the trough, it is not possible to enter the bottom under the action of electric field force and back ionization, which will cause severely uneven powder coverage. In this study, the influences of flow additives on Faraday cage effect were tested and the results are shown in Figure 8. There is almost no influence observed with flow additives. Although the addition of flow additive has an effect on the powder transfer efficiency as seen in Figure 5, the impact on the transfer efficiency of the powder deposited on the panel inside and outside the trough is consistent, which leads to a similar anti-Faraday cage effect for all the samples.
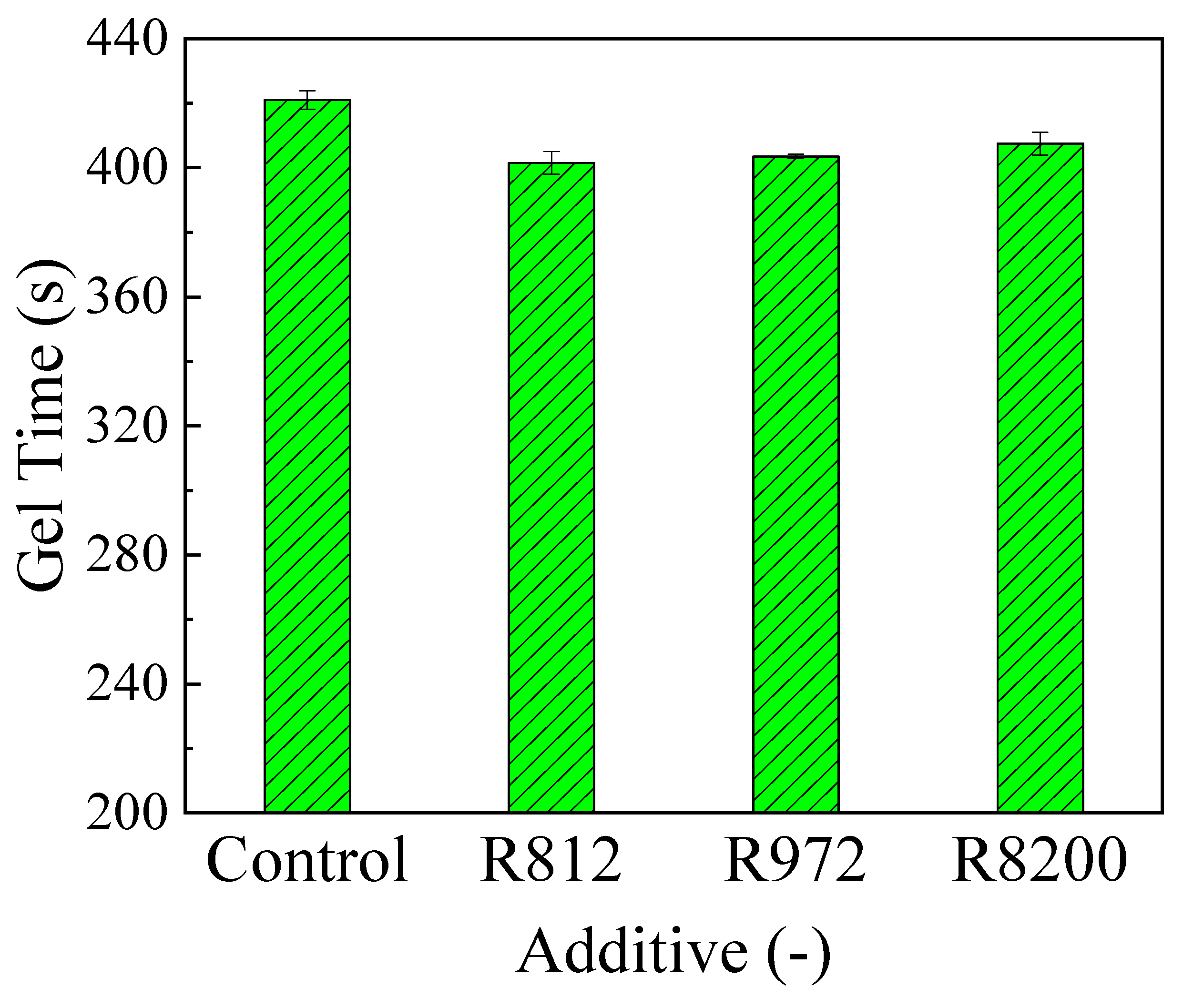
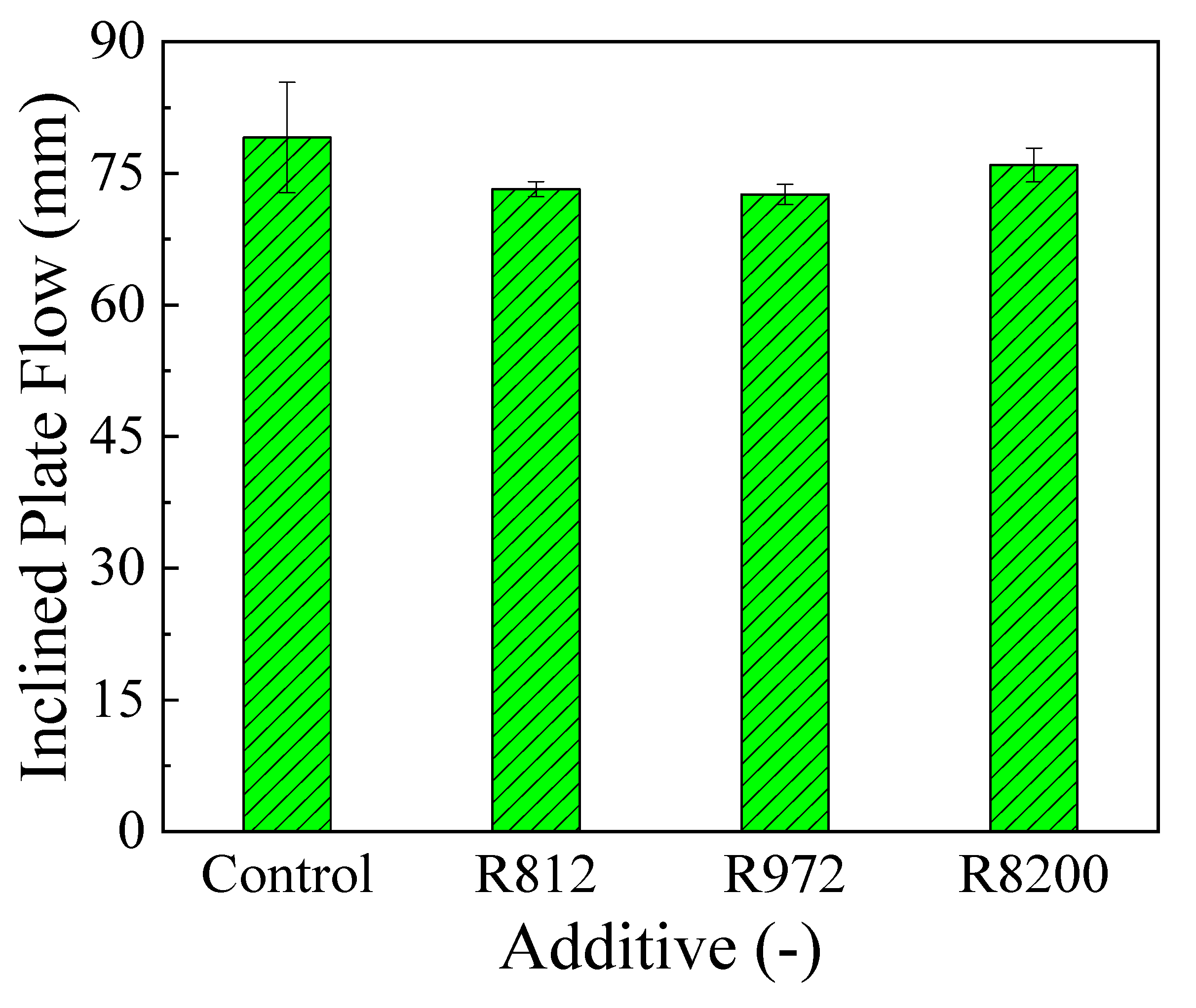
3.2.3. Gel Time and Inclined Plate Flow
The Gel Time and Inclined Plate Flow tests results are shown in Figure 9 and Figure 10, respectively. Compared to the control sample, the gel time of the samples with the addition of nanometer silica is slightly shortened, and the same tendency is witnessed for the inclined plate flow length. However, all the tested silica does not make noticeable difference in the gel time and the inclined plate flow length. This suggests that the additives are not significantly affecting the melting and curing dynamics of the powders. In essence, curing is a complex process of physical and chemical change, thus the addition of a very low amount of nanometer additives has little effect on the leveling and curing of the powder coatings [49,50,51].
3.3. Film Properties
3.3.1. Thickness
The results of film thickness are shown in Table 5, which displays a uniform thickness of approximately 60 microns for all the samples, eliminating the influence of film thickness on coating properties.
