4.1. Mineralogy and Chemistry
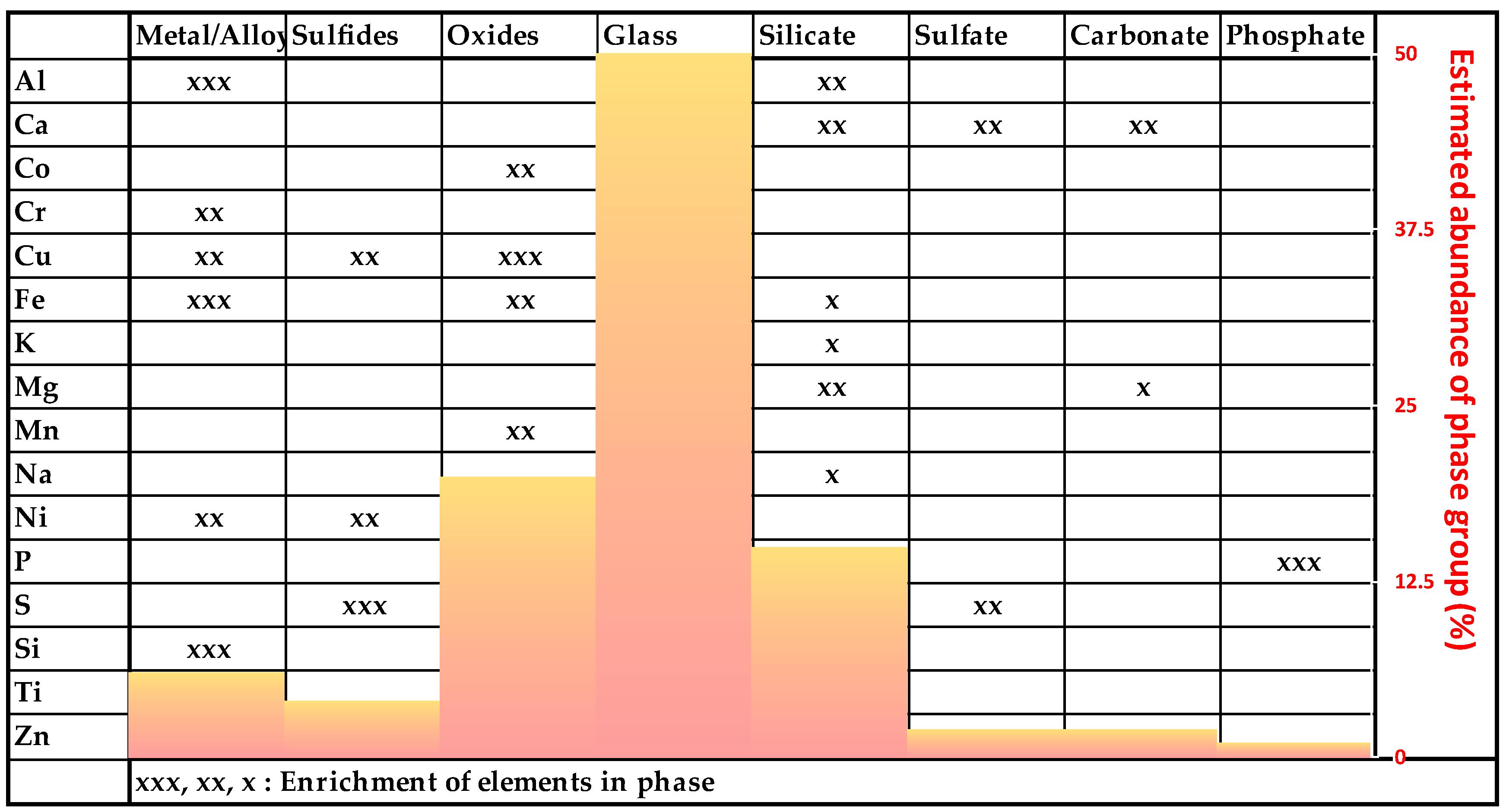
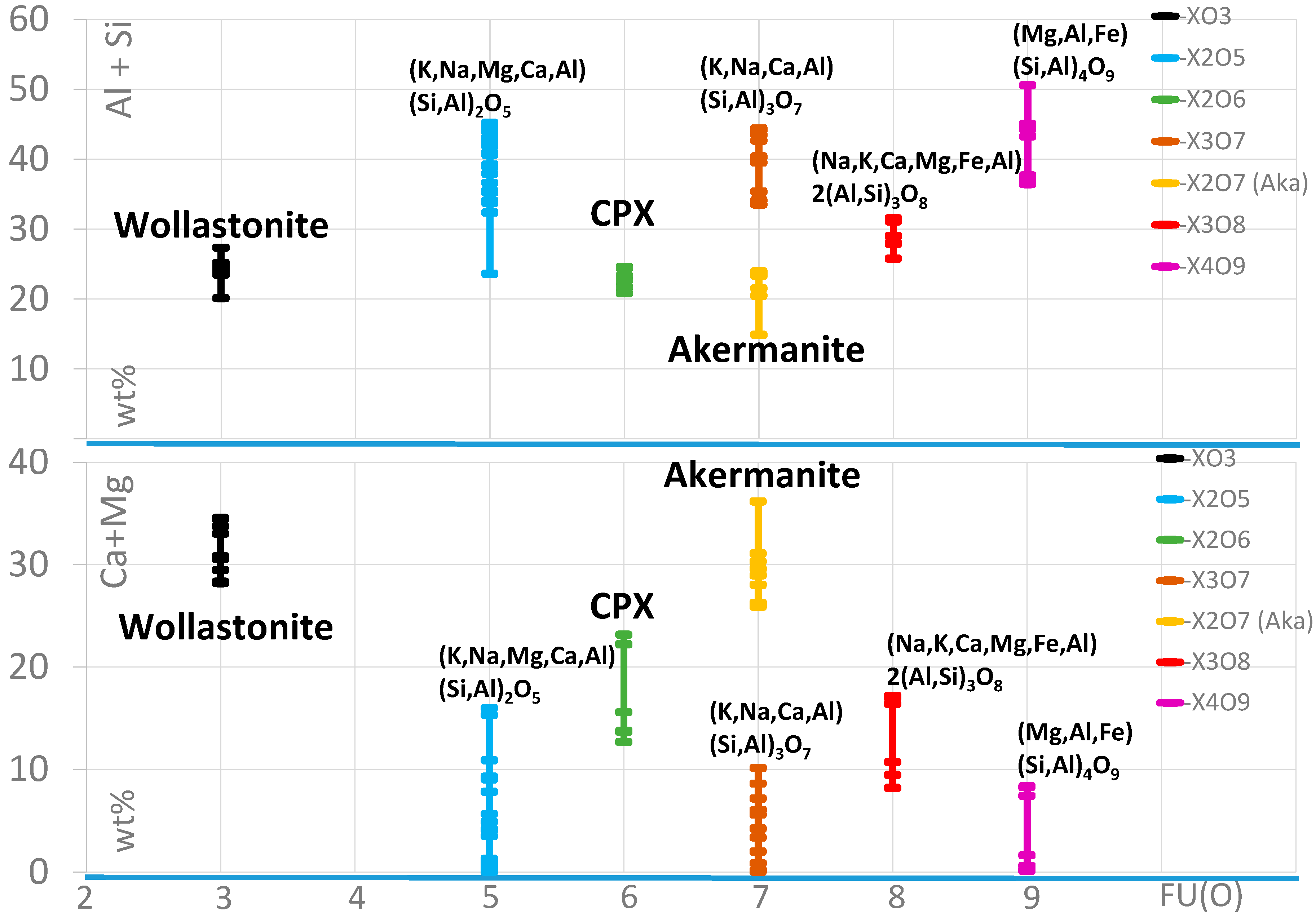
MSWI-BA results from a highly variable input material and a fast combustion process. Because the ashes do not reach a thermodynamic equilibrium, the phase composition cannot be compared with long-term natural phase-forming processes. Therefore, an unusual mixture of artificial and naturally occurring mineral compounds and particles, resulting from various technical products from private and industrial sources (electric devices, packaging materials, etc.) is to be expected. Because of the presence of Si in many industrial products as well as natural minerals, various types of glass or secondary silicates