Optimizing the Crystalline State of Cu Slag by Na2CO3 to Improve Cu Recovery by Flotation

School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
*
Author to whom correspondence should be addressed.
Minerals 2020, 10(9), 820; https://doi.org/10.3390/min10090820
Submission received: 26 July 2020
/
Revised: 12 September 2020
/
Accepted: 15 September 2020
/
Published: 17 September 2020
(This article belongs to the Section Mineral Processing and Extractive Metallurgy)
Abstract
:Cu is the most important component in Cu slag, which is usually recovered by flotation. However, the crystalline state of Cu slag is not conducive to flotation, which limits the recovery of Cu. This study investigated the effect of Na2CO3 on the crystalline state of Cu slag and the recovery of Cu by flotation. The mechanism was investigated by thermodynamic, viscosity, X-ray diffraction (XRD) analyses and scanning electron microscopy (SEM). The results of thermodynamic, viscosity and XRD analysis demonstrate that Na2CO3 is beneficial for the transformation of fayalite to low-melting point materials, such as Na2SiO3, Na4SiO4 and NaFeSi3O6, thereby reducing the viscosity of Cu slag. Moreover, SEM results indicate that the addition of Na2CO3 during the melting modification process can promote the aggregation of Cu-bearing minerals and simplify its intercalation relationship with gangue minerals. The flotation results verify the above conclusions that at 10% Na2CO3, the Cu flotation recovery index is the best. Compared with that without Na2CO3, the use of Na2CO3 has resulted in increased Cu grade and recovery by 3.544% and 28.94%, respectively.
1. Introduction
Cu is an indispensable non-ferrous metal and plays a fundamental role in economic development [1,2]. The technology of extracting Cu is divided into pyrometallurgy and hydrometallurgy. About 80% of total Cu in the world is produced using pyrometallurgy [3,4]. However, pyrometallurgy produces a large amount of Cu slag. Producing one ton of electrolytic Cu generates 2–3 tons of Cu slag [5,6,7]. Approximately 30 million tons of Cu slag is estimated to be produced in the world every year [8]. As an artificial ore, the Cu slag generally contains more than 0.5% Cu, which is higher than that of some primary Cu ores being mined and utilized [9,10]. With decreasing Cu reserves, the Cu slag has become a secondary resource of great development potential. However, more than 80% of the Cu slag is piled up near the smelter and is not effectively utilized, thereby polluting the surrounding soil and water resources and causing a large amount of Cu resource loss [11,12]. Hence, from the perspective of environment and resources, the development of a suitable technology is needed to improve Cu recovery in Cu slag.
Different smelting conditions and raw materials in Cu smelting process produce Cu slag with different properties. Many scholars have been studying different methods of recovering Cu in accordance with the different properties of Cu slag. On the basis of their principles, these methods can be classified into three categories, namely, pyrometallurgy, hydrometallurgy, and flotation. However, pyrometallurgy [13,14,15] and hydrometallurgy [16,17,18,19,20,21] are not good methods to treat Cu slag because they require a high production cost and prolonged time cycle, respectively. Flotation is widely used in the Cu slag treatment because of its low cost, simplicity, and high production efficiency. Based on the mineralogical properties of raw slag, the Cu recovery can be increased by optimizing the crushing, grinding [22], and flotation [23,24] processes or developing flotation reagents [25,26]. However, these methods are restricted to the properties of the raw slag. The recovery of Cu is still limited by the crystalline state of Cu slag, such as the grain size of valuable minerals, the textural relationship between valuable minerals and gangue minerals. Optimizing the crystalline state of Cu slag is necessary to improve the Cu recovery by flotation.
The key to optimize the crystalline state of Cu slag is to control the viscosity [27]. Generally, a high viscosity of molten Cu slag results in increased viscosity resistance of Cu-bearing minerals flowing in the slag [28,29]. Poor fluidity results in the difficult aggregation and growth of Cu-bearing minerals [30,31]. Melting modification and slow cooling can effectively optimize the crystalline state of Cu slag by controlling the viscosity. The melting modification [32,33] uses flux to promote the transformation of high-melting point material to low-melting point material in slag, reduce the viscosity of the slag system, and optimize the crystalline state of valuable components. Guo [34] has used composite additives to improve the fluidity of the slag system, thereby increasing the grain size of the target minerals by 40 μm and improving the separability. However, Guo has only explained the feasibility of this method in theory and has not studied the actual effect of melting modification on Cu recovery by flotation. Slow cooling [35,36] delays the precipitation time of high-melting point materials by controlling the cooling rate to provide sufficient time for the flow and the aggregation of Cu-bearing minerals. Mihajlovic [37] has found that Cu-bearing minerals aggregate and precipitate at the bottom of slag ladle and form coarse particles when Cu slag is air cooled for 24 h and water cooled for 48 h, which can greatly improve the floatability of Cu-bearing minerals. However, Mihajlovic’s research has failed to effectively use the slag’s heat energy, resulting in a waste of energy. In brief, although these studies on optimizing the crystalline state of Cu slag have achieved a certain effect, room for progress still exists.
In this study, a new technology of the source modification of Cu slag without disturbing metallurgical process is proposed to optimize the crystalline state of Cu slag and improve floatability of Cu-bearing minerals. The rich heat energy of molten Cu slag [38] is used to promote the reaction between Na2CO3 and the main components in Cu slag to change the chemical composition of Cu slag and reduce the viscosity of the slag system. Hopefully, this method can promote the aggregation of Cu-bearing minerals in the slag to form coarse particles, thereby providing an ideal crystalline state for Cu recovery by flotation. The feasibility of Na2CO3 in optimizing the crystalline state of Cu slag is expounded through thermodynamic, viscosity, XRD and SEM analyses, and the modification effect of Na2CO3 is explored through the flotation test.
2. Materials and Methods
2.1. Materials
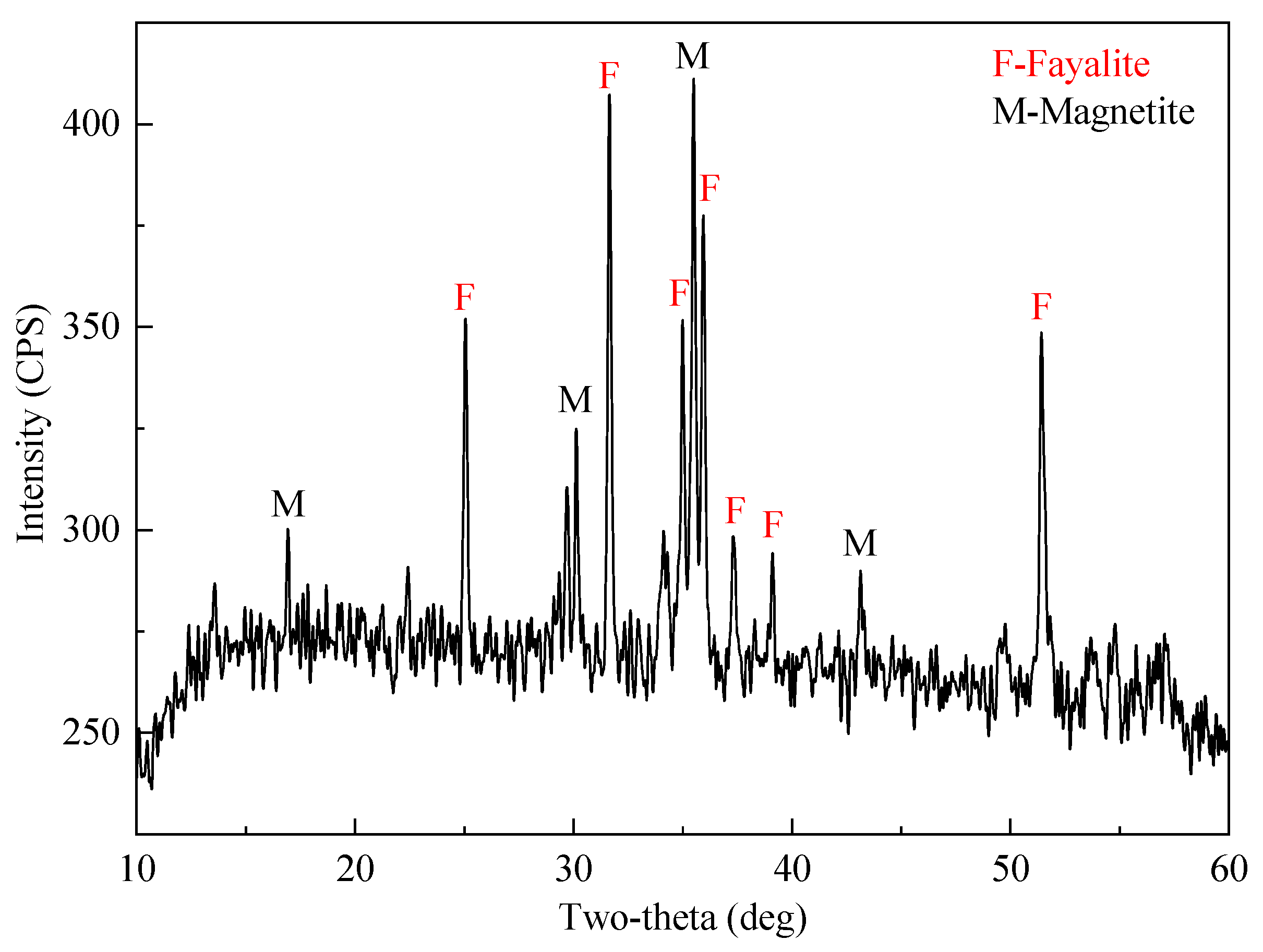
The Cu slag used in the study was collected from a smelter in Anhui Province, China. The chemical composition, XRD, mineral composition, and SEM coupled with energy-dispersive X-ray spectroscopy (EDS) analysis results are detailed in Table 1, Figure 1, Table 2 and Figure 2, respectively.