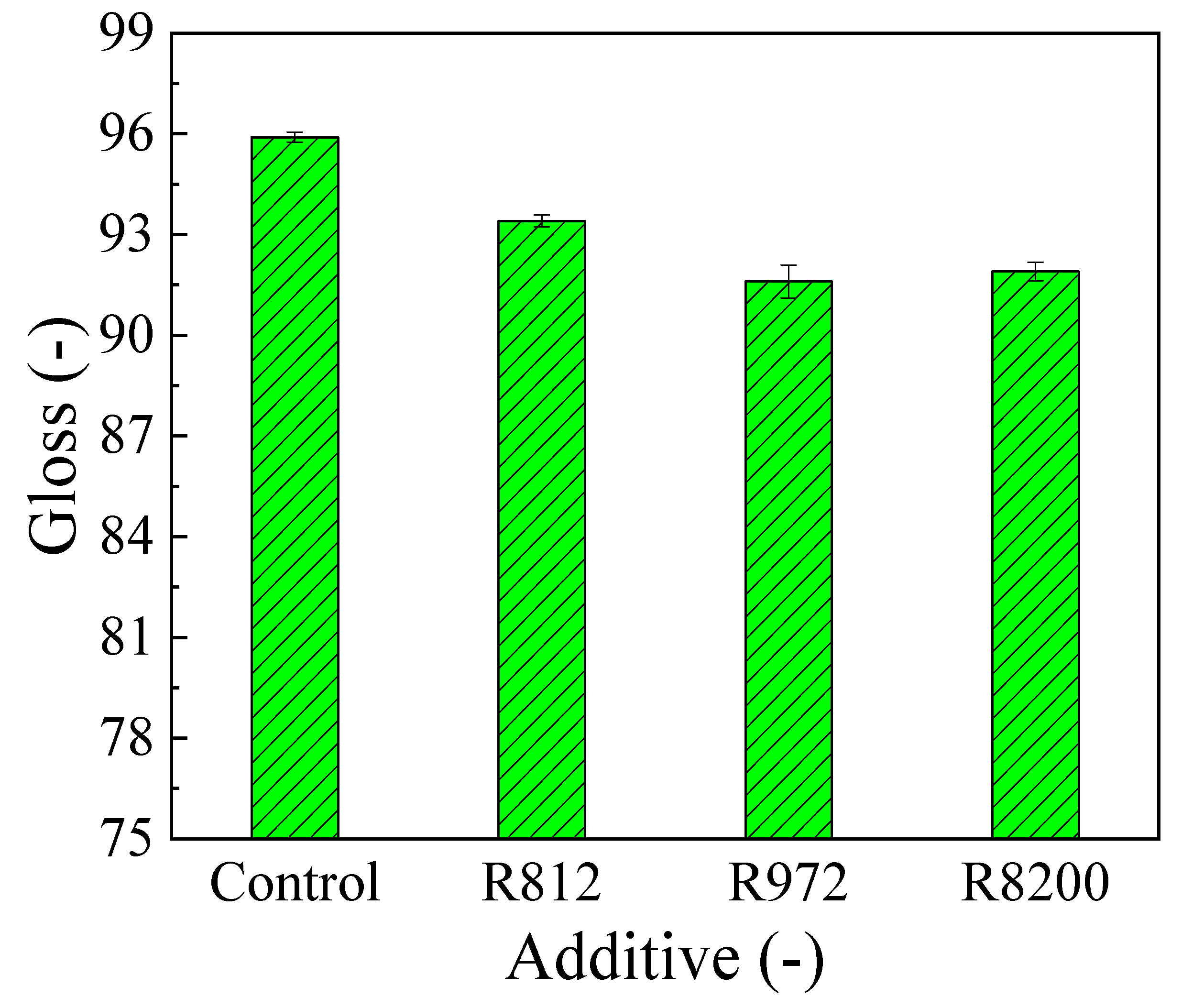
3.3.2. Gloss
Gloss reductions are observed with the addition of silica additives, as seen in Figure 11. This is mainly caused by diffuse light scattering from the micro-structure of the surface, resulting from incompatibility in the organic coatings and inorganic additives [52,53]. It can be seen that R972 leads to a higher gloss reduction. First of all, the lower hydrophobicity (corresponding to a higher polarity) of R972 tends to promote the inter-particle forces, making it more difficult to obtain adequate dispersion in the powder paint. Secondly, when polyester powder coating is curing, the carboxyl group in the polyester resin reacts with the epoxy group in the TGIC to form a hydrophobic ester group and reduce the surface energy of polyester resin system. The lower hydrophobicity and higher surface energy of R972 suggest a more significant surface energy difference between additives and coatings, which results in a reduced microscale smoothness and gloss of the film surface. The gloss reduction caused by the lower compatibility is also present in the films with R812 and R8200, although the compatibility problems are less severe than the one with R972, and R812 has the least effect on gloss reduction due to its highest hydrophobicity. For samples with nano-silica, the gloss reduction of powder paints with R812 of higher specific surface area is slightly lower than the ones with R8200, which indicates that the specific surface area of additives also has an effect on the gloss of coating film. It is worth noting that the powder coating used in