can be determined. Furthermore, the ash contains oxygen-free particles resulting from melt reactions during combustion, as well as from primary materials (circuits, plating, packaging material, etc.).
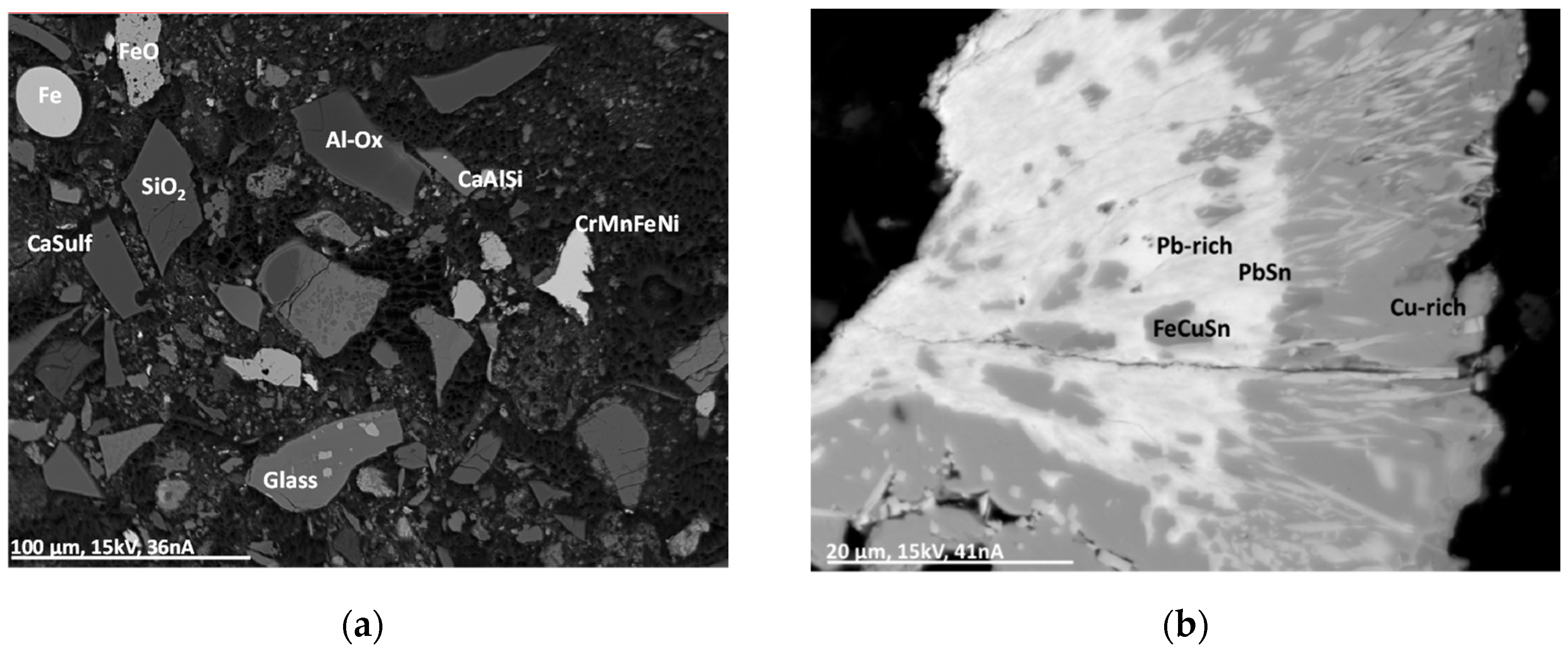
Differentiating whether the alloy particles are primary (e.g., splinters from electric devices) or secondary (molten droplets resulting from combustion) is not straightforward. One indication could be the particle shape. The overview micrograph of
Figure 6a shows round-shaped particles of relatively pure Fe accompanied by ragged shaped splinter-like particles of ferroalloy with Cr, Mn, Fe, and Ni, indicating that the incineration temperature was only high enough to melt pure Fe.