The main components of Cu slag were Fe (40.75%) and SiO2 (30.15%), and the content of Cu was 1.42% (Table 1). Due to the low content, the recovery of Pb, Zn and other elements is not considered.
The results of XRD (Figure 1) and mineral composition (Table 2) analyses showed that the main minerals in the Cu slag were fayalite (45.3%), magnetite (19.96%), and amorphous glass silicate (32.56%). In addition, the Cu-bearing minerals were Cu–S minerals (referring to minerals rich in Cu and S, 1.09%), Cu–As minerals (referring to minerals rich in Cu and As, 0.51%) and trace metallic Cu (0.02%).
The microstructure of raw Cu slag (Figure 2) confirmed that fayalite and magnetite were the main minerals in the slag. The average grain size of Cu-bearing minerals was less than 10 μm, and the particles were scattered in fayalite, magnetite, and glass silicate. Realizing monomer dissociation in this crystalline state was difficult for Cu-bearing minerals. Thus, a large amount of Cu easily entrained in tailings of flotation. Therefore, the crystalline state of Cu slag should be improved to ensure that Cu-bearing minerals easily realize monomer dissociation.
2.2. Experimental Methods
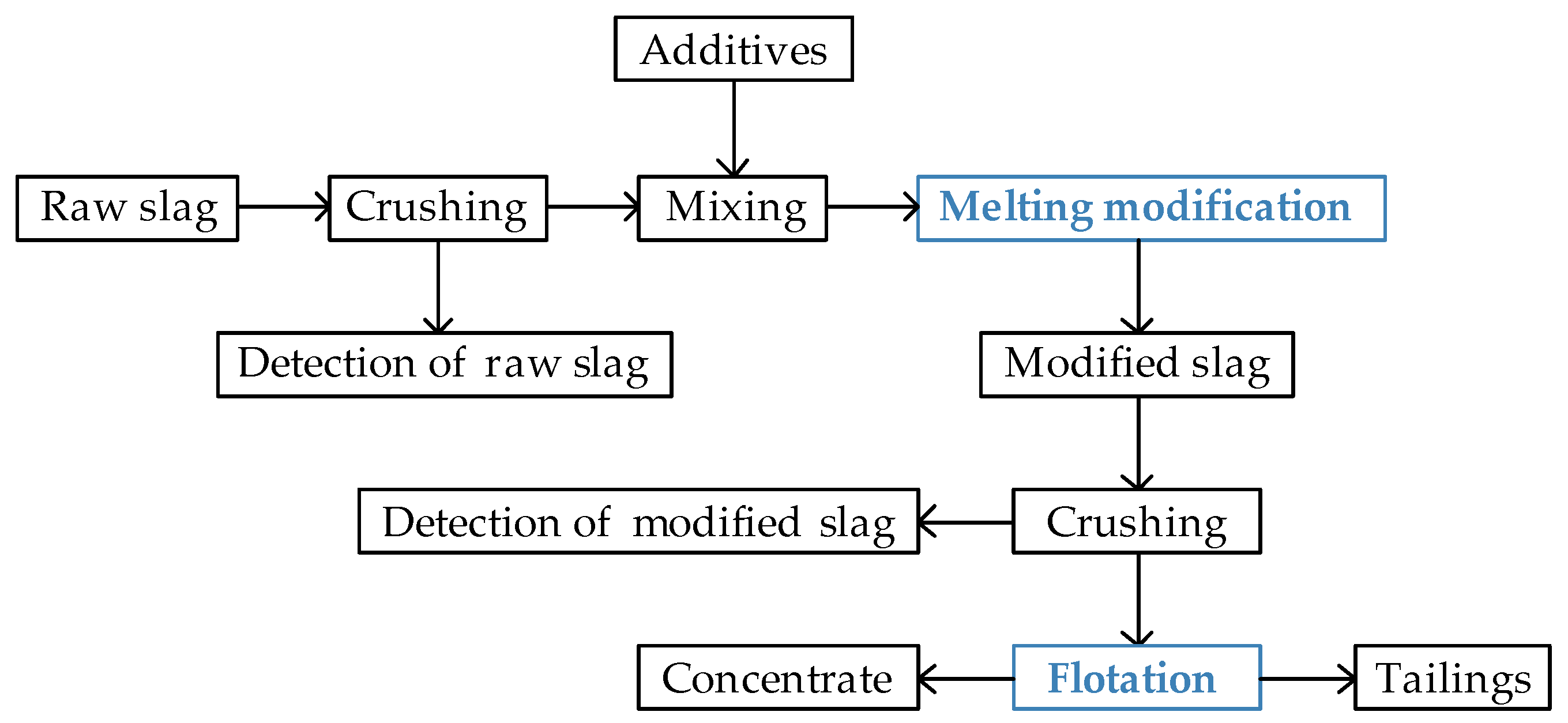
The whole experimental process of this study (Figure 3) consisted of two steps, namely, the melting modification of raw slag and the flotation of modified slag. In the first step, the raw slag was crushed to less than 0.074 mm. After taking some slag for chemical analysis, the remaining slag was mixed with additives for the melting modification. In the second step, the modified slag was also crushed to less than 2 mm, and a part of the modified slag was collected for XRD and SEM analysis, and the other part was used in the flotation test.
2.2.1. Melting Modification
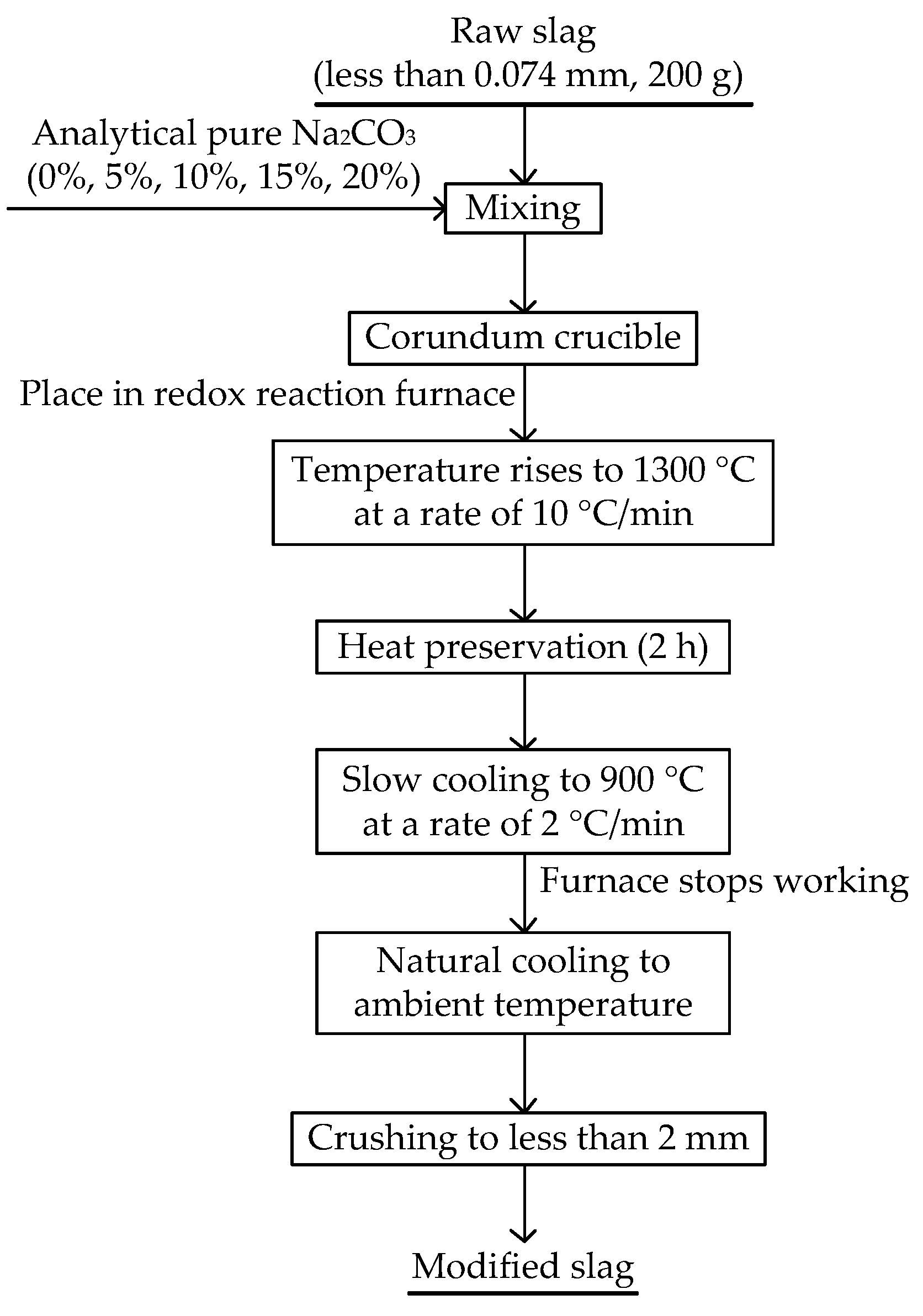
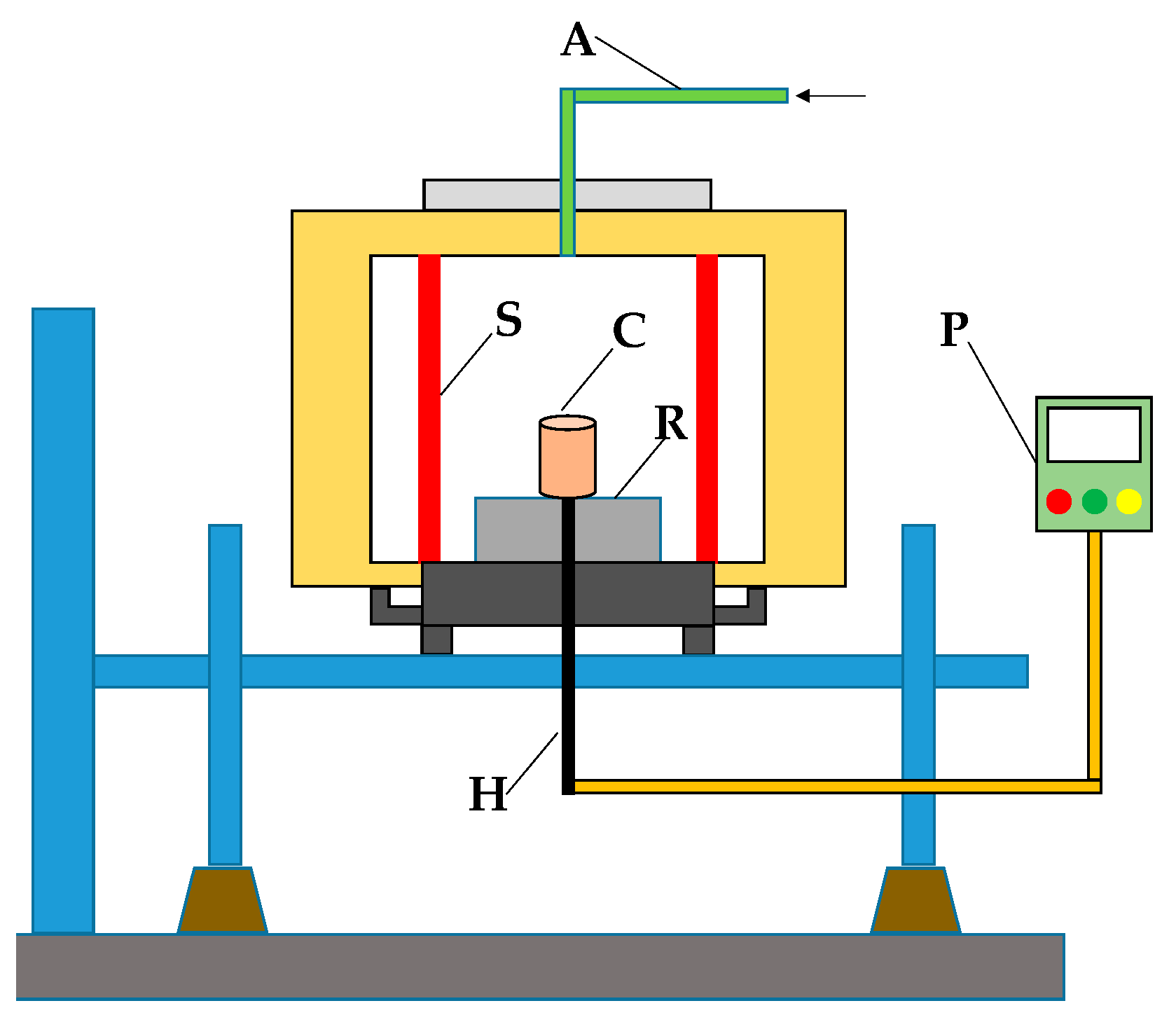
As depicted in Figure 4, the process of melting modification included the following steps. The Cu slag (200 g) with particle size less than 0.074 mm was evenly mixed with a certain amount (5–20%) of analytically pure Na2CO3 and poured into a 200 mL corundum crucible. These percentages represent the ratio of the mass of Na2CO3 to the mass of the raw slag. The crucible was placed into the redox reaction furnace (Figure 5), and the temperature was raised to 1300 °C at a rate of 10 °C/min. The temperature was maintained for 2 h for the temperature inside the furnace and slag to have enough time to become uniform and stabilize. The temperature of the redox reaction furnace was slowly cooled to 900 °C at the speed of 2 °C/min. The redox reaction furnace was opened, and the corundum crucible was naturally cooled to ambient temperature. The modified Cu slag was separated from the crucible by manual crushing, and then crushing to less than 2 mm by using a vibration mill for subsequent experiments.