this paper is of ultra-high gloss and the addition of silica additives only slightly affects the film gloss, seeing all of them over 91.5, which indicates that the flow additives have minor effect on gloss. When pursuing an ultra-high gloss retainment, an extended mixing time would help, although compromising in flowability could be perceived.
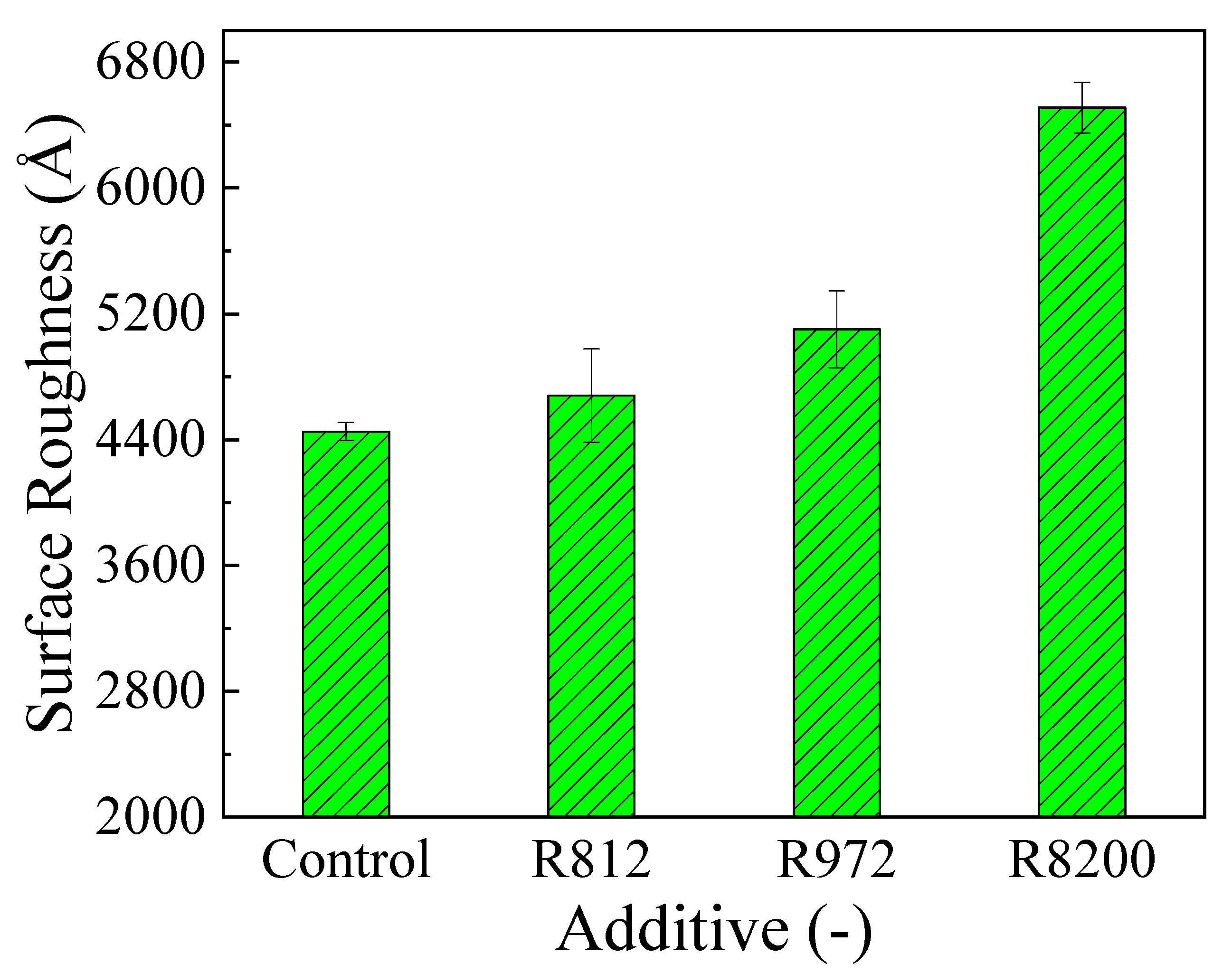
3.3.3. Surface Profile
The surface profile results are shown in Figure 12, and the surface roughness of all the samples with nano-additives is larger than the control sample. The film with R8200 shows the roughest surface, followed by films with R972 and R812. This is probably due to the uneven dispersion and the formation of agglomeration of flow additives, resulting in the coating surface with low smoothness. In this study, the relatively high amount of flow additives makes the above phenomenon more obvious. The formation of surface roughness is an extremely complicated process, which is affected by various elements involving the rheological property of the powder during curing and the state of pre-accumulated powder on the substrate prior to curing. Further research is needed to find out the effect of difference in properties of flow additives on the surface roughness of the coating film.
3.3.4. DOI
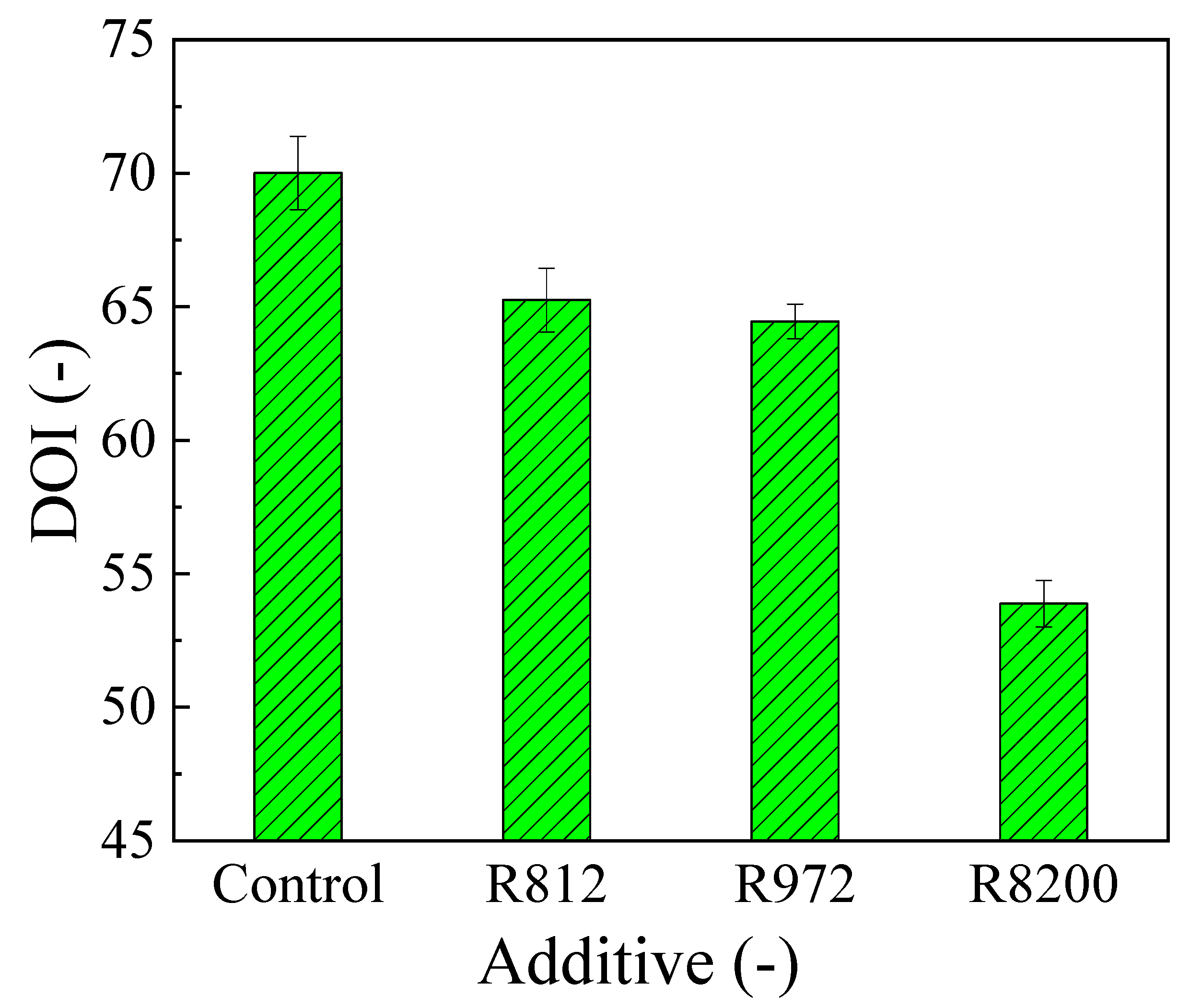
DOI is an index to reflect the resolution of diffuse reflection imaging of coating. The higher the value is, the better the imaging effect is. It is greatly influenced by surface roughness and gloss, and a high gloss and smooth finish is expected to provide a high DOI [54,55,56]. As shown in Figure 13, all of the films with flow