A Statistical Evaluation of the Influence of Different Material and Process Parameters on the Heat Transfer Coefficient in Gravity Die Casting

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experiments
- Mold inserts made of different materials, once of the standard die steel X37CrMoV5-1 and once made of the copper alloy CuCr1Zr, whereby their geometry was kept the same.
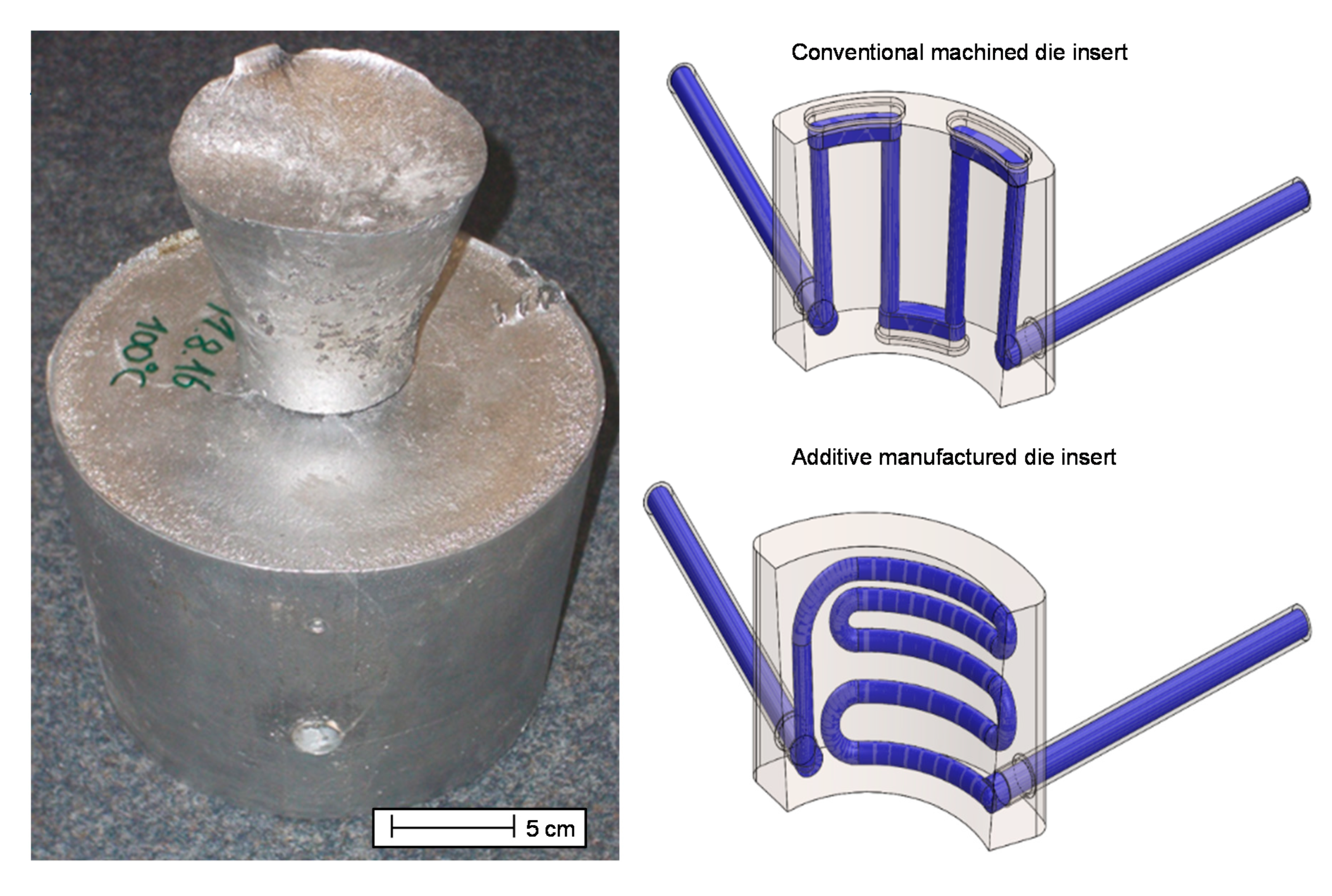
- Mold inserts once conventionally manufactured with straight temperature control channels at a distance of 15 mm from the cavity and once generatively manufactured with contour-adapted channels at a distance of 10 mm from the cavity (see Figure 2). Both made of the same steel (X37CrMoV5-1).
- In addition to the steel core, a version made of furan resin sand was also used, which, in addition to significantly different thermal properties, has other contact conditions due to its different surface properties and at least partial compressibility.
