
Abstract
Natural lignocellulosic fibres (NLF) extracted from different industrial crops (like cotton, hemp, flax, and canola) have taken a growing share of the overall global use of natural fibres required for manufacturing consumer apparels and textile substrate. The attributes of these constituent NLF determine the end product (textiles) performance and function. Structural and microscopic studies have highlighted the key behaviors of these NLF and understanding these behaviors is essential to regulate their industrial production, engineering applications, and harness their benefits. Breakthrough scientific successes have demonstrated textile fibre properties and significantly different mechanical and structural behavioral patterns related to different cultivars of NLF, but a broader agenda is needed to study these behaviors. Influence of key fibre attributes of NLF and properties of different cultivars on the performance of textiles are defined in this review. A likelihood analysis using scattergram and Pearson’s correlation followed by a two-dimensional principal component analysis (PCA) to single-out key properties explain the variations and investigate the probabilities of any cluster of similar fibre profiles. Finally, a Weibull distribution determined probabilistic breaking tenacities of different fibres after statistical analysis of more than 60 (N > 60) cultivars of cotton, canola, flax, and hemp fibres.

Similar content being viewed by others

Introduction
Not all natural fibres can be considered as textile fibres. A textile fibre must possess a few mandatory key properties, such as fibrous structure, spinnability, strength, fineness, dyeability, and the ability to react with acid or alkali (Klein 2016; Trotman 1984; Saville 1999; Booth 1968; Morton and Hearle 2008). The quality of a natural lignocellulosic fibre (NLF) extracted from different industrial crops fibre may vary due to the intrinsic variabilities of its natural components such as fibrous nature, fibre morphology, cellulosic, and non-cellulosic content (Rowell et al. 2000; Bonatti et al. 2004). Examples of such NLF are cotton (Gossypium hirsutum), jute (Corchorus capsularis), hemp (Cannabis sativa L.), flax (Linium usitatissimum L.), ramie (Boehmeria nivea), cattail (Typha latifolia), and so on (Bergfjord and Bodil, 2010; Kozlowski 2012a) that vary from each other in terms of cellulosic content as well as in many physical and chemical properties. A new generation of lignocellulosic textile grade bast fibre has been recently developed by Sevenhuysen and Rahman (2016), which is canola (Brassica napus L.). A separate research work also revealed that canola is even light-weight compared to other available commercial textile fibres like jute, flax, hemp, and cotton (Shuvo et al. 2019). Furthermore, canola has some strategic advantage over many commercial textile fibres regarding their production and supply chain requirements. Cotton is the dominant natural cellulosic fibre (Cook 2012) and polyester (polyethylene terephthalate, commonly abbreviated PET) is the most widely used synthetic fibre (McIntyre, 2005) in the global apparel industry. Despite being a synthetic petroleum-based fibre (Vadicherla et al. 2015), successful use of polyester in apparel consumer goods (Radhakrishnaiah et al. 1993) was made possible because of its cotton spinning properties that enabled it to be spun in the existing cotton spinning systems (Canoglu and Tanir 2009). With the alarming phenomenon of global warming affecting the climate (Cox et al. 2000), the need for renewable sources of sustainable natural fibres is on the rise (Blackburn 2009). Canola could play a significant role as a sustainable source for textile grade cellulosic fibre. Like cotton, canola produces a cellulosic fibre with a cellulosic content of 61.3% (Tofanica et al. 2011). Unfortunately, cotton requires an estimated of 550–950 litres/m2 (World Wildlife Fund 2000) of water for its cultivation, and up to 29,000 litres/kg of water to process one kilogram of the product as shown in Table 1. The raw materials required for manufacturing polyester fibres are extracted from the by-products of petroleum sources. Since canola is a cellulosic fibre, it could be an alternative fibre to cotton that does not involve huge water consumption, because the fibre would be produced from the waste stems of the oil seed production. Furthermore, canola fibre does not depend on the by-products of the global petrochemical production as polyester does (Watts 2009). Many developed and developing countries already started cultivating canola in large volume, which is detailed in Table 2. Hence, it would be interesting to discuss this new generation lignocellulosic fibre along with other major commercial NLFs like cotton, hemp, and flax in this current review paper.
Cromack (1998) investigated five different cultivars of hemp (Fedora 19, Felina 34, Uniko B, Futura 77, and Komopoliti) to determine the effect of cultivars on fibre yield and found that there was an influence of cultivar on fibre yield percentage. Cultivar Komopoliti had the highest mean fibre yield (3.48 tons per hectare or 3.48 t ha−1) and cultivar Felina 34 had the lowest mean (1.34 t ha−1) among all the five cultivars with a seeding rate of 400 seeds/m2. Similarly, variations among cultivars reveal variations in productivity and physical properties in cotton (Farag and Elmogahzy 2009) and flax (Salmon-Minotte and Franck 2005). Furthermore, fibres obtained from same cotton (Gossypium) bolls of any plant of cotton may display the tendency to differ in length, diameter, and fibre strength (Farag and Elmogahzy 2009). After conducting research on eight different cultivars of hemp, Jankauskienė et al. (2015) concluded that fibre yield (%) is dependent on cultivar, where Beniko cultivar produced the highest (44%) fibre content and Fedora 17 produced the lowest (28.4%) fibre content. These facts led to the discussion to review the influence of different cultivars of industrial crops on textile properties of natural lignocellulosic fibre in this review.
Textile fibre
ASTM defines textile fibre as “a generic term for any one of the various types of matter that form the basic elements of a textile and characterized by having a length of at least 100 times its diameter” (ASTM 2017). The polymer chain and polymer groups vary from fibre to fibre and it should be underlined that the fibre interior structural parameters like crystallinity index (Cr.I) control the physio-chemical properties of textile fibres. The properties vary from fibre to fibre, for example, Cr.I for flax, hemp, and kenaf is 64, 53, and 42, respectively (Bonatti et al. 2004).
The fitness of textile application in diverse grounds
The term ‘textile’ or ‘textiles’ is not an ambiguous term. If anyone is asked for the definition of textiles, the answer would be quite predictable and would likely refer to a fabric or apparel that is used in daily life. However, application of textiles has flourished in many fields, such as composites, automotive, marines, aerospace, electronics, civil construction, nanotechnology, biomedical (Gajjar and King 2014), as well as the apparel or clothing industry. In each case, the property of a textile is determined by its constituent fibre properties.
According to the end use, the modification or required fibre characteristics will vary and will be manufactured accordingly. For the potential application of composites, sisal, flax, banana, and jute fibres have been examined (Li et al. 2000; Pothan et al., 2003; Rana et al. 2003; Zafeiropoulos et al. 2002); for apparel application, kenaf, hemp, linen, and jute have been examined (Buschle-Diller et al. 1999; Ramaswamy et al. 1995; Sinha 1997; Watkins 1998).
A textile fibre needs to have certain engineering attributes to comply with the end-use application criteria. For example, for the aerospace industry, the required properties may be high tensile and high modulus (HT-HM) and the suitable fibres for this requirement are carbon fibres or glass fibres; for firefighting suits the required property is the fire retardancy and the suitable fibres for this requirement are aramid fibres; for smart wound healing, the wound dressing fabric needs to be flexible to provide comfort during the healing process and cotton fibre may act as an ideal substrate to produce the wound dressing fabric for minor wounds (but not for chronic wounds); for apparel application, the fibre needs to be flexible, comfortable, breathable, and for this, cotton and silk are suitable choices. Thus, not any fibre can be defined or used as a textile fibre, and a textile fibre must possesses certain attributes, such as physical properties: mechanical, thermal, or sorptive properties (Hatch 1993) as well as some chemical properties like the ability to be dyed with colorants or pigments (Trotman 1984; Broadbent 2001).
Classification of textile fibres
A textile fibre can be classified into two main classes: natural and man-made fibres. These two classes can be expanded to other sub-classes, such as vegetable fibres, protein fibres, mineral fibres, natural polymer fibres, inorganic fibres, and synthetic fibres (Fig. 1). The most basic manufacturing flowchart for producing a textile fabric is given in Fig. 2. The rectangle box represents the manufactured product and the diamond box represents the processing steps (chemical and mechanical) required to produce the product. Spinning process of fibres produces a yarn; the interlacing of warp and weft of yarns is used to construct woven fabric, and the interlooping of yarns creates a knitted fabric.

Classes of textile fibres (inspired from Mather and Wardman 2011)

Textile manufacturing flowchart
The constructions of knit and woven fabrics are discrete, and each requires different industrial machinery set-up for production. There is another type of fabric which is called non-woven fabric where the fibres are directly converted into the fabric. In the case of producing the non-woven fabric, the intermediary textile yarns are not used or needed. Finally, apparel is produced from fabrics.
The requirement of textile fibre formation
Morton and Hearle (2008) discussed the parameters required for a formation of fibre for textile application; fibres must be long, as short fibres cause loss of strength in the yarn (Fig. 3); fibres must be in parallel arrangement for ease of inserting twist to form a yarn, fibres must have an internal attraction to give cohesion to the structure, and there should be freedom of molecular movement to provide required extensibility to fibre and sufficient openness for moisture absorption and dye-uptake for coloration. Figure 3 illustrates the positive effect of fibre length on improved fibre cohesion and increased strength as short fibres are prone to fibre breakage for having lots of void spaces along the polymer chain. Morton and Hearle (2008) also discussed the molecular orientation within a fibre. A crystalline region in which molecules are in regular, ordered orientation, and an amorphous region in which molecules are disordered in orientation (Fig. 3). As an example, cotton is 65% crystalline and 35% amorphous. The amorphous region allows water particles to penetrate the fibre in the process of dyeing and the crystalline region contributes to fibre strength.

Fibre orientation and effect of length of fibres (or molecules) on strength (modified from Morton and Hearle 2008)
Chemical composition of natural lignocellulosic fibres and their surface modification
Lignin and pectin are the prime impurities inside the natural lignocellulosic fibres, bonded with fibrils that hinder any fibre from becoming spinnable to form yarn for end-use application and lignocellulosic fibres like cotton, jute, canola, hemp, cattail (Typha latifolia), or flax are miniature composites, formed from reinforcement of cellulosic fibrils, bound together by pectin gums in hemicelluloses and lignin matrices (Marriott et al. 2016; Kozlowski et al. 2012; Sridach and Paladsongkhram 2014; Saha et al. 2010) (Fig. 4).

Schematic representation of the general structure of a plant fibre cell wall displaying the distribution of cellulose microfibrils with hemicellulose and lignin. Hydrogen bonding links the hemicellulose with cellulose microfibrils, forming a cellulose–hemicellulose network that is coated by the lignin matrices
Figure 5 displays the morphology of a bast fibre. It can be seen that the bast fibre cell wall is composed of a primary cell wall (PCW) and a secondary cell wall (SCW) that contains the pure cellulosic microfibrils but in different architecture. The microfibrils in the SCW are arranged nearly parallel (7–9o) to the cell axis, while microfibrils in the PCW are present in a random or criss-cross manner (Kozlowski 2012a).

Morphology of a bast fibre
Impurities like lignin, pectin, and hemicellulose lie in between the intra-fibrillar regions of PCW or SCW (Kozlowski 2012a; Meents et al. 2018), but the chemical synthesis of PCW and SCW is different (Fig. 6). The deposition of lignification onsets during SCW synthesis only, whereas the presence of hemicellulose and pectin is still seen during the transition of plant cell starting from PCW to SCW in the plant biomass (Meents et al. 2018).