additive obtain a decreasing distinctness of image (DOI). Due to the above-mentioned incompatibility between powders and flow additives, uneven dispersion and agglomeration of additives is usually inevitable (especially as a result of higher loading levels), which causes more defects on the film surface. Thus, a decreased DOI is observed for all the samples with additives. Among the three additives, R972 shows the strongest effect on gloss reduction, while film with R8200 has the roughest surface, and R812 shows minimal adverse effects in both performances. Due to the dependence on gloss and surface roughness, samples with R812 exhibit the highest DOI, and the ones with R972 and R8200 are more affected by surface roughness, showing a consistent tendency with the surface roughness.
4. Conclusions
Some properties of polyester powders are significantly changed with the addition of flow additives. The flowability of all samples with flow additives is significantly improved, and R812 shows the best performance followed by R8200 and R972. The improvement of flowability performance is mainly due to the reduced contact between powder particles by flow additives, and the difference in improvement among various flow additives is the result of the joint action of hydrophobicity and specific surface area. Different from the effect of additives on the flowability, R972 is beneficial to transfer efficiency while R8200 and R812 show slightly lower results. It was found that the flow additives with strong hydrophobicity reduce the transfer efficiency, and vice versa, due to the fact that higher moisture content on the powder surface promotes a higher transfer efficiency. Other