
Abstract
In this paper, the effects of squeeze casting parameters on the wear behavior of A390 aluminum alloy were investigated. For this purpose, the experiment was designed according to L9 Taguchi array that the squeeze pressure (60, 90 and 120 MPa), the superheats of liquid metal (50, 100 and 150 °C) and the die preheating temperature (200, 250 and 300 °C) were selected as the independent variables at three levels. On the contrary, the microstructure characteristics, the weight loss of specimen after wear test and friction coefficient were examined as dependent variables. The microstructural characterizations were also performed using optical microscopy equipped with image analyzer and SEM equipped with EDS. The squeeze casting was performed with a 20-ton hydraulic press in a cylindrical shape. According to the results, the increase in squeezing pressure from 60 to 120 MPa within the tested range leads to a decrease in primary silicon area by 48% and a decrease in silicon eutectic by 44.4%; however, applied pressure did not have any significant effects on morphology of phases. The wear tests were carried out using a computer-controlled pin on disk wear test machine in ambient temperature.
Similar content being viewed by others

Introduction
Aluminum–Silicon Alloys possess lightweight, high specific strength, and better heat transfer ability, which makes them suitable material to replace components made of ferrous alloys. They are utilized in different types of Internal Combustion engines.1 Hypereutectic Al–Si alloys are considered ideal choice for applications which require distinctive properties such as high level of wear resistance, good mechanical properties, low thermal expansion coefficient, and low density; they are highly demanded in automotive industry such as pistons, engine compartments, air compressors, and cylinders.2,3 The wear resistance of this alloy is affected by the wear test conditions including test load and speed, sliding distance, disk material, and test atmosphere.4 Also, alloy microstructural conditions significantly affect alloy wear properties.5 There are 3 different types of wear in Al–Si alloy based on the surface condition and wear rate: (1) mild wear with a low wear rate and formation of oxide layers (2) moderate wear along with the surface exfoliated due to compressed oxide layers, and (3) severe wear at high forces and velocities.6 Solidification of these alloys under low cooling rate conditions leads to formation of coarse and brittle primary silicon particles, which reduces the tensile strength and wear resistance.7 Alloy microstructure in traditional casting method include primary silicon, an alpha dendritic phase, a blade-like silicon eutectic phase and intermetallic phases of some elements such as copper, magnesium, manganese, and iron.8 In order to decrease the porosity in the material, the pressure casting namely die and squeeze casting methods is applied.9 The wide range solidification of this alloy can lead to a large volume of porosities. The size and morphology of porosities have a great influence on the freezing rate and the amount of gas contained within the molten metal. By decreasing the cooling rate and increasing the dendrite arm spacing, these porosities are trapped between these arms and their amount rises sharply.10 There are two basic squeeze casting methods depending on whether the pressure is applied directly onto the solidifying cast product via an upper or male die (punch) or the applied pressure is exerted through an intermediate feeding system: the direct and indirect squeeze casting mode.10 Applied pressure on the molten metal by a hydraulic press during solidification causes the molten metal to feed areas susceptible to shrinkage and also dissolves trapped gas into the melt.11 Applied pressure in the squeeze casting process increases the heat transfer coefficient between a die and casting part, and subsequently increases the cooling rate during freezing, changes the temperature of alloy diagram and creating a high instantaneous undercooling in the melt.12 Apart from the pressure, other parameters such as duration of pressure, delay time, superheating temperature, die preheating temperature, etc. also affect the characteristics of the components produced by this method.13 Comparing the samples from the squeeze casting process with other casting samples, Lee et al.14 showed that the A356 alloy at the pressure of over 100 MPa produced a dense structure with the least distance between the eutectic silicon blades compared to the low-pressure die-casting samples and forged castings, thereby increasing the fracture toughness of the alloy. Investigations of Maleki et al.15 on the effect of various parameters on the microstructure of LM13 alloy showed that applying pressure to over 100 MPa reduced the dendritic arms spacing and improved the aspect ratio of alpha phase and silicon eutectic. Abu Kheir16 argues that applying pressure greater than 106 MPa would not have a significant effect on the alloy strength and alloy microstructure. Considering some noteworthy facts found in all the above researches, we understand the undeniable effects of squeeze casting parameters on the microstructure and the wear properties. Obviously, the precise control of each of these parameters is required in order to achieve high quality product. In the previous investigation,17 parametric investigation of squeeze casting process on the microstructure characteristics and tensile strength of A390 aluminum alloy was presented. In this research, the effects of squeeze casting parameters on the wear properties of the alloy are investigated.
Materials and Methods
Material and Casting Method
We used A390 aluminum alloy ingot squeeze casting. Chemical analysis is shown in Table 1.
In the current project, direct squeeze casting method has been used, and external pressure was applied by the hydraulic press with a 20-ton capacity. The measured amount of the A390 alloy was put in the crucible of 1 kg capacity and melted in an electrical resistance furnace. The die used for the process was made of H13 steel having a mold cavity (3 cm diameter and 6 cm height) and was pre-heated at 200, 250, and 300 °C, respectively, with an electric heater, which allows for uniform heating; moreover, an accurate control unit for the die temperature (J-type thermocouple) was placed in a hole of 2 mm in diameter and depth of 5 mm in the die body. More details of the melting and casting process are presented in Ref.17
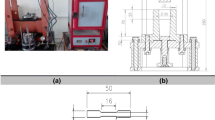
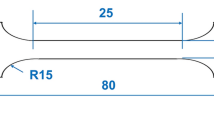
Table 2 shows the design of the experiments using Minitab software based on the Taguchi method. The selection of test order according to the design of the experiments was random; the wear tests were carried out in each experimental condition with three repetitions; that is a total of 27 tests. We singled out 9 samples and investigated the microstructure. In Figure 1, the direct squeeze cast setup and also the test specimen is shown.

