Assessment of Electric Arc Furnace (EAF) Steel Slag Waste’s Recycling Options into Value Added Green Products: A Review

 , , ,
, , ,
Abstract
:1. Introduction
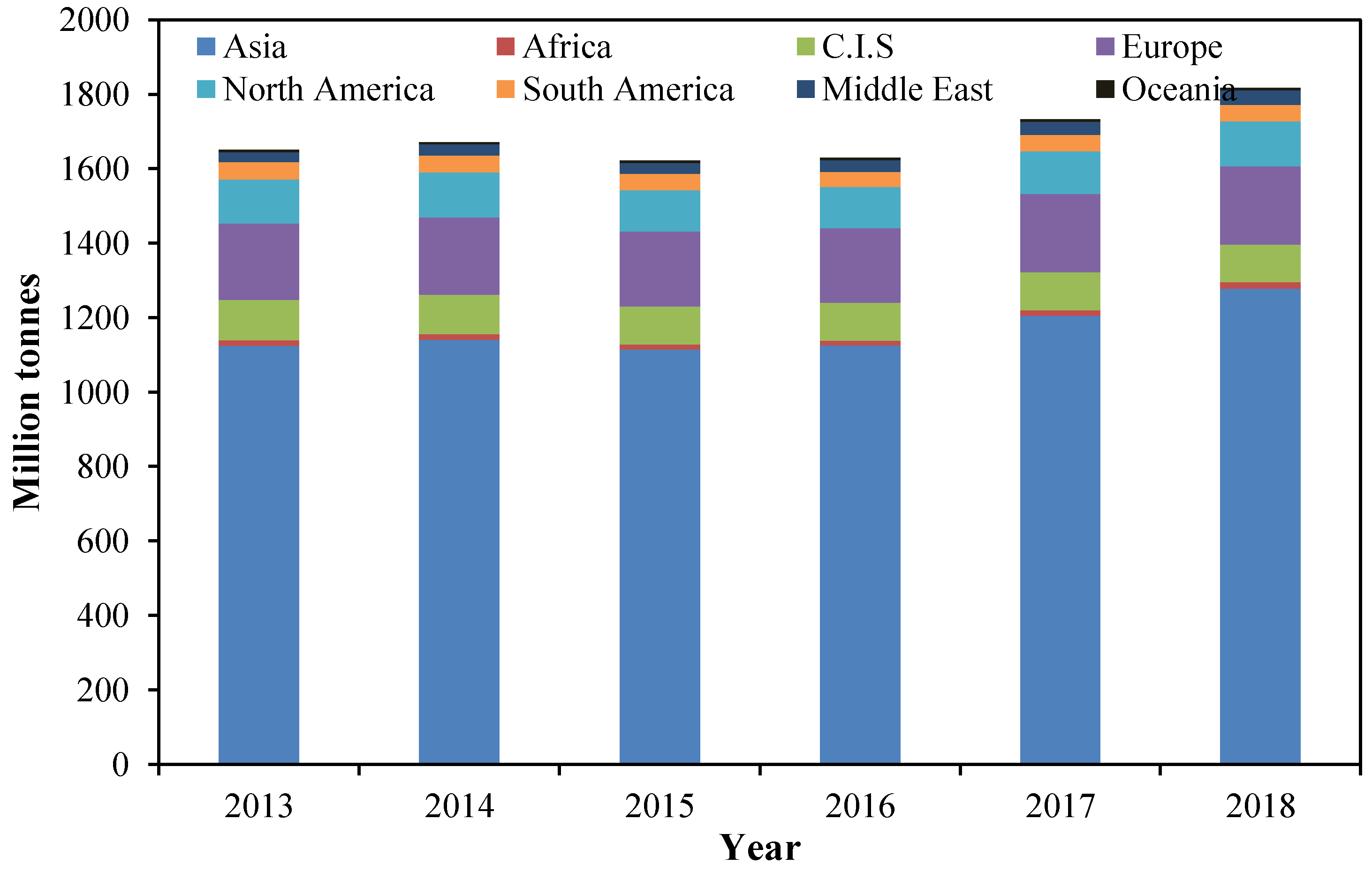
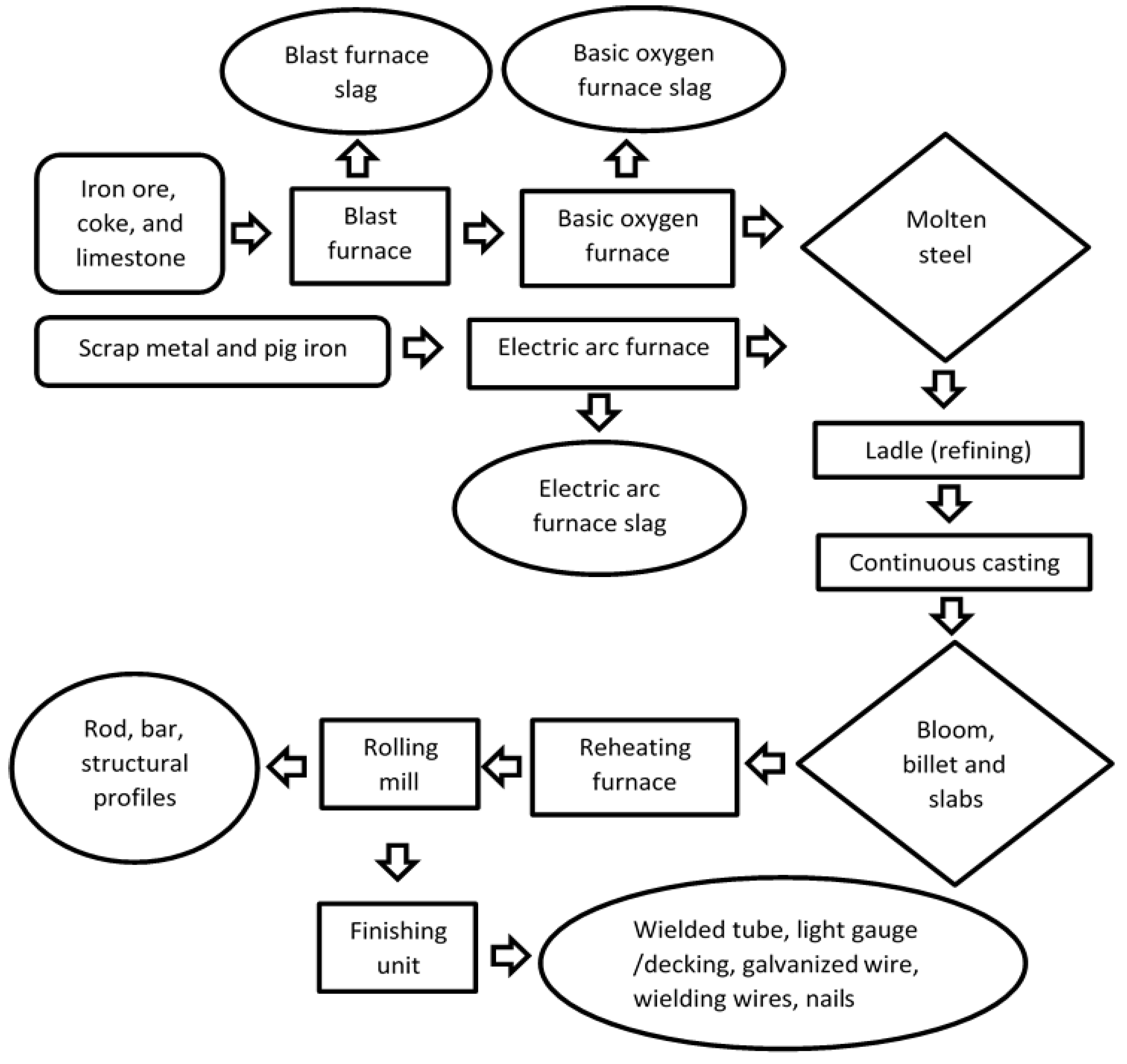
2. Production of Steel and Steel Slag
2.1. Solid Wastes and By-Products Issues in the Steelmaking Industry
2.2. Steelmaking Industry in Malaysia
3. Characterization of Steel Slag
3.1. Formation of Electric Arc Furnace (EAF) Slag
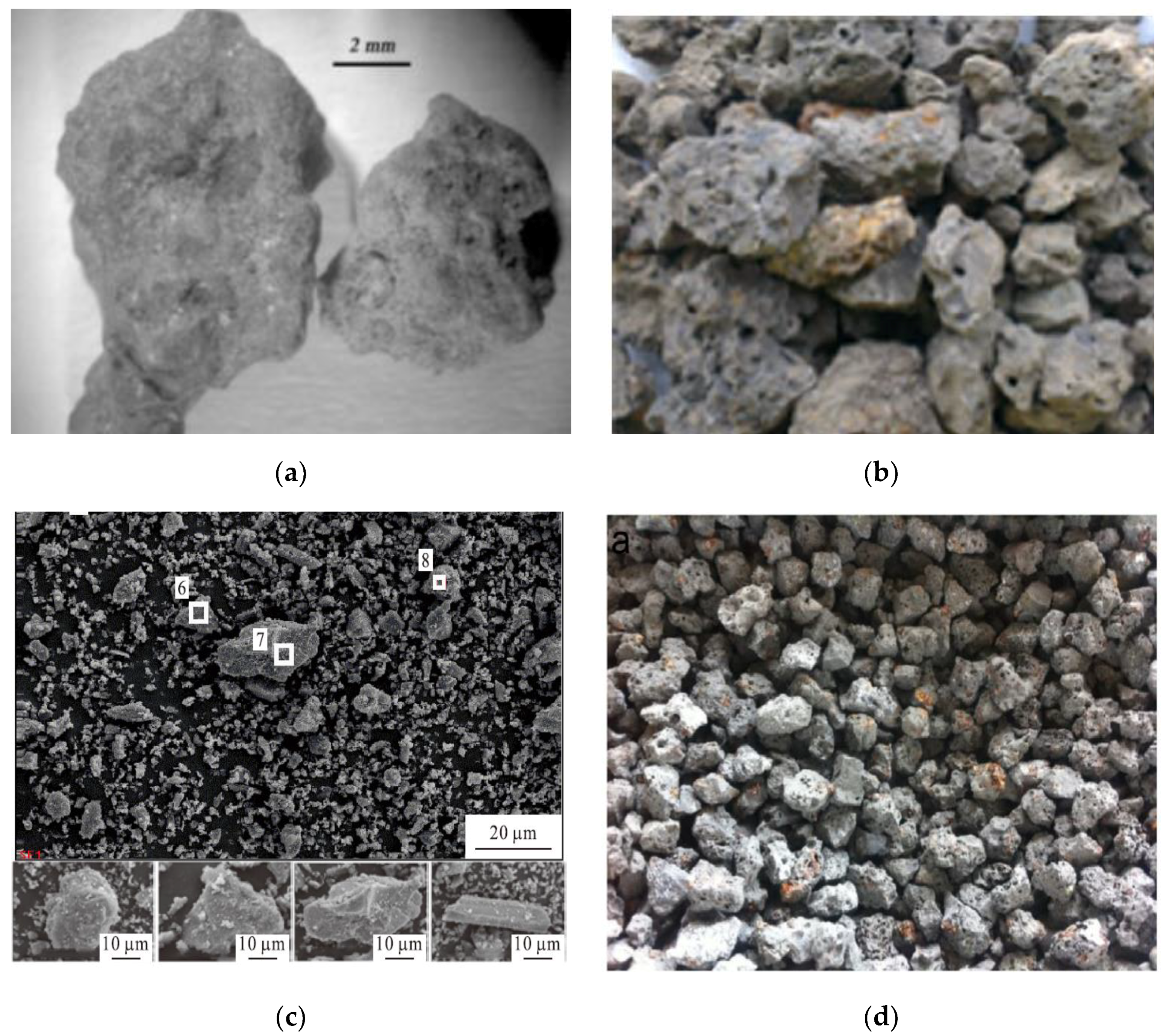
3.2. Properties of EAF Slag
3.3. Chemical Composition and Mineralogy of EAF Slag
3.4. Leaching Behavior and Hazardous Concerns of EAF Slag
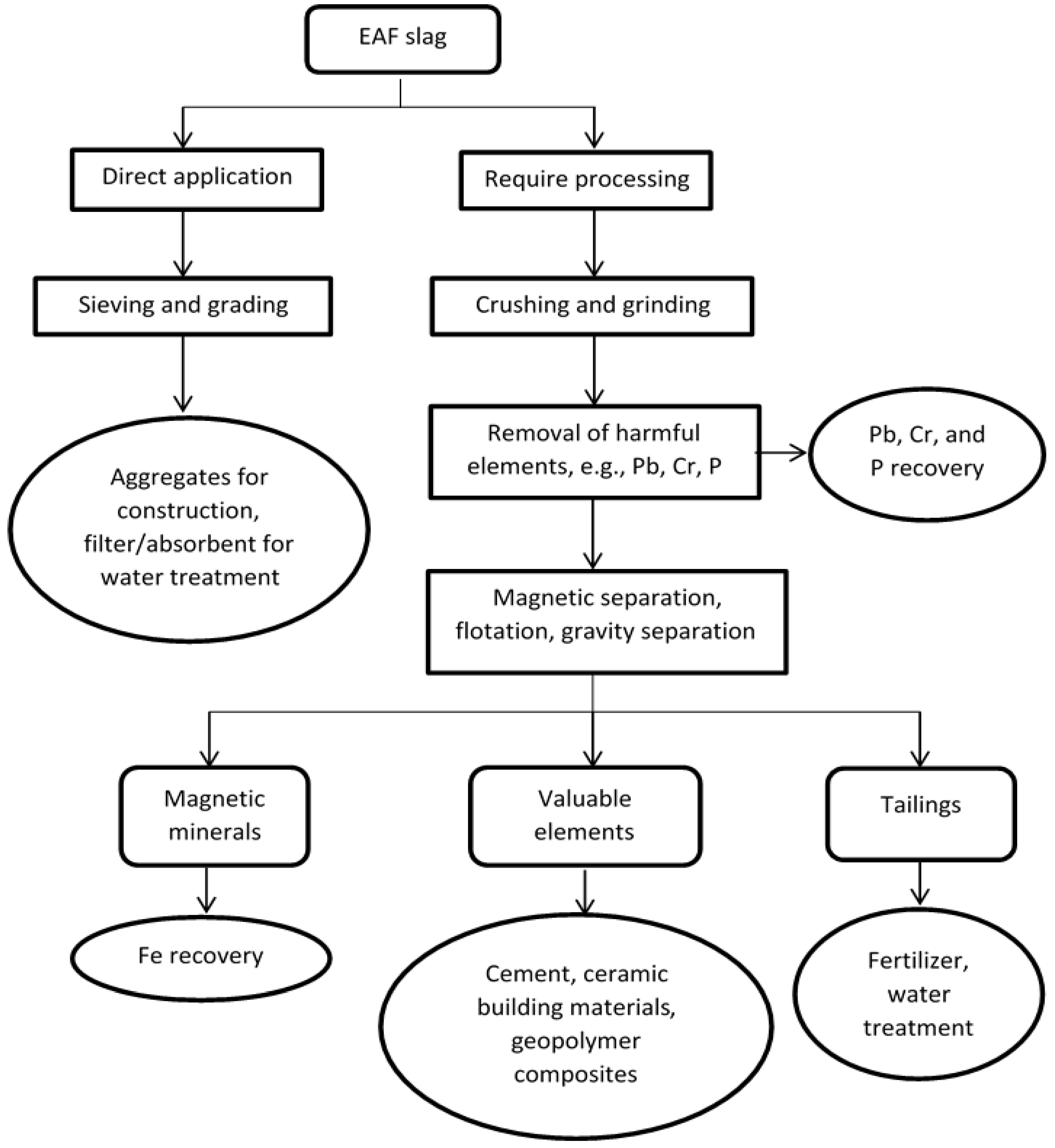
4. Potential Recycling Options of EAF Slag
4.1. An Overview
4.2. Aggregates for Construction Industry
4.3. Filter or Adsorbent in Wastewater Treatment Plant
4.4. Agricultural Fertilizer
4.5. Partial Replacement for Portland Cement
4.6. Raw Material for Ceramic Products
5. Summary
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kumar, S.; Kumar, R.; Bandopadhyay, A. Innovative methodologies for the utilisation of wastes from metallurgical and allied industries. Resour. Conserv. Recycl. 2006, 48, 301–314. [Google Scholar] [CrossRef]
- Schino, A.D. Environmental Impact of Steel Industry. In Handbook of Environmental Materials Management; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–21. [Google Scholar]
- World Steel Association. Steel Stastical Yearbook. Available online: https://www.worldsteel.org/steel-by-topic/statistics/steel-statistical-yearbook.html (accessed on 11 September 2020).
- USGS Iron and Steel Slag Data Sheet—Mineral Commodity Summaries 2020. Available online: https://pubs.usgs.gov/periodicals/mcs2020/mcs2020-iron-steel-slag.pdf (accessed on 11 September 2020).
- Tossavainen, M.; Engstrom, F.; Yang, Q.; Menad, N.; Lidstrom Larsson, M.; Bjorkman, B. Characteristics of steel slag under different cooling conditions. Waste Manag. 2007, 27, 1335–1344. [Google Scholar] [CrossRef] [PubMed]
- Badiee, H.; Maghsoudipour, A.; Raissi Dehkordi, B. Use of Iranian steel slag for production of ceramic floor tiles. Adv. Appl. Ceram. 2008, 107, 111–115. [Google Scholar] [CrossRef]
- Hekal, E.E.; Abo-El-Enein, S.A.; El-Korashy, S.A.; Megahed, G.M.; El-Sayed, T.M. Hydration characteristics of Portland cement—Electric arc furnace slag blends. HBRC J. 2013, 9, 118–124. [Google Scholar] [CrossRef] [Green Version]
- Andreas, L.; Diener, S.; Lagerkvist, A. Steel slags in a landfill top cover—Experiences from a full-scale experiment. Waste Manag. 2014, 34, 692–701. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cornacchia, G.; Agnelli, S.; Gelfi, M.; Ramorino, G.; Roberti, R. Reuse of EAF Slag as Reinforcing Filler for Polypropylene Matrix Composites. JOM 2015, 67, 1370–1378. [Google Scholar] [CrossRef]
- Adegoloye, G.; Beaucour, A.-L.; Ortola, S.; Noumowe, A. Mineralogical composition of EAF slag and stabilised AOD slag aggregates and dimensional stability of slag aggregate concretes. Constr. Build. Mater. 2016, 115, 171–178. [Google Scholar] [CrossRef]
- Skaf, M.; Manso, J.M.; Aragón, Á.; Fuente-Alonso, J.A.; Ortega-López, V. EAF slag in asphalt mixes: A brief review of its possible re-use. Resour. Conserv. Recycl. 2017, 120, 176–185. [Google Scholar] [CrossRef]
- Fuente-Alonso, J.A.; Ortega-López, V.; Skaf, M.; Aragón, Á.; San-José, J.T. Performance of fiber-reinforced EAF slag concrete for use in pavements. Constr. Build. Mater. 2017, 149, 629–638. [Google Scholar] [CrossRef]
- Santamaría, A.; Orbe, A.; Losañez, M.M.; Skaf, M.; Ortega-Lopez, V.; González, J.J. Self-compacting concrete incorporating electric arc-furnace steelmaking slag as aggregate. Mater. Des. 2017, 115, 179–193. [Google Scholar] [CrossRef]