coating related properties are less affected by flow additives, e.g., the gel time and inclined plate flow, as they are related to the curing progression mainly determined by crosslinking process, which is hardly affected by the nano additives. In addition, no significant changes are observed in the Faraday cage effect, resulting from the same extent of influence on transfer efficiency of the powder deposited on the panel inside and outside the trough. As to the film properties, all of the samples with additives show a slight gloss reduction at the set mixing time. DOI is influenced by surface roughness and gloss to a substantial extent, and the DOI results show a consistent tendency with the surface roughness. In summary, the polyester coating powder with R812 shows the best performance, including the greatest improvement in powder flowability and the least adverse effect on the film properties, though the transfer effect is slightly reduced.
Author Contributions
Conceptualization, J.Z. and H.Z. (Hui Zhang); methodology, H.Z. (Hui Zhang); software, J.X.; validation, H.Z. (Hui Zhang), H.Z. (Haiping Zhang), and J.X.; formal analysis, J.X.; investigation, D.B. and J.X.; resources, H.Z. (Hui Zhang) and Y.S.; data curation, J.X.; writing—original draft preparation, J.X.; writing—review and editing, H.Z. (Hui Zhang) and H.Z. (Haiping Zhang); visualization, J.X.; supervision, H.Z. (Hui Zhang); project administration, J.Z.; funding acquisition, H.Z. (Hui Zhang). All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Evonik Corporation (USA) and the Natural Sciences and Engineering Research Council of Canada (NSERC), Discovery Grant RGPIN-2018-06256.