The synthesis of the PCW (primary cell wall) and SCW (secondary cell wall) in plant biomass (modified from Meents et al., 2018)
Lignin makes the fibre stiff and hydrophobic, whereas pectin binds the fibrils into bundles, preventing single fibre entity (Kozlowski 2012a; Kozlowski et al. 2012). Hemicelluloses are bonded to the fibrils with a hydrogen bond (H-bond), cross-linking the fibrils with lignin and causing stiffness (Marriott et al. 2016). Hydrogen bonds are responsible for 20% strain energy inside cellulose (Tashiro and Kobayashi, 1991). By investigating the change of hydrogen bonds between impurities and fibrils inside cellulose fibres using FTIR spectroscopy before and after the chemical modification, it is possible to characterize fibres (Fan et al. 2012; Saha et al. 2010).
Table 3 shows the cellulosic and non-cellulosic materials (lignin, pectin, and hemicellulose) of different natural lignocellulosic fibre interiors. Cotton has the highest cellulose content in the fibre interior compared to hemp, flax, canola, jute, and cattail (Table 3).
The impurities in the textile fibre interior are destroyed during scouring or alkaline boiling at a high temperature (for example, virgin kenaf fibres treated with 6% NaOH at 95 °C destroys impurities) causing destruction of lignin, pectin, and the breaking of hydrogen bonds (H-bond) between the hemicelluloses, breaking the cellulosic fibrils, leading to a better fibril separation for single fibre entity (Marriott et al. 2016; Edeerozey et al. 2007; Trotman 1984). Destruction of these non-cellulosic impurities from the cellulose–hemicellulose–lignin matrix increases the breaking strength of cellulosic fibres and their flexibility (Zhang and Zhang 2010). Spicka and Tavcer (2013) conducted a one-bath pretreatment process of cotton fibres with an enzyme mixture producing excellent water absorbency and high tenacity of the treated cotton fibres. However, Hoque and Azim (2016) found that treating cotton fibres with enzyme alone does not remove much wax and mote (tiny dust particles) compared to a NaOH scouring process; nor can enzyme improve the whiteness of the fibre, making it suitable for dark shades only. In a separate research work, Mohiuddin et al. (1992) found enzyme treatment of jute bast fibres and found that treating the controlled fibres (diameter: 50.3 µm, bundle strength or Pressley Index: 1.79 lb/mg) with an enzyme (A. terreus) produced fine diameter fibres (42.5 µm), having improved bundle strength (2.2 lb/mg) better flexibility (no data available/NDA), and softness (NDA). Basu et al. (2008) also found increased softness of jute bast fibres after treating them with enzymes. Ali et al. (2015) treated hemp bast fibres with enzyme and bleaching agents and found that enzyme-treated fibres reduced the least amount of non-cellulosic material, while bleaching treatment reduced the largest amount of non-cellulosic material. It was also found that enzyme-treated hemp fibres failed to produce single fibre entity and softness (Ali et al. 2015) suitable for CSP (Cotton Spinning Properties). Zhang and Zhang (2014) conducted an orthogonal experimental design to determine the optimum conditions (bath ratio, time, and alkali dosage) for reducing non-cellulosic material of hemp fibres, and concluded that alkali treatment was the best and most efficient way to remove lignin. Wang and Postle (2003) concentrated on removing the pectin and lignin from hemp fibres through NaOH scouring, acid scouring, and bleaching, and concluded that NaOH could attack both pectin and lignin. Whereas, pectin was completely removed from hemp fibre interior by the NaOH boiling process, lignin was not completely removed, as a small portion of lignin was situated in the second wall layers of the fibres which cannot be accessed by NaOH. Similarly, an alkaline and acidic bath treatment followed by a softener treatment also produced textile grade canola fibres (Shuvo et al. 2019) to achieve the optimum result for CSP of canola fibres, whereas Sevenhuysen and Rahman (2016) used an enzymatic treatment to produce textile grade canola fibres.
Influence of fibre attributes
A textile is the end product or finished good to any customer, and this end product is the result of all the care starting from fibre processing quality, yarn processing quality, fabric quality control, fabric dyeing, and quality inspection prior putting the end product (textile) on display by retailers or wholesalers (Booth 1968). If the constituent textile fibres fluctuate from the international textile quality schemes like ISO standards (Tested-Quality plan of Courtaulds Ltd) or USTER® STATISTICS (Booth 1968), then the quality of the end product (textile) will not satisfy the customer’s requirements both in serviceability or economy. Hence, quality fibre properties are the most important factors controlling the end result of any textile product.
Moisture regain is defined as the weight of water in a material expressed as a percentage of the oven dry weight of the material or the ratio of water in a material to the oven dry weight of this material (Booth 1968). Moisture regain is related to the sorptive properties of any textile fibre (Hatch 1993). Sorptive properties of a textile fibre refer to the hydrophilicity or water-loving; hydrophobicity or water-avoiding; oleophilicity or holding oil particles; heat of wetting; liquid, and water vapor absorption. Some water attracting groups inside a fibre interior are -OH, -NH, and -CONH; some non-attracting groups are -CH, -COO, and -CH3, and some semi-attracting groups are -Cl, -COCH3, and -CN (Hatch 1993). Moisture absorption affects three major properties of a fibre: fibre swelling, wet tenacity (tensile strength of fibre when it is wet), and wet modulus (modulus calculated for any fibre when it has absorbed the maximum amount of water) (Hatch 1993).
Fibre with higher water absorption property exhibits higher swelling property (only in hydrophilic fibres) (Hatch 1993). Swelling has a significant effect on the moisture absorption demonstrated by any textile fibre, where the water molecules penetrate the fibre interior to fill the spaces of more or less parallel polymer chains and exhibit a force outward causing the fibre to swell (Booth 1968). Table 4 shows the dimensional changes of some textile fibres from swelling (Booth 1968; Saville 1999) and dimensional changes of fibres due to moisture absorption. The transverse (diameter and area) swelling (%) and volume swelling (%) values of the different fibres obtained by different studies display considerable discrepancies which reflect to the difference of their experimental methods or apparatus as well as the differences among their specimens of a given type of fibre (Saville 1999; Morton and Hearle 2008). It can be seen that hydrophilic fibres (cotton, wool, and silk) are more prone to transverse and volume swelling than the hydrophobic fibres (nylon). Although the net result of swelling is shrinkage (decrease in length) (Booth 1968) due to increased fibre diameter, the swelling behavior of a fabric is harnessed in designing waterproof fabrics (Saville 1999) where the constituent yarns swell (when wetted by water) to close up the fabric structure for increased water impermeability.
Wet tenacity is higher for some hydrophilic fibres, such as cotton and flax, i.e., their breaking strength increases when they are wet in water (Hatch 1993). Similarly, wet tenacity is lower for some hydrophilic fibres, such as silk and wool, i.e., their strength reduces when they are wet in water (Hatch 1993). Figure 7 displays that wool fibre is weakened when it absorbs water and its breaking force drops in wet state compared to its dry state (Saville 1999).

(modified from Saville 1999)
The strength of dry and wet wool
Laundering and drying methods for a fabric are indicated by the fibre wet modulus (Hatch 1993). A low wet modulus fabric would not be hung for drying because of the tendency for the fabric to elongate under its own weight and not recover.
Fibres are spun in spinning machinery to produce yarn (Ziabicki1976; Klein 2016; Chen 2010). During spinning, the fibres are twisted to hold the constituent fibres together along the yarn axis (Fig. 8) and to impart strength (Fig. 9) to the yarn (Klein 2016). The more flexible a fibre, the more twist it can undergo and the stronger a yarn will be produced. If the fibres are stiff, they will break down while twisting. Klein (2016) showed the relationship between the number of twists in a yarn and its strength for both cotton and polyester, and also stated that the strength of a yarn drops down beyond the critical twist region (Fig. 9). This critical twist region varies from raw material to raw material for a yarn.

Imparting strength to the yarn by twist

(modified from Klein, 2016)
Relationship between the number of turns of twist and the yarn strength (F = yarn strength; T/m = turns of twist per metre in the yarn; PES = polyester fibres; Co = cotton fibres). The critical twist region is marked by a red dot
A higher crystallinity in a fibre gives a fibre of higher stiffness or flexural rigidity or resistance to an external bending force. The highest flexural rigidity can be seen in Spectra (olefin) (1400–2000 g/denier or g/den) and the least in spandex (13–20 g/den), whereas cotton (60–70 g/den) has a higher degree of stiffness than polyester (40–65 g/den) or nylon (5–58 g/den) (Hatch 1993). The higher the crystallinity, the higher the tenacity, but the lower the flexibility. For example, about 437,000 bends (180-degree bends) are needed to break polyester fibres but only 900 bends for triacetate fibres before rupture occurs (Hatch 1993).
Neps (entanglements of fibres), thick places, and thin places in yarn are classified as yarn faults (Yadav et al. 2015) or yarn defects (Chougule et al. 2016) which are strongly monitored during yarn quality control process (Stueber 1985) in textile yarn spinning industries. Fibres that are not individualized (absence of single fibre entity) properly will create mass variation (thick and thin places) (Fig. 10) along the length of the yarn and will ultimately lead towards yarn unevenness (Yadav et al. 2015) which will degrade the fabric quality for commercial application.

Thick and thin places in a yarn causing mass variation and yarn unevenness
Soft fibre produces soft fabric which is highly comfortable to wear (Natarajan et al. 2005). Lyocell is a regenerated cellulosic fibre (produced by Tencel Inc., USA and Lenzing Ag., Austria) that displays softness like silk and such soft fibres are used in fashion textiles requiring high degree of softness and drape properties (Natarajan et al. 2005). Furthermore, compression garments (that reduce swelling, fatigue, and soreness) used for medical patients also exhibit softness and comfort (Invista Inc. 2009). These compression garments comprise soft fibres like Lycra in their construction (Invista Inc. 2009). Hence, fibre softness has a significant influence on the aesthetic properties of a textile.
Density is the mass per unit volume, i.e., dense fibre will be heavier and vice versa. This fibre property dictates different end-user applications. As an example, E-glass fibre has a density value of 2.58 g/cc; however, a product that requires chemical or electrical resistance is made with another type of glass fibre, with higher density than 2.58 g/cc, which is E-CR glass fibre with a higher density of 2.72 g/cc (Gall et al. 2018). Fibre with lower density has higher moisture regain (due to higher amorphousness) and vice versa (Morton and Hearle 2008). Table 5 provides an outline of the densities of different textile fibres (Saville 1999).
Thermal properties refer to the response of a fibre toward temperature or heat. Different fibres respond differently to a similar temperature, such as cotton dyeing can be conducted at a lower temperature (60–70 °C) with reactive dyes, but polyester needs a higher temperature (120–130 °C) to be dyed with disperse dyes (Broadbent 2001; Trotman 1984). The reason behind this high-temperature requirement of polyester is its highly crystalline interior structure that requires a high temperature to open up to make the dye particles accessible to the polyester interior. Thermal properties also specify different fibre attributes such as the specific heat (heat required to increase 1 oC temperature), thermal conductivity (flow of heat through fibres), heat resistant temperature (temperature at which a fibre starts degrading), softening and melting temperature (fibre first softens with heat and then melts with increase of heat), decomposition temperature (degrades completely), and combustibility. Natural fibres (cotton and wool) and many synthetic fibres (aramid) do not have softening or melting point and ignite (combustible temperature) between 415.6 and 537.8 °C (Hatch 1993), although there are many non-combustible fibres such as glass fibres, asbestos, and carbon (Hatch 1993).
Tallant et al. (1959) defined short fibres as having a length of 3/8 inch (9.53 mm) and shorter that do not break when the yarn ruptures and found that short fibres decrease yarn and fabric strength. Klein (2016) stated that fibre length has an influence on fibre strength as well as on the spinning limit (the point at which fibres can no longer be twisted to produce yarn). Morton and Hearle (2008) also found that longer fibres (within a limit) require less twist to cohere together to impart strength to yarn. Thin fibres are called fine fibre and thick fibres are called coarse fibre. Long-staple cotton fibres (length: 30–65 mm, MIC: 2.8–4.5, strength: 33–45 g/tex or g/tex) are considered most thin/fine and best in quality, whereas short staple fibres are the thickest/coarsest (length: < 20 mm, MIC: 4.5–6, strength: 14–18 g/tex) and used for lower quality fabrics (Kozłowski, 2012a). Saville (1999) states that finer fibres have more cohesion and so require less twist to form a strong yarn. However, coarse fibres have useful applications. It was found that acrylic carpets produced from coarser fibres provide better compression properties than finer fibres and are more likely to perform better under foot traffic (Celik 2017). The most important effect of fibre fineness is on the fibre rigidity or stiffness, as the stiffness of a fibre increases with increasing fibre diameter leading to a reduced flexibility, i.e., coarse fibre produces a substantial amount of fibre stiffness (Saville 1999). In Fig. 11 (Klein 2016), it can be seen that both ring-spun yarn and rotor-spun yarn are influenced by constituent fibre properties, as the fibre length, length uniformity, fibre strength, and micronaire value (MIC) (µg/inch) account for more than 60% of the yarn strength.