2.2.2. Flotation
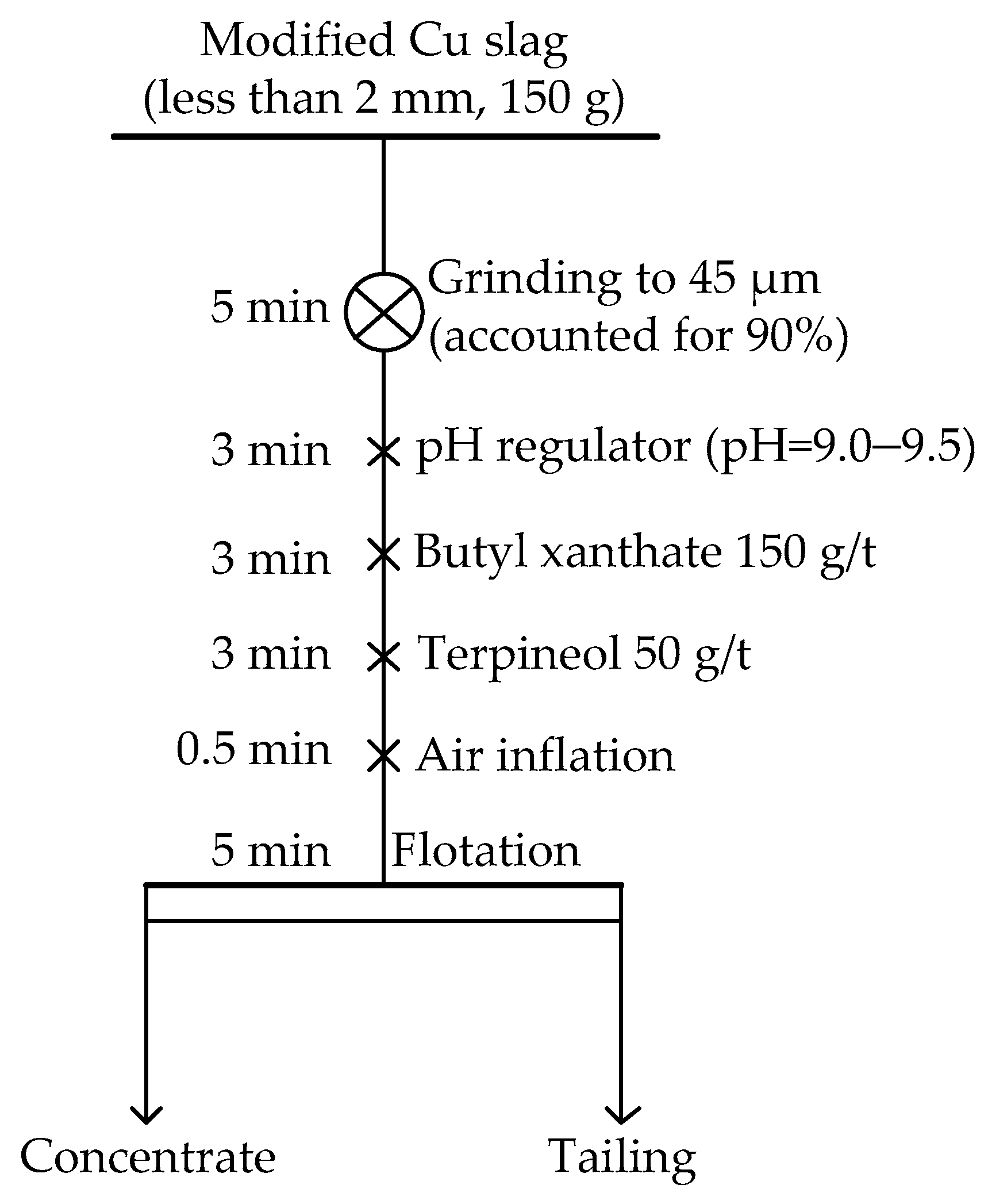
The whole flotation test consisted of two steps. A total of 150 g modified slags was ground to less than 45 μm (accounted for 90%). This fine slag was used for the flotation operation in accordance with the procedures shown in Figure 6. In the flotation process, the speed of the spindle of the flotation machine, speed of scraper, and aeration volume were 2150 r/min, 1950 r/min, and 8 dm3/min, respectively. The results of this flotation test were used to evaluate the modification effect of Na2CO3 on Cu slag.
2.2.3. Evaluating Indicator
The effect of Na2CO3 on the melting modification of Cu slag was evaluated by the flotation index of modified Cu slag. The higher the Cu recovery and grade of the flotation concentrate, the better the effect of melting modification. The Cu grade of flotation products can be obtained by chemical analysis, and the Cu recovery can be calculated using Equation (1).
where ε is the Cu recovery of flotation products (%), is the mass of flotation products (g), is the feed mass of modified slag for flotation (g), β is the Cu grade of flotation products (%), and α is the Cu grade of the modified slag for flotation (%).
2.2.4. Analytical Testing
The composition of the Cu slag was determined by chemical analysis on the basis of the national standards (GB/T 223.7-2002, Standards Press of China, Beijing, China and GB/T 15249.3-2009, Standards Press of China, Beijing, China). The minerals with complete crystal form in Cu slag were detected by XRD (D/Max-2500, RIGAKU, Tokyo, Japan). The mineral composition of Cu slag was detected by mineral liberation analyzer (MLA-650, JKTech, Queensland, Australia) made in USA. The microstructures of raw and modified slags were determined using the FEI Quata-200 SEM (FEI company, Hillsborough, OR, USA) and the EDAX32 genesis spectrometer (Ametek Inc., Paoli, CO, USA). SEM images were recorded in backscatter electron mode operating in low vacuum mode at 0.5 Torr and 20 keV. The Gibbs free energy of the main reactions in the process of the melting modification of Cu slag was calculated using the thermodynamic calculation software Factsage 7.1 (GTT, Washington, VA, USA), and the corresponding phase diagrams were drawn. The viscosity of the molten Cu slag was measured from 900 to 1300 °C by using the rotational spindle method, and the details were provided in [39].