Acknowledgments
This study was supported by Evonik Corporation (USA). Thanks to Maria Nargiello from Industrial and Transportation Coatings, Evonik (USA) for her constant support to the research activities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Okadaa, K.; Yamaguchi, K.; Takeda, H. Acrylic/polyester hybrid powder coating system having excellent weather durability. Prog. Org. Coat. 1997, 34, 169–174. [Google Scholar] [CrossRef]
- Verlaak, J. A powder coating progress review. Focus Powder Coat. 2010, 1, 1–3. [Google Scholar]
- Flosbach, C.; Matten, S.; Donnermeyer, J. Process for the preparation of a powder coating composition. US Patent 074576, 26 June 2014. [Google Scholar]
- Grendahl, H. Clariant revolutionizes powder coating aesthetics and performance with new additives. Focus Powder Coat. 2011, 40, 98–113. [Google Scholar]
- Zeren, S.; Renoux, D. Powder coatings additives. Paint. Coat. Ind. 2002, 18, 116. [Google Scholar]
- Grundke, K.; Uhlmann, P. Influence of additives on interfacial phenomena during film formation of powder coatings. J. Coat. Technol. 2001, 73, 59–65. [Google Scholar]
- Kendall, K.; Stainton, C. Adhesion and aggregation of fine particles. Powder Technol. 2001, 121, 223–229. [Google Scholar] [CrossRef]
- Visser, J. An invited review: Van der waals and other cohesive forces affecting power fluidization. Powder Technol. 1989, 58, 1–10. [Google Scholar] [CrossRef]
- Huang, Q.; Zhang, H.; Zhu, J. Flow properties of fine powders in powder coating. Particuology 2010, 8, 19–27. [Google Scholar] [CrossRef]
- Castellanos, A. The relationship between attractive interparticle forces and bulk behaviour in dry and uncharged fine powders. Adv. Phys. 2005, 54, 263–376. [Google Scholar] [CrossRef]
- Jing, F.; Krantz, M.; Hui, Z.; Zhu, J.; Lis, K. Investigation of the recyclability of powder coatings. Powder Technol. 2011, 211, 38–45. [Google Scholar]
- Geldart, D. Types of gas fluidization. Powder Technol. 1973, 7, 285–292. [Google Scholar] [CrossRef]
- Todorova, Z.; Wünsche, S.; Hintz, W. Improved Flowability of Ultrafine, Cohesive Glass Particles by Surface Modification Using Hydrophobic Silanes. In Particles in Contact; Antonyuk, S., Ed.; Springer: Cham, Switzerland, 2019; pp. 631–662. [Google Scholar]
- Zhou, Y.; Liang, H.Q.; Shi, Y.F. Study on fluidization mechanism and agglomerating behavior of ultrafine powders. Chem. React. Eng. Technol. 2003, 19, 289–294. [Google Scholar]
- Barthel, H.; Dreyer, M.; Gottschalk-Gaudig, T.; Litvinov, V.; Nikitina, E. Fumed silica–rheological additive for adhesives, resins, and paints. Macromol. Symposia 2002, 187, 573–584. [Google Scholar] [CrossRef]
- Xu, C.; Zhu, J. Parametric study of fine particle fluidization under mechanical vibration. Powder Technol. 2006, 161, 135–144. [Google Scholar] [CrossRef]
- Barletta, D.; Donsì, G.; Ferrari, G.; Poletto, M.; Russo, P. The effect of mechanical vibration on gas fluidization of a fine aeratable powder. Chem. Eng. Res. Design 2008, 86, 359–369. [Google Scholar] [CrossRef]
- Qian, G.H.; Bágyi, I.; Burdick, I.W.; Pfeffer, R.; Stevens, J.G. Gas–solid fluidization in a centrifugal field. AIChE J. 2001, 47, 1022–1034. [Google Scholar] [CrossRef]
- Zhu, Q.S.; Li, H.Z. Magnetic fluidization of Group C powder (I)—Mechanism. J. Chem. Industry Eng. 1996, 47, 53–58. [Google Scholar]
- Zhu, Q.; Li, H. Study on magnetic fluidization of group C powders. Powder Technol. 1996, 86, 179–185. [Google Scholar]
- Yu, Q.; Dave, R.N.; Zhu, C.; Quevedo, J.A.; Pfeffer, R. Enhanced fluidization of nanoparticles in an oscillating magnetic field. AIChE J. 2005, 51, 1971–1979. [Google Scholar] [CrossRef]
- Xu, C.B.; Cheng, Y.; Zhu, J. Fluidization of fine particles in a sound field and identification of group C/A particles using acoustic waves. Powder Technol. 2006, 161, 227–234. [Google Scholar] [CrossRef]
- Ajbar, A.; Alhumazi, K.; Asif, M. Improvement of the fluidizability of cohesive powders through mixing with small proportions of group A particles. Can. J. Chem. Eng. 2005, 83, 930–943. [Google Scholar] [CrossRef]
- Duan, H.; Liang, X.; Zhou, T.; Wang, J.; Tang, W. Fluidization of mixed SiO2 and ZnO nanoparticles by adding coarse particles. Powder Technol. 2014, 267, 315–321. [Google Scholar] [CrossRef]
- Hirotaka, N.; Masakatsu, U. Powder-coated aluminum building material for outdoor use. CN103154415 A, 12 June 2013. [Google Scholar]
- Craven, J.M. Powder coating composition for automotive topcoat. US Patent 4402983, 6 September 1983. [Google Scholar]
- Gao, S.; Zhu, X.P.; Zhang, H.; Zhu, J. Powder coating of plastic components. In Proceedings of the SPE Automotive Composites Conference & Exhibition, Novi, MI, USA, 7–9 September 2016. [Google Scholar]
- Xu, C.B.; Zhang, H.; Zhu, J. Improving flowability of cohesive particles by partial coating on thesurfaces. Can. J. Chem. Eng. 2009, 87, 403–414. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhu, J. Group C+ particles: Enhanced flow and fluidization of fine powders with nano-modulation. Chem. Eng. Sci. 2019, 207, 653–662. [Google Scholar] [CrossRef]
- Krantz, M.; Zhang, H.; Zhu, J. Characterization of powder flow: Static and dynamic testing. Powder Technol. 2009, 194, 239–245. [Google Scholar] [CrossRef]