- From the investigation of various mold coatings and their respective wear behavior with regard to the heat transfer [20], to reduce the number of parameters, only a single die coating (KS 81 from Hüttenes-Albertus, Düsseldorf, Germany) was selected for the experiments underlying this work. Furthermore, some experiments were carried out with completely uncoated mold modules. The age of the coating was 2, 3, 4, 5, 6, or 7 previous castings (or set to 20 if no coating was used).
2.2. HTC Determination
2.3. Analysis of Variance (ANOVA)
3. Results
3.1. HTC at the Mold–Casting Interface
3.2. HTC at the Core–Casting Interface
4. Discussion
Comparison of the Mold-Casting and Core–Casting Interface
5. Conclusions
- For areas with gap formation, changes of the mold material show the highest impact on the HTC before the gap forms.
- After the formation of a gap, some influence can be achieved by changing the layout of the cooling channels.
- Should an increase in contact pressure be observable at the interface, the mold material again shows a strong influence on the HTC at higher temperatures, while at lower temperatures the condition of the coating increases in influence. For this last case, the overall state of the heat flow in the casting also must be considered.
- The influence of the overall temperature and heat flow distribution may be reducible by facilitating heat transport away from the mold wall using active cooling even under pressure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Engler, S.; Schleiting, G. Spaltbildung beim Gießen von Aluminium-Silicium-Legierungen in Kokille. Gießerei-Forsch. 1978, 30, 25–30. [Google Scholar]
- Nishida, Y.; Droste, W.; Engler, S. The Air-Gap Formation Process at the Casting-Mold Interface and the Heat Transfer Mechanism through the Gap. Metall. Trans. B 1986, 17, 833–844. [Google Scholar] [CrossRef]
- Sekhar, J.A.; Abbaschian, G.J.; Mehrabian, R. Effect of Pressure on Metal-Die Heat Transfer Coefficient during Solidification. Mater. Sci. Eng. 1979, 40, 105–110. [Google Scholar] [CrossRef]
- Ho, K.; Pehlke, R.D. Metal-Mold interfacial heat transfer. Metall. Mater. Trans. B 1985, 16, 585–594. [Google Scholar] [CrossRef]
- Griffiths, W.D. The heat-transfer coefficient during the unidirectional solidification of an Al-Si alloy casting. Metall. Mater. Trans. B 1999, 30, 473–482. [Google Scholar] [CrossRef]
- Griffiths, W.D. A model of the interfacial heat-transfer coefficient during unidirectional solidification of an aluminum alloy. Metall. Mater. Trans. B 2000, 31, 285–295. [Google Scholar] [CrossRef]
- Hallam, C.P.; Griffiths, W.D. A Model of the Interfacial Heat-Transfer Coefficient for the Aluminum Gravity Die-Casting Process. Metall. Mater. Trans. B 2004, 35, 721–733. [Google Scholar] [CrossRef]
- Campbell, J. Castings; Butterworth-Heinemann: London, UK, 1991. [Google Scholar]
- Lagerstedt, A.; Kron, J.; Yosef, F.; Fredriksson, H. Measurements and modeling of air gap formation in iron-base alloys. Mater. Sci. Eng. A 2005, 413–414, 44–51. [Google Scholar] [CrossRef]
- Kron, J.; Bellet, M.; Ludwig, A.; Pustal, B.; Wendt, J.; Fredriksson, H. Comparison of numerical simulation models for predicting temperature in solidification analysis with reference to air gap formation. Int. J. Cast Met. Res. 2004, 17, 295–310. [Google Scholar] [CrossRef] [Green Version]
- Ahmadein, M.; Pustal, B.; Wolff, N.; Bührig-Polaczek, A. Determination and Validation of the Gap Dependent Heat Transfer Coefficient during Permanent Mold Casting of A356 Aluminum Alloy. Mater. Sci. Eng. Technol. 2017, 48, 1249–1256. [Google Scholar]
- Gunasegaram, D.R.; Nguyen, T.T. Effect of cooling rate on air gap formation in aluminium alloy permanent mould casting. Int. J. Cast Met. Res. 2006, 19, 116–122. [Google Scholar] [CrossRef]