(modified from Klein, 2016)
Effect of fibre properties on yarn strength
The correlation between fibre properties and yarn properties can be summarized in Fig. 12 (Klein 2016), where the effect of fibre length, MIC value, nep content, trash content, breaking strength, and elongation on the resultant yarn properties are compared. It can be seen from Fig. 12 that fibre color and trash content have no significant correlation with the yarn breaking tenacity. Furthermore, El-Messiry and Abd-Ellatif (2013) found that the correlation coefficient between fibre breaking strength and yarn breaking strength was 0.76.

(modified from Klein, 2016)
Correlation between fibre properties and yarn properties according to USTER technologies (the CV % of the statistical results ranged between 15.50 ± 0.00% and 16.85 ± 0.05%, but no data were available on the correlation coefficient or correlation type)
Mechanical properties of a textile fibre relate to different aspects like initial modulus (extending/elongating when small stress is applied), tenacity (ratio of load required to break a fibre and the linear density of that fibre) elongation at break, toughness (the capacity to resist the sudden impact of load or shocks-of-energy and accepting a large deformation without breakage). For physics, the term “stress” (force per unit area, where the S.I. unit is Newton/m2 = Pa) is used; for textile fibre engineering application, specific stress (also called tenacity) is used, where specific stress is the force per linear density and the S.I. unit for tenacity is Newton/tex. Reiter (2018) shows a linear relationship between fibre strength and yarn strength (Fig. 13).

(modified from Reiter, 2018)
Relationship between fibre tenacity (B) and yarn tenacity (A) in cN/tex
Yarn tenacity is less than its constituent fibre tenacity as yarn tenacity depends on several fibre properties (fibre length, MIC value, and elongation, as shown in Figs. 11 and 12), and is not only a single function of fibre tenacity (El-Messiry and Abd-Ellatif, 2013). Furthermore, fibre tenacity varies from fibre to fibre and from testing methodology to testing methodology; for example, mean fibre tenacity (cN/tex) of Egyptian cotton variety Giza 86, Giza 87, Giza 88 are 39.01, 37.13, and 35.55, respectively, when tested by a Vibroscope (single fibre testing methodology) and 43.1, 45.2, and 45.1 when tested by a High Volume Instrumentation tester (bundle fibre testing methodology).
Chemical or surface modification of a textile fibre is conducted with various chemicals to achieve many desirable properties, such as increased water absorbency. A cellulosic fibre may be subjected to an alkali treatment to increase its hydrophilicity as the alkali reduces the non-cellulosic impurities from the fibre interior (Trotman 1984) that lead to water absorbency, which is required for subsequent fibre coloration. However, different fibres react differently to different chemicals; likewise, polyester is resistant to dilute acids, while cotton is hydrolyzed (Hatch 1993). Similarly, reactive dyes are used for cotton dyeing, but cannot be used for polyester dyeing (Broadbent 2001). Therefore, careful selection of chemical treatment is essential to obtain the required properties from textile fibres, which is dependent on the end application.
Influence of retting methods on the quality of natural lignocellulosic fibres
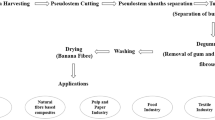
Different natural lignocellulosic fibre requires different extraction methods; for example, cotton is extracted from cotton bolls, silk from cocoons of the silkworm, and bast fibres from the plant stems by retting. The cell wall of any plant stem consists of different components (see Fig. 14): primarily cellulose, hemicellulose, and pectin (Zimmermann et al. 2004). Retting, the separation of the fibre bundles from the stem or woody core of plants (Thomas et al., 2011), and can use various methods such as mechanical, chemicals, water, dew, and enzymes (Thomas et al. 2011; Akin et al. 2000, 2001). For example, jute fibre bundles, known as reeds (Roy and Lutfar, 2012), are separated by water retting of the stem stick. A schematic for retting is shown in Fig. 15.

Scheme of the principal component cellulose in the cell wall, exists as a system of fibrils

Retting process of plant stems for disintegrating into fibre bundle and a woody stick
Different retting methods have different effects on fibre quality (Akin et al. 2005; Van Sumere 1992; Van de Weyenber et al. 2003; Thomas et al. 2011), such as cellulose and fibre yield of water, and dew retted hemp fibres were found to be 81.7%, 3777 kg ha−1 and 78.4%, 3966 kg ha−1, respectively (Jankauskiene et al. 2015). Furthermore, cellulose and tenacity of chemical (2% NaOH) and water-retted nettle fibres were found to be 81.3%, 58.15 g/tex and 78.4%, 50.41 g/tex, respectively (Bacci et al. 2011). Ramaswamy et al. (1994) also found differences between bundle fibre tenacity of water-retted kenaf fibre (28.2 g/tex) and chemical retted (7% NaOH) kenaf fibre (12.9 g/tex).
Influence of different cultivars of industrial crops on textile properties of NLF
“Cultivar is a group of genetically similar plants, which by structural features and performances may be identified from other groups of genetically similar plants within a species” (Poehlman and Sleper 1995). Different cultivars have different effects on textile properties of natural lignocellulosic fibre (NLF) extracted or produced from different industrial crops, and could ultimately affect the end-use application of a textile. Fibre properties that are affected include fibre length (Cotton Incorporated 2018), fibre strength (Messiry and Abd-Ellatif 2013), MIC values (fineness or coarseness), color grade, and fibre yield (%) (Zonta et al. 2015).
Four major types of cotton of commercial importance are grown around the world; Gossypium hirsutum (commonly known as “American Upland” or “Long-Staple/LS” cotton) with fibre length of 2.22–2.32 cm; G. barbadense (commonly known as “American Pima” or “Extra-Long Staple/ELS” cotton) with fibre length of 3.16–4.78 cm; and G. herbaceum and G. arboretum with comparatively shorter fibre length of 1.27–2.54 cm (Cotton Incorporated, 2018; Messiry and Abd-Ellatif 2013). Both G.hirsutum and G. barbadense are native to North and South America, whereas G. herbaceum and G. arboretum are native and grown only in East Asian countries. Other cultivar differences exist between American Upland cotton and American Pima cotton, one of which is the color. American Pima exhibits deeper yellow color inherently than the American Upland cotton (Cotton Incorporated 2018); and the tenacity of Pima cotton (4.14 ± 0.59 N/tex) is higher than Upland cotton (3.19 ± 0.87 N/tex) (Farag and Elmogahzy 2009).
In Egypt, most of the textile cotton fibres are produced from G. hirsutum (Long-Staple or LS) and G. barbadense (Extra-Long-Staple or ELS) species (Messiry and Abd-Ellatif 2013). Messiry and Abd-Ellatif (2013) conducted research on five varieties of G. barbadense or ELS Egyptian cotton (Giza 45, Giza 87, Giza 88, Giza 86, and Giza 90) and found differences in the textile properties of these five varieties (Table 6).
Zonta et al. (2015) conducted research to investigate the cotton seed yield (kg ha−1) and fibre percent (%) among four different herbaceous cotton cultivars (FiberMax 993, BRS 286, BRS 335, and BRS 336) grown in Brazil under different irrigation slides and concluded that FiberMax 993 (4926.3 kg ha−1) and BRS 286 (4634.6 kg ha−1) produced higher cotton seed yield than BRS 335 (4183.8 kg ha−1) and BRS 336 (4.070.5 kg ha−1). The authors also found out that cultivar BRS 336 produced the lowest percentage of fibers (38.8%) compared to the other three cultivars: FiberMax 993 (43.1%), BRS 286 (43.1%), and BRS 335 (42.5%).
In Canada, three hemp cultivars namely Finola, Crag, and USO 14 are very popular for field production of seed (Hanks, 2008). However, hemp plants also possess high bast fibre content suitable for apparel and technical textile application (Werf et al. 1996), which may also be affected by cultivar variation. Sankari (2000) conducted research of Ukrainian monoecious Uso 11 hemp cultivar (an early maturing cultivar) with 13 other hemp cultivars (dioecious and monoecious) originating from various parts of Europe to investigate the effect of cultivar on fibre yield (%), breaking tenacity, fibre fineness, and fibre elongation in the years of 1995, 1996, and 1997, respectively. Sankari (2000) found that there were significant differences in the bast fibre content in stem (p < 0.001), bast fibre yield (p < 0.001) among the 14 hemp cultivars. Sankari (2000) also identified variation in fibre fineness that varied from 15.1 to 55.2 dtex in 1995 and 10.1–60.2 dtex in 1996. The author also identified variation among the median breaking strength among the cultivars. Using Fig. 16, the median breaking tenacity of the fibres measured in 1995 varied between 41 and 61 cN/tex, and in 1996, they varied between 45 and 74 cN/tex among the hemp cultivars. Furthermore, the illustration shows that in 1995, hemp cultivar Uniko B showed the best normal distribution of breaking tenacity and the highest fibre tenacity in 1996. French hemp cultivars Fedora 19, Felina 34, and Futura 77 showed the best uniformity of fibres among all the cultivars.