- Ortega-López, V.; Fuente-Alonso, J.A.; Santamaría, A.; San-José, J.T.; Aragón, Á. Durability studies on fiber-reinforced EAF slag concrete for pavements. Constr. Build. Mater. 2018, 163, 471–481. [Google Scholar] [CrossRef]
- García-Cuadrado, J.; Santamaría-Vicario, I.; Rodríguez, A.; Calderón, V.; Gutiérrez-González, S. Lime-cement mortars designed with steelmaking slags as aggregates and validation study of their properties using mathematical models. Constr. Build. Mater. 2018, 188, 210–220. [Google Scholar] [CrossRef]
- Lizárraga, J.M.; Gallego, J. Self-Healing Analysis of Half-Warm Asphalt Mixes Containing Electric Arc Furnace (EAF) Slag and Reclaimed Asphalt Pavement (RAP) Using a Novel Thermomechanical Healing Treatment. Materials 2020, 13, 2502. [Google Scholar] [CrossRef]
- Motevalizadeh, S.M.; Sedghi, R.; Rooholamini, H. Fracture properties of asphalt mixtures containing electric arc furnace slag at low and intermediate temperatures. Constr. Build. Mater. 2020, 240, 117965. [Google Scholar] [CrossRef]
- Kirschen, M.; Jung, I.-H.; Hackl, G. Phase Equilibrium Diagram for Electric Arc Furnace Slag Optimization in High Alloyed Chromium Stainless Steelmaking. Metals 2020, 10, 826. [Google Scholar] [CrossRef]
- Yildirim, I.Z.; Prezzi, M. Chemical, Mineralogical, and Morphological Properties of Steel Slag. Adv. Civ. Eng. 2011, 2011, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Chukwudi, B.C.; Ademusuru, P.O.; Okorie, B.A. Characterization of Sintered Ceramic Tiles Produced from Steel Slag. J. Miner. Mater. Charact. Eng. 2012, 11, 863–868. [Google Scholar] [CrossRef]
- Sarkar, R.; Singh, N.; Das Kumar, S. Utilization of steel melting electric arc furnace slag for development of vitreous ceramic tiles. Bull. Mater. Sci. 2010, 33, 293–298. [Google Scholar] [CrossRef]
- Teo, P.-T.; Anasyida, A.S.; Basu, P.; Nurulakmal, M.S. Recycling of Malaysia’s electric arc furnace (EAF) slag waste into heavy-duty green ceramic tile. Waste Manag. 2014, 34, 2697–2708. [Google Scholar] [CrossRef]
- Sekaran, A.; Palaniswamy, M.; Balaraju, S. A Study on Suitability of EAF Oxidizing Slag in Concrete: An Eco-Friendly and Sustainable Replacement for Natural Coarse Aggregate. Sci. World J. 2015, 2015, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Lim, J.W.; Chew, L.H.; Choong, T.S.Y.; Tezara, C.; Yazdi, M.H. Utilizing steel slag in environmental application—An overview. IOP Conf. Ser. Earth Environ. Sci. 2016, 36, 012067. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Yan, P.; Wang, D. Research on mineral characteristics of converter steel slag and its comprehensive utilization of internal and external recycle. J. Clean. Prod. 2017, 156, 50–61. [Google Scholar] [CrossRef]
- Guo, J.; Bao, Y.; Wang, M. Steel slag in China: Treatment, recycling, and management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef] [PubMed]
- Saly, F.; Guo, L.; Ma, R.; Gu, C.; Sun, W. Properties of Steel Slag and Stainless Steel Slag as Cement Replacement Materials: A Comparative Study. J. Wuhan Univ. Technol. Sci. Ed. 2018, 33, 1444–1451. [Google Scholar] [CrossRef]
- Lam, M.N.-T.; Le, D.-H.; Jaritngam, S. Compressive strength and durability properties of roller-compacted concrete pavement containing electric arc furnace slag aggregate and fly ash. Constr. Build. Mater. 2018, 191, 912–922. [Google Scholar] [CrossRef]
- Teo, P.T.; Anasyida, A.S.; Kho, C.M.; Nurulakmal, M.S. Recycling of Malaysia’s EAF steel slag waste as novel fluxing agent in green ceramic tile production: Sintering mechanism and leaching assessment. J. Clean. Prod. 2019, 241, 118144. [Google Scholar] [CrossRef]