(a, b) Direct squeeze cast setup (b) the test specimen.
Wear Test
The wear test was performed using a computer-controlled pin on disk wear test machine according to the G99-04 standard.18 18 data points were taken for friction and wear testing. Samples preparation was performed using wire cutting machine. The sampling site was vertical and 20 mm lower than the upper surface of the sample (where the pressure was applied). The wear test was carried out through a 2kgf perpendicular force at a 2000 m sliding distance from 4340 AISI steel disk of 36 Vickers hardness and at ambient temperature and 65% humidity. We measured the wearing the length variation of the sample by an extensometer with 0.1 μm accuracy; meanwhile, the friction coefficient was being recorded continuously. The sample surface, which was in contact with the disk, was uniformly polished with Sic paper (No. 800) to apply force steadily to the entire pin surface. In order to calculate the weight loss, the weight of specimen was recorded before and after the test with a digital scale of 0.0001 grams. The disk surface was cleaned after each test with cotton and alcohol. In Figure 2, the computer-controlled pin on disk wear test machine used in the research is shown. We used Taguchi design to analyze the results of weight loss, friction coefficient and determine the most effective parameters; this was done using Minitab software.

The computer-controlled pin on disk wear test machine used in the research.
Microstructural Investigation
Microscopic images were taken using optical microscope MDS model 120 A-NJF. We used Philips scanner electron microscopy (XL30 model) which was equipped with an elemental analyzer (EDS). The sampling site was 20 mm lower than the upper surface of the sample (where the pressure was applied) and was vertical. All metallography specimens were prepared and polished with Keller’s reagent solution (3 ml HCl, 5 ml HNO3, 190 ml H2O, 2 ml HF). The microstructure study included the primary silicon and alpha phase grain size, and also the aspect ratio (mean ratio of the length to the width) of the particles and the alpha phase, as well as the average length of the eutectic silicon particles. For this, we examined 20 images from the corners to the center of the sample, using the microstructure analysis software MIP4. To analyze the results of the MIP4 software and determine the most effective parameter, Taguchi design method was used via Minitab. Figure 3 shows analysis images of MIP4 software.

The image analysis method included (a) primary silicon particle size. (b) Eutectic silicon length. (c) grain size of the alpha phase in MIP4 software.
Results and Discussion
Microstructure of Squeeze Cast Samples
Figure 4 shows the optical microscopy images of cast samples at different squeeze pressures. As can be seen, at pressure 90 MPa caused the refinement of microstructure in comparison with the casting samples at the gravity pressure and 60 MPa. On the contrary, applying pressure above this value had no appreciable effect on the microstructure refinement. Applying the pressure at 90 MPa removed the air gap between the molten metal and the die wall; this increased the alloy heat transfer coefficient. Primary silicon is the first phase that is solidified when the molten metal is poured into the die.19 Applying pressure after solidification of this phase does not have a significant effect on reduction in the size and does not improve its morphology. The superheating temperature at 150 °C causes the primary silicon phase not to freeze in the molten metal before it is pressurized so that the pressure can be applied more positively in order to reduce the size and refine the primary silicon phase. The results show that the die preheating temperature should be adopted according to the superheat temperature. The simultaneous increase in the superheat and the die preheating temperature reduces the heat transfer coefficient between the die wall and the molten metal, thereby it reduces the cooling rate. With an increase in the superheat temperature, the die preheating critical temperature decreases which results in a sound and quality cast. As shown in Figure 4, applying pressure to over 60 MPa has led to a reduction in the volume of microporosity compared with gravity samples. Applying pressure leads to feeding the molten metal to susceptible areas for the formation of shrinkage porosities.