(modified from Sankari, 2000)
Median (□), 25th percentile (┴), and 75th percentile (┬) for breaking tenacity (cN/tex) of the different hemp fibre cultivars in 1995 and 1996
Menge-Hartmann and Hӧppner (1995) reported variation in breaking tenacity among different unidentified cultivars of hemp varying from 48 cN/tex to 76 cN/tex. Bonatti et al. (2004) conducted histochemical and supramolecular studies among five different cultivars of hemp (Carmagnola, Fedrina, Felina, Fibranova, and Futura) and found variation in cellulose (%) (Table 7).
In Denmark, Deleuran and Flengmark (2006) investigated comparative studies of fibre yield (t/ha), fibre yield (%), and stem yield (t/ha) of four different hemp cultivars, namely Fedora, Fedrina, Felina, and Futura, which are reported in Table 8. They found that Futura gave higher fibre yield (32.3 t/ha and 3.7%) than all other cultivars with a seed rate of 32 kg/ha.
A similar result was also found in Switzerland regarding stem yield (t/ha) but with higher seed yield of 250–1200 kg/ha (Mediavilla et al. 1999 cited in Deleuran and Flengmark 2006). Variation among the hemp cultivars was also identified in Russia in terms of yield (%), and tolerance to cold (Sustrina 1971 cited in Grigoryev 2005) and further research focused on hemp cultivars that are more cold-tolerant, produce high yield (%) of fibres, and can be blended with cotton to produce fabric for the Russian market (Grigoryev 2005).
The term “Flax” is an Anglo-Saxon word that means “to weave” (McCay 1952 cited in Cruthers et al. 2005). The flax fibres contain non-cellulosic impurities such as lignin and hemicelluloses, which need to be dissolved in alkaline solutions for textile application. Many other processes are involved to make flax fibres usable for textile application such as scrapping, beating, washing, and dyeing (Pendergrast 1987). Variation in flax cultivars also causes variations in fibre properties, as investigated by Lowe et al. (2010). Due to the property variation of different flax cultivars, Mäori (the indigenous people of New Zealand) weavers use different flax cultivars for different end-use applications: Tapamangu cultivar for baby shawls, and necklace ties; Arawa cultivar for excellent quality fibres; Takaiapu cultivar for medium quality fibres; and Takirikau cultivar for producing shiny fibres (Scheele and Walls 1994). Lowe et al. (2010) investigated tenacity of two different of cultivars (designated as B5 and F1) of New Zealand flax (Phormium tenax), which has been used by the Mäori for functional and cultural artifacts for a long time (Mead 1999; Scheele and Walls 1994) and found that the fibre tenacity was higher for B5 than F1. There was also a significant statistical difference between the tenacities of these two cultivars. ANOVA was conducted by the authors, where the p value between B5 and F1 was found to be 0.037 for tenacity. It can be seen that the p value is less than 0.05 that is an indication of a significant difference between the two flax cultivars. Similar results were found from the previous works of the author (Lowe et al. 2010) that supported this comparative difference in fibre tenacity between these two cultivars. Cruthers et al. (2005) conducted research on six cultivars of New Zealand flax (Phormium tenax), which were Tapamangu, Arawa, Paretaniwha, Makaweroa, Takaiapu, and Takirikau, and investigated their length and diameter (Table 9). The investigation exhibited a significant difference among the fibre lengths of the six cultivars (p < 0.05) and mean transverse-width of ultimate fibres (p < 0.05). The fibre length and width of Tapamangu and Arawa are quite similar but different than Makaweroa (Table 9), which also resembles the findings of the previous research work of Carr et al. (2005).
Previously, Carr et al. (2005) found that the cellulosic content, length, and width of the fibres of Tapamangu and Arawa are quite similar, but the fibres of Makaweroa cultivar are comparatively longer than the Tapamangu and Arawa cultivars. Furthermore, the authors found no significant difference (p > 0.05) in the cellulosic content in these three cultivars (55.11 ± 2.84% for Arawa, 53.34 ± 3.15% for Makaweroa, 53.26 ± 2.68% for Tapamangu) but found significant difference in fibre tenacity (p < 0.001) among these three cultivars (0.53 ± 0.21 N/tex for Arawa, 0.56 ± 0.48 N/tex for Makaweroa, and 0.53 ± 0.36 N/tex for Tapamangu). Similar research has been conducted in characterizing different cultivars of flax regarding length, shape, packing of the ultimate fibres, where inconsistency of fibre properties was identified (King and Vincent 1996).
Shuvo et al. (2019) conducted a research work on four hundred (400) canola plants of four different cultivars, namely HYHEAR 1, Topas, 5440, and 45H29 (grown and harvested inside greenhouse of Crop Technology Centre, University of Manitoba) and found that 45H29 produced the highest and 5440 produced the lowest fibre yield (%), which were 10.41 ± 1.86% and 9.11 ± 2.13%, respectively. No significant difference was identified among the means of the fibre yield (%) (p > 0.05) by Shuvo et al. (2019). However, a significant variation was identified among the fibre yield (%) of eight different hemp cultivars by Jankauskienė et al. (2015). Jankauskienė et al. (2015) conducted a comparative study among eight different cultivars of hemp bast fibres, which were Beniko, Bialobrzeskie, Epsilon 68, Fedora 17, Felina 32, Futura 75, Santhica 27, and USO 31, and found Beniko produced the highest fibre yield (5700 kg ha−1) and Fedora 17 produced the lowest (2768 kg ha−1). This variation of fibre yield was also reported for other cultivars, such as Bialobrzeskie produced 3812 kg ha−1, Epsilon 68 produced 3631 kg ha−1, Felina 32 produced 3607 kg ha−1, Futura 75 produced 3913 kg ha−1, Santhica 27 produced 3816 kg ha−1, and USO 31 produced 3723 kg ha−1. However, statistical variation for fibre yield (%) was only identified between Beniko and Fedora 17 (p < 0.01). Khan (2016) conducted a separate research work and found the fibre yield (%) of 20 different Canola cultivars (excluding 5440, 45H29) ranged between 6.23 and 13.82%; the fibre yield (%) of HYHEAR 1 was 12.66% and for Topas 10.63%. Fibre yield (%) found by Shuvo et al. (2019) was within this range reported by Khan (2016). Regarding moisture regain (%) (MR), HYHEAR 1 showed the highest (12.53 ± 3.37%) MR and 45H29 showed the least (9.31 ± 3.40%) among the water-retted virgin canola fibres (Shuvo, 2019), whereas HYHEAR 1 showed the highest (7.64 ± 0.03%) MR and Topas showed the least (6.03 ± 0.05%) among the 10% softener-treated canola fibres. However, no significant difference among the means of water-retted virgin fibres (p > 0.05) was revealed, but a significant difference among the means of the softener-treated fibres (p < 0.05) was displayed. Fisher’s LSD test exhibited that there was a significant difference between every pairs of means except between 5440 and 45H29 for the softener-treated canola fibres. Sevenhuysen and Rahman (2016) reported virgin canola fibres with MR of 20- 30%, which is higher than the MR obtained from the research work of Shuvo et al. (2019). MR of different fibres is given in Table 10 that displays that MR of natural fibres like cotton, flax, and hemp differ at different atmosphere which is also illustrated in Fig. 17 (Saville, 1999). Figure 17 displays that cotton exhibits around 6%, 8%, 23% MR at 60%, 80%, and 98% RH, respectively. It also displays that MR for viscose increased eight times when RH increased five times (around 5% MR for 20% RH and 40% MR for 100% RH). Furthermore, MR of silk and wool also changes with the change of RH.

(modified from Saville, 1999)
Moisture regain of fibres in different relative humidity conditions
By comparing the MR of water-retted canola fibres and 10% softener-treated canola fibres, it was seen that MR is comparatively lower for all the 10% softener-treated fibres than for the water-retted fibres which agrees with the work of Parvinzadeh et al. (2010). Parvinzadeh et al. (2010) conducted research by treating controlled cotton fibres (4.84% MR) with softeners and found a decrease of MR of the softener-treated cotton (3.52% MR) because of the increased hydrophobicity of the fibre surface. The authors also confirmed there finding by SEM images where the softener particles aggregated on the fibre surface and decreased their hydrophilicity. After investigating the thermal heat resistance of 10% softener-treated fibres obtained from different canola cultivars, it was seen that Topas showed the highest (257.23 ± 0.51 °C) and 45H29 showed the lowest (237.63 ± 0.51 °C) thermal heat resistance among the four cultivars (Shuvo et al., 2019). It was also seen that there is a significant difference among the means of thermal resistance of the four cultivars of canola fibres (p < 0.05). Khan (2016) also found a similar range of thermal heat resistance temperature for some canola cultivars—240.0 °C for virgin-retted Reston fibres, 260.0 °C for enzyme-treated Apollo fibres, and 225 °C for enzyme-treated Hero fibres. Furthermore, Sevenhuysen and Rahman (2016) reported the thermal heat resistance of virgin canola fibres of unknown cultivars to be up to 250.0 °C. Examined by FibreShape software, Shuvo et al. (2019) revealed that 45H29 showed the lowest fibre diameter (26.11 µm) and HYHEAR 1 showed the highest fibre diameter (213.60 µm) among all the canola cultivars. Furthermore, HYHEAR 1 showed the highest mean fibre diameter (86.93 ± 57.12 µm, N = 22), whereas 5440 showed the lowest mean fibre diameter (64.38 ± 26.22). However, no significant differences among the fibre diameter of the four cultivars (Fstatistical = 1.13 < Fcritical = 2.71; p value > 0.05) were found as shown by Shuvo et al. (2019). The diameter range of canola fibres obtained from this research consistent with the diameter range of other natural fibres. Diameter variations reported by Kozlowski (2012b) were 12–38 µm for cotton, 25–200 µm for jute, 25–500 µm for hemp, and 40–600 µm for flax. Sevenhuysen and Rahman (2016) found a mean diameter of 13.88 µm, 12.32 µm, 15.50 µm, 14.71 µm, 31.12 µm, and 26.207 µm for virgin canola fibres obtained from unknown cultivars, where the authors manually individualized the fibres and measured their corresponding diameters using a Bioquant Analyzer. The minimum diameter of the canola fibres found in the research work by Shuvo et al. (2019) is close to the data found by Sevenhuysen and Rahman (2016). It seems that there is a natural variation among the diameters for canola fibres. However, there may be other reasons for variation which are measurement technique (using different apparatus such as Bioquant analyzer or FibreShape), canola specimen preparation method (single fibre or fibre tufts), and plant growing conditions. FibreShape may be used to determine fibre diameters in the single fibre where the test specimens should be fully individualized and proper fibre individualization can be confirmed by scanning electron microscopy (SEM) for a consistent testing condition. The most interesting feature revealed by the work of Shuvo et al. (2019) was the fibre density of the 10% softener-treated canola fibres determined using a nitrogen Gas Pycnometer. The mean value of the density was obtained from seven (N = 7) replications per cultivar and it was that seen that the densities range between 1.34 and 1.43 g/cc for the four cultivars, with 45H29 having the highest density (1.43 ± 0.0011 g/cc) and HYHEAR 1 the lowest (1.34 ± 0.0009 g/cc) among 10% softener-treated fibres of four canola cultivars. Statistical analysis showed significant differences among the mean densities of these four cultivars (Fcritical = 3.01 < Fstatistical = 10,547.53 and p value < 0.05) and the cultivars can be ranked from the lightest to heaviest in the following stated order: HYHEAR 1 > Topas > 5440 > 45H29. This study is the first of its kind to measure the density of textile canola fibre in the world. The density of fibre has great implications in many textile and smart textile applications. For example, in aerospace or in automotive applications, light-weight fibre-reinforced composites will reduce fuel consumption and fuel expenditure (REF). The introduction of canola fibre composites can be a light-weight alternative to other currently used bast fibre composites. For example, unsaturated polyester resin is used with hemp to produce hemp fibre-reinforced composites (Qiu et al. 2011) and epoxy resin Kinetix R240 are used with flax, hemp,, and jutes for producing composites (Bambach 2017). Textile fibres are used to manufacture industrial textiles, for example, jute geotextiles for road constructions (Horrocks and Anand 2000). Manufacturers purchase fibres based on weight to produce geotextile fabric or non-woven fabric in linear yards; however, the geotextile fabric is sold by fabric length. Therefore, the more light-weight a fibre can be (i.e., lower density), the more a manufacturer can buy and produce the fabric length at a lower price than heavy-weight (i.e., higher density) fibres. This commercial transaction gives huge economical savings using light-weight fibres to manufacture geotextile fabric. Based on the above stated features, canola may be a smart choice, whose light-weight characteristics can be harnessed to produce biodegradable bags and natural fibre-reinforced composites like wind turbines, automotive panels, sports equipment, and so on.
Failure and reliability analysis
This segment would focus on the reliability analysis of one of the major fibre characteristics that is significant for both textile and technical textile industries. First step involves a likelihood analysis using scattergram among major fibre properties followed by a validation process using monoplot vectors and Pearson’s correlation coefficient to single out the common property that explains most of the variation of the dataset. Next, a PCA (principal component analysis) study would be used to confirm the finding by interpolation of variables in a two-dimensional space. Finally, a Weibull mathematical model would be applied to exhibit the importance of probabilistic prediction of the observed characteristics. This process could be also used for other variables, i.e., fibre characteristics.
A likelihood analysis among different fibres (cotton, canola, flax, hemp, and jute) was conducted based on the intrinsic chemical composition (cellulose, pectin, and lignin) and different kinds of physical properties (moisture regain, diameter, density, tenacity, and tensile strength) to analyze the nature of relationship among different mechanical or physical characteristics (Fig. 18).