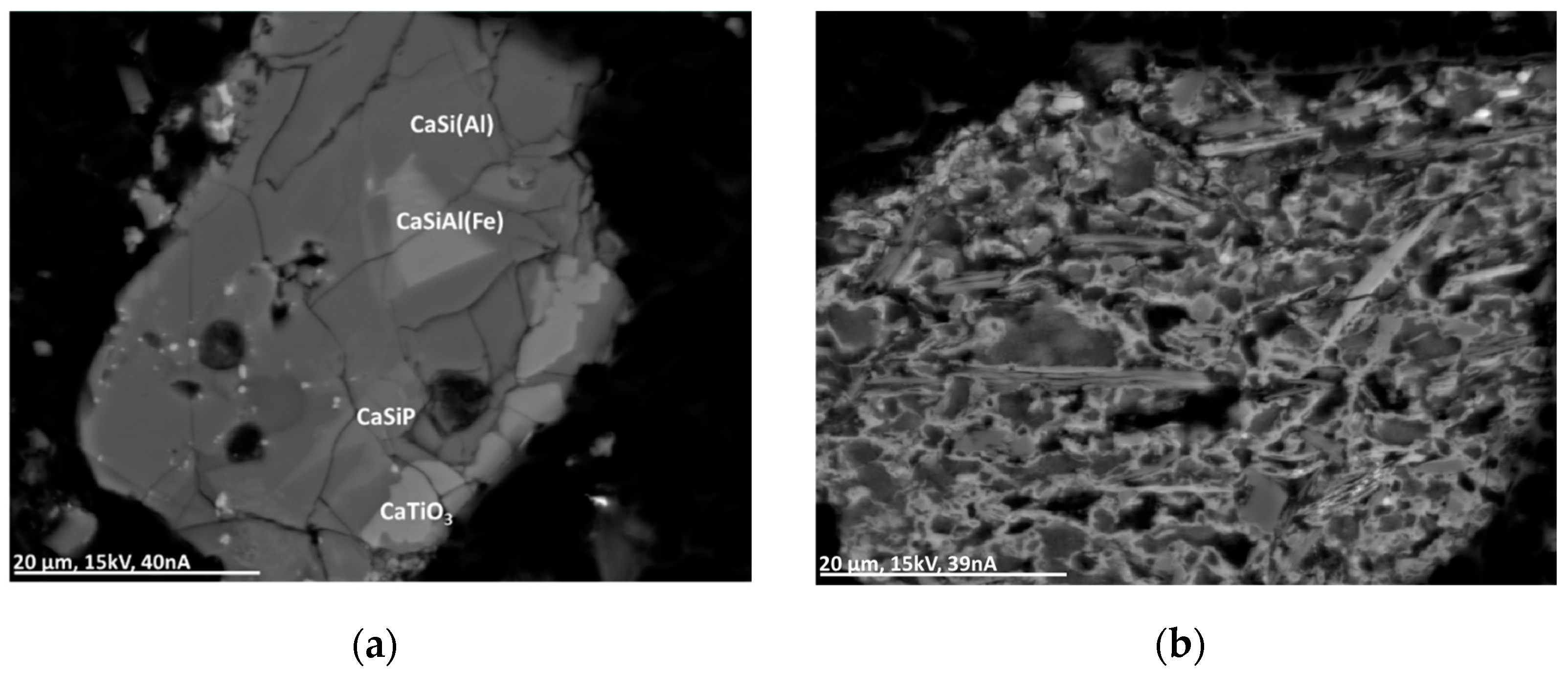
Many of the particles with a partly complex morphology and chemistry cannot result from crushed devices or packaging material (such as aluminum foil and tin cans), but are remnants of the incineration process. This can be aggregates of melt droplets resulting from low-melting materials or alloys. Additionally, new compounds can form.