- Omale, S.O.; Choong, T.S.Y.; Abdullah, L.C.; Siajam, S.I.; Yip, M.W. Utilization of Malaysia EAF slags for effective application in direct aqueous sequestration of carbon dioxide under ambient temperature. Heliyon 2019, 5, e02602. [Google Scholar] [CrossRef] [Green Version]
- Li, C.-C.; Lin, C.-M.; Chang, Y.-E.; Chang, W.-T.; Wu, W. Stabilization and Crystal Characterization of Electric Arc Furnace Oxidizing Slag Modified with Ladle Furnace Slag and Alumina. Metals 2020, 10, 501. [Google Scholar] [CrossRef] [Green Version]
- Bankole, L.K.; Rezan, S.A.; Sharif, N.M. Thermodynamic Modeling of Mineral Phases Formation in EAF Slag System and Its Application As Agricultural Fertilizer. SEAISI Q. J. 2011, 40, 26–32. [Google Scholar]
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An Overview of Utilization of Steel Slag. Procedia Environ. Sci. 2012, 16, 791–801. [Google Scholar] [CrossRef] [Green Version]
- Yusuf, M.; Chuah, L.A.; Mohammed, M.A.; Shitu, A. Investigations of Nickel (II) removal from Aqueous Effluents using Electric Arc Furnace Slag. Res. J. Chem. Sci. 2013, 3, 29–37. [Google Scholar]
- Yumashev, A.; Ślusarczyk, B.; Kondrashev, S.; Mikhaylov, A. Global Indicators of Sustainable Development: Evaluation of the Influence of the Human Development Index on Consumption and Quality of Energy. Energies 2020, 13, 2768. [Google Scholar] [CrossRef]
- Mauthoor, S.; Mohee, R.; Kowlesser, P. An assessment on the recycling opportunities of wastes emanating from scrap metal processing in Mauritius. Waste Manag. 2014, 34, 1800–1805. [Google Scholar] [CrossRef] [PubMed]
- Toulouevski, Y.N.; Zinurov, I.Y. Innovation in Electric Arc Furnaces; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-36272-9. [Google Scholar]
- Piatak, N.M.; Parsons, M.B.; Seal, R.R. Characteristics and environmental aspects of slag: A review. Appl. Geochem. 2015, 57, 236–266. [Google Scholar] [CrossRef]
- Hosseini, S.; Soltani, S.M.; Fennell, P.S.; Choong, T.S.Y.; Aroua, M.K. Production and applications of electric-arc-furnace slag as solid waste in environmental technologies: A review. Environ. Technol. Rev. 2016, 5, 1–11. [Google Scholar] [CrossRef]
- Das, B.; Prakash, S.; Reddy, P.S.R.; Misra, V.N. An overview of utilization of slag and sludge from steel industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Faleschini, F.; Brunelli, K.; Zanini, M.A.; Dabalà, M.; Pellegrino, C. Electric Arc Furnace Slag as Coarse Recycled Aggregate for Concrete Production. J. Sustain. Metall. 2016, 2, 44–50. [Google Scholar] [CrossRef]
- Yildirim, I.Z.; Prezzi, M. Experimental evaluation of EAF ladle steel slag as a geo-fill material: Mineralogical, physical & mechanical properties. Constr. Build. Mater. 2017, 154, 23–33. [Google Scholar] [CrossRef]
- Bankole, L.K.; Rezan, S.A.; Sharif, N.M. Assessment of hexavalent chromium release in Malaysian electric arc furnace steel slag for fertilizer usage. IOP Conf. Ser. Earth Environ. Sci. 2014, 19, 012004. [Google Scholar] [CrossRef]
- Koros, P.J. Dusts, scale, slags, sludges... Not wastes, but sources of profits. Metall. Mater. Trans. B 2003, 34, 769–779. [Google Scholar] [CrossRef]
- Janke, D.; Savov, L.; Vogel, M.E. Secondary Materials in Steel Production and Recycling. In Sustainable Metals Management; Springer: Dordrecht, The Netherlands, 2006; pp. 313–334. [Google Scholar]
- Oluwasola, E.A.; Hainin, M.R.; Aziz, M.M.A. Comparative evaluation of dense-graded and gap-graded asphalt mix incorporating electric arc furnace steel slag and copper mine tailings. J. Clean. Prod. 2016, 122, 315–325. [Google Scholar] [CrossRef]