Scattergram and monoplot vector diagram displaying the relationship between different parameters (cellulose, pectin, lignin, tenacity, density, tensile strength, diameter) among different lignocellulosic fibres (cotton, canola, flax, hemp, jute)
Scattergram (Fig. 18) reaches to a similar agreement with the and Pearson’s +ve correlation coefficient (r) regarding the strength of positive correlation between the physical properties in the following order: tenacity-tensile strength (r = 0.937) > tenacity-density (r = 0.903) > density-tensile strength (r = 0.873). However, monoplot vectors (Fig. 18) analyzed and found the strength of positive correlation between the physical properties in the following order: tenacity-density > tenacity-tensile strength > density-tensile strength. Interestingly, in all three cases breaking tenacity was marked significantly corelating to other physical or mechanical properties for cotton, canola, flax, hemp, and jute fibres.
Next, a 2D biplot (Fig. 19) is displayed based on PCA (principal component analysis), where 83.2% of the variation is explained by its two principal components (PC1: 45.9%; PC2: 37.3%). This two-dimensional plot displays the approximation of the original multi-dimensional space for a given dataset, where each point represents the cultivars and the vectors represent the variables, i.e., fibre properties (Cell: cellulose content % of a fibre, Bt: breaking tenacity, Dens: density of fibre, Ts: tensile strength of a fibre, Dia: diameter of a fibre, MR: moisture regain, Pec: pectin content %, Lig: lignin content %).

Principal component analysis (PCA) biplot of cotton, canola, jute, and hemp lignocellulosic fibres for different fibre properties. Properties include chemical composition (%) like cellulose (Cell), pectin (Pec), lignin (Lig) and physical characteristics, such as fibre breaking tenacity (BT), density (Dens), tensile strength (TS), diameter (Dia), and moisture regain (MR)
It could be seen form the biplot that flax and hemp are in proximity to cotton, whereas canola and hemp are far away from cotton. Although no cluster was seen among the fibres, the degree of proximity towards cotton was larger for flax. Interestingly, the angle between the tenacity and density was nearly zero indicating a strong correlation between them, which was also seen earlier. Since, the variability of density among cultivars is limited within two decimals compared to tenacity (cN/tex) that varies in digit(s), a more in-depth analysis of the probabilistic behavior of fibre tenacity of different fibre cultivars was found necessary in this review work. Furthermore, textile scholars are more interested in fibre material weight in textile engineering research works, instead of their bulk, since the area of cross-section of textile yarns is not well defined because of the presence of void space between fibres in a yarn cross-section. As a result, textile industries express breaking strength of a fibre in terms of tenacity or specific stress (= load/linear density expressed in cN/tex), whereas engineering research application uses stress (= load/area expressed in N/m2). Breaking strength of a fibre determines the maximum stress a textile substrate could sustain, since the fibres are oriented in the substrate configuration. Application requiring higher fibre strength for a particular fibre can be tailored by optimal selection from its available cultivars or varieties. Due to the intrinsic nature of natural fibrous materials, lots of variations exist among the fibre breaking tenacity of different cultivars, which may ultimately lead to variation of quality of the yarn, fabric, or composite structures. Hence, a failure and reliability analysis of fibres of different cultivars of cotton, canola, flax, and hemp was conducted using Weibull probability model (Eq. 1) utilizing the dataset provided in Table 11. Weibull distribution model is commonly used for probability analysis in different industries including, fibre-reinforced composites, textiles, dental, civil construction, and so on. Sayeed and Paharia (2019) used this Weibull model for probabilistic tensile strength analysis of alkali treated jute fibres for textile application; the researchers also optimized the surface modification process of jute fibres using this model by analyzing different concentrations of NaOH at ambient temperature. A similar research work using Weibull probabilistic model was used by Wang and Shao (2014) in a recent research work to investigate the effect of fibre length and diameter on the tensile strength of bamboo fibres; the work quantified the strength of bamboo fibres for behavioral analysis of composite materials:
Reformulating by taking natural logarithm:
By linearizing we get the following:
Y = mX + b if,
Y = ln \( \left( { {\text{ln}}{\raise0.7ex\hbox{$1$} \!\mathord{\left/ {\vphantom {1 {1 - {\text{F}}}}}\right.\kern-0pt} \!\lower0.7ex\hbox{${1 - {\text{F}}}$}}} \right); \)
X = l \( n\left( {\sigma_{f} } \right) \);
b = \( - m\ln \left( {\sigma_{o} } \right), \)
where
m = Shape parameter also known as Weibull modulus\( \sigma_{f} \) = Strength of failure;\( \sigma_{o} \) = Scaling parameter or characteristic strength;
F = Probability of failure of specimen at variable \( \sigma_{f} \)
R = Probability of survival of specimen at variable \( \sigma_{f} \), also known as reliability)
Furthermore, using this Weibull mathematical model, reliability analysis can also be calculated by Eq. 3:
Since, R + F = 1;
Alternatively, R can be measured using the obtained values of the two parameters (m and \( \sigma_{o} ) \) by applying Eq. 4:
There are different ways of calculating the value of F which is the function of \( \sigma_{f} \), i.e., F (\( \sigma_{f} \)) such as using Equations# 5 or 6. In the following reliability analysis, Eq. 6 was applied for data analysis:
where
n = Rank of nth data-point
N = Total number of specimens tested.
Using the mentioned dataset and Weibull mathematical mode, four failure analysis curves (Fig. 20) were constructed to calculate the variables, which were further used in calculating the probability of survival or reliability of fibre specimens at different tenacity levels.

Two-parameter Weibull distribution for probabilistic failure analysis of cotton, canola, flax, and hemp fibres based on breaking strength of different genetic cultivars and varieties
The typical failure plots are shown by the four graphs of Fig. 20 by drawing the dataset of ln(ln(1/(1-F))) against ln(breaking tenacity). It was found that the value of shape parameters (4.63 for cotton, 2.54 for canola. 3.6 for flax, and 3.85 for hemp) for hemp and flax are closer to cotton and are higher than canola. A higher value of shape parameter indicates lower scattering in the breaking strength. In other words, lower the value of shape parameter, higher is the variability of the breaking strength among the cultivars., which was more pre-dominant in canola cultivars and least on cotton cultivars followed by two close and comparable candidates, i.e., flax and hemp. Next, Fig. 21 illustrates the reliability or probabilistic breaking tenacity for fibre specimens of cotton, canola, flax, and hemp fibres, a study based on different cultivars of these individual fibres. The dataset as shown in Table 11 is based on 20 distinct datapoints accounting for total 80 observations (= 4 fibres × 20 cultivars/datapoints) obtained from numerous scientific and engineering literatures for data analysis to construct the reliability curve for probabilistic breaking tenacity.