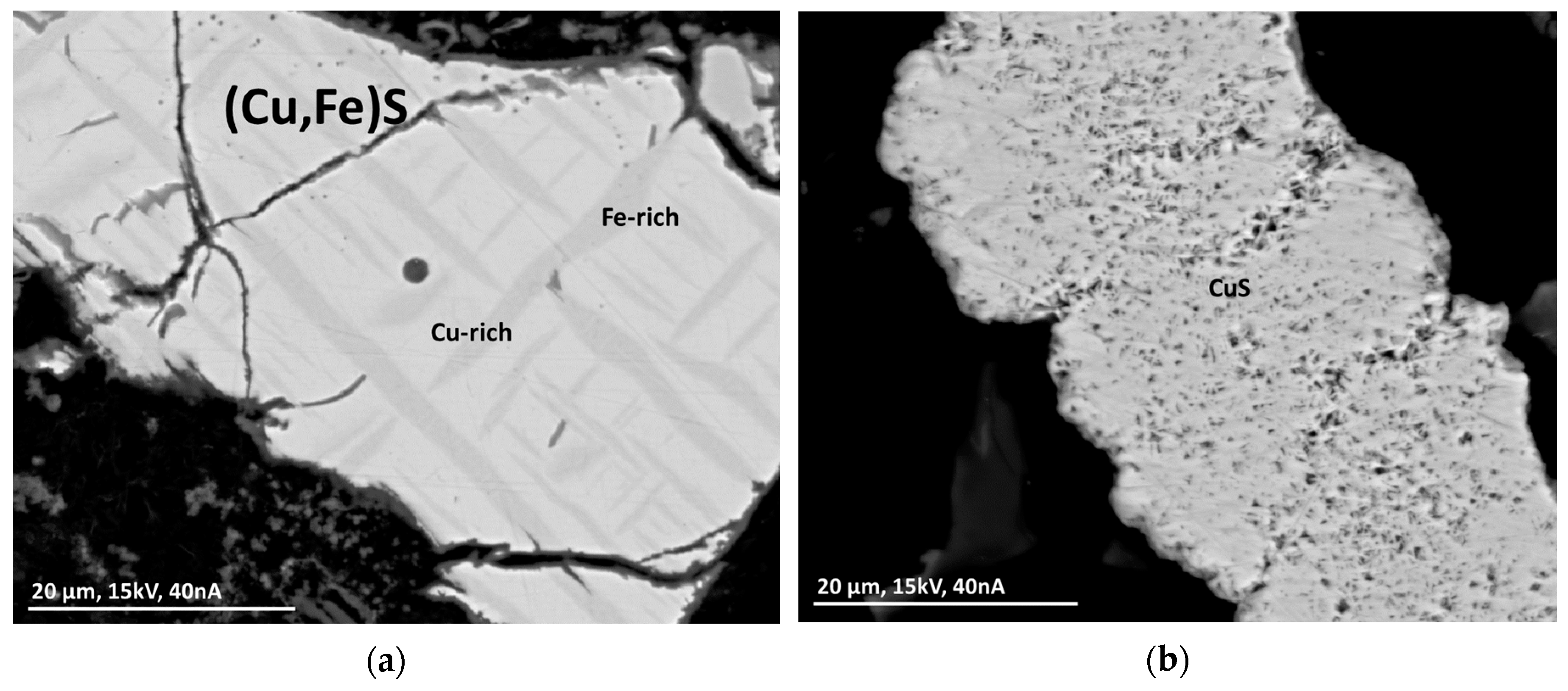
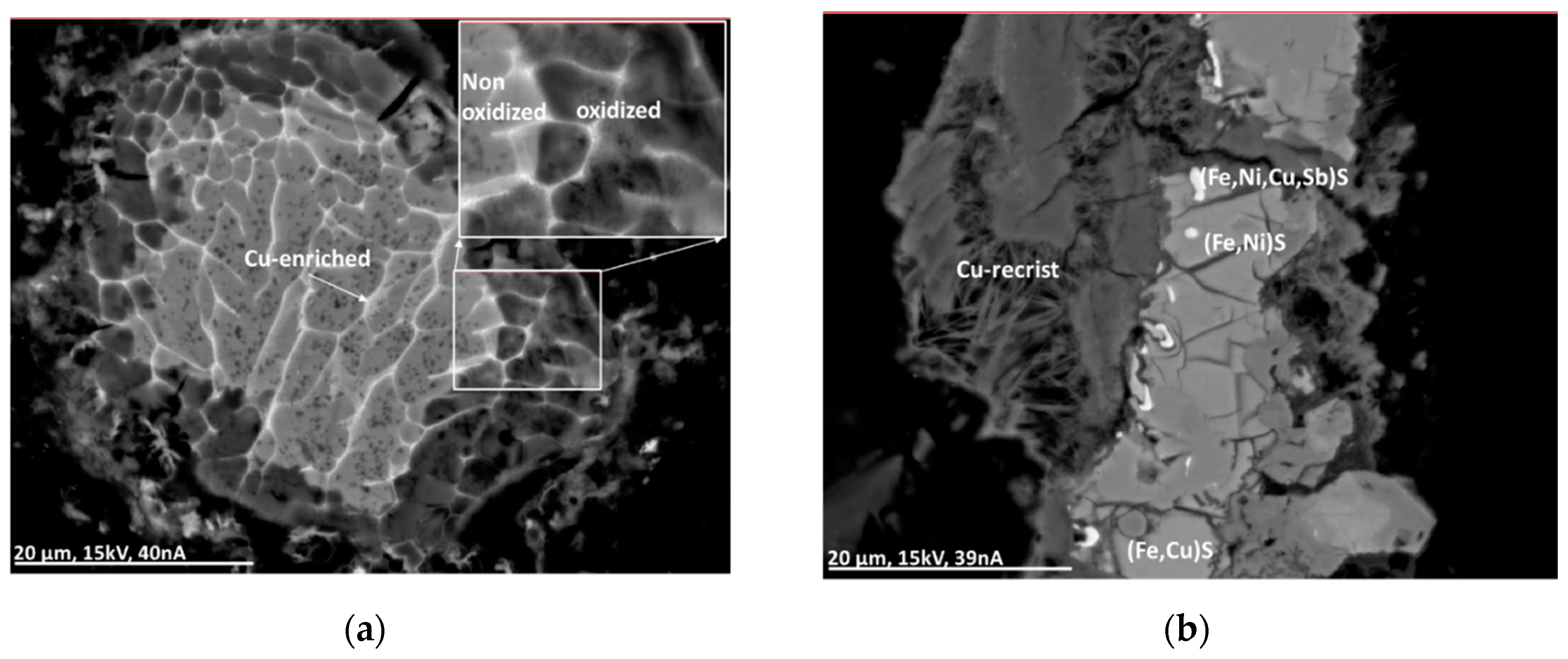
The element Cu is enriched in sulfide and oxide particles with segregation lamellae and crystal whiskers. This is an indication that these mineral compounds have formed during the combustion of the waste material and that the sulfur availability is comparatively high.