3. Results and Discussion
3.1. Thermodynamic Analysis
In the process of melting modification of Cu slag, Na2CO3 is added to reshape the crystalline state of Cu slag. The reactions that possibly occur in the Fe2SiO4–Na2CO3 system are as follows:
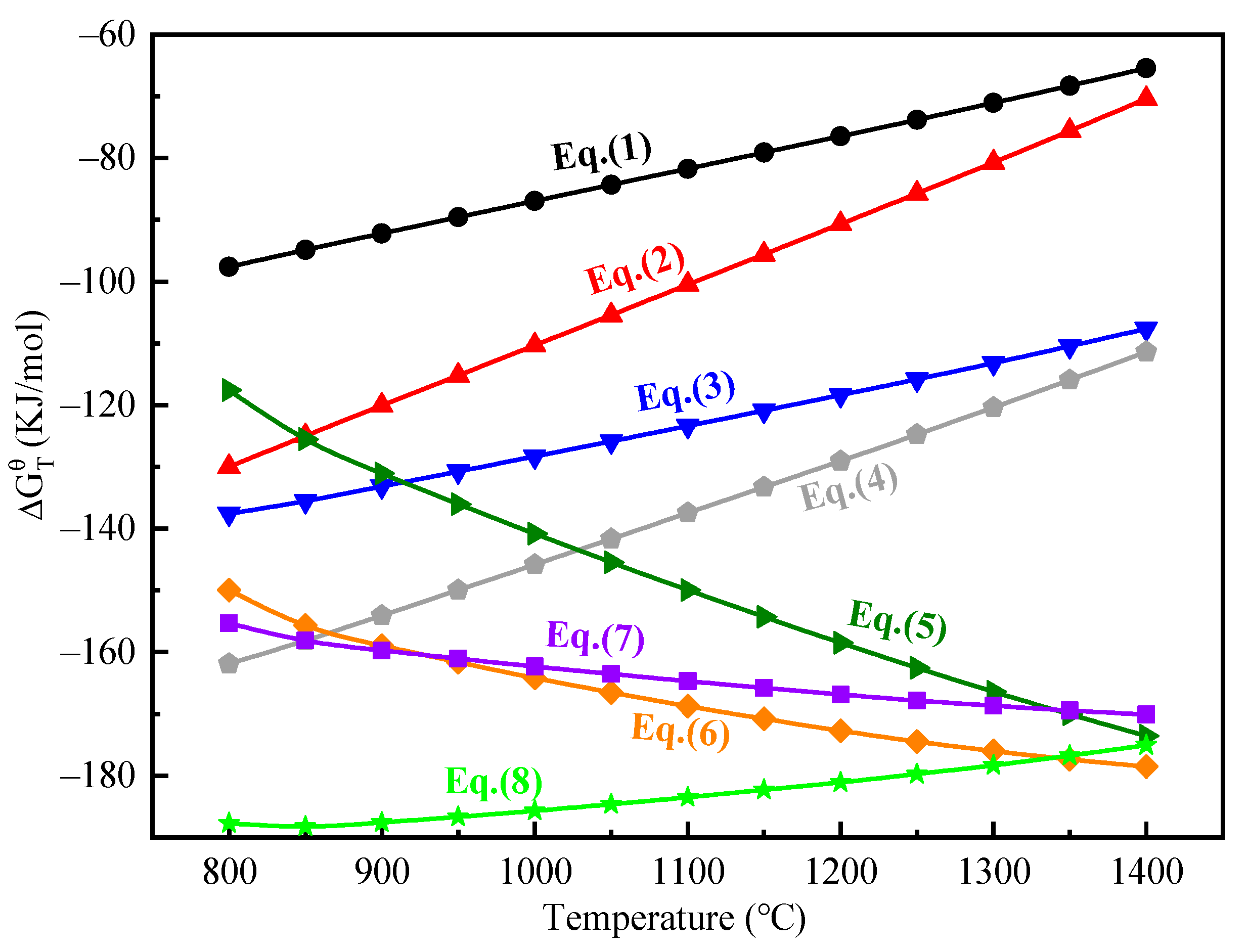
Figure 7 shows the relationship between the standard Gibbs free energy () of reactions (2)–(9) and temperature. The Gibbs free energy of reactions (2)–(9) is negative at 800–1400 °C, indicating that reactions (2)–(9) can occur spontaneously. The Gibbs free energy of reactions (4)–(9) is lower than that of reactions (2) and (3) at the same temperature, indicating that reactions (4)–(9) are more likely to happen. With no additive (reactions 2 and 3), fayalite is oxidized to SiO2, Fe3O4, and Fe2O3 with melting points of 1650 °C, 1594.5 °C, and 1565 °C, respectively. The melting points of these three substances are higher than the temperature of just discharged molten Cu slag (1300 °C). Therefore, these high-melting point materials crystallize and precipitate rapidly in the slag system, causing a sharp increase in the viscosity of the slag system. When Na2CO3 is added (reactions (4)–(9)), Fe3O4 or Fe2O3 with a high-melting point is formed in the reaction between fayalite and Na2CO3, but the Si element no longer exists as SiO2 with a high-melting point. By contrast, the Si element exists in the form of Na2SiO3, Na4SiO4, and NaFeSiO6 with low-melting points (1089 °C, 1088 °C, and 990 °C, respectively) [40].
The composition of matte generally determines its phase transition temperature. According to the Cu–Fe–S ternary phase diagram, the phase transition temperature of matte is about 1100 °C [41]. The melting points of Na2SiO3, Na4SiO4, and NaFeSiO6 are lower than the temperature of just discharged molten Cu slag and the phase transition temperature of matte. Therefore, the addition of Na2CO3 is beneficial to the inhibition of the transformation of fayalite to high-melting point substances and the promotion of the formation of low-melting point substances.
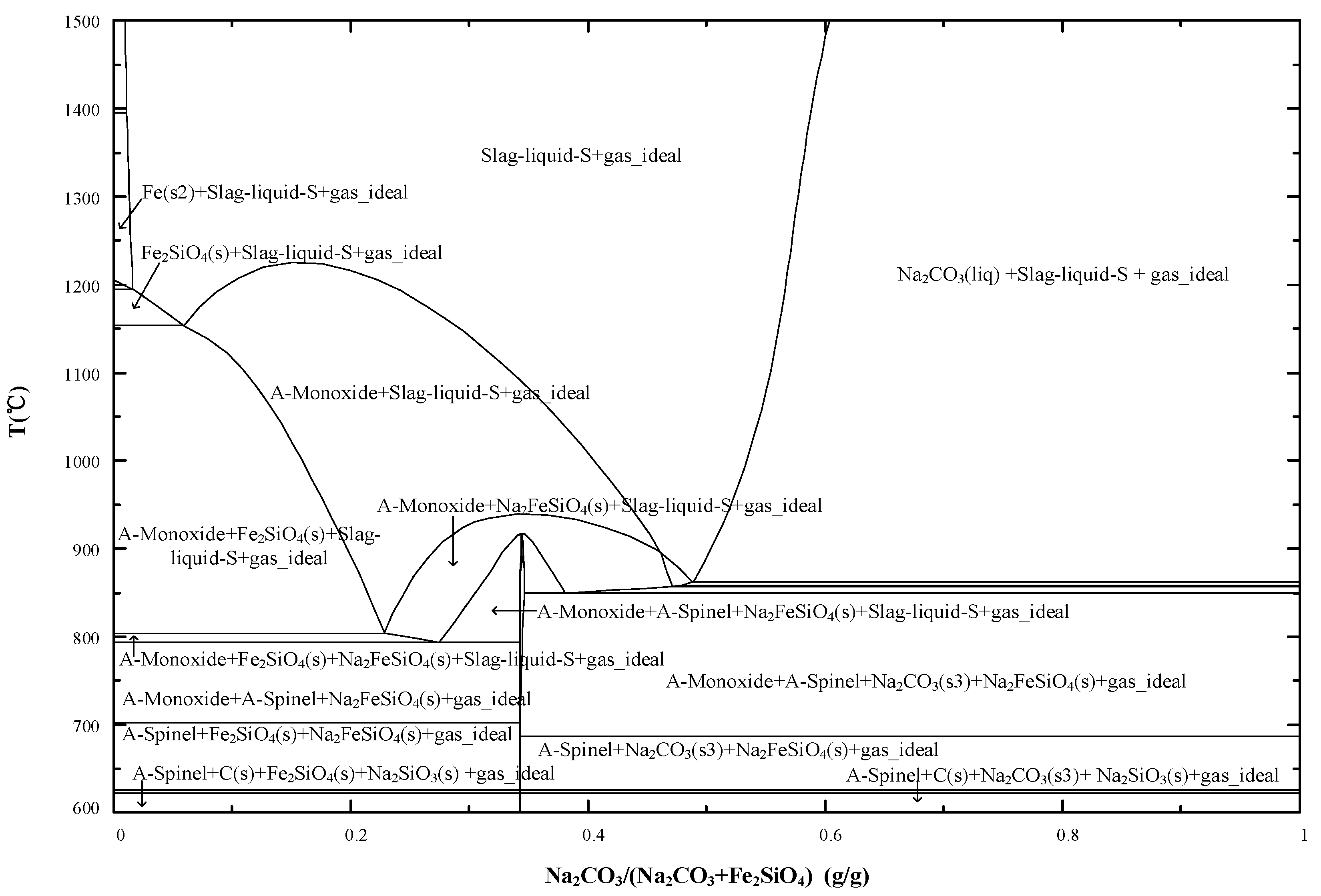
The binary phase diagram of the Fe2SiO4–Na2CO3 system (Figure 8) shows that the amount of Na2CO3 has a significant effect on the phase composition of the system. In the absence of Na2CO3, fayalite crystallizes and precipitates at about 1200 °C, which is higher than the phase transition temperature of matte. This phenomenon leads to increased viscosity of the molten Cu slag. As such, the aggregation of Cu-bearing minerals is difficult. When temperatures are higher than the precipitation temperature of matter, the precipitate of high-melting point materials is the fundamental reason for the scattered distribution of Cu-bearing minerals in the form of fine particles in the solid Cu slag. When Na2CO3 is added, the temperature of liquid phase formation decreases evidently, and the pure liquid phase region appears at a high temperature. The extinction temperature of the liquid phase is about 800 °C, which is much lower than the phase transition temperature of matte. Moreover, the precipitation temperature of fayalite and oxide crystals decreases with increasing Na2CO3 content. Therefore, the phase diagram analysis results agree with the Gibbs free energy analysis results. The addition of Na2CO3 in the process of melting modification can effectively reduce the viscosity of the slag system, thereby providing a good physical environment for the mutual aggregation of Cu-bearing minerals.