Weibull distribution for probabilistic reliability (survival) analysis of the breaking strength of cotton, flax, hemp, and canola lignocellulosic fibres based on different genetic cultivars and varieties
The reliability curves (Fig. 21) are also in statistical agreement with the PCA analysis (as displayed in the 2D PCA biplot) that the mechanical behavior of flax cultivars resemble a closer likelihood towards cotton cultivars than hemp or canola. Further from the figure (Fig. 21), it can be seen that, the datapoints of flax are less scattered compared to hemp and are in closer proximity towards the cotton cultivars’ mechanical traits. The average Weibull breaking tenacities for cotton (40.53 cN/tex), canola (3.18 cN/tex), flax (53.58 cN/tex), and hemp (54.60 cN/tex) falls in between the 95% confidence interval of the average tenacities (cN/tex) of the fibres (cotton: 35.81–44.21; canola: 2.56–3.98; flax: 45.85–61.15; hemp: 47.83–60.03), since the average tenacities of the fibres were found to be 40.01 cN/tex for cotton, 3.27 cN/tex for canola, 53.50 cN/tex for flax, and 53.93 cN/tex for hemp, respectively (Table 12). Interestingly, it was marked that the probability of survival increased for cotton, flax, and hemp as the difference among the tenacity has been reduced as displayed by Fig. 21. Such information and the data analysis technique could be harnessed during fibre blends or in situations where probabilistic tenacity or reliability level of a fibre needs to be assumed for any unknown cultivars of these lignocellulosic fibres in modelling the tensile properties of different textile structures including fibre-reinforced composites or protective non-wovens.
Limitation and future outlook
Cellulosic textile fibre, in various forms, is interesting in material science perspective as it is the world’s most abundant biopolymer for being a vital component in plants or industrial crops. Industrial cellulosic crops like cotton, canola, hemp, or flax are excellent green polymer candidates for sustainable textile fibre application in view of their abundance. This is certainly appealing for the fibre producer, breeders, and farmers. To foster and accelerate the growth of natural fibre-based apparel and technical textile products worth multi-trillions of dollars (PR Newswire 2015), few of the following avenues can be explored for improved fibre properties, scalability, and futuristic product development.
Ozone treatment
Ozone, a strong oxidizing agent, is used in textile wet processing industries either in gaseous or in the aqueous phase. Aqueous ozone has a comparative half-life advantage over gaseous ozone, for which it can be more suitable for textile fibre to reduce its surface tension. However, it is imperative to precisely control the ozonation parameters like ozone concentration, temperature, pressure, turbulence, type of contactor, and solution composition (pH, ionic strength, reactive substances) for optimum results. The application of ozone is very popular in denim fabric washing industries, however, not widely used in fibre wet processing industries. The comfort property of a fibre can be improved by increasing its hydrophilicity using oxidizing agents like ozone. Furthermore, ozonation of cellulosic fibres can also the whiteness properties. A combination of ultrasonic and ozonation technique can greatly improve the whiteness and hydrophilicity cellulosic fibres for the subsequent dyeing process
Dielectric barrier discharge (DBD) plasma treatment
Over the past decades, scientists have studied on solvent scouring and plasma treatment as alternative fibre scouring techniques to conventional NaOH treatment that has high biological oxygen demand (BOD) and chemical oxygen demand (COD). DBD plasma treatment is cheaper compared to the solvent scouring process. Surprisingly, non-thermal plasma technology has already replaced many wet chemical processing technologies. Treating cellulosic fibres with atmospheric DBD plasma treatment can remove non-cellulosic impurities from the fibre surface by etching and oxidative degradation utilizing ozone-assisted UV photons.
Surface grafting treatment
Cellulose graft copolymerization is a chemical technique that is based on one or more of the following three approaches: (i) grafting-to (ii) grafting-from, and (iii) grafting-through the cellulose. Surface properties of a cellulosic fibre can be altered by grafting functional polymer chains on its surface for improved moisture absorption, dye-uptake (%), thermal characteristics, or imparting antimicrobial functional properties.
Enzymatic treatment
The application of enzyme is rapidly increasing in textile industries, especially in biopolishing, desizing, scouring, bleach clean up, bast fibre retting, degumming, shrink proofing, enzyme-assisted dyeing, and different surface modifications using different enzymes like α-amylase, cellulases, catalases, pectinase, proteases, laccase, and so on. Enzymatic modification of cellulosic fibre should be harnessed for improved flexibility and softness.
Thick and thin place is a major setback for producing bast yarns, which, consequently, limits their textile application for consumer apparel. Small tufts and knots of bast fibres create an uneven yarn surface that exhibits poor spinning compatibility. Surface treatment with enzymes could play an effective role in improving the surface evenness and uniformity with extra features like softness and flexibility. Besides, different physicochemical properties of cellulosic fibres like reduced surface tension, whiteness index, polymerization degree, and crystallinity index can be obtained from enzymatic surface modification techniques. The application of enzymatic treatment process also puts less stress on the environmental eco-system due to its low discharge of biological oxygen demand (BOD) and chemical oxygen demand (COD).
Sol–gel treatment
Hydrolyzation by sol–gel technique could be used to improve textile fibre properties. Although this wet chemical process is widely used in ceramic industries, textile industries have slowly started using this technology due to its low requirement of chemical concentrations, nonhalogenated chemicals, and non-formaldehyde release. A typical sol–gel treatment process involves the following steps in chronological order: hydrolysis and polycondensation, gelation, aging, drying, densification, and crystallization. This treatment employs a functional and thin-film coating on the fibre surface. In situ sol–gel technique using aluminum isopropoxide could be used for improved fibre wear properties like abrasion and pilling resistance. In adhesion, the adhesion property of cellulosic textile fibres can be improved by a low thermal sol–gel treatment process.
Micro-encapsulation treatment
The introduction of micro-encapsulation technique could be a promising field for improving surface properties of cellulosic fibre. The process allows functional droplets of tiny particles to be capsulated by different coating techniques including padding, spraying, air-suspension coating, solvent evaporation, in situ polymerization, and so on. By the controlled release of active compounds, these microspheres can increase fibre stability against atmospheric oxidation.
Corona discharge treatment
Ionized air—corona discharge—is an electromagnetic technique that could be used for surface treatment of fibres to increase the adhesion properties. Corona discharge would increase the surface properties and facilitate adhesion to coatings or functional agents of chemical groups. Interestingly, the number of pores on the fibre surface can be developed as well using corona discharge technique for improved air permeability. Furthermore, different physicochemical properties of cellulosic fibres can be improved by corona discharge processes, such as whiteness degree, hydrophilicity, low starch content, and surface uniformity.
Laser treatment
Laser treatment could be an exciting field of application for modifying the surface morphology of the fibres without affecting the bulk properties. At optimum wavelength and laser power density, surface modification of cellulosic fibres can be conducted without significant damage. Dye adsorption and antimicrobial properties of fibres can be improved by pulsed CO2 laser treatment. Furthermore, adhesion and color fastness properties of cellulosic fibres can also be improved by CO2 laser irradiation techniques.
Electron-beam treatment
Moisture uptake of cellulosic fibres could be significantly improved by electron-beam irradiation process. The supercritical CO2 treatment process can be used in combination with the electron-beam technique to improve the anti-creep properties of fibres. Furthermore, by grafting cellulosic fibres with fluorooctyl acrylates using electron-beam and dip-pad-cure treatment process, the flexibility, softness, and washability can be greatly improved.
Microwave irradiation treatment
High-frequency radio waves are microwaves that can be used to improve surface properties of cross-linked cellulosic fibres. Although this technique negatively impacts the breaking strength and breaking elongation of cellulosic fibres the technique produces smooth and uniform fibre surface, facilitating good aesthetic properties. Additionally, the rubbing properties and light fastness could also be improved using the microwave irradiation technique.
Neutron irradiation treatment
Neutron radiation is a kind of ionizing radiation technique that incorporates neutrons or positive charge on the fibre surface. This treatment technique can be used to modify fibre surface to impart improved dye ability, hydrophilicity, and crystallinity index.
UV and gamma radiation treatment
Through oxidation of cellulosic fibre surface, UV irradiation increases the dye-uptake (%). A combination of UV and ozonation can greatly increase the surface energy of fibres, promoting increased absorption properties. Gamma-ray ionizing radiation is another technique that can be used for photomodification of cellulosic fibre surface and improve its dye-uptake (%) by changing its crystalline structure.
Genetic breeding for improved fibre elongation
Quality of industrial spinning process and textile yarns could be improved by improving fibre elongation properties, since it plays an important role in fibre breakage. Genetic breeding could play a dominant role in this case, while developing new cultivars for different industrial crops including cotton, hemp, flax, and canola. Such practice would both improve the product quality and the crop value. Genetic modification of structural proteins with the expanding primary cellulosic wall could be another strategy for improved fibre elongation. Further research into different genetic studies, such as carbohydrate metabolism, cell wall synthesis, hormones, and signalling, could provide valuable insights to improve fibre elongation characteristics.
Spinnability
Twisting is the primary binding mechanism of fibres to produce yarn and impart strength. Bast fibres are stiff, which makes the twisting process difficult during spinning. Hence, efforts should be given for cottonization of bast fibre by mechanical modification of the existing ring spinning technology. Chemical modification could be another alternative approach to improve the fibre flexibility and softness for cottonization of bast fibres.
Interface engineering
Improved interfacial adhesion between natural fibres and polymer resin for composite fabrication is a critical factor. Hydrophilicity of the lignocellulosic fibres like cotton, hemp, flax, or canola makes any composite structure susceptible to moisture and thus degrading the long-term performance. Efficient adhesion with polymeric cement matrices is obtained by reducing the hydrophilicity of lignocellulosic fibres, which could be obtained using compatibilizers through improved wettability. Application of silane coupling agents could also improve the interfacial adhesiveness during composite fabrication with improved mechanical performance.
Improving retting performance
Retting process plays a vital role in the industries for producing high-quality fibres for composite or non-woven mat fabrication. Different bast fibre requires different retting process for fibre production. Some of these methods may not be environment friendly; for instance, the conventional retting of decorticated bast fibres with hot alkaline solutions produces toxic waste. Furthermore, the process also requires a high energy input. A reliable replacement could be microbiological retting method, which could efficiently eliminate non-cellulosic gummy material from the fibre surface.
Scalability
Fibre production process is one of the greatest barriers for large-scale industrial application of industrial crops like canola. The manual extraction process impedes the scalability of the fibre production process and thus limiting its application despite being a light-weight fibre. Therefore, scientists and engineers should investigate into the production automation process for such bast fibres.
Possible new development of self-healing composite structures
Aerospace and automotive industries are heavily investigating on self-healing composites. For such purposes, hollow glass fibre is a popular choice. However, the recent discovery of hollow canola fibre opens a new door of fabricating natural fibre-based self-healing composites. The architectural hollow interior of canola could allow healing agents to flow through the fibre interior and prevent any damage propagation process. No research work has been conducted using this idea; hence, new research studies can take this idea from concept to completion.
Nanomotors or microbot-assisted high-performance wet processing
The application of nanomotors and microbots is a new technology in the scientific world. Highly precise textile fibre surface modification techniques could be developed using these technologies, where the position and orientation of the nanomotors/microbots can be controlled. As a result, target delivery and precision intervention can be steered at the air/water interface during any chemical wet processing processes.
Summary
Variations of fibre cultivars bring variations in fibre properties but simultaneously allow a wider spectrum of applications catering to different scopes and aims for diversified industries. Scientists or engineers can design and develop different kinds of value-added engineered products by harnessing numerous property-specific cultivars. These are a few of the advantages that knowledge on cultivar properties could benefit a scholar of textile industries. The following summarized segments would also elucidate this subject matter to a little extent. For instance:
-
Cultivars exhibiting a higher level of moisture regain (%) could be a good choice for apparel application to provide comfort.
-
On the other hand, cultivars with lower moisture regain could be used for composite fabrication, since the tensile and flexural properties would drop significantly due to degradation of the interface between reinforcement and matrix system for moisture absorption (Shuvo et al. 2019). In aerospace, automotive, or any composite manufacturing industries, a Tedlar sheet is always used during the fabrication stages as a moisture barrier.
-
Cultivars with smaller fibre diameter (d) (within the acceptable range) would display a high aspect ratio (l/d, where l is the fibre length), which is critical for the maximum breaking stress (σ) of the fibre in the fibre–matrix interface of a composite configuration, since the relationship is governed by the following mathematical model (Eq. 7) (Chawla 2012):
$$ \propto {\raise0.7ex\hbox{$l$} \!\mathord{\left/ {\vphantom {l {d }}}\right.\kern-0pt} \!\lower0.7ex\hbox{${d }$}}. $$(7) -
Hence, aspect ratio could be an important term for predicting the mechanical properties of the fibre. As the model states the tensile strength is directly proportional to aspect ratio. For a fixed fibre diameter, fibre with a larger length—that varies from cultivar to cultivar—could significantly influence the mechanical properties of fibre, i.e., larger the fibre length, better the tensile properties and vice versa.
-
Interestingly, cultivars with smaller fibre diameter could also lead to an increased fluid impermeability—for reduced voids in the fabric configuration—a feature that could be harnessed by the 3D configuration of protective non-wovens.
-
An excellent feature of fibre is its density. Canola cultivars exhibiting low fibre density (1.34–1.43 g/cm3) could be a great choice for light-weight composite structures. A careful selection of cultivars would allow optimizing this feature of fibre; an example in this scenario includes suitability of canola cultivar HYHEAR 1 (1.34 g/cm3) over other cultivars like 45H29 (1.43 g/cm3).
-
Flexural or specific strength properties of a composite structure are also affected by the density of a fibre used for reinforcements. For instance, hemp (1.49–1.50 g/cm3) has the tendency of exhibiting a superior specific stiffness (E), since its density (ρ) is lower compared to flax (1.54 g/cm3) and density is inversely proportional to specific stiffness (and proportional to Young’s modulus, Y) by the following mathematical model (Eq. 8) (Hearle and Morton 2008). However, where hemp is unavailable, selective handful of flax cultivars that have lower density or jute cultivars exhibiting lower fibre density (1.44–1.50 g/cm3) could be used:
$$ E = {\raise0.7ex\hbox{$Y$} \!\mathord{\left/ {\vphantom {Y \rho }}\right.\kern-0pt} \!\lower0.7ex\hbox{$\rho $}}. $$(8) -
Furthermore, the twist factor in textile industries is a critical parameter—influenced by its tenacity—that determines fibre spinnability. A high twist factor could be obtained from cultivars that could demonstrate higher breaking tenacity; examples include cotton cultivar Laxmi (47 cN/tex) or St Vincent (59.92 cN/tex) (Table 11), which may have the probability of sustaining against a higher twist factor above 125 tex1/2/cm compared to Wanmian 39 (24 cN/tex) that may sustain below the mentioned threshold (Fig. 22) (Hearle and Morton 2008). Furthermore, fibres exhibiting higher tenacity are also inherently good insulators.
Fig. 22 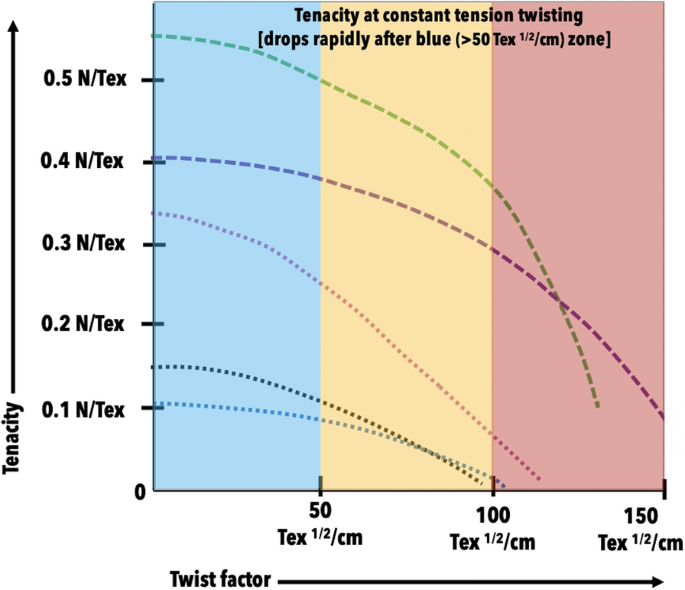
(modified from Hearle and Morton, 2008)
Change of breaking tenacity based on twist factors