- Wolff, N.; Pustal, B.; Vossel, T.; Laschet, G.; Bührig-Polaczek, A. Development of an A356 Die Casting Setup for Determining the Heat Transfer Coefficient Depending on Cooling Conditions, Gap Size, and Contact Pressure. Mater. Sci. Eng. Technol. 2017, 48, 1235–1240. [Google Scholar] [CrossRef]
- Griffith, W.D.; Kawai, K. The effect of increased pressure on interfacial heat transfer in the aluminium gravity die casting process. J. Mater. Sci. 2010, 45, 2330–2339. [Google Scholar] [CrossRef]
- Fardi Ilkhchy, A.; Jabbari, M.; Davami, P. Effect of pressure on heat transfer coefficient at the metal/mold interface of A356 aluminum alloy. Int. Commun. Heat Mass Transf. 2012, 39, 705–712. [Google Scholar] [CrossRef] [Green Version]
- Nayak, R.K.; Sundarraj, S. Sensitivity study of IHTC on solidification simulation for automotive casting. Int. J. Cast Met. Res. 2009, 22, 294–297. [Google Scholar] [CrossRef]
- Spinelli, J.E.; Ferreira, I.L.; Garcia, A. Evaluation of heat transfer coefficients during upward and downward transient directional solidification of Al–Si alloys. Struct. Multidiscip. Optim. 2006, 31, 241–248. [Google Scholar] [CrossRef]
- Hamasaiid, A.; Dargusch, M.S.; Davidson, C.J.; Tovar, S.; Loulou, T.; Rezaiaria, F.; Dour, G. Effect of Mold Coating Materials and Thickness on Heat Transfer in Permanent Mold Casting of Aluminum Alloys. Metall. Mater. Trans. A 2007, 38, 1303–1316. [Google Scholar] [CrossRef] [Green Version]
- Mitterer, C.; Holler, F.; Üstel, F.; Heim, D. Application of hard coatings in aluminum die casting—Soldering, erosion and thermal fatigue behavior. Surf. Coat. Technol. 2000, 125, 233–239. [Google Scholar] [CrossRef]
- Wolff, N.; Krampe, J.; Vroomen, U.; Bührig-Polaczek, A. Comparison of the Thermal Properties of Industrially Used Die Coatings and a Plasma Sprayed YSZ Coating for Gravity Die Casting Applications. AFS Trans. 2019, 127, 309–314. [Google Scholar]
- Vossel, T.; Wolff, N.; Pustal, B.; Bührig-Polaczek, A. Influence of die temperature control on solidification and the casting process. Int. J. Met. 2019, 1–19. [Google Scholar] [CrossRef]
- Wolff, N.; Ahamadein, M.; Pustal, B.; Bührig-Polaczek, A. Identification of relevant Parameters for a gap and pressure dependent heat transfer model for different cooling conditions in gravity die casting. In Proceedings of the Liquid Metal Processing & Casting Conference, Birmingham, UK, 8–11 September 2019; pp. 319–325. [Google Scholar]
- Galles, D.; Beckermann, C. Distortion of a Steel Cylinder Casting with a Core. Presented at the 67th SFSA Technical and operating Conference, Chicago, IL, USA, 17 December 2013. [Google Scholar]
- Ruifeng, D.; Tianran, G.; Xunliang, L.; Zhi, W. Effects of contact pressure, interface temperature, and surface roughness on thermal contact conductance between stainless steel surfaces under atmosphere condition. Int. J. Heat Mass Transf. 2016, 94, 156–163. [Google Scholar]
- Mikić, B.B. Thermal contact conductance; theoretical considerations. Int. J. Heat Mass Transf. 1974, 17, 205–214. [Google Scholar] [CrossRef]
- MAGMASOFT®, 5.3. User’s Manual; MAGMA Gießereitechnologie GmbH: Aachen, Germany, 2016. [Google Scholar]
- Deutscher Ingenieure, V.; VDI, e.V. VDI-Wärmeatlas. 11; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-19981-3. [Google Scholar]
- Core Team, R. R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2017. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | Ti | Other |
|---|---|---|---|---|---|---|---|
| Balance | 7.1 | 0.1 | 0.02 | 0.05 | 0.42 | 0.09 | Sr |
| Label | Description of Variable |
|---|---|
| tc | Target temperature in the cooling channels |
| cc | Distance of the cooling channels in the mold from the interface to the casting |
| km | Thermal conductivity of the mold material at the considered interface temperature |
| cpm | Heat capacity of the mold material at the considered interface temperature |
| wg | Width of the gap between casting and mold wall |