- Lim, J.W.; Lee, K.F.; Chong, T.S.Y.; Abdullah, L.C.; Razak, M.A.; Tezara, C. Phosphorus removal by electric arc furnace steel slag adsorption. IOP Conf. Ser. Mater. Sci. Eng. 2017, 257, 012063. [Google Scholar] [CrossRef]
- Mohd Suhaimy, S.N.; Abdullah, L.C. Removal of Methylene Blue from Aqueous Solution by Using Electrical Arc Furnace (EAF) Slag. Indones. J. Chem. 2019, 20, 113. [Google Scholar] [CrossRef] [Green Version]
- Malaysian Iron and Steel Federation. Performance of the Iron & Steel Industry in 2017. 2020. Available online: http://www.misif.org.my/index.php?option=com_content&view=category&layout=blog&id=79&Itemid=207 (accessed on 11 September 2020).
- Ducman, V.; Mladenovič, A. The potential use of steel slag in refractory concrete. Mater. Charact. 2011, 62, 716–723. [Google Scholar] [CrossRef]
- Shi, C. Steel Slag—Its Production, Processing, Characteristics, and Cementitious Properties. J. Mater. Civ. Eng. 2004, 16, 230–236. [Google Scholar] [CrossRef]
- Luz, A.P.; Tomba Martinez, A.G.; López, F.; Bonadia, P.; Pandolfelli, V.C. Slag foaming practice in the steelmaking process. Ceram. Int. 2018, 44, 8727–8741. [Google Scholar] [CrossRef]
- Pellegrino, C.; Gaddo, V. Mechanical and durability characteristics of concrete containing EAF slag as aggregate. Cem. Concr. Compos. 2009, 31, 663–671. [Google Scholar] [CrossRef]
- Abu-Eishah, S.I.; El-Dieb, A.S.; Bedir, M.S. Performance of concrete mixtures made with electric arc furnace (EAF) steel slag aggregate produced in the Arabian Gulf region. Constr. Build. Mater. 2012, 34, 249–256. [Google Scholar] [CrossRef]
- Monosi, S.; Ruello, M.L.; Sani, D. Electric arc furnace slag as natural aggregate replacement in concrete production. Cem. Concr. Compos. 2016, 66, 66–72. [Google Scholar] [CrossRef]
- Suh, M.; Troese, M.J.; Hall, D.A.; Yasso, B.; Yzenas, J.J.; Proctor, D.M. Evaluation of electric arc furnace-processed steel slag for dermal corrosion, irritation, and sensitization from dermal contact. J. Appl. Toxicol. 2014, 34, 1418–1425. [Google Scholar] [CrossRef]
- Grubeša, I.N.; Barisic, I.; Fucic, A.; Bansode, S.S. Characteristics and Uses of Steel Slag in Building Construction; Elsevier Woodhead Publishing: Chennai, India, 2016; ISBN 9780081003688. [Google Scholar]
- Suer, P.; Lindqvist, J.-E.; Arm, M.; Frogner-Kockum, P. Reproducing ten years of road ageing—Accelerated carbonation and leaching of EAF steel slag. Sci. Total Environ. 2009, 407, 5110–5118. [Google Scholar] [CrossRef] [PubMed]
- Baciocchi, R.; Costa, G.; Di Bartolomeo, E.; Polettini, A.; Pomi, R. Carbonation of Stainless Steel Slag as a Process for CO2 Storage and Slag Valorization. Waste Biomass Valoriz. 2010, 1, 467–477. [Google Scholar] [CrossRef]
- Roslan, N.H.; Ismail, M.; Khalid, N.H.A.; Muhammad, B. Properties of concrete containing electric arc furnace steel slag and steel sludge. J. Build. Eng. 2020, 28, 101060. [Google Scholar] [CrossRef]
- Lim, J.S.; Cheah, C.B.; Ramli, M.B. The setting behavior, mechanical properties and drying shrinkage of ternary blended concrete containing granite quarry dust and processed steel slag aggregate. Constr. Build. Mater. 2019, 215, 447–461. [Google Scholar] [CrossRef]
- Sas, W.; Głuchowski, A.; Radziemska, M.; Dzięcioł, J.; Szymański, A. Environmental and Geotechnical Assessment of the Steel Slags as a Material for Road Structure. Materials 2015, 8, 4857–4875. [Google Scholar] [CrossRef]
- Lateef, K.B.; Rezan, S.A.; Nurulakmal, M.S. Assessment of EAF Steel Slag Solubility by Statistical Design. Adv. Mater. Res. 2013, 858, 228–235. [Google Scholar] [CrossRef]
- Cheah, C.B.; Jasme, N. Preliminary Study on Properties of Supersulfated Flowable Mortars Containing Electric Arc Furnace Slag as Fine Aggregate. Int. J. Eng. Technol. 2018, 7, 371–374. [Google Scholar]