Conclusion
Undoubtedly, cellulosic fibres are the materials for the future, very much driven by its natural abundance. Cotton, hemp, flax, and canola are important industrial crops with a significant global presence; these are also economical sources for organic cellulosic fibres for textile application. The principal objectives of this review were to characterize the variations of textile grade natural lignocellulosic fibre (NLF) produced from different cultivars of these industrial crops. Furthermore, this review work has summarized the key performance indicators of textiles fibre properties and the statistical correlation among them. These fibre properties possess significant value for both fundamental experiments and industrial applications. The study exhibited the relationship between different parameters (cellulose, pectin, lignin, tenacity, density, tensile strength, and diameter) among different cellulosic fibres (cotton, canola, flax, and hemp) using scattergram and monoplot vector diagram. The principal component analysis (PCA) was conducted to cluster similar fibres based on their mechanical and chemical properties. Interestingly, fibre breaking tenacity was marked as the most significant mechanical properties for cotton, canola, flax, and hemp fibres. Therefore, we applied the Weibull mathematical model using a large dataset of 80 different data-points of the cultivars of cotton, canola, hemp, and flax for an in-depth study of the probabilistic failure and reliability analysis of fibre breaking tenacity distribution. The average Weibull breaking tenacities for cotton (40.53 cN/tex), canola (3.18 cN/tex), flax (53.58 cN/tex), and hemp (54.60 cN/tex) were found to fall in between the 95% confidence interval of the average tenacities (cN/tex) of the fibres.
Although great achievements have been made, there are still a long way to go to overcome the rising challenges and difficulties in the textile fibre processing industries. The current work has recommended a few surface modification techniques and futuristic technologies to address these challenges and develop new functional cellulosic fibres for textile application. At a time when consumers all around the globe pledged to go natural with natural textile fibres, this review necessitates that an understanding of these variations of industrial fibre properties and the new emerging technologies for fibre surface modification could be helpful to lay an effective foundation for engineering knowledge, implications, and scientific research agenda.
The future trend is to develop improved fibre properties with high yield from genetic breeding. We envision in the next 15 years, the emerging field of nanomotor- or microbot-controlled surface modification technology will grow both in textile academia and industrial research. Self-healing natural cellulosic fibre polymer may be another research hotspot, which has a great potential in technical textile application like aerospace, automotive, construction, and furniture industries. New and exciting tailor-made functional fibre properties like surface wettability and low chemical uptake (%) will also directly benefit from the combination of surface grafting with controlled radical polymerization.
Availability of data and materials
All data generated or analyzed during this study are included in this article.
Abbreviations
- NLF:
-
Natural Lignocellulosic Fibre
- PET:
-
Polyethylene terephthalate
- ASTM:
-
American Society for Testing and Materials
- Cr.I:
-
Crystallinity index
- HT-HM:
-
High tensile and high modulus
- PCW:
-
Primary cell wall
- SCW:
-
Secondary cell wall
- H-bond:
-
Hydrogen bond
- CSP:
-
Cotton spinning properties
- ISO:
-
International Organization of Standardization
- MIC:
-
Micronaire value
- SI:
-
The International System of Units
- LS cotton:
-
Long-staple cotton
- ELS cotton:
-
Extra-long-staple cotton
- MR:
-
Moisture regain
- SEM:
-
Scanning electron microscopy
- ANOVA:
-
Analysis of variance
- BOD:
-
Biological oxygen demand
- COD:
-
Chemical oxygen demand (COD)
- DBD:
-
Dielectric barrier discharge
References
Abdellatif KF, Khidr YA, El-Mansy YM, El-Lawendey MM, Soliman YA (2012) Molecular diversity of Egyptian cotton (Gossypium barbadense L.) and its relation to varietal development. J Crop Sci Biotechnol 15(2):93–99
Akin DE, Dodd RB, Perkins W, Henriksson G, Eriksson KEL (2000) Spray enzymatic retting: a new method for processing flax fibers. Text Res J 70:486–494
Akin DE, Foulk JA, Dodd RB, McAlister DD III (2001) Enzyme-retting of flax and characterization of processed fibers. J Biotechnol 89:193–203
Akin DE, Dodd RB, Foulk JA (2005) Pilot plant for processing flax fiber. Ind Crops Prod 21(3):369–378
Ali A, Rahman M, Chen Y (2015) Cotton spinning properties of chemically modified hemp fibres. Int J Sci Res 4(8):1482–1490
ASTM International (2017) ASTM D123-17 standard terminology relating to textiles. https://doi-org.uml.idm.oclc.org/10.1520/D0123-17
Bacci L, Di Lonardo S, Albanese L, Mastromei G, Perito B (2011) Effect of different extraction methods on fiber quality of nettle (Urtica dioica L.). Text Res J 81(8):827–837
Bambach MR (2017) Compression strength of natural fibre composite plates and sections of flax, jute and hemp. Thin-Walled Struct 119:103–113
Basu G, Samanta AKM, Ghosh P (2008) Enzyme and silicone treatments on jute fibre. Part II: effect on process performance during yarn making and yarn properties. J Textile Inst 99(4):307–316
Bergfjord C, Bodil H (2010) A procedure for identifying textile bast fibres using microscopy: flax, nettle/ramie, hemp and jute. Ultramicroscopy 110(9):1192–1197
Blackburn RS (2009) Consumer perceptions of recycled textile fibres. Sustainable textiles: life cycle and environmental impact. Woodhead Publishing Limited, Cambridge, pp 203–211
Bonatti P, Ferrari C, Focher B, Grippo C, Torri G, Cosentino C (2004) Histochemical and supramolecular studies in determining quality of hemp fibres for textile applications. Euphytica 140(1):55–64
Booth JE (1968) Principles of textile testing: an introduction to physical methods of testing textile fibres, yarns and fabrics, 3rd edn. Heywood Books, London
Broadbent AD (2001) Basic principles of textile coloration. Society of Dyers and Colorists, Bradford
Buschle-Diller G, Fanter C, Loth F (1999) Structural changes in hemp fibers as a result of enzymatic hydrolysis with mixed enzyme systems. Text Res J 69(4):244–251
Canoglu S, Tanir SK (2009) Studies on yarn hairiness of polyester/cotton blended ring-spun yarns made from different blend ratios. Text Res J 79(3):235–242
Canola Council of Canada (2017) 50 years of firsts. In: Annual reports. https://www.Brassicacouncil.org/what-we-do/annual-reports/
Carr DJ, Cruthers NM, Laing RM, Niven BE (2005) Fibers from three cultivars of New Zealand flax (Phormium tenax). Text Res J 75(2):93–98
Celik HI (2017) Effects of fiber linear density on acrylic carpet performance. J Eng Fibers Fabr 12(1):1–11
Chawla KK (2012) Composite materials. Springer, New York. https://doi.org/10.1007/978-0-387-74365-3
Chen X (ed) (2010) Modelling and predicting textile behaviour. Woodhead Publishing, Cambridge
Chougule VB, Patil UJ, Patil LG (2016) Evaluation of cluster fault setting of electronic yarn clearer on yarn quality. Textile Trends 59(5):37–47
Cook JG (2012) Handbook of textile fibres. Volume 1, Natural fibers. Woodhead Publishing Limited, Cambridge, England
Cotton Incorporated (2018) In: Classification of cotton. http://www.cottoninc.com/fiber/quality/Classification-Of-Cotton/Overview/
Cox PM, Betts RA, Jones CD, Spall SA, Totterdell IA (2000) Acceleration of global warming due to carbon-cycle feedbacks in a coupled climate model. Nature 408:184
Cromack HTH (1998) The effect of cultivar and seed density on the production and fibre content of Cannabis sativa in southern England. Ind Crops Prod 7(2–3):205–210. https://doi.org/10.1016/S0926-6690(97)00049-6
Cruthers NM, Carr DJ, Niven BE, Girvan E, Laing RM (2005) Methods for characterizing plant fibers. Microsc Res Tech 67(5):260–264
Deleuran LC, Flengmark PK (2006) Yield potential of hemp (Cannabis sativa L.) cultivars in Denmark. J Ind Hemp 10(2):19–31
Edeerozey AM, Akhil MH, Azhar AB, Ariffin MIZ (2007) Chemical modification of kenaf fibres. Mater Lett 61:2023–2025
El-Messiry M, Abd-Ellatif SAM (2013) Prediction of extra-long Egyptian yarn tenacity using fibre quality index (MFQI). Fibres Textiles East Eur 21(3):31–35
Fan M, Dai D, Huang B (2012) Fourier transform infrared spectroscopy for natural fibres. In: Dr Salih S (ed), Fourier transform—materials analysis. Shanghai: InTech. http://cdn.intechopen.com/pdfs/37067/InTechFourier_transform_infrared_spectroscopy_for_natural_fibres.pdf
Farag R, Elmogahzy Y (2009) Tensile properties of cotton fibers. In: Bunsell AR (ed) Handbook of tensile properties of textile and technical fibres. Woodhead Publishing in association with the Textile Institute, Cambridge, pp 51–72
Gajjar CR, King MW (2014) Biotextiles: fiber to fabric for medical applications. In: Resorbable fiber-forming polymers for biotextile applications, pp 20. Springer, Cham, New York
Gall ML, Davies P, Martin N, Baley C (2018) Recommended flax fibre density values for composite property predictions. Ind Crops Prod 114:52–58
Grigoryev S (2005) Hemp of Russian northern regions as a source of spinning fibers. J Ind Hemp 10(2):105–114
Hanks A (2008) Canadian Hemp update 2007. J Ind Hemp 13(1):49–57
Hatch KL (1993) Fiber properties and identification. Textile science. West Publishing Company, Minneapolis-Saint Paul, pp 108–127
Hearle JWS, Morton WE (2008) Physical properties of textile fibres, 4th edn. Woodhead Publishing Ltd., Cambridge
Hoque SMA, Azim AYM (2016) Using enzymes as an aid of better and eco-friendly scouring processing. Am J Eng Res 5(6):167–182
Horrocks AR, Anand SC (2000) Handbook of technical textiles. Woodhead Publishing Limited, Cambridge, England
Inc Invista (2009) Invista launches activewear sock fabrics. Knitting Int 115(1372):16
Jankauskienė Z, Butkutė B, Gruzdevienė E, Cesevičienė J, Fernando AL (2015) Chemical composition and physical properties of dew- and water-retted hemp fibers. Ind Crops Prod 75:206–211
Khan MRI (2016) Evaluation of Brassica fibre for textile and spinning properties (master’s thesis). University of Manitoba, Winnipeg, Canada
King MJ, Vincent JFV (1996) Static and dynamic fracture properties of the leaf of New Zealand flax phormium tenax (Phormiaceae: Monocotyledones). Proc R Soc Lond Ser B 263:521–527
Klein W (2016) The Rieter manual of spinning (Volume 1). Wintherthur: Rieter Machine Works Ltd. ISBN 10 3-9523173-1-4/ISBN 13 978-3-9523173-1-0. http://www.rieter.com/en/machines-systems/news-center/the-rieter-manualof-spinning/
Kozłowski R (ed) (2012a) Handbook of natural fibres: vol 1. Woodhead Publication, Cambridge
Kozłowski R (ed) (2012b) Handbook of natural fibres, vol 2. Woodhead Publication, Cambridge
Kozlowski RM, Mackiewicz-Talarczyk M, Muzyczek M, Barriga-Bedoya J (2012) Future of natural fibers, their coexistence and competition with man-made fibers in 21st century. Mol Crystals Liquid Crystals 556:200–222. https://doi.org/10.1080/15421406.2011.635962
Li Y, Mai VW, Ye L (2000) Sisal fiber and its composites: a review of recent developments. Compos Sci Technol 60(11):2037–2055
Lowe BJ, Carr DJ, McCallum RE, Myers T, Ngarimu-Cameron R, Niven BE (2010) Understanding the variability of vegetable fibres: a case study of harakeke (Phormium tenax). Text Res J 80(20):2158–2166
Marriott PE, Gómez LD, McQueen-Mason SJ (2016) Unlocking the potential of lignocellulosic biomass through plant science. New Phytol 209:1366–1381. https://doi.org/10.1111/nph.13684