- Li, W.; Franco, D.C.; Yang, M.S.; Zhu, X.; Zhang, H.; Shao, Y.; Zhang, H.; Zhu, J. Comparative study of the performances of Al(OH)3 and BaSO4 in ultrafine powder coatings. Processes 2019, 7, 316. [Google Scholar] [CrossRef] [Green Version]
- Bao, D. Effects of Additive Modification on Flow Properties of Fine Coating Particles. Master’s Thesis, UWO, London, ON, Canada, 2013. [Google Scholar]
- Geldart, D.; Wong, A.C.Y. Fluidization of powders showing degrees of cohesiveness—I. Bed expansion. Chem. Eng. Sci. 1984, 39, 1481–1488. [Google Scholar] [CrossRef]
- Xue, D. Study on Fine Powder Coating with Modified Additive. Master’s Thesis, UWO, London, ON, Canada, 2013. [Google Scholar]
- ASTM D4217-07 (2013). Standard Test Method for Gel Time of Thermosetting Coating Powder; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM D4242-07 (2017). Standard Test Method for Inclined Plate Flow for Thermosetting Coating Powder; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Gruber, D.P.; Buder-Stroisznigg, M.; Wallner, G.; Strauss, B.; Jandel, L.; Lang, R.W. A novel methodology for the evaluation of distinctness of image of glossy surfaces. Prog. Org. Coat. 2008, 63, 377–381. [Google Scholar] [CrossRef]
- Dutta, A.; Dullea, L.V. Comparative evaluation of negatively and positively charged submicron particles as flow conditioners for a cohesive powder. AIChE Symposium Series 1990, 86, 26–40. [Google Scholar]
- Xie, H.Y. The role of interparticle forces in the fluidization of fine particles. Powder Technol. 1997, 94, 99–108. [Google Scholar] [CrossRef]
- Kojima, T.; Elliott, J.A. Effect of silica nanoparticles on the bulk flow properties of fine cohesive powders. Chem. Eng. Sci. 2013, 101, 315–328. [Google Scholar] [CrossRef]
- Garle, A.L.; White, F.; Budhlall, B.M. Improving the antifouling properties of polypropylene surfaces by melt blending with polyethylene glycol diblock copolymers. J. Appl. Polym. Sci. 2017, 135, 1–12. [Google Scholar] [CrossRef]
- Qing, Y.; Yang, C.; Hu, C.; Zheng, Y.; Liu, C. A facile method to prepare superhydrophobic fluorinated polysiloxane/ZnO nanocomposite coatings with corrosion resistance. Appl. Surf. Sci. 2015, 326, 48–54. [Google Scholar] [CrossRef]
- Sharma, R.; Trigwell, S.; Biris, A.S.; Sims, R.A.; Mazumder, M.K. Effect of ambient relative humidity and surface modification on the charge decay properties of polymer powders in powder coating. IEEE Trans. Ind. Appl. 2003, 39, 87–95. [Google Scholar] [CrossRef]
- Messaoudi, R.; Younsi, A.; Massines, F.; Despax, B.; Mayoux, C. Influence of humidity on current waveform and light emission of a low-frequency discharge controlled by a dielectric barrier. IEEE Trans. Dielectr. Electr. Insul. 1996, 3, 537–543. [Google Scholar] [CrossRef]
- Kline, S.R., Jr. Breaking through the faraday cage. Prod. Finish. 1999, 63, 64–67. [Google Scholar]
- Biris, A.S.; De, S.; Yurteri, C.U.; Mazumder, M.K.; Sims, R.A. Parametric study of the Faraday cage effect of charged particles and its implications in the powder coating process. In Proceedings of the 2002 IEEE Industry Applications Conference. 37th IAS Annual Meeting (Cat. No. 02CH37344), Pittsburgh, PA, USA, 13–18 October 2002. [Google Scholar]
- Adamiak, K. Numerical investigation of powder trajectories and deposition in tribocharge powder coating. IEEE Trans. Ind. Appl. 2011, 37, 1603–1609. [Google Scholar] [CrossRef]
- Meng, X.; Zhu, J.; Zhang, H. The characteristics of particle charging and deposition during powder coating processes with ultrafine powder. J. Phys. D-Appl. Phys. 2009, 42, 065201. [Google Scholar] [CrossRef]
- Shi, Q.; Huang, W.; Zhang, Y.; Zhang, Y.; Xu, Y.; Guo, G. Curing of polyester powder coating modified with rutile nano-sized titanium dioxide studied by DSC and real-time FT-IR. J. Therm. Anal. Calorim. 2011, 108, 1243–1249. [Google Scholar] [CrossRef]
- Ramis, X.; Cadenato, A.; Morancho, J.M.; Salla, J.M.J.P. Curing of a thermosetting powder coating by means of DMTA, TMA and DSC. Polymer 2003, 44, 2067–2079. [Google Scholar] [CrossRef]
- Halász, L.; Belina, K. An investigation into the curing of epoxy powder coating systems. J. Therm. Anal. Calorim. 2015, 119, 1971–1980. [Google Scholar] [CrossRef]
- Lee, S.S.; Koo, J.H.; Lee, S.S.; Chai, S.G.; Lim, J.C. Gloss reduction in low temperature curable hybrid powder coatings. Prog. Org. Coat. 2003, 46, 266–272. [Google Scholar] [CrossRef]
- Biris, A.S.; Mazumder, M.K.; Yurteri, C.U.; Sims, R.A.; Snodgrass, J.; De, S. Gloss and texture control of powder coated films. Part. Sci. Technol. 2001, 19, 199–217. [Google Scholar] [CrossRef]
- Gooch, J.W. Distinctness-of-Image. In Encyclopedic Dictionary of Polymers; Springer: New York, NY, USA, 2011. [Google Scholar] [CrossRef]
- Billmeyer Jr, F.W.; O’Donnell, F.X. Visual gloss scaling and multidimensional scaling analysis of painted specimens. Color Res. Appl. 1987, 12, 315–326. [Google Scholar] [CrossRef]
- Delaney, J.K.; de la Rie, E.R.; Elias, M.; Sung, L.-P.; Morales, K.M. The Role of Varnishes in Modifying Light Reflection from Rough Surfaces—A Study of Changes in Light Scattering Caused by Variations in Varnish Topography and Development of a Drying Model. Stud. Conserv. 2008, 53, 170–186. [Google Scholar] [CrossRef] [Green Version]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
Figure 1.