Elemental copper particles resulting from printed circuit boards and the like were not found within the analyzed particle size fraction. This implies that Cu occurs in compounds that are not stable under the conditions of the combustion.
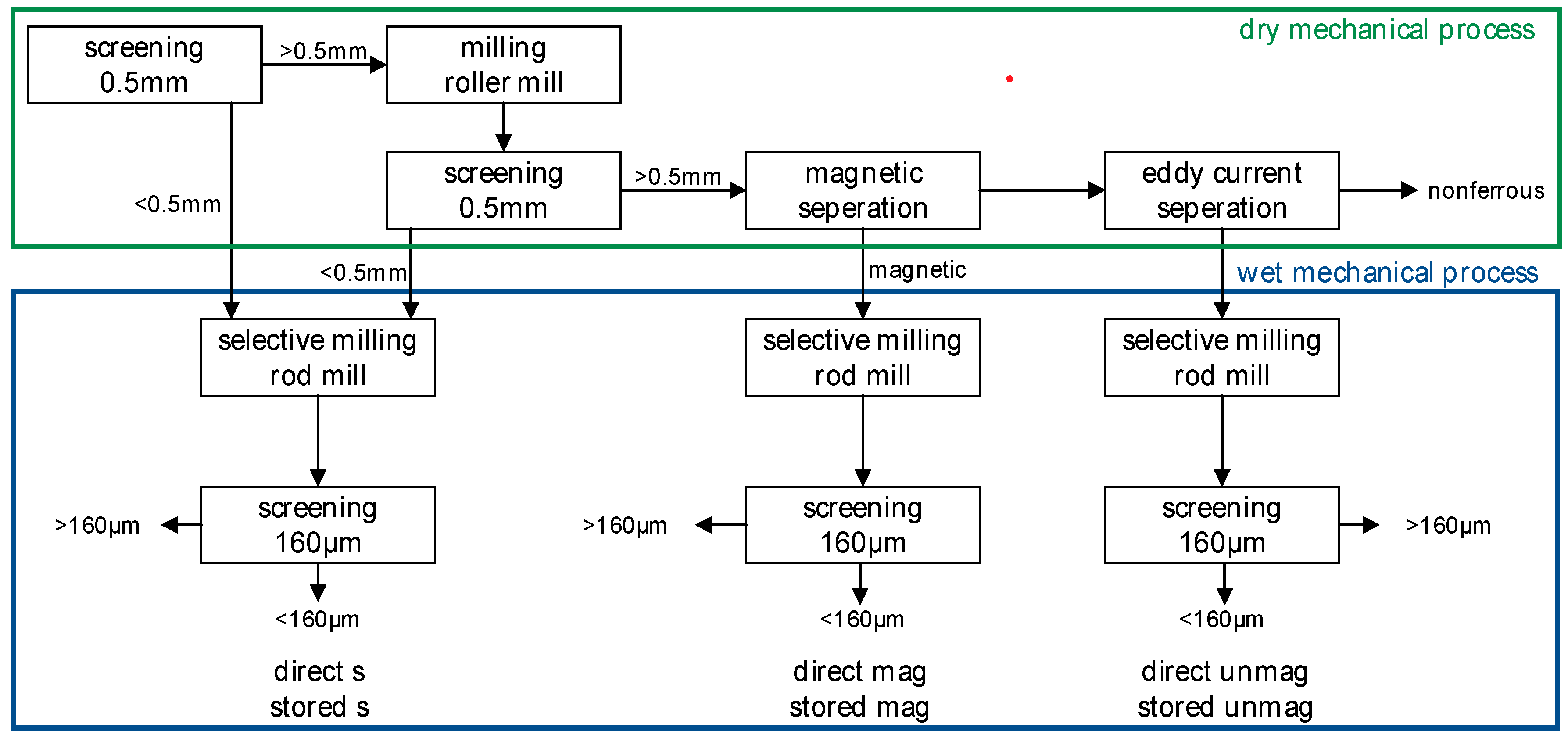
The samples taken at several points in the RENE-adapt process showed only slight differences in their chemical and mineralogical composition. The only remarkable difference is that, in the magnetic fractions (the samples direct mag and stored mag), the iron content is higher and more splinters of iron can be observed. Even the comparison between the processed and the unprocessed samples shows no higher differences.
The investigation of ash after outside storage shows that alteration (oxidation) takes place. Therefore, many of the sulfide particles are surrounded by an oxide layer. In aluminum-containing alloy particles, oxidation frontiers can be observed, indicating that these particles are transformed into oxide relatively fast. Therefore, it is to be expected that, in this case, the particles can be inactivated through oxide layers or frontiers that could render a flotation optimized for sulfides or metals inefficient.
4.2. Waste Incineration Process
The results of the mineral characterization allow some conclusions regarding the waste incineration process. As expected, metallic elements are often oxidized due to the incineration. Smaller particles can be completely oxidized, whereas larger particles show oxide layers. One source for fine-grained metal oxides might be brittle oxide layers which are removed due to thermal and mechanical stress during transportation and cooling.