Optical microscopy images of the A390 alloy at different pressures of: (a) Gravity, (b) 60 MPa (113), (c) 90 MPa (212), (d) 120 MPa (313).
Figure 5 represents the effect of applied pressure on the primary silicon particles, as well as the effect of superheating and die preheating temperature parameters on microstructural characteristics (graphs are based on Taguchi method). The results show that applied pressure, superheat, and die preheating temperature had the most effect on the microstructural results, respectively. With an increase in applied pressure from 60 to 90 and then to 120 MPa, the average particle size of primary silicon decreases by 24.9% and 3.3%, respectively. Applied pressure on the squeeze casting process increases the liquidus temperature line and changes the alloy eutectic point toward a silicon-rich region and creates a very instantaneous molten metal freezing.20 Due to the very low solubility of aluminum element in silicon, the silicon element tends to grow and freeze as the first phase with a near-pure silicon compound and as large masses with irregular morphology, thereby alloy flexibility reduced. Applying pressure during the ending of solidification culminates in the eutectic point movement toward silicon-rich region, there is a little chance of silicon precipitating in the primary phase, and consequently, a significant portion of it will be supersaturated in the alpha solid solution. The presence of primary silicon particles is the most important reason for improved wear resistance properties of A390 alloy.19 The presence of silicon also increases the brittleness and reduces the impact resistance of the alloy. However, these conditions are true when the silicon morphology is coarse and irregular. Refinement of the primary silicon-phase morphology reduces the stress concentration in A390 alloy.11

The main effects of squeeze casting parameters on the microstructure characteristics: (a) Average grain size of primary silicon particles. (b) Average silicon eutectic blades length. (c) Average grain size of alpha phase. (d) Average aspect ratio of primary silicon particles. (e) Average aspect ratio of alpha phase (graphs are based on the Taguchi method).
Wear Behavior
Table 3 shows weight loss and friction coefficient of wear test results and also Figure 6 shows the diagram of effect of each parameter on the weight loss and coefficient of friction results during wear test. The parameters applied pressure, superheating, and the die preheating temperature have been effective, respectively. According to the results, applied pressure parameter at 120 MPa and superheating temperature at 150 °C were the appropriate values to achieve the minimum weight loss and the lowest coefficient of friction. With an increase in applied pressure from 60 to 90 MPa, the alloy weight loss decreased by 21% and 23.6%, and from 90 to 120 MPa, by 20.6% and 2.6%, respectively.

The main effects of the squeeze casting parameters on: (a) Weight loss, (b) Average of coefficient of friction of the A390 alloy (the graphs are drawn based on the Taguchi method).
Weight loss changes measured by the wear test apparatus extensometer (Figure 7) show that by increasing the applied pressure from 60 to 90 MPa, the weight loss is 25%; it is while with the increase in the applied pressure from 90 to 120 MPa, the reduction is 20%. The coefficient of friction in Figure 8 shows a moderate slope at 60 MPa pressure. The coefficient of friction increased due to localized plastic deformation in some surface areas, which leads to increased cracks and deformed areas in the tribological layer. By increasing the pressure to 90 MPa, the coefficient of friction changes at different distances is noticeably reduced and is limited to a slight increase in the initial distances. The friction coefficient has decreased somewhat compared with the 60 MPa specimens. By increasing the pressure to 120 MPa, no sudden change in the friction coefficient number was observed, and its average was significantly lower than that of the applied pressure at 60 and 90 MPa. No transfer of wear mechanism was observed from mild wear to severe wear in images and diagrams. Failure to transfer wear type from mild wear to severe wear is caused by applying pressure; this can be attributed to the reduction in the size of the primary silicon particles. Also, with the modification of the microstructure of the eutectic silicon phase due to the applied pressure, the tendency to severe wear of this alloy decreased. Primary silicon particles are large, with an inappropriate morphology during wear. This is due to the lack of proper connection to the matrix which increases the severe wear tendency. Obviously, when the particles size reduces, tendency to severe wear decreases.

Changes in weight loss in A390 alloy at various applied pressures (with constant superheating and die preheating temperature 150 and 300 °C).