Notably, when the content of Na2CO3 exceeds a certain value, a part of Na2CO3 that does not participate in the reaction remains. The remaining Na2CO3 precipitates in the form of crystals during the cooling process of the system. The existence of these Na2CO3 crystals is not conducive to the regulation of pH in the flotation operation, thereby deteriorating the solution chemical environment of flotation. Therefore, too much Na2CO3 may reduce Cu recovery.
3.2. Viscosity Analysis
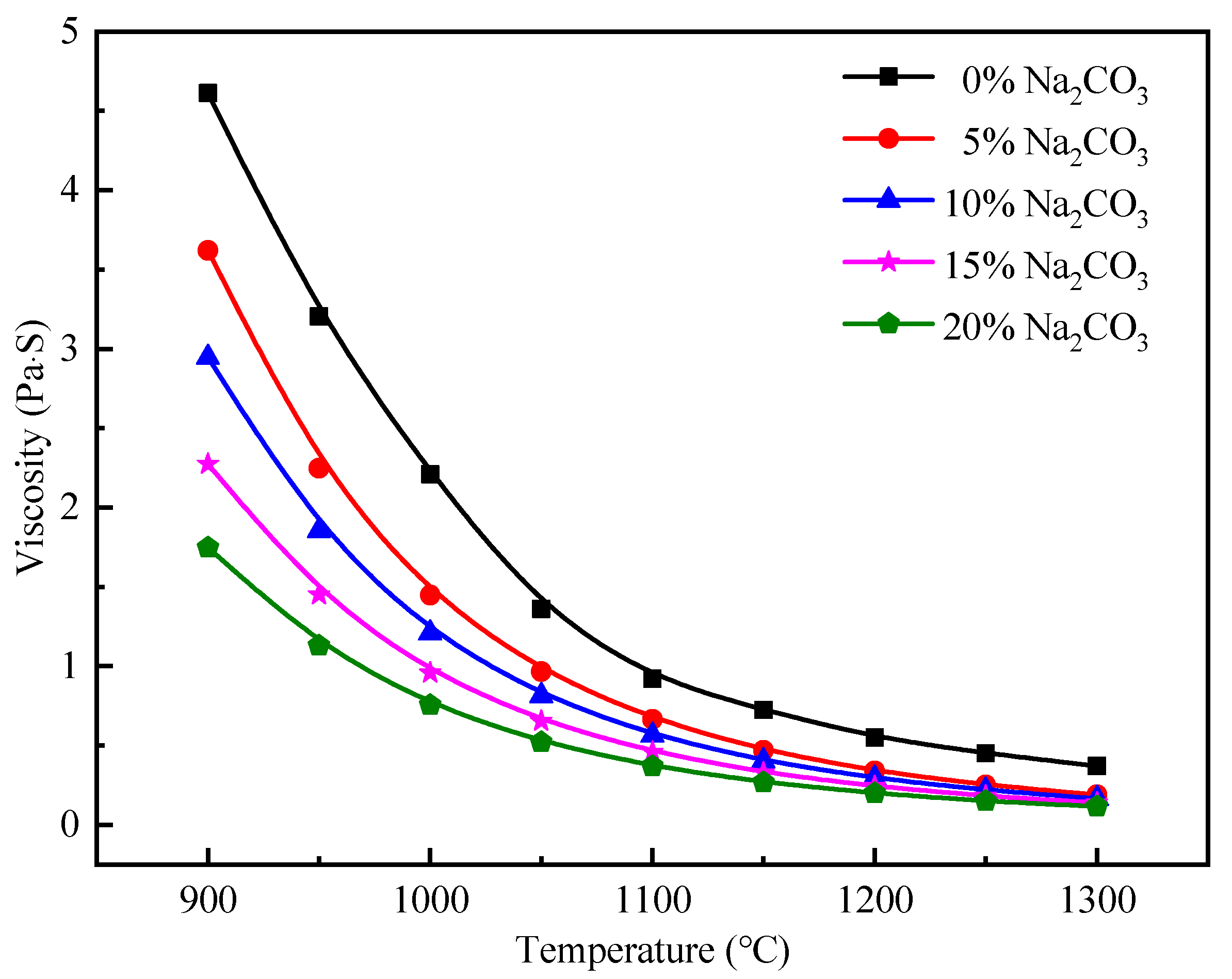
The effect of Na2CO3 dosage and temperature on the viscosity of molten Cu slag is shown in Figure 9. First, the diagram shows that the viscosity of the slag system is higher at a low temperature. This phenomenon is due to the precipitation and crystallization of more high-melting point materials at low temperature [42]. At temperatures below 1100 °C, the viscosity of the slag system rises sharply because the material with a melting point higher than 1100 °C crystallize and precipitate rapidly. Therefore, the content of high-melting point substances in the slag system should be reduced to decrease the viscosity of the slag system. Second, the viscosity of molten Cu slag decreases evidently with increasing Na2CO3 dosage at the same temperature. This finding shows that adding Na2CO3 in the process of melting modification of Cu slag can promote the transformation of high-melting point substances into low-melting point substances. The results of the viscosity analysis are consistent with those of Section 3.1, which fully shows that Na2CO3 can reduce the viscosity of Cu slag and improve the fluidity of Cu-bearing minerals.
3.3. Mineralogical Characterization
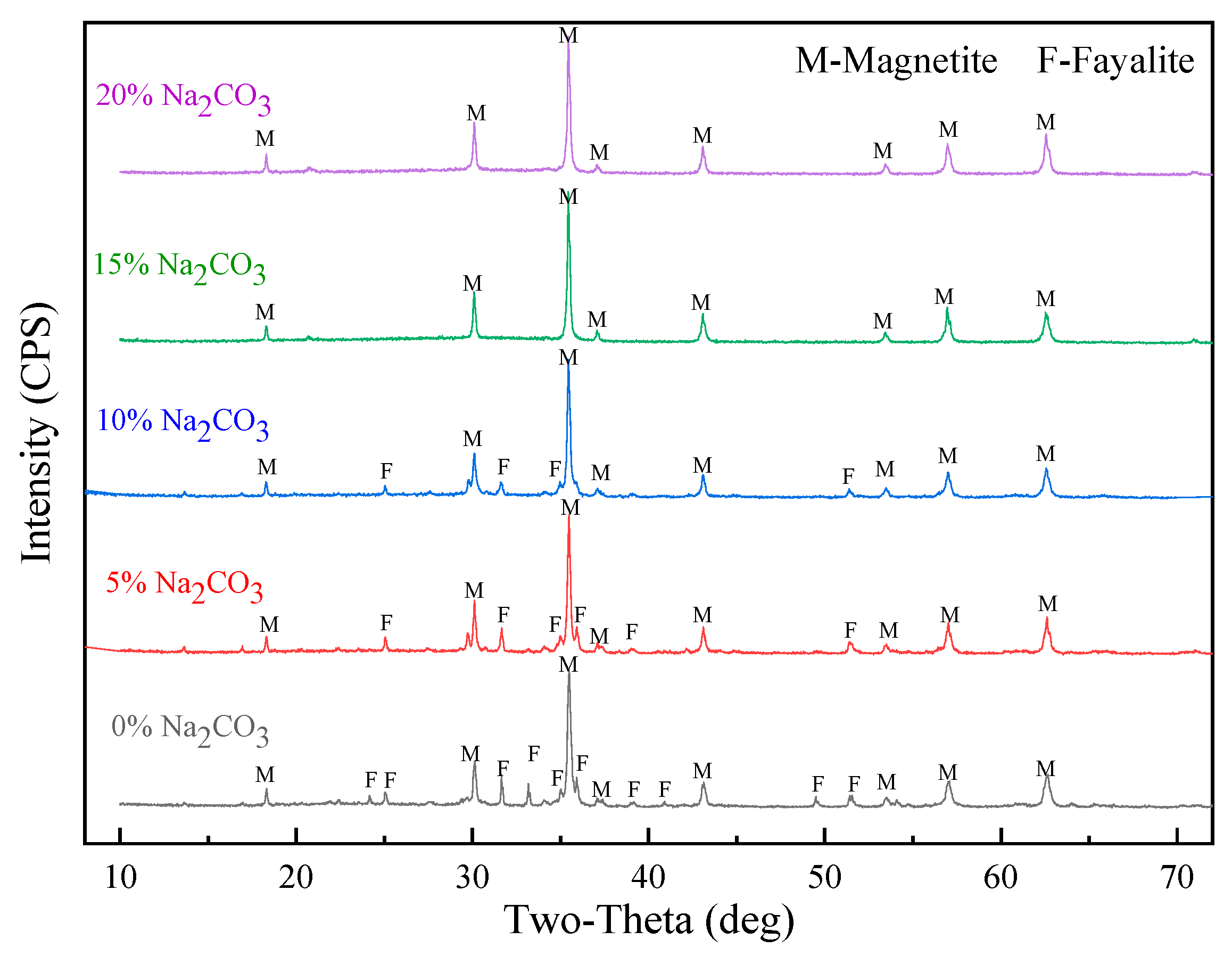
XRD was used to study the phase change in the modified Cu slag with different Na2CO3 contents. Results are shown in Figure 10. Increasing the Na2CO3 dosage gradually decreases the diffraction peak of fayalite until it disappears. The diffraction peak of magnetite is slightly strengthened. According to the principle of XRD, the ratio of peak areas in the XRD spectra is proportional to the mineral content, and the change in the diffraction intensity of the same minerals can approximately reflect the change in its content [43]. Therefore, when the amount of Na2CO3 increases from 0 to 20%, the content of fayalite decreases gradually until it disappears, and the content of magnetite increases slightly. This result justifies reactions (2)–(9). In addition, the diffraction peaks of fayalite disappear when the amount of Na2CO3 is 15%, which indicates that the fayalite in the slag has been completely decomposed by Na2CO3. If the amount of Na2CO3 continues to increase, the excess Na2CO3 precipitates as crystal in the cooling process of the Cu slag because it does not participate in the reaction. This result is in good agreement with that of the binary phase diagram of the Fe2SiO4–Na2CO3 system.