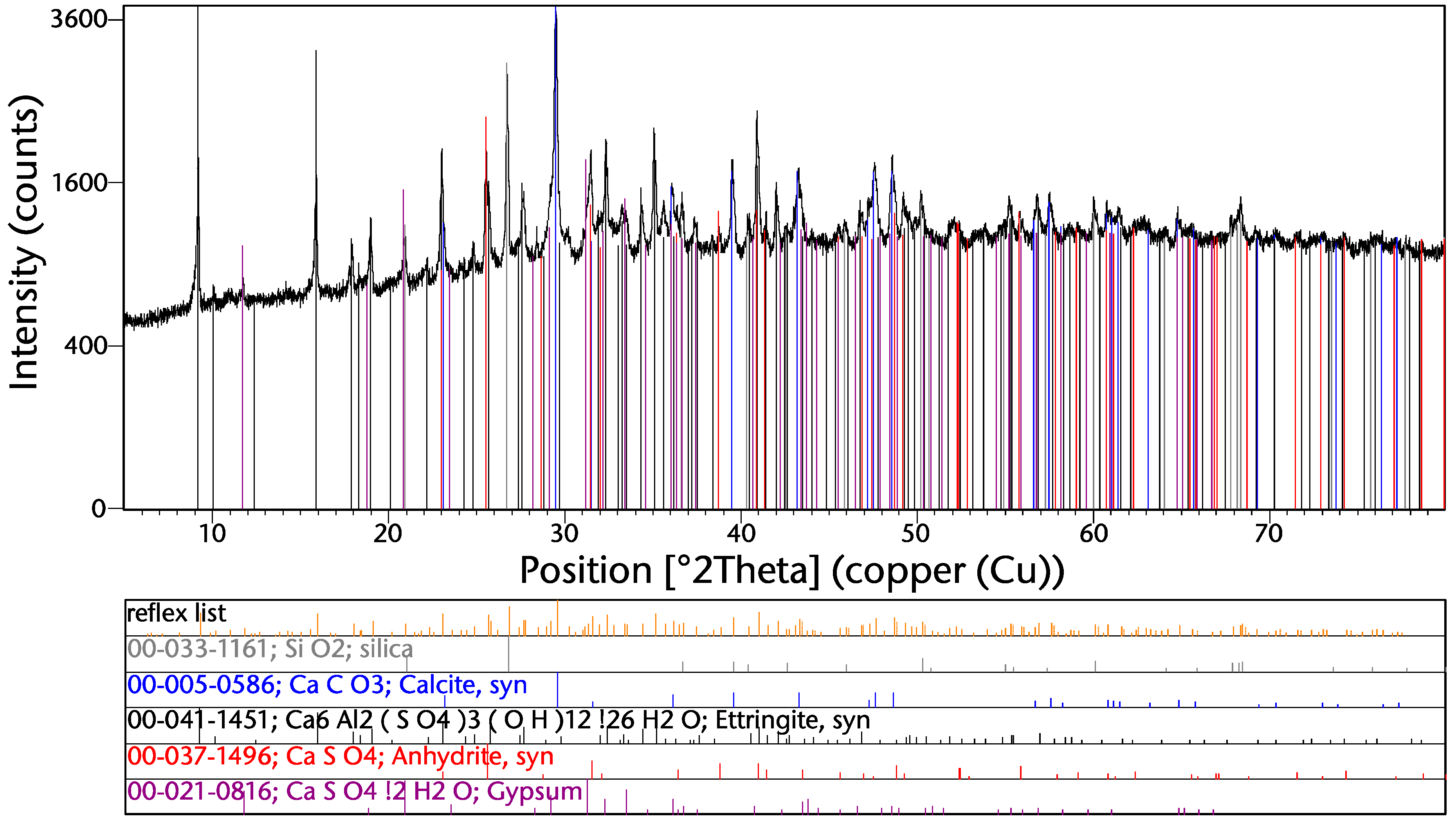
The presence of copper sulfide indicates that the burnout on the grade during the waste incineration is not complete. There must be zones of different temperature and redox conditions. In most incineration plants, the oxygen flow is controlled by the CO content in the flue gas. This means that zones where no combustion takes place cannot be detected. The primary source for the sulfur might be organic waste and inorganic sulfates—e.g., gypsum. With a sulfur content of 0.1% to 0.5% (see
Table 1), the occurrence of sulfurization in the waste is plausible. The direct entry of the sulfides with the waste is unlikely, because there is no significant application of copper sulfide that explains an initial presence before processing.
The observation of melted iron droplets indicates that the temperature during the incineration exceeds 850 °C in some parts of the device by far. In contrast, during the first steps of the processing of the MSWI-BA, unburned material (e.g., paper) is removed and delivered back to the incineration plant. This indicates a very uneven temperature distribution over the grate.
4.3. Processing
The fact that copper is found in significant amounts bound to oxides and sulfides in the fine-grained fractions shows that a mechanical treatment by eddy current separation or selective crushing is unsuitable for recovery. To regain the copper from the fine fractions, other processing technologies must be applied. Due to the small particle size, only wet processing techniques are applicable.