Friction coefficient of A390 alloy in different pressures: (a) 60 MPa, (b) 90 MPa, (c) 120 MPa (with constant superheating and die preheating temperature 150 and 300 °C).
Wear Mechanism Analysis
The analysis of the changes in the alloy wearing surface in Figure 9 shows that the worn surface at 60 MPa applied pressure; there are a series of wear scares and a coating layer called the tribological layer containing iron, aluminum, and silicon as a mass in different portions and the wear direction of the wear disk. Another type of surface damage, namely transverse cracks, is due to the breakdown of the tribological surface. Also, space between these grooves, which indicates mild wear on different parts, includes fine oxide particles due to tribological deformation (Figure 10).

(a) SEM Image of A390 Alloy worn surface at applied pressure 60 MPa (with constant superheating and die preheating temperature 150 and 300 °C) (b) EDS Spot Analysis.

SEM images of the A390 alloy worn surface: (a) the cracks interior surface (b) transverse cracks.
By increasing the pressure to 90 MPa, the volume of tribological layer and the number of cracks decreased. In Figure 11, the apparent change in the wear surface indicates a decrease in the wear on the pin of the disk. With increasing pressure to 120 MPa, only few wear grooves along the wear disk and on the tribological layer are observed. This reduces the transfer rate of the material from the disk surface to the pin surface and vice versa, so the amount of weight loss begins to diminish significantly.

SEM images of the A390 alloy wear surface at applied pressures: (a) 90 MPa, (b) 120 MPa (with constant superheating and die preheating temperature 150 and 300 °C).
One of the most important problems of A390 alloy during the wear test is the lack of proper bonding and a weak interface of primary silicon particles with the matrix which causes the growth of the cracks in the space between the particles. With external stress on these particles and the matrix in the interface (which makes for the failure during testing), it is evident that reducing the size of these particles will cause proper attachment to the matrix and reduce stress concentration during the test. In Figure 12, an example of the propagation of these cracks among the primary silicon particles which is due to the lack of proper connection to the matrix is shown.

SEM images of A390 alloy: (a) Microstructure, (b) Wear subsurface and (c) EDS point analysis.
The cracking mechanism of these particles, which leads to thick cracks in the substrate surface, is highly dependent on the number of micro-cracks surrounding it. Fragmentation of particles occurs when the applied stress is more than the fracture strength.21
The investigation of the microstructure of A390 alloy at 60 MPa indicates that the application of force during wear results in breakdown and deformation of the tribological layer below the surface and the breakdown of the primary silicon particles. As shown in Figure 13, at 60 MPa, alloy wear surface contains a large number of cracks between the grooves, indicating a protective layer breakthrough during the test. It eventually leads to plastic deformation in the substrate and transfer of material from the pin surface. Figure 14 shows changes in the Sub-worn surface layer at different pressures; as shown, the microstructure of the specimen at 60 MPa, include a broken down and deformed tribolayer and broken silicon particles. By increasing the pressure to 90 MPa, the tribolayer exhibits good resistance to the applied force, resulting in no deep cracks in the near-surface areas. The shape of the groove created on the surface shows that the cracks previously observed in the samples at 60 MPa have been eliminated.

Images of A390 alloy: (a) SEM and (b) Optical microscope from wear surface at applied pressure 60 MPa (with constant superheating and die preheating temperature 150 and 300 °C).