An example of particle size distribution (the control powder). (D10: 11.49 μm, D50: 32.45 μm, D90: 63.68 μm).
Figure 1.
An example of particle size distribution (the control powder). (D10: 11.49 μm, D50: 32.45 μm, D90: 63.68 μm).

Figure 2.
Schematic of AVA measurement.

Figure 3.
Schematic of BE measurement.

Figure 4.
Specially designed panel for characterization of Faraday cage effect.

Figure 5.
AOR of the powders with different additives.

Figure 6.
Bed expansion of polyester powder samples.

Figure 7.
Transfer efficiency of powder samples.

Figure 8.
Faraday cage effect of powder samples.

Figure 9.
Gel time of polyester powder samples.

Figure 10.
Inclined plate flow of polyester powder samples.

Figure 11.
Gloss of powder samples films.

Figure 12.
Surface roughness profile of powder samples films.

Figure 13.
DOI of powder samples films.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Technical specifications of polyester powder paint used in the study.
| Class | Sub Class | Specification |
|---|---|---|
| Binder | polymer resin | Polyester |
| curing agent | TGIC | |
| Pigment | pigment | Carbon black |
| additive | Degassing agent, Flow agent | |
| filler | BaSO4 | |
| Density | - | 1250 kg/m3 |
| Gloss | - | Ultra-high-gloss |
| Surface appearance | - | Smooth |
| Cure parameters | - | 200 °C/10 min |
Table 2.
Properties of fumed silica used in the study 1.
| Properties | R812 | R972 | R8200 |
|---|---|---|---|
| Behavior in water | Hydrophobic | ||
| Degree of hydrophobicity 2 | 60% | 40% | 50% |
| Mean size/nm | 7 | 16 | 12 |
| Specific surface area m2/g | 260 ± 30 | 110 ± 20 | 190 ± 25 |
| Tamped density g/L | 60 | 50 | 140 |
| Drying loss (2 h at 105 °C) % | <0.5% | ≤2.0 | ≤0.5 |
| pH-value (4% suspension) | 5.5–8.0 | 3.6–4.4 | ≥5.0 |
| Carbon content % | 2.0–3.0% | 0.6–1.2 | 2.0–4.0 |
| SiO2 % | >99.8% | ≥99.8 | ≥99.8 |
1 All the data are from the Evonik Corporation (USA); 2 The degree of hydrophobicity is measured by Evonik internal multipoint methanol wettability test. The higher the methanol content needed to wet out the particles, the higher the hydrophobicity.
Table 3.
Particle size and size distribution of samples.
| Additive Used | Particle Size of Polyester Paint/μm | |||
|---|---|---|---|---|
| D10 3 | D50 3 | D90 3 | Span 4 | |
| Control (No additive) | 11.49 | 32.45 | 63.68 | 1.608 |
| R812 | 10.65 | 31.14 | 62.34 | 1.660 |
| R972 | 11.64 | 32.48 | 63.43 | 1.595 |
| R8200 | 11.36 | 32.32 | 63.88 | 1.625 |
3 D10, D50 and D90 (µm) are the particle diameters which 10, 50 and 90 vol.% of the particles are smaller than, respectively. 4
Table 4.
Classification of powder flowability by AOR [37].
Table 4.
Classification of powder flowability by AOR [37].
| Angle of Repose (AOR) | Flowability |
|---|---|
| 25° < θ < 30° | Very free-flowing |
| 30° < θ < 38° | Free-flowing |
| 38° < θ < 45° | Fair to passable flow |
| 45° < θ < 55° | Cohesive |
| 45° < θ < 70° | Very cohesive |
Table 5.
Thickness Reading–Polyester Powder Experimental Results.
| Additive Used | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | Average (μm) |
|---|---|---|---|---|---|---|---|---|---|---|
| - | 58.0 | 55.0 | 61.0 | 58.5 | 59.0 | 60.0 | 56.0 | 65.0 | 59.5 | 59.1 |
| R812 | 60.5 | 61 | 55.5 | 61.0 | 59.0 | 54.0 | 63.5 | 59 | 52.5 | 58.4 |
| R972 | 55.5 | 67.5 | 63.5 | 57.0 | 66.5 | 64.0 | 56.5 | 61.5 | 65.0 | 61.8 |
| R8200 | 63.5 | 64.5 | 59.0 | 60.5 | 61.0 | 59.5 | 58.0 | 63.0 | 61.0 | 61.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xie, J.; Zhang, H.; Shao, Y.; Bao, D.; Zhang, H.; Zhu, J. Investigation of the Performance of Fumed Silica as Flow Additive in Polyester Powder Coatings. Coatings 2020, 10, 977. https://doi.org/10.3390/coatings10100977
AMA Style
Xie J, Zhang H, Shao Y, Bao D, Zhang H, Zhu J. Investigation of the Performance of Fumed Silica as Flow Additive in Polyester Powder Coatings. Coatings. 2020; 10(10):977. https://doi.org/10.3390/coatings10100977
Chicago/Turabian StyleXie, Junqing, Haiping Zhang, Yuanyuan Shao, Danni Bao, Hui Zhang, and Jesse Zhu. 2020. "Investigation of the Performance of Fumed Silica as Flow Additive in Polyester Powder Coatings" Coatings 10, no. 10: 977. https://doi.org/10.3390/coatings10100977
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.