- Chiang, P.-C.; Pan, S.-Y. Carbon Dioxide Mineralization and Utilization; Springer: Singapore, 2017; ISBN 978-981-10-3267-7. [Google Scholar]
- Pellegrino, C.; Cavagnis, P.; Faleschini, F.; Brunelli, K. Properties of concretes with Black/Oxidizing Electric Arc Furnace slag aggregate. Cem. Concr. Compos. 2013, 37, 232–240. [Google Scholar] [CrossRef]
- Teo, P.T.; Abu Seman, A.; Basu, P.; Mohd Sharif, N. Chemical, Thermal and Phase Analysis of Malaysia’s Electric Arc Furnace (EAF) Slag Waste. Mater. Sci. Forum 2016, 840, 399–403. [Google Scholar] [CrossRef]
- Barella, S.; Gruttadauria, A.; Magni, F.; Mapelli, C.; Mombelli, D. Survey about Safe and Reliable Use of EAF Slag. ISIJ Int. 2012, 52, 2295–2302. [Google Scholar] [CrossRef]
- Mombelli, D.; Mapelli, C.; Barella, S.; Gruttadauria, A.; Le Saout, G.; Garcia-Diaz, E. The efficiency of quartz addition on electric arc furnace (EAF) carbon steel slag stability. J. Hazard. Mater. 2014, 279, 586–596. [Google Scholar] [CrossRef] [PubMed]
- Gurtubay, L.; Gallastegui, G.; Elias, A.; Rojo, N.; Barona, A. Accelerated ageing of an EAF black slag by carbonation and percolation for long-term behaviour assessment. J. Environ. Manag. 2014, 140, 45–50. [Google Scholar] [CrossRef] [PubMed]
- Horii, K.; Kato, T.; Sugahara, K.; Tsutsumi, N.; Kitano, Y. Overview of Iron/Steel Slag Application and Development of New Utilization Technologies. Nippon Steel Sumimoto Met. Tech. Rep. 2015, 109, 5–11. [Google Scholar]
- Riley, A.L.; Mayes, W.M. Long-term evolution of highly alkaline steel slag drainage waters. Environ. Monit. Assess. 2015, 187, 463. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ziemkiewicz, P.; Skousen, J. The Use of Steel Slag in Acid Mine Drainage Treatment and Control. In Proceedings of the 19th West Virginia Surface Mine Drainage Task Force Symposium, Morgantown, WV, USA, 7–8 April 1998; p. 14. [Google Scholar]
- Hamilton, J.; Gue, J.; Socotch, C. The use of steel slag in passive treatment design for AMD discharge in the Huff Run watershed restoration. In Proceedings of the 24th ASMR, Gillette, WY, USA, 2–6 June 2007; pp. 272–282. [Google Scholar]
- Mack, B.; Gutta, B. An Analysis of Steel Slag and Its Use in Acid Mine Drainage (AMD) Treatment. In Proceedings of the America Society of Mining and Reclaimation, Billings, MT, USA, 30 May–5 June 2009; pp. 722–742. [Google Scholar]
- Chaurand, P.; Rose, J.; Briois, V.; Olivi, L.; Hazemann, J.-L.; Proux, O.; Domas, J.; Bottero, J.-Y. Environmental impacts of steel slag reused in road construction: A crystallographic and molecular (XANES) approach. J. Hazard. Mater. 2007, 139, 537–542. [Google Scholar] [CrossRef] [PubMed]
- Koryak, M.; Stafford, L.J.; Reilly, R.J.; Magnuson, M.P. Impacts of Steel Mill Slag Leachate on the Water Quality of a Small Pennsylvania Stream. J. Freshw. Ecol. 2002, 17, 461–465. [Google Scholar] [CrossRef] [Green Version]
- Gabaldón-Estevan, D.; Criado, E.; Monfort, E. The green factor in European manufacturing: A case study of the Spanish ceramic tile industry. J. Clean. Prod. 2014, 70, 242–250. [Google Scholar] [CrossRef]
- González-Ortega, M.A.; Segura, I.; Cavalaro, S.H.P.; Toralles-Carbonari, B.; Aguado, A.; Andrello, A.C. Radiological protection and mechanical properties of concretes with EAF steel slags. Constr. Build. Mater. 2014, 51, 432–438. [Google Scholar] [CrossRef]
- Aziz, M.M.A.; Hainin, M.R.; Yaacob, H.; Ali, Z.; Chang, F.-L.; Adnan, A.M. Characterisation and utilisation of steel slag for the construction of roads and highways. Mater. Res. Innov. 2014, 18, S6-255–S6-259. [Google Scholar] [CrossRef]