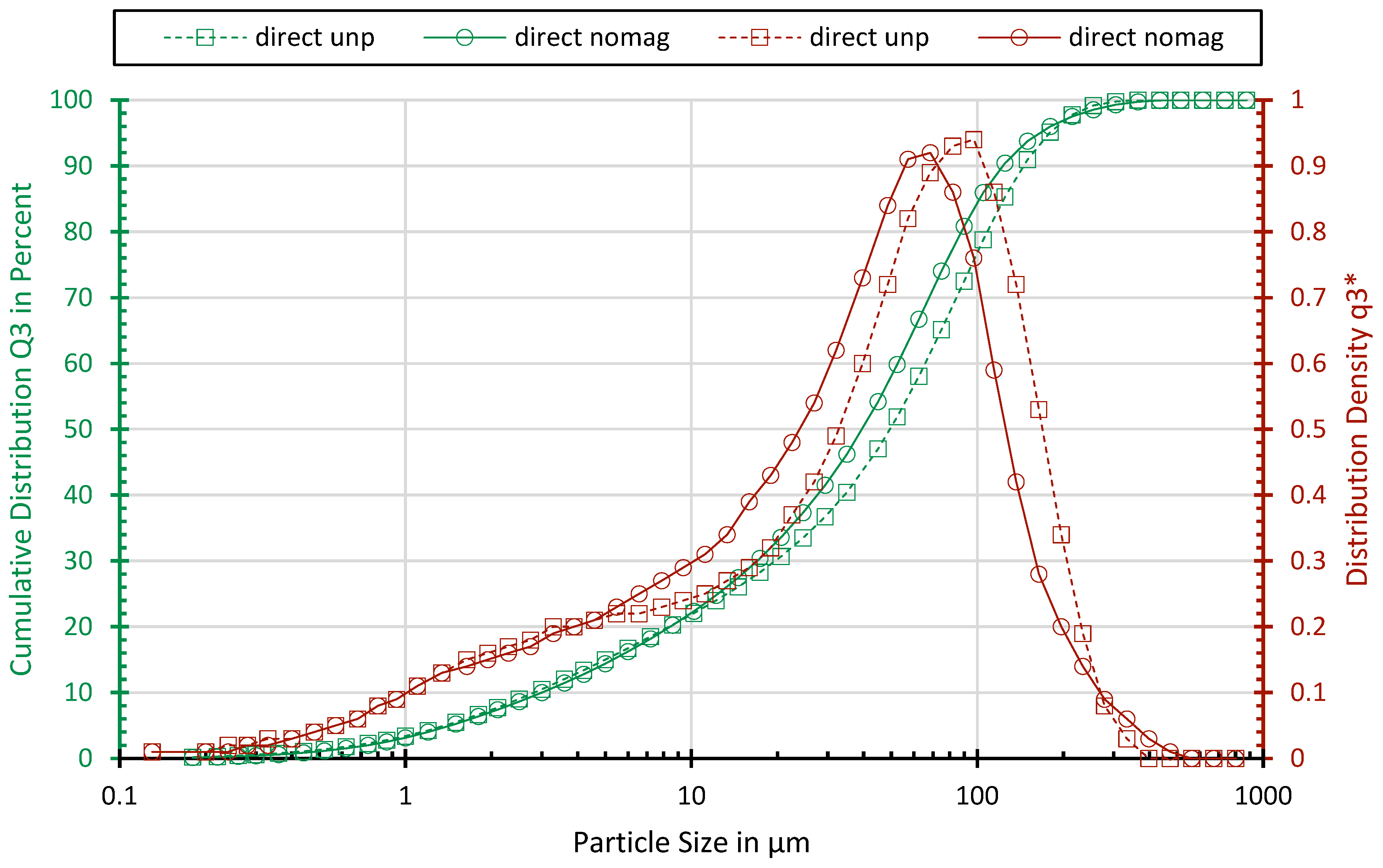
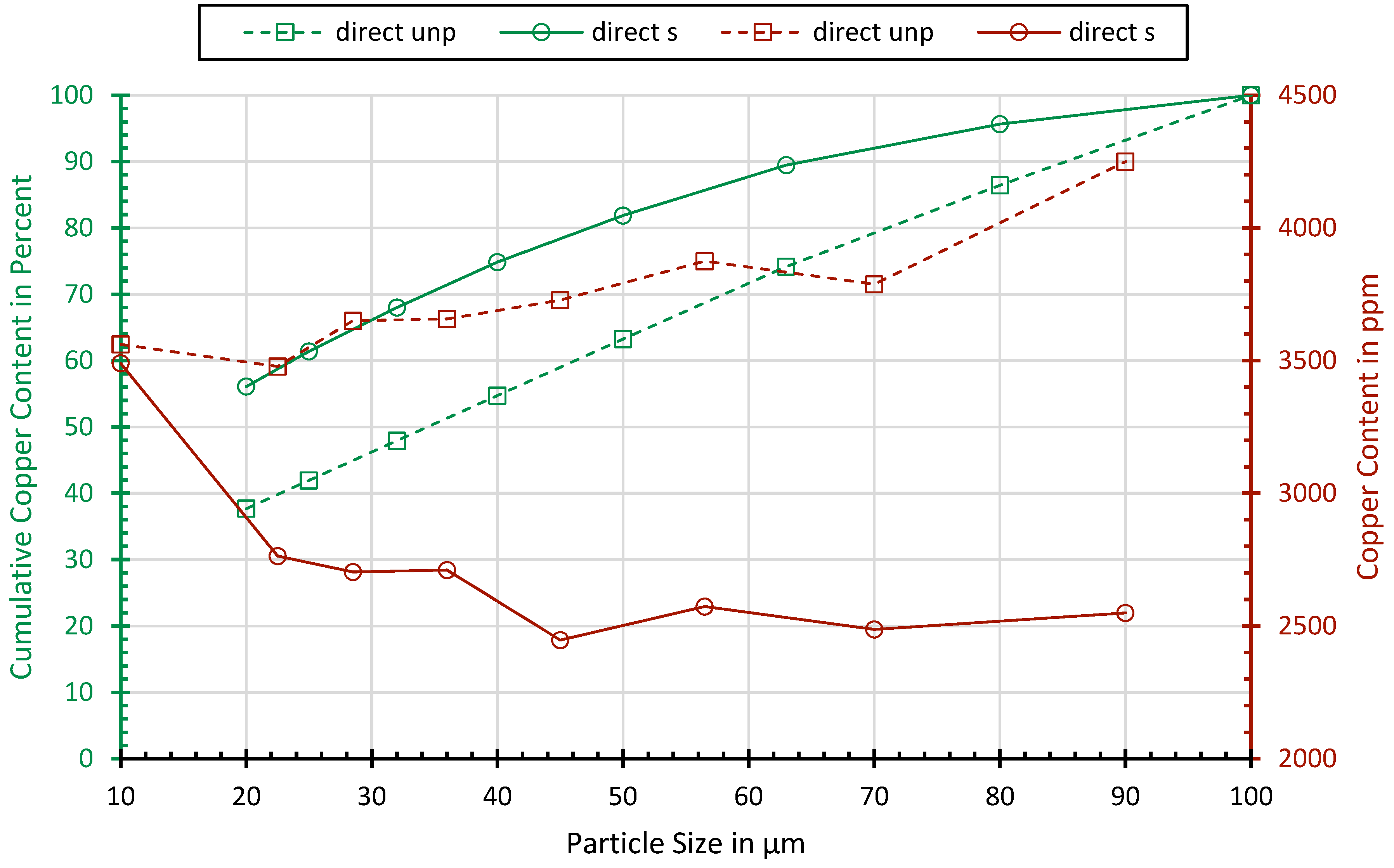
The particle size analyses showed that the material is very fine—about 40% of the material is below 20 µm. Additionally, the finest fractions have a significant copper content. Therefore, a classification before further processing would lead to a significant loss of copper.
Density separation is a technique that is widely used in the processing of primary raw materials as well in the field of recycling. The two most important factors for density separation are the density difference in the materials that should be separated and the particle size. Generally, a smaller particle size requires a greater difference in density for an efficient separation.
Table 6 shows the density of the gangue material of the MSWI-BA determined by the XRD analysis and the main copper-bearing phases. The copper phases have all a higher density compared to the gangue phases. However, the minimum density difference of the gangue phases and the copper phases is only 1.62 g/cm
3, which is insufficient for an efficient separation of this particle size [
28]. A pre-enrichment by density separation could be considered, but is not promising because of the high amount of the fine fraction of the material below 50 µm [
2,
28].
Magnetic separation, which is also widely used, can deal with much smaller particle sizes than density separation can. In theory, it can be applied down to 5 µm. To reach such low particle sizes, significant differences in magnetic susceptibility are needed. Due to the very high complexity of the MSWI-BA, it seems unlikely that a reasonable enrichment of copper can be achieved by magnetic separation. The magnetic separation can be considered if a high iron content interferes with the following processing steps [
2,
28].
The most promising technology seems to be flotation, due to its ability to treat fine-grained materials and the possibility of influencing the surface properties of the particles by chemicals.
The copper(II)-sulfide, copper(II)-oxide, and copper(I)-oxide found in the MSWI-BA also occur in natural ores as covellite (CuS), tenorite (CuO), and cuprite (Cu
2O). Covellite is one of the most important copper minerals from an economic point of view, and therefore its flotation properties are well known [
29].