SEM images of the Sub-worn surface layer of the A390 alloy at applied pressures: (a) 60 MPa, (b) 90 MPa, and (c) 120 MPa (with constant superheating and die preheating temperature 150 and 300 °C).
Conclusion
-
1.
The application of pressure in squeeze casting process refines the microstructure, reduces the casting defects, and increases the wear resistance in the alloy.
-
2.
In A390 alloy, parameters such as applied pressure, superheating and die preheating temperature have a significant effect on the results.
-
3.
In A390 alloy, by increasing the pressure from 60 to 90 and then 120 MPa, primary silicon particles average size decreases by 24.9% and 3.3%, respectively; and the aspect ratio of these particles decreases by 18.1% and 2.9%, respectively. So, the eutectic silicon blades length decreases by 20.7% and 38%, respectively, and the mean size of the alpha phase matrix decreases by 11.2% and 2.3%, respectively; the aspect ratio of these particles decreases by 26.8% and 1.2%, respectively.
-
4.
With pressure at 90 MPa in A390 alloy, the tribological layer of the surface shows good resistance to the force; with the pressure at 120 MPa, the crack depth in the tribological layer as well as deformed microstructure region has been greatly reduced. So, increase in pressure reduces weight loss and the friction coefficient.
-
5.
Reducing the size of the primary silicon particles by applying the pressure leads to a proper bond between this phase and the alpha phase matrix, thereby preventing the growth and propagation of cracking in the interface between the particles and the matrix.
References
A.B. El Shalakany, B.M. Kamel, A. Khattab, T.A. Osman, B. Azzam, M. Zaki, Improved mechanical and tribological properties of A356 reinforced by MWCNTs. Fullerenes. Nanotub. Carbon Nanostruct. 26(4), 185–194 (2018)
M. Rosso, I. Peter, C. Bivol, R. Molina, G. Tonno, Development of industrial components by advanced squeeze casting. Int. J. Mater. Form. 3(1), 787–790 (2010)
A. Hekmat-Ardakan, F. Ajersch, Thermodynamic evaluation of hypereutectic Al–Si (A390) alloy with addition of Mg. Acta Mater. 58(9), 3422–3428 (2010)
D.K. Dwivedi, Adhesive wear behaviour of cast aluminium–silicon alloys: overview. Mater. Des. 31(5), 2517–2531 (2010)
S.K. Dey, T.A. Perry, A.T. Alpas, Micromechanisms of low load wear in an Al–18.5% Si alloy. Wear 267, 515–524 (2009)
J. Zhang, A.T. Alpas, Transition between mild and severe wear in aluminium alloys. Acta Mater. 45(2), 513–528 (1997)
F. Alshmri, H.V. Atkinson, S.V. Hainsworth, C. Haidon, S.D.A. Lawes, Dry sliding wear of aluminium-high silicon hypereutectic alloys. Wear 313(1–2), 106–116 (2014)
B. Li, Z.F. Zhang, Z.G. Wang, J. Xu, Q. Zhu, Effect of heat treatment on microstructure and mechanical properties of A390 alloy. Adv. Mater. Res. 654, 1049–1053 (2013)
A.B. Elshalakany, T.A. Osman, A. Khattab, B. Azzam, M. Zaki, Microstructure and mechanical properties of Mwcnts reinforced A356 aluminum alloys cast nanocomposites fabricated by using a combination of rheocasting and squeeze casting techniques. Fullerenes, Nanotubes, Carbon Nanostruct. 26(4), 185–194 (2018)
C.D. Lee, Effects of microporosity on tensile properties of A356 aluminum alloy. Mater. Sci. Eng. 464, 249–254 (2007)
H. Ye, An overview of the development of Al-Si-alloy based material for engine applications. J. Mater. Eng. Perform. 12, 288–297 (2003)
H. Khodaverdizadeh, B. Niroumand, Effects of applied pressure on microstructure and mechanical properties of squeeze cast ductile iron. Mater. Design 32, 4747–4755 (2011)
M.R. Ghomashchi, A. Vikhrov, Squeeze casting: an overview. J. Mater. Process. Technol. 101, 1–9 (2000)
K. Lee, Y.N. Kwon, S. Lee, Effects of eutectic silicon particles on tensile properties and fracture toughness of A356 aluminum alloys fabricated by low-pressure-casting, casting-forging, and squeeze-casting processes. J Alloys Compd 461, 532–541 (2008)
A. Maleki, A. Shafyei, B. Niroumand, Effects of squeeze casting parameters on the microstructure of Lm13 alloy. J. Mater. Process. Technol. 209, 3790–3797 (2009)
M.T. Abou El-Khair, Microstructure characterization and tensile properties of squeeze-cast alsimg alloys. Mater. Lett. 59, 894–900 (2005)
S.A. Hassasi, M. Abbasi, S.J. Hosseinipour, Parametric investigation of squeeze casting process on the microstructure characteristics and mechanical properties of A390 aluminum alloy. Int. J. Met. 14(1), 69–83 (2020)
ASTM G99-04 (2011) Standard test method for wear testing with a pin-on-disk apparatus, 05: 1–5
B. Gajdzik, Crystallization and structure of cast A390.0 alloy with melt overheating temperature. Metalurgija 51, 321–324 (2012)
R. Li, L. Liu, L. Zhang, J. Sun, Y. Shi, B. Yu, Effect of squeeze casting on microstructure and mechanical properties of hypereutectic Al–X Si alloys. J. Mater. Sci. Technol. 33(4), 404–410 (2017)
Q. Zhang, M. Masoumi, H. Hu, Influence of applied pressure on tensile behaviour and microstructure of squeeze cast Mg alloy Am 50 with Ca addition. J. Mater. Eng. Perform. 21(1), 38–46 (2012)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hassasi, S.A., Abbasi, M. & Hosseinipour, S.J. Effect of Squeeze Casting Parameters on the Wear Properties of A390 Aluminum Alloy. Inter Metalcast 15, 852–863 (2021). https://doi.org/10.1007/s40962-020-00507-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00507-1