- Kavussi, A.; Qazizadeh, M.J. Fatigue characterization of asphalt mixes containing electric arc furnace (EAF) steel slag subjected to long term aging. Constr. Build. Mater. 2014, 72, 158–166. [Google Scholar] [CrossRef]
- Ferreira, V.J.; Sáez-De-Guinoa Vilaplana, A.; García-Armingol, T.; Aranda-Usón, A.; Lausín-González, C.; López-Sabirón, A.M.; Ferreira, G. Evaluation of the steel slag incorporation as coarse aggregate for road construction: Technical requirements and environmental impact assessment. J. Clean. Prod. 2016, 130, 175–186. [Google Scholar] [CrossRef]
- Oluwasola, E.A.; Hainin, M.R.; Aziz, M.M.A. Evaluation of asphalt mixtures incorporating electric arc furnace steel slag and copper mine tailings for road construction. Transp. Geotech. 2015, 2, 47–55. [Google Scholar] [CrossRef]
- Jattak, Z.A.; Hassan, N.A.; Shukry, N.A.M.; Satar, M.K.I.M.; Warid, M.N.M.; Nor, H.M.; Yunus, N.Z.M. Characterization of industrial by-products as asphalt paving material. IOP Conf. Ser. Earth Environ. Sci. 2019, 220, 012012. [Google Scholar] [CrossRef]
- Drizo, A.; Forget, C.; Chapuis, R.P.; Comeau, Y. Phosphorus removal by electric arc furnace steel slag and serpentinite. Water Res. 2006, 40, 1547–1554. [Google Scholar] [CrossRef] [PubMed]
- Francisca, F.M.; Glatstein, D.A. Influence of pH on cadmium, copper, and lead removal from wastewater by steel slag. Desalin. Water Treat. 2016, 57, 21610–21618. [Google Scholar] [CrossRef]
- Pratt, C.; Shilton, A.; Haverkamp, R.G.; Pratt, S. Assessment of physical techniques to regenerate active slag filters removing phosphorus from wastewater. Water Res. 2009, 43, 277–282. [Google Scholar] [CrossRef]
- Name, T.; Sheridan, C. Remediation of acid mine drainage using metallurgical slags. Miner. Eng. 2014, 64, 15–22. [Google Scholar] [CrossRef]
- Reddy, K.R.; Gopakumar, A.; Chetri, J.K. Critical review of applications of iron and steel slags for carbon sequestration and environmental remediation. Rev. Environ. Sci. Bio/Technol. 2019, 18, 127–152. [Google Scholar] [CrossRef]
- Skousen, J.G.; Sexstone, A.; Ziemkiewicz, P.F. Acid Mine Drainage Control and Treatment. In Reclamation of Drastically Disturbed Lands; Barnhisel, R.I., Darmody, R.G., Daniels, W.L., Eds.; American Society of Agronomy: Madison, WI, USA, 2000; pp. 131–168. [Google Scholar]
- Hosseini, S.; Choong, T.S.Y.; Abdullah, A.B.; Beh, C.L. Removal of Iodide Ions from Aqueous Solution by Electric Arc Furnace Slag. J. Eng. Sci. Technol. 2015, 1, 73–81. [Google Scholar]
- Zayadi, N.; Othman, N.; Hamdan, R. A Potential Waste to be Selected as Media for Metal and Nutrient Removal. IOP Conf. Ser. Mater. Sci. Eng. 2016, 136, 012051. [Google Scholar] [CrossRef]
- Wang, X.; Cai, Q.-S. Steel Slag as an Iron Fertilizer for Corn Growth and Soil Improvement in a Pot Experiment. Pedosphere 2006, 16, 519–524. [Google Scholar] [CrossRef]
- Bird, S.C.; Drizo, A. Investigations on phosphorus recovery and reuse as soil amendment from electric arc furnace slag filters. J. Environ. Sci. Health Part A 2009, 44, 1476–1483. [Google Scholar] [CrossRef] [PubMed]
- Gutierrez, J.; Hong, C.O.; Lee, B.-H.; Kim, P.J. Effect of steel-making slag as a soil amendment on arsenic uptake by radish (Raphanus sativa L.) in an upland soil. Biol. Fertil. Soils 2010, 46, 617–623. [Google Scholar] [CrossRef]
- Lateef, K.B.; Abdul Hamid, S.A.R.S.; Nurulakmal, M.S. Crystallization of Potassium Calcium Silicate from Modified Industrial EAF Slag. Adv. Mater. Res. 2012, 620, 66–71. [Google Scholar] [CrossRef]
- Kong, E.H.; Nurulakmal, M.S. Preliminary Study on Potential of EAF Slag as Nutrients Source for Mangrove Seedling. J. Phys. Conf. Ser. 2018, 1082, 012066. [Google Scholar] [CrossRef]