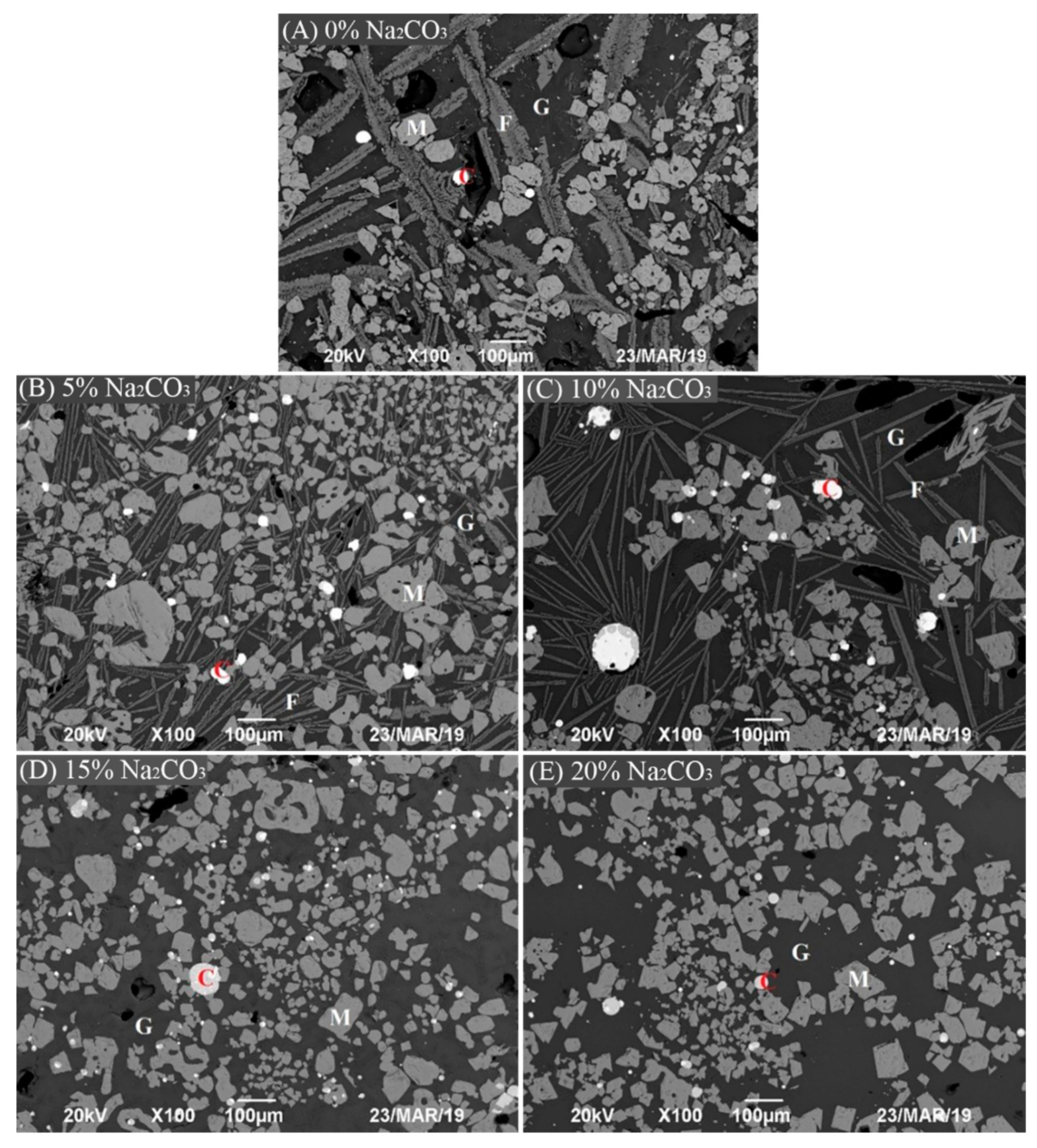
The content of Cu-bearing minerals is too low to be detected by XRD analysis. In this study, the morphological changes of Cu-bearing minerals in the process of Cu slag melting modification are further analyzed using SEM. Figure 11 shows the morphology of the modified Cu slag at different Na2CO3 dosages.
Figure 11 shows that the morphological of Cu slag and the grain size of Cu-bearing minerals change significantly with increasing Na2CO3 dosage. In the absence of Na2CO3 (Figure 11A), Cu-bearing minerals are embedded in fayalite or glassy silicates in extremely small round grains. Occasionally, Cu-bearing mineral particles with a grain size of 20 μm can be seen. Fayalite exists as a long strip with an average width greater than 50 μm. The content of glassy silicates is relatively low. When the amount of Na2CO3 is 5% (Figure 11B), the average grain size of Cu-bearing minerals increases to 20 μm. Most of magnetite is distributed in the slag as equidimensional euhedral shape particles, thereby forming a complex distribution relationship with Cu-bearing minerals. The morphology of fayalite changes into fine strips, and its content decreases. With increasing Na2CO3 content from 5% to 10% (Figure 11C), the average grain size of Cu-bearing minerals increases to 40 μm. The maximum grain size of Cu-bearing minerals reaches 100 μm. In addition, a simple distribution relationship is formed between Cu-bearing minerals and gangue minerals. Although fayalite still exists in the form of long strips, its average width and content are evidently reduced. The contents of glassy silicates and magnetite increase slightly. No significant difference is observed in the grain size of Cu-bearing when 10% and 15% Na2CO3 are used (Figure 11D). Fayalite completely disappears, and the content of magnetite slightly increases, which is also consistent with the results of XRD. The morphology of Cu-bearing minerals, magnetite, and glassy silicates in the Cu slag at 20% Na2CO3 are similar to those at 15% Na2CO3 (Figure 11E).
By comparing the morphology characteristics of Cu slag with different Na2CO3 contents, the crystalline state of Cu slag and grain size of Cu-bearing minerals can be improved evidently under the optimal Na2CO3 content. On the one hand, the average grain size of Cu-bearing minerals increases evidently. On the other hand, the embedding relationship between Cu-bearing and gangue minerals tends to be simplified. These two aspects are just the important factors for the recovery of Cu by flotation. In brief, the appropriate amount of Na2CO3 can optimize the crystalline state of Cu slag in the direction of Cu recovery by flotation.
3.4. Flotation Experiment
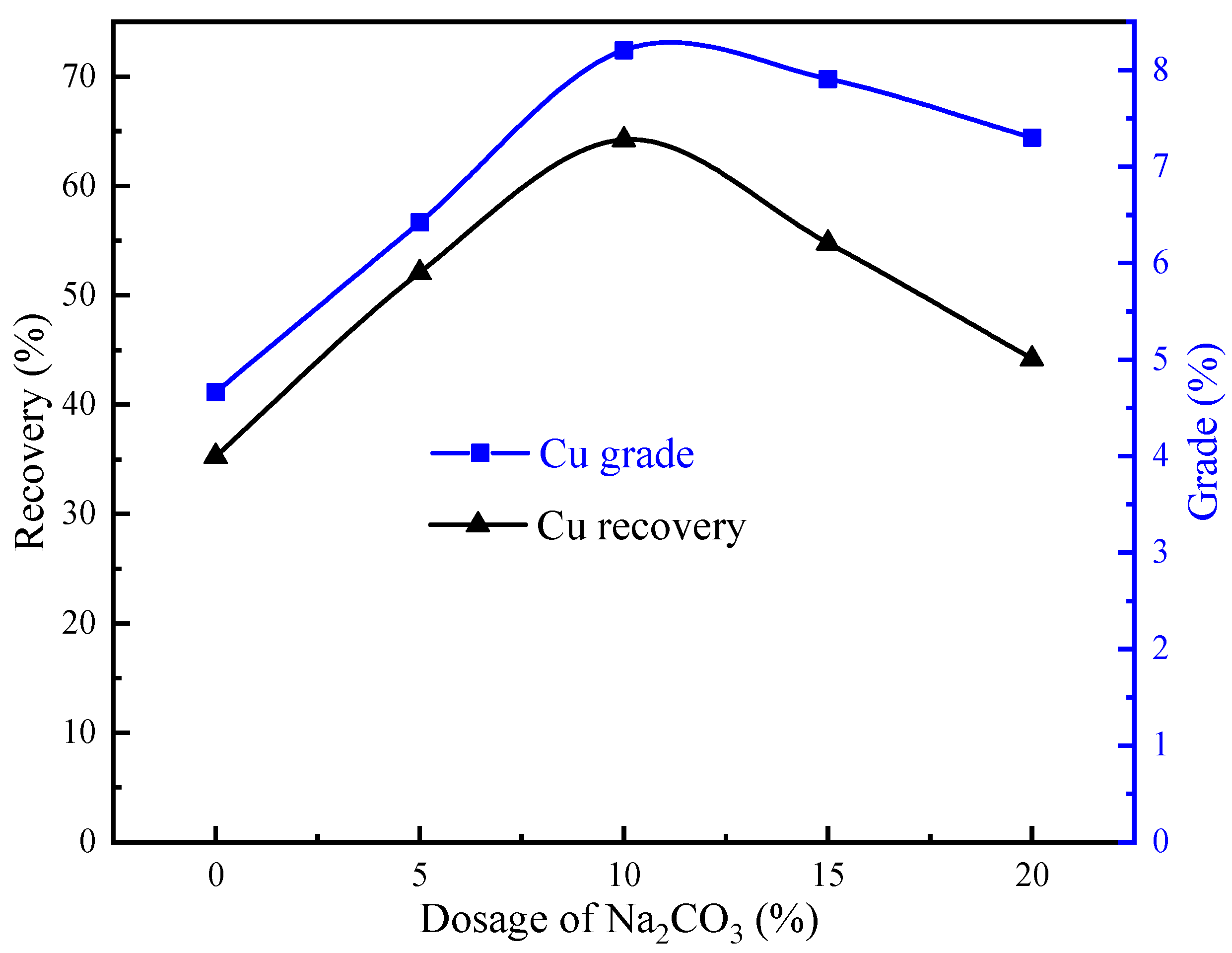
In Section 3.1, Section 3.2 and Section 3.3, the mechanism of Na2CO3 in the process of Cu slag melting modification is analyzed from three aspects, namely, thermodynamics, viscosity, and mineralogical characterization. In this section, the actual effect of Na2CO3 on the Cu slag melting modification is investigated by comparing the Cu recovery of modified Cu slag with different Na2CO3 dosages. The results are shown in Figure 12.