| kair | Thermal conductivity of air at the calculated temperature in the gap |
| cpair | Heat capacity of air at the considered interface temperature |
| ac | Number of casts on the coated mold before the test; for tests without coating, a value of 20 casts is used |
| kc | Thermal conductivity of the core material at the considered interface temperature |
| cpc | Heat capacity of the core material at the considered interface temperature |
| cpwc | Heat capacity of the core material at the considered interface temperature normalized to the weight of the core |
| Parameter Set | Temperature Control (°C) | Cooling Channel Distance (mm) | Mold Material | Core Material | Age of Coating |
|---|---|---|---|---|---|
| 1 | 300 | 15 | copper | steel | 2 |
| 2 | 200 | 15 | copper | steel | 3 |
| 3 | 100 | 15 | copper | steel | 4 |
| 4 | 30 | 15 | copper | steel | 5 |
| 5 | 300 | 15 | copper | sand | 6 |
| 6 | 30 | 15 | copper | sand | 7 |
| 9 | 300 | 15 | steel | steel | 2 |
| 13 | 300 | 15 | steel | sand | 6 |
| 14 | 30 | 15 | steel | sand | 7 |
| 18 | 200 | 10 | steel | steel | 3 |
| 19 | 100 | 10 | steel | steel | 4 |
| 23 | 300 | 15 | copper | steel | 20 |
| 24 | 200 | 15 | copper | steel | 20 |
| 25 | 100 | 15 | copper | steel | 20 |
| 26 | 30 | 15 | copper | steel | 20 |
| 27 | 300 | 15 | copper | steel | 20 |
| 32 | 300 | 15 | steel | steel | 2 |
| 33 | 200 | 15 | steel | steel | 3 |
| 34 | 100 | 15 | steel | steel | 4 |
| 35 | 30 | 15 | steel | steel | 5 |
| (°C) | 460 | 480 | 500 | 510 | 520 | 530 | 540 |
|---|---|---|---|---|---|---|---|
| tc | 0.00397 | 8.05 × 10−5 | 9.21 × 10−5 | 0.00638 | 0.00468 | 0.00235 | 0.00228 |
| cc | 0.15946 | 0.13673 | 0.13674 | 0.15133 | 0.12693 | 0.11288 | 0.11301 |
| km | 0.04582 | 0.86318 | 0.86317 | 0.84228 | 0.86839 | 0.88477 | 0.88464 |
| cpm | 0.01923 | 3.49 × 10−7 | - | - | - | - | - |
| wg | 0.07403 | - | - | - | - | - | 1.41 × 10−5 |
| kair | 0.68357 | - | - | - | - | - | - |
| cpair | 0.00769 | - | - | - | - | - | - |
| ac | - | - | - | - | - | - | - |
| kc | 0.0051 | - | 1.14 × 10−7 | - | 1.18 × 10−7 | - | - |
| cpc | - | - | - | - | - | - | - |
| cpwc | - | - | - | - | - | - | - |
| (°C) | 460 | 480 | 500 | 510 | 520 | 530 | 540 |
|---|---|---|---|---|---|---|---|
| tc | 0.03315 | 0.00108 | 0.00106 | 0.00016 | 0.00447 | 0.00274 | 0.00325 |
| cc | 0.02637 | 0.03179 | 0.03025 | 0.03746 | 0.03395 | 0.03052 | 0.03078 |
| km | 0.0006 | 0.01744 | 0.01756 | 0.00817 | 0.0013 | 1.59 × 10−5 | - |
| cpm | 0.11193 | - | 0.12014 | 0.09652 | 0.10867 | 0.12018 | 0.07945 |
| wg | 0.10746 | 0.07517 | 0.045 | 0.09289 | 0.16115 | 0.17403 | 0.24973 |
| kair | 0.003 | 0.02283 | 0.00644 | 0.00107 | 0.01014 | 0.00852 | 0.04854 |
| cpair | 0.20356 | 0.00245 | 0.00065 | 0.00965 | 0.01701 | 1.96 × 10−5 | 0.03928 |
| ac | 0.42709 | 0.00062 | 0.13448 | 0.14493 | 0.10168 | 0.0622 | 0.03847 |
| kc | 0.08677 | 0.84993 | 0.64426 | 0.60903 | 0.56154 | 0.60163 | 0.51035 |
| cpc | 4.10 × 10−5 | 0.00013 | - | - | - | - | - |
| cpwc | 1.25 × 10−5 | 7.76 × 10−5 | - | - | - | 0.00011 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wolff, N.; Zimmermann, G.; Vroomen, U.; Bührig-Polaczek, A. A Statistical Evaluation of the Influence of Different Material and Process Parameters on the Heat Transfer Coefficient in Gravity Die Casting. Metals 2020, 10, 1367. https://doi.org/10.3390/met10101367
Wolff N, Zimmermann G, Vroomen U, Bührig-Polaczek A. A Statistical Evaluation of the Influence of Different Material and Process Parameters on the Heat Transfer Coefficient in Gravity Die Casting. Metals. 2020; 10(10):1367. https://doi.org/10.3390/met10101367
Chicago/Turabian StyleWolff, Nino, Golo Zimmermann, Uwe Vroomen, and Andreas Bührig-Polaczek. 2020. "A Statistical Evaluation of the Influence of Different Material and Process Parameters on the Heat Transfer Coefficient in Gravity Die Casting" Metals 10, no. 10: 1367. https://doi.org/10.3390/met10101367