- Geiseler, J. Use of steelworks slag in Europe. Waste Manag. 1996, 16, 59–63. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Kim, H.-S.; Kim, K.-S.; Jung, S.S.; Hwang, J.I.; Choi, J.-S.; Sohn, I. Valorization of electric arc furnace primary steelmaking slags for cement applications. Waste Manag. 2015, 41, 85–93. [Google Scholar] [CrossRef]
- Lu, X.; Dai, W.; Liu, X.; Cang, D.; Zhou, L. Effect of basicity on cementitious activity of modified electric arc furnace steel slag. Metall. Res. Technol. 2019, 116, 217. [Google Scholar] [CrossRef]
- Wang, K.; Qian, C.; Wang, R. The properties and mechanism of microbial mineralized steel slag bricks. Constr. Build. Mater. 2016, 113, 815–823. [Google Scholar] [CrossRef]
- Galán-Arboledas, R.J.; Álvarez de Diego, J.; Dondi, M.; Bueno, S. Energy, environmental and technical assessment for the incorporation of EAF stainless steel slag in ceramic building materials. J. Clean. Prod. 2017, 142, 1778–1788. [Google Scholar] [CrossRef]
- Shih, P.-H.; Wu, Z.-Z.; Chiang, H.-L. Characteristics of bricks made from waste steel slag. Waste Manag. 2004, 24, 1043–1047. [Google Scholar] [CrossRef] [PubMed]
- Ai, X.B.; Li, Y.; Gu, X.M.; Cang, D.Q. Development of ceramic based on steel slag with different magnesium content. Adv. Appl. Ceram. 2013, 112, 213–218. [Google Scholar] [CrossRef]
- Stathopoulos, V.N.; Papandreou, A.; Kanellopoulou, D.; Stournaras, C.J. Structural ceramics containing electric arc furnace dust. J. Hazard. Mater. 2013, 262, 91–99. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L.; Li, Y.; Zhou, Y.; Cang, D. Preparation of novel ceramics with high CaO content from steel slag. Mater. Des. 2014, 64, 608–613. [Google Scholar] [CrossRef]
- Quijorna, N.; de Pedro, M.; Romero, M.; Andrés, A. Characterisation of the sintering behaviour of Waelz slag from electric arc furnace (EAF) dust recycling for use in the clay ceramics industry. J. Environ. Manag. 2014, 132, 278–286. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karayannis, V.; Ntampegliotis, K.; Lamprakopoulos, S.; Papapolymerou, G.; Spiliotis, X. Novel sintered ceramic materials incorporated with EAF carbon steel slag. Mater. Res. Express 2017, 4, 015505. [Google Scholar] [CrossRef]
- Frame, S.W. Electric Arc Furnace Dust as Raw Material for Brick. U.S. Patent US5278111A, 11 January 1994. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Absorption (%) | Density (g/cm3) | Sources | References |
|---|---|---|---|
| – | 3.30–3.60 | China | [33] |
| 2.00 | 1.54–2.90 | India | [23] |
| 2.60 | 2.80 | France | [10] |
| 3.90 | 2.82–3.05 | Malaysia | [46] |
| 2.30–3.40 | 3.63–3.76 | Italy | [55] |
| 0.950 | 3.85 | Italy | [41] |
| <4.00 | 3.40 | Spain | [11] |
| 1.12–3.55 | 3.51–3.64 | Spain | [12] |
| 1.12 | 3.42 | Spain | [13] |
| 2.93 | 3.40 | Vietnam | [28] |
| – | 2.84 | China | [27] |
| 1.50 | 3.56 | Malaysia | [61] |
| EAF Slag Source | Type of Steel | Chemical Composition | Reference | |||||
|---|---|---|---|---|---|---|---|---|
| CaO | Total Fe | SiO2 | Al2O3 | MgO | MnO | |||
| Iran | – | 34.0 | 25.0 | 14.0 | 5.00 | 14.0 | 2.00 | [6] |
| India | – | 22.8 | 42.4 | 20.3 | 7.30 | 8.00 | – | [21] |
| China | 30.0–50.0 | 5.00–22.0 | 11.0–20.0 | 10.0–18.0 | 8.00–13.0 | 5.00–10.0 | [33] | |
| Malaysia | – | 27.5 | 33.3 | 19.3 | 9.40 | 3.07 | 3.55 | [63] |
| Egypt | – | 33.0 | 36.8 | 13.1 | 5.51 | 5.03 | – | [7] |
| Malaysia | – | 29.0–29.5 | 31.7–32.5 | 19.7–20.5 | 8.83–8.58 | 2.60–3.13 | 3.94–3.95 | [22] |
| Italy | 27.9 | 37.5 | 9.71 | 8.21 | 2.17 | 4.68 | [9] | |
| Malaysia | Carbon steel | 16.9 | 43.4 | 26.4 | 4.84 | 1.86 | 2.66 | [60] |
| Malaysia | – | 27.2 | 33.3 | 20.8 | 9.19 | 2.06 | 3.98 | [29] |