According to the results, the addition of Na2CO3 can evidently improve the Cu recovery by flotation. With increased Na2CO3 content from 0% to 20%, the Cu grade and recovery of Cu flotation concentrate increase and then decrease. At 10% Na2CO3, the recovery index of Cu reaches the optimal value. The Cu grade and recovery of Cu concentrate are 8.206% and 64.21%, respectively, which are 3.544% and 28.94%, respectively, higher than those without Na2CO3. When the amount of Na2CO3 is further increased, the Cu grade and the recovery of Cu concentrate are decreased. In thermodynamic analysis, excessive Na2CO3 deteriorates the solution chemical environment in modified Cu slag flotation. Therefore, at Na2CO3 more than 10%, the recovery index of Cu shows a downward trend. Notably, when the amount of Na2CO3 is 20%, although the recovery index of Cu is relatively poor, it is also higher than that without Na2CO3. This phenomenon shows that the melting modification of Cu slag by Na2CO3 can improve the Cu recovery index. The Cu grade and the recovery of Cu slag flotation concentrate can reach the maximum value under the appropriate Na2CO3 dosage.
4. Conclusions
In this paper, a series of laboratory tests was carried out to explore the role of Na2CO3 in the process of Cu slag melting modification and its influence on Cu recovery by flotation. The following conclusions are drawn:
Na2CO3 can reduce the viscosity of slag system by promoting the transformation of fayalite to Na2SiO3, Na4SiO4, and NaFeSi3O6 with low-melting point. The crystallization state of Cu slag was improved obviously when the viscosity of slag system decreased. The grain size of Cu-bearing minerals has grown significantly and its intercalation relationship with gangue minerals has also been simplified, which is conducive to Cu recovery by flotation. Compared with no addition of Na2CO3, the optimal Na2CO3 dosage results in increased Cu grade and recovery of Cu flotation concentrate by 3.544% and 28.94%, respectively.
In conclusion, using Na2CO3 to optimize the crystalline state of Cu slag and improve the floatability of Cu-bearing minerals has theoretical feasibility. Moreover, this strategy has good application prospect in industry and is worthy of further exploration.
Author Contributions
Conception and experimental design, R.L. and W.S.; implementation of the experimental, Q.Z., C.W. and X.L.; preparation of experimental materials, C.W. and X.L.; data curation, R.L.; writing—original draft preparation, Q.Z.; writing—review and editing, R.L.; supervision, R.L.; project administration, R.L.; funding acquisition, R.L. and W.S. All authors have read and agreed to the published version of the manuscript.
Funding
This study was financially supported by the National Key Scientific Research Project (Grant Nos. 2018YFC1900305, 2018YFC1901601, 2018YFC1901602, and 2018YFC1901605).
Acknowledgments
We would like to thank the Central South University for providing us with the experimental platform.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhang, L.; Cai, Z.; Yang, J.; Yuan, Z.; Chen, Y. The future of copper in China—A perspective based on analysis of copper flows and stocks. Sci. Total Environ. 2015, 536, 142–149. [Google Scholar] [CrossRef] [PubMed]
- Bellemans, I.; De Wilde, E.; Moelans, N.; Verbeken, K. Metal losses in pyrometallurgical operations–A review. Adv. Colloid Interface Sci. 2018, 255, 47–63. [Google Scholar] [CrossRef] [PubMed]
- Fan, Y.; Shibata, E.; Iizuka, A.; Nakamura, T. Crystallization Behaviors of Copper Smelter Slag Studied Using Time-Temperature-Transformation Diagram. Mater. Trans. 2014, 55, 958–963. [Google Scholar] [CrossRef] [Green Version]
- Potysz, A.; Van Hullebusch, E.D.; Kierczak, J.; Grybos, M.; Lens, P.N.L.; Guibaud, G. Copper Metallurgical Slags—Current Knowledge and Fate: A Review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 2424–2488. [Google Scholar] [CrossRef]
- Dash, U.; Mishra, B.K.; Angadi, S.; Pradhan, S.K.; Prakash, S.; Mohanty, J. Characterization and recovery of copper values from discarded slag. Waste Manag. Res. 2009, 28, 561–567. [Google Scholar] [CrossRef]
- Shi, C.; Meyer, C.; Behnood, A. Utilization of copper slag in cement and concrete. Resour. Conserv. Recycl. 2008, 52, 1115–1120. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 2003, 23, 933–949. [Google Scholar] [CrossRef]
- Gorai, B.; Jana, R. Premchand Characteristics and utilisation of copper slag—A review. Resour. Conserv. Recycl. 2003, 39, 299–313. [Google Scholar] [CrossRef]
- Sánchez, M.; Sudbury, M. Physicochemical characterization of copper slag and alternatives of friendly environmental management. J. Min. Met. Sect. B Met. 2013, 49, 161–168. [Google Scholar] [CrossRef]
- Alter, H. The composition and environmental hazard of copper slags in the context of the Basel Convention. Resour. Conserv. Recycl. 2005, 43, 353–360. [Google Scholar] [CrossRef]
- Antonijevi, M.; Dimitrijević, M.; Stevanović, Z.; Šerbula, S.; Bogdanović, G. Investigation of the possibility of copper recovery from the flotation tailings by acid leaching. J. Hazard. Mater. 2008, 158, 23–34. [Google Scholar] [CrossRef] [PubMed]
- Dimitrijevic, M.; Kostov, A.; Tasić, V.; Milošević, N. Influence of pyrometallurgical copper production on the environment. J. Hazard. Mater. 2009, 164, 892–899. [Google Scholar] [CrossRef] [PubMed]
- Maweja, K.; Mukongo, T.; Mutombo, I. Cleaning of a copper matte smelting slag from a water-jacket furnace by direct reduction of heavy metals. J. Hazard. Mater. 2009, 164, 856–862. [Google Scholar] [CrossRef] [PubMed]
- Guo, Z.; Pan, J.; Zhu, D.; Zhang, F. Green and efficient utilization of waste ferric-oxide desulfurizer to clean waste copper slag by the smelting reduction-sulfurizing process. J. Clean. Prod. 2018, 199, 891–899. [Google Scholar] [CrossRef]
- Jak, E.; Shishin, D.; Hawker, W.; Vaughan, J.; Hayes, P.C. Improved Copper Smelter and Converter Productivity through the Use of a Novel High-Grade Feed; Springer: Cham, Switzerland, 2018; pp. 265–271. [Google Scholar]
- Muravyov, M.I.; Fomchenko, N.V.; Usoltsev, A.V.; Vasilyev, E.A.; Kondrat’Eva, T.F. Leaching of copper and zinc from copper converter slag flotation tailings using H2SO4 and biologically generated Fe2(SO4)3. Hydrometallurgy 2012, 119, 40–46. [Google Scholar] [CrossRef]
- Panda, S.; Mishra, S.; Rao, D.S.; Pradhan, N.; Mohapatra, U.; Angadi, S.; Mishra, B.K. Extraction of copper from copper slag: Mineralogical insights, physical beneficiation and bioleaching studies. Korean J. Chem. Eng. 2015, 32, 667–676. [Google Scholar] [CrossRef]
- Nadirov, R.K.; Syzdykova, L.I.; Zhussupova, A.K.; Usserbaev, M.T. Recovery of value metals from copper smelter slag by ammonium chloride treatment. Int. J. Miner. Process. 2013, 124, 145–149. [Google Scholar] [CrossRef]
- Huang, F.; Liao, Y.; Zhou, J.; Wang, Y.; Li, H. Selective recovery of valuable metals from nickel converter slag at elevated temperature with sulfuric acid solution. Sep. Purif. Technol. 2015, 156, 572–581. [Google Scholar] [CrossRef]
- Khalid, M.K.; Hamuyuni, J.; Agarwal, V.; Pihlasalo, J.; Haapalainen, M.; Reuter, M. Sulfuric acid leaching for capturing value from copper rich converter slag. J. Clean. Prod. 2019, 215, 1005–1013. [Google Scholar] [CrossRef]
- Altundoǧan, H.; Tümen, F.; Altundoğan, H. Metal recovery from copper converter slag by roasting with ferric sulphate. Hydrometallurgy 1997, 44, 261–267. [Google Scholar] [CrossRef]