Mather RR, Wardman RH (2011) Chemistry of textile fibres (pp 3). London: Royal Society of Chemistry. Electronic ISBN 978-1-62198-202-9. Reproduced by permission of The Royal Society of Chemistry. https://app.knovel.com/hotlink/pdf/id:kt00A7TQR5/chemistry-textilefibres/classification-textile
McIntyre JE (2005) Synthetic fibres: nylon, polyester, acrylic, polyolefin. Woodhead Publication Limited, Cambridge
Mead HM (1999) Te Whatu Taniko, Taniko weaving techniques and tradition, 2nd edn. Reed Books, Auckland
Mediavilla V, Bassetti P, Leupin M, Mosimann E (1999) Agronomic characteristics of some hemp genotypes. J Int Hemp Assoc 6(2):48–53
Meents MJ, Watanabe Y, Samuels AL (2018) The cell biology of secondary cell wall biosynthesis. Ann Bot 121:1107–1125
Menge-Hartmann U, Hӧppner F (1995) Influence of varied cultivation conditions on the fiber formation of two fiber hemp varieties. Landbauforschung Vӧlkenrode 4:168–176
Messiry ME, Abd-Ellatif SAM (2013) Characterization of Egyptian cotton fibres. Indian J Fibre Text Res 38:109–113
Mohiuddin G, Talukder SH, Lutfar LB, Sobhan MA, Kabir MK (1992) Upgrading of low-grade jute and cuttings part iii: large-scale application and the processing of jute fibres by means of enzymes. J Textile Inst 83(4):537–541
Morton WE, Hearle JWS (2008) Physical properties of textile fibres. Woodhead Publishing Limited, Cambridge, England
Natarajan KS, Khandelwal S, Agrawal M (2005) Regenerated cellulose fibre—Lyocell. Indian Textile J 115(7):19–21
PR Newswire (2015) LIU post prepares students to enter trillion-dollar fashion merchandising industry. PR Newswire Association LLC, New York, USA. https://www.prnewswire.com/news-releases/liu-post-prepares-students-to-enter-trillion-dollar-fashion-merchandising-industry-300141072.html
Parvinzadeh M, Memari N, Shaver M, Katozian B, Ahmadi S, Ziadi I (2010) Influence of ultrasonic waves on the processing of cotton with cationic softener. J Surfactants Deterg 13(2):135–141
Pendergrast M (1987) Te aho tapu, the sacred thread, traditional Mäori weaving. Reed Books, Auckland
Poehlman JM, Sleper DA (1995) Breeding field crops. Iowa State University Press, Ames
Pothan LA, Oommen Z, Thomas S (2003) Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos Sci Technol 63:283–293
Qiu R, Ren X, Fifield LS, Simmons KL, Li K (2011) Hemp-fiber-reinforced unsaturated polyester composites: optimization of processing and improvement of interfacial adhesion. J Appl Polym Sci 121:862–868
Radhakrishnaiah P, Tejatanalert S, Sawhney APS (1993) Handle and comfort properties of woven fabrics made from random blend and cotton-covered cotton/polyester yarns. Text Res J 63(10):573–579
Ramaswamy GN, Ruff CG, Boyd CR (1994) Effect of bacterial and chemical retting on kenaf fiber quality. Text Res J 64(5):305–308
Ramaswamy GN, Craft S, Wartelle L (1995) Uniformity and softness of kenaf fibres for textile products. Text Res J 65(12):765–770
Rana AK, Mandal A, Bandyopadhyay S (2003) Short jute fiber reinforced polypropylene composites: effect of compatibiliser, impact modifier and fiber loading. Compos Sci Technol 63:801–806
Reiter (2018) (Graphic illustration showing the relationship between fibre breaking strength and yarn breaking strength). Fibre tenacity and fibre elongation. http://www.rieter.com/en/rikipedia/articles/rotor-spinning/applications-engineering/fiber-properties/fiber-tenacity-and-fiber-elongation/
Rowell RM, Han JS, Rowell JS (2000) Characterization and factors effecting fiber properties. In: Frollini E, Leao AL, Mattoso LHC (eds), Natural polymers and agrofibers based composites: preparation, properties and applications. Embrapa Instrumenta¸ cao Agropecuaria, Sao Carlos, Brazil
Roy S, Lutfar LB (2012) Bast fibres: jute. In: Kozlowski Ryszard M (ed) Handbook of natural fibres: volume 1 types, properties and factors affecting breeding and cultivation, 1st edn. Woodhead Publishing Limited, Cambridge, pp 24–46
Saha P, Manna S, Chowdhury SR, Sen R, Roy D, Adhikari B (2010) Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Bioresour Technol 101:3182–3187. https://doi.org/10.1016/j.biortech.2009.12.010
Salmon-Minotte J, Franck RR (2005) Flax. In: Franck RR (ed) Bast and other plant fibres. Woodhead Publishing in association with Textile Institute, Cambridge, pp 94–175
Sankari HS (2000) Comparison of bast fibre yield and mechanical fibre properties of hemp (Cannabis sativa L.) cultivars. Ind Crops Prod 11:73–84
Saville BP (1999) Physical testing of textiles. England Wood head Publishing Ltd, Cambridge
Sayeed MMA, Paharia A (2019) Optimisation of the surface treatment of jute fibres for natural fibre reinforced polymer composites using Weibull analysis. J Textile Inst 110(11):1588–1595. https://doi.org/10.1080/00405000.2019.1610998
Scheele S, Walls G (1994) Harakeke the rene orchiston collection. Manaaki Whenua Press, Lincoln
Sevenhuysen GP, Rahman M (2016) Textile fibres and textiles from Brassica plants. Patent no. WO2015039243 A1
Shuvo II (2019) A smart textile fibre from biomass of Brassica napus L. and the impact of cultivar on fibre quality (master’s thesis). University of Manitoba, Winnipeg, Canada
Shuvo II, Rahman M, Vahora T, Morrison J, Ducharme S, Choo-smith LP (2019) Producing light-weight bast fibres from canola biomass for technical textiles. Textile Research Journal. (Accepted)
Sinha AK (1997) Jute working towards a new fabric. Textile Design Rev 775:XL–XLIII
Spicka N, Tavcer PF (2013) Complete enzymatic pre-treatment of cotton fabric with an incorporated bleach activator. Textile Res J 83(6):566–573
Sridach W, Paladsongkhram R (2014) Improvement of hardwood kraft paper with narrow-leaved cattail fiber, cationic starch and asa. Cellulose Chem Technol 48(3–4):375–383
Statista (2018) Leading producing countries of rapeseed in 2016/2017 (in million metric tons). In: Rapeseed production volume worldwide by country 2016/2017. https://www.statista.com/statistics/263930/worldwide-production-of-rapeseed-by-country/
Stueber O (1985) Yarn quality control for automatic rotor-spinning-winding. Int Textile Bull Yarn Forming 31:57
Tallant JD, Fiori LA, Lagendre DC (1959) The effect of the short fibers in cotton on its processing efficiency and product quality. Text Res J 29(9):687–695
Tashiro K, Kobayashi M (1991) Theoretical evaluation of three-dimensional elastic constants of native and regenerated celluloses: role of hydrogen bonds. Polymer 32(8):1516–1526
Thomas S, Paul SA, Pothan LA, Deepa B (2011) natural fibres: structure, properties and applications. In: Kalia S, Kaith BS, Kaur I (eds) Cellulose fibers: Bio- and nano-polymer composites; Green chemistry and technology (pp 3–42). New York: Springer. https://doi.org/10.1080/15440478.2011.626189http://doi.org/10.1007/978-3-642-17370-7
Tofanica BM, Cappelletto E, Gavrilescu D, Mueller K (2011) Properties of rapeseed (Brassica napus) stalks fibers. J Nat Fibers 8(4):241–262. https://doi.org/10.1080/15440478.2011.626189
Trotman ER (1984) Dyeing and chemical technology of textile fibres, 6th edn. Charles Griffin & Company Ltd., London
Vadicherla T, Saravanan D, Muthu SSK (2015) Polyester recycling—technologies, characterisation, and applications. In: Muthu S (ed) Environmental implications of recycling and recycled products. Springer, Singapore
Van de Weyenber I, Ivens J, De Coster A, Kino B, Baetens E, Verpoest I (2003) Influence of processing and chemical treatment of flax fibers on their composites. Compos Sci Technol 63:1241–1246
Van Sumere CF (1992) Retting of flax with special reference to enzyme-retting. In: Sharma HSS, Van Sumere CF (eds) The biology and processing of flax. M Publications, Belfast, pp 157–198
Wang HM, Postle R (2003) Removing pectin and lignin during chemical processing of hemp for textile applications. Text Res J 73(8):664–669
Wang F, Shao J (2014) Modified Weibull distribution for analyzing the tensile strength of bamboo fibers. Polymers 6(12):3005–3018. https://doi.org/10.3390/polym6123005
Watkins P (1998) The anatomy of new linen. Apparel International 12:23–24
Watts M (2009) Crude politics: Life and death on the Nigerian oil fields. In: Niger delta economies of violence working papers, Institute of International Studies, University of California (working paper no 25). Washington DC: The United States Institute of Peace. http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.518.4318&rep=rep1&type=pdf
Werf HVD, Mathussen EWJM, Haverkort AJ (1996) The potential of hemp (Cannabis sativa L.) for sustainable fibre production: a crop physiological appraisal. Ann Appl Biol 129(1):109–123
World Wildlife Fund (2000) The impact of cotton on fresh water resources and ecosystems. http://wwf.panda.org/?3686/The-impact-of-cotton-on-fresh-water-resources-and-ecosystems
Yadav VK, Joshi SD, Ishtiaque SM, Chatterjee JK (2015) Yarn fault classification: a signal processing approach using multiple projections. J Text Inst 106(2):197–205
Zafeiropoulos NE, Baillie CA, Hodgkinson JM (2002) Engineering and characterisation of the interface in flax fibre/polypropylene composite materials, part II: the effect of surface treatments on the interface. Compos A Appl Sci Manuf 33A(9):1185–1190
Zhang J, Zhang J (2010) Effect of refined processing on the physical and chemical properties of hemp bast fibers. Textile Res J 80(8):744–753
Zhang H, Zhang J (2014) Effect of alkali treatment on the quality of hemp fiber. J Eng Fibers Fabrics 9(2):19–24
Ziabicki A (1976) Fundamentals of fibre formation. Wiley, London
Zimmermann T, Pöhlerand E, Geiger T (2004) Cellulose fibrils for polymer reinforcement. Adv Eng Mater 6(9):754–761
Zonta JH, Bezerra JRC, Sofiatti V, Farias FJC, Carvalho LPD (2015) Effect of irrigation on yield and quality of fibers in herbaceous cotton cultivars. Revista Caatinga, 28(4). http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1983-21252015000400043&lng=pt&tlng=pt
Acknowledgements
The author would like to thank Dr. Patricia I. Dolez (Assistant Professor, University of Alberta, Canada) for her advises and continued support. The author would also to extend his gratitude to Dr. Mashiur Rahman (Professor, University of Manitoba, Canada).
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
This experimental work, data collection, data analysis, illustrations, and manuscript preparation were completed by Ikra Iftekhar Shuvo.
Authors’ information
Ikra Iftekhar Shuvo is a PhD student at the University of Alberta in Dr. Patricia Dolez’s research group. He received his MSc in Biosystems Engineering from the University of Manitoba in 2018, and BSc in Textile Engineering (Specialization: Chemical Wet Processing) from BUTEX in 2014. Ikra’s research focuses on electronic textiles, with an emphasis on developing standardized test and quality control methods for consumer safety and performance efficiency of smart wearable electronic textiles.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
This research does not contain any studies on human participants or animals performed by the author.
Consent for publication
I, Ikra Iftekhar Shuvo (IIS), the author, hereby declares that it is my study and I developed the manuscript titled “Fibre attributes and mapping the cultivar influence of different industrial cellulosic crops (cotton, hemp, flax, and canola) on textile properties”.
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shuvo, I.I. Fibre attributes and mapping the cultivar influence of different industrial cellulosic crops (cotton, hemp, flax, and canola) on textile properties. Bioresour. Bioprocess. 7, 51 (2020). https://doi.org/10.1186/s40643-020-00339-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40643-020-00339-1