On the other hand, tenorite and cuprite are of lower economic importance in primary raw material valorization, and their floatability is less investigated. It is known that both minerals show similar flotation behavior, which differs from other that of typical copper minerals such as malachite. Previous investigations revealed that the flotation of cuprite is possible after sulfidization with anionic collectors. In various studies, sulfidization, together with xanthate type collectors, showed good results [
30].
Flotation experiments using cuprite-bearing oxide copper-gold ore from Igrape Bahia (Brazil) showed good results with a phosphine ester-modified xanthate as a collector and sodium sulfide as a sulfidization reagent. For the depression for iron oxide and hydroxide slimes, a polyacrylic-modified starch was used [
29]. In other investigations, good results for a cuprite ore are achieved with sodium iso-amyl xanthate as a collector, sodium sulfide as a sulfidization agent, and ammonium sulfate as a dispersant [
31].
Due to the high complexity of the MSWI-BA, it seems unlikely that a sulfidization would lead to high-quality concentrates due to its low selectivity. A better solution might be to use collectors optimized for copper oxide. There is a wide range of commercial collectors for natural oxide copper ores [
32]. Previous screening investigations with some of these collectors showed promising results [
27]. However, further investigations are necessary.
Even if the experiences with collectors for natural cuprite ores can be adapted to MSWI-BA, intensive research on depressants might be needed. Because of the high contents of various elements, the matrix of MSWI-BA is more complex than that of most natural ores of economic interest. Many natural or artificially generated phases might float together with the copper phases or interfere with the collector. For example, the high iron contents might lower the quality of the flotation product.
Besides copper, noble metals such as silver are present in the MSWI-BA. Even small amounts of gold—for example, from circuit boards—can occur. The flotation properties of the noble metals are quite similar, so it might be possible to enrich them together with the copper phases and recover them together [
32].
The process of flotation gets more challenging with decreasing particle sizes. In particular, the flotation of particles below 10 µm is still a subject of research. Therefore, desliming is often applied in industrial processes. In the case of MSWI-BA, this would lead to significant copper losses due to the large share of fines (see
Figure 2 and
Figure 3) [
28,
33].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}