| France | Stainless steel | 41.7 | 0.540 | 34.7 | 6.26 | 9.06 | 2.15 | [10] |
| Italy | – | 26.0 | 35.0 | 14.0 | 12.0 | 5.00 | 6.00 | [55] |
| Spain | Carbon steel | 27.7 | 26.8 | 19.1 | 13.7 | 2.50 | 5.30 | [12] |
| Spain | Carbon steel | 25.0–35.0 | 17.0–50.0 | 10.0–20.0 | 3.00–10.0 | 2.00–9.00 | <6.00 | [11] |
| Spain | – | 32.9 | 22.3 | 20.3 | 12.2 | 3.00 | 5.10 | [13] |
| Malaysia | – | 29.9 | 22.0 | 21.4 | 9.60 | 4.89 | – | [47] |
| Vietnam | Carbon steel | 25.9 | 34.7 | 16.3 | 8.31 | 6.86 | 5.18 | [28] |
| China | Stainless steel | 43.2 | 7.54 | 27.8 | 2.74 | 7.35 | 0.680 | [27] |
| Spain | – | 26.7 | 24.5 | 20.9 | 12.1 | 3.20 | 4.60 | [15] |
| Malaysia | – | 26.2 | 28.6 | 18.1 | 5.88 | 5.80 | 4.14 | [64] |
| Malaysia | – | 20.9 | 43.0 | 10.8 | 6.86 | 1.65 | – | [30] |
| Malaysia | 30.0 | 27.3 | 17.3 | 4.67 | 5.39 | 5.03 | [61] | |
| Iran | – | 33.3 | 25.9 | 19.5 | 4.88 | 4.25 | – | [17] |
| EAF Slag Source | Crystalline Phases | Reference | ||||||
|---|---|---|---|---|---|---|---|---|
| Bredigite | Gehlenite | Larnite | Merwinite | Hematite | Wustite | Magnetite | ||
| Sweden | ✓ | ✓ | ✓ | [5] | ||||
| Iran | ✓ | ✓ | [6] | |||||
| India | ✓ | ✓ | ✓ | [21] | ||||
| UAE | ✓ | ✓ | ✓ | ✓ | [54] | |||
| Italy | ✓ | ✓ | ✓ | [66] | ||||
| Malaysia | ✓ | ✓ | ✓ | [22] | ||||
| Italy | ✓ | ✓ | ✓ | [9] | ||||
| Malaysia | ✓ | ✓ | ✓ | ✓ | [67] | |||
| Malaysia | ✓ | [47] | ||||||
| Malaysia | ✓ | ✓ | ✓ | ✓ | [61] | |||
| Chemical Composition | Possible Recycle Functions |
|---|---|
| FeOx | Iron reclamation |
| CaO, MgO, FeO, MgO, MnO | Fluxing agent |
| C3S, C2S, and C4AF | Cementation composition in cement and concrete production |
| CaO, MgO | Carbon dioxide capture and flue gas desulfurization |
| FeO, CaO, SiO2 | Raw material for cement clinker |
| CaO, SiO2, MgO, P2O5, and FeO | Fertilizer and soil improvement |
| Application | Strengths | Limitations | References |
|---|---|---|---|
| Aggregates for construction industry |
|
| [46,50,53,66,79,80,81,82] |
| Application | Strengths | Limitations | References |
|---|---|---|---|
| Filter or adsorbent in wastewater treatment plant |
|
| [73,74,85,87,88,89] |
| Application | Strengths | Limitations | References |
|---|---|---|---|
| Fertilizer for agriculture industry |
|
| [26,89,93,94,95] |
| Application | Strengths | Limitations | References |
|---|---|---|---|
| Partial replacement for Portland cement |
|
| [7,99,100] |
| Application | Strengths | Limitations | References |
|---|---|---|---|
| Raw material for ceramic building materials |
|
| [20,21,22,102,103,104,105,106,107,108] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teo, P.T.; Zakaria, S.K.; Salleh, S.Z.; Taib, M.A.A.; Mohd Sharif, N.; Abu Seman, A.; Mohamed, J.J.; Yusoff, M.; Yusoff, A.H.; Mohamad, M.; et al. Assessment of Electric Arc Furnace (EAF) Steel Slag Waste’s Recycling Options into Value Added Green Products: A Review. Metals 2020, 10, 1347. https://doi.org/10.3390/met10101347
Teo PT, Zakaria SK, Salleh SZ, Taib MAA, Mohd Sharif N, Abu Seman A, Mohamed JJ, Yusoff M, Yusoff AH, Mohamad M, et al. Assessment of Electric Arc Furnace (EAF) Steel Slag Waste’s Recycling Options into Value Added Green Products: A Review. Metals. 2020; 10(10):1347. https://doi.org/10.3390/met10101347
Chicago/Turabian StyleTeo, Pao Ter, Siti Koriah Zakaria, Siti Zuliana Salleh, Mustaffa Ali Azhar Taib, Nurulakmal Mohd Sharif, Anasyida Abu Seman, Julie Juliewatty Mohamed, Mahani Yusoff, Abdul Hafidz Yusoff, Mardawani Mohamad, and et al. 2020. "Assessment of Electric Arc Furnace (EAF) Steel Slag Waste’s Recycling Options into Value Added Green Products: A Review" Metals 10, no. 10: 1347. https://doi.org/10.3390/met10101347