- Štirbanović, Z.; Markovic, Z.S. The Effect of Copper Bearing Particles Liberation on Copper Recovery from Smelter Slag by Flotation. Sep. Sci. Technol. 2011, 46, 2496–2500. [Google Scholar] [CrossRef]
- Bruckard, W.; Somerville, M.; Hao, F. The recovery of copper, by flotation, from calcium-ferrite-based slags made in continuous pilot plant smelting trials. Miner. Eng. 2004, 17, 495–504. [Google Scholar] [CrossRef]
- Karimi, N.; Vaghar, R.; Mohammadi, M.R.T.; Hashemi, S.A. Recovery of Copper from the Slag of Khatoonabad Flash Smelting Furnace by Flotation Method. J. Inst. Eng. (India) Ser. D 2013, 94, 43–50. [Google Scholar] [CrossRef]
- Roy, S.; Datta, A.; Rehani, S. Flotation of copper sulphide from copper smelter slag using multiple collectors and their mixtures. Int. J. Miner. Process. 2015, 143, 43–49. [Google Scholar] [CrossRef]
- Shamsi, M.; Noaparast, M.; Shafaie, S.Z.; Gharabaghi, M. Synergism effect of collectors on copper recovery in flotation of copper smelting slags. Geosystem Eng. 2015, 19, 1–12. [Google Scholar] [CrossRef]
- Rusen, A.; Geveci, A.; Topkaya, Y.A.; Rüşen, A. Minimization of copper losses to slag in matte smelting by colemanite addition. Solid State Sci. 2012, 14, 1702–1704. [Google Scholar] [CrossRef]
- Topçu, M.A.; Rüşen, A.; Derin, B. Minimizing of copper losses to converter slag by a boron compound addition. J. Mater. Res. Technol. 2019, 8, 6244–6252. [Google Scholar] [CrossRef]
- Jalkanen, H.; Vehviläinen, J.; Poijärvi, J. Copper in solidified copper smelter slags. Scand. J. Met. 2003, 32, 65–70. [Google Scholar] [CrossRef]
- Djordjević, P.; Mitevska, N.; Mihajlović, I.; Nikolic, D.; Živković, Ž. Effect of the Slag Basicity on the Coefficient of Distribution Between Copper Matte and the Slag for Certain Metals. Miner. Process. Extr. Met. Rev. 2013, 35, 202–207. [Google Scholar] [CrossRef]
- Wang, X.; Geysen, D.; Tinoco, S.V.P.; D’Hoker, N.; Van Gerven, T.; Blanpain, B. Characterisation of copper slag in view of metal recovery. Miner. Process. Extr. Met. 2015, 124, 83–87. [Google Scholar] [CrossRef]
- Guo, Z.; Zhu, D.; Pan, J.; Yao, W.; Xu, W.; Chen, J. Effect of Na2CO3 Addition on Carbothermic Reduction of Copper Smelting Slag to Prepare Crude Fe-Cu Alloy. JOM 2017, 69, 1688–1695. [Google Scholar] [CrossRef]
- Li, S.; Pan, J.; Zhu, D.; Guo, Z.; Xu, J.; Chou, J. A novel process to upgrade the copper slag by direct reduction-magnetic separation with the addition of Na2CO3 and CaO. Powder Technol. 2019, 347, 159–169. [Google Scholar] [CrossRef]
- Guo, Z.-Q.; Zhu, D.; Pan, J.; Zhang, F. Mechanism of Mineral Phase Reconstruction for Improving the Beneficiation of Copper and Iron from Copper Slag. JOM 2016, 68, 2341–2348. [Google Scholar] [CrossRef]
- Selivanov, E.N.; Gulyaeva, R.I.; Zelyutin, D.I.; Belyaev, V.V.; Selmenskikh, N.I. Influence of Cooling Speed on Slag Structure from Smelting of Copper-Zinc Concentrates in Vanyukov Furnace. Tsvetnye Met. 2009, 12, 27–31. [Google Scholar]
- Sarrafi, A.; Rahmati, B.; Hassani, H.; Shirazi, H. Recovery of copper from reverberatory furnace slag by flotation. Miner. Eng. 2004, 17, 457–459. [Google Scholar] [CrossRef]
- Mihajlović, A.; Kamberović, Ž.; Korac, M.; Gavrilovski, M.; Jovanović, N. The effect of primary copper slag cooling rate on the copper valorization in the flotation process. Met. Mater. Eng. 2015, 21, 127–141. [Google Scholar] [CrossRef] [Green Version]
- Durinck, D.; Engström, F.; Arnout, S.; Heulens, J.; Jones, P.; Björkman, B.; Blanpain, B.; Wollants, P. Hot stage processing of metallurgical slags. Resour. Conserv. Recycl. 2008, 52, 1121–1131. [Google Scholar] [CrossRef]
- Serra, R.S.; Cabanilles, C.T.; Meseguer-Dueñas, J.M.; Ribelles, J.L.G.; Molina-Mateo, J. Conformation and dynamics of a diluted chain in the presence of an adsorbing wall: A simulation with the bond fluctuation model. J. Non Cryst. Solids 2014, 402, 7–15. [Google Scholar] [CrossRef]
- Yu, J.; Chen, Y.-H.; Chen, G.; Wang, L. Experimental study of the feasibility of using anhydrous sodium metasilicate as a geopolymer activator for soil stabilization. Eng. Geol. 2020, 264, 105316. [Google Scholar] [CrossRef]
- Liu, J.; Gui, W.-H.; Xie, Y.; Yang, C.-H. Dynamic modeling of copper flash smelting process at a Smelter in China. Appl. Math. Model. 2014, 38, 2206–2213. [Google Scholar] [CrossRef]
- Cao, H.; Wang, J.; Zhang, L.; Sui, Z. Study on Green Enrichment and Separation of Copper and Iron Components from Copper Converter Slag. Procedia Environ. Sci. 2012, 16, 740–748. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Li, X.; Li, W.; Wen, X.; Li, X.; Bai, Z.; Guo, Z.; Li, H. The internal and external factor on coal ash slag viscosity at high temperatures, Part 1: Effect of cooling rate on slag viscosity, measured continuously. Fuel 2015, 158, 968–975. [Google Scholar] [CrossRef]
Figure 1.
XRD spectrum of the sample.

Figure 2.
SEM–EDS results of the sample (C—Cu-bearing minerals, F—Fayalite, M—Magnetite, G—Glassy silicates).
Figure 2.
SEM–EDS results of the sample (C—Cu-bearing minerals, F—Fayalite, M—Magnetite, G—Glassy silicates).

Figure 3.
Melting modification–flotation test flowsheet of Cu slag.

Figure 4.
Melting modification test flowsheet of Cu slag.

Figure 5.
Schematic of the redox reaction furnace (A—Air intake, S—Silicon–Molybdenum Bar, C—Corundum crucible, R—Refractory base, H—Heating couple, P—Programmable Logic Controller).
Figure 5.
Schematic of the redox reaction furnace (A—Air intake, S—Silicon–Molybdenum Bar, C—Corundum crucible, R—Refractory base, H—Heating couple, P—Programmable Logic Controller).

Figure 6.
Flotation flowsheet of modified slag.

Figure 7.
Correlation of the standard free energy () with temperature for Equations (2)–(9).

Figure 8.
Binary phase diagram of Fe2SiO4–Na2CO3 (The simulation is carried out at 1 atm).

Figure 9.
Relationship between the viscosity and the temperature of molten Cu slag containing different Na2CO3 dosages.
Figure 9.
Relationship between the viscosity and the temperature of molten Cu slag containing different Na2CO3 dosages.

Figure 10.
XRD spectra of Cu slag with different amounts of Na2CO3 (CPS—Count per second).

Figure 11.
SEM images of Cu slag with different amounts of Na2CO3 (C—Cu-bearing minerals, M—Magnetite, F—Fayalite, G—Glassy silicates).
Figure 11.
SEM images of Cu slag with different amounts of Na2CO3 (C—Cu-bearing minerals, M—Magnetite, F—Fayalite, G—Glassy silicates).

Figure 12.
Effects of Na2CO3 on the Cu recovery of modified Cu slag.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of the sample.
| Element | Cu | Fe | S | As | Pb | Zn | Mo | Sb | Co | Ni |
| Content (%) | 1.42 | 40.75 | 0.35 | 0.34 | 0.33 | 1.83 | 0.31 | 0.24 | 0.09 | 0.07 |
| Element | Cr | Rb | SiO2 | Al2O3 | CaO | MgO | TiO2 | Na2O | K2O | Other |
| Content (%) | 0.68 | 0.11 | 30.15 | 3.98 | 2.56 | 1.49 | 2.28 | 2.47 | 2.53 | 8.02 |
Table 2.
Mineral composition of the sample.
| Mineral | Formula | Content (%) |
|---|---|---|
| Metallic Cu | Cu | 0.02 |
| Cu-S minerals | Minerals rich in Cu and S | 1.09 |
| Cu-As minerals | Minerals rich in Cu and As | 0.51 |
| Magnetite | Fe3O4 | 19.96 |
| Fayalite | Fe2SiO4 | 45.30 |
| Glassy silicate | Fe, Al silicate | 32.56 |
| Other | — | 0.56 |
“—”: There is no exact chemical formula for other mineral components in the sample.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, R.; Zhai, Q.; Wang, C.; Li, X.; Sun, W. Optimizing the Crystalline State of Cu Slag by Na2CO3 to Improve Cu Recovery by Flotation. Minerals 2020, 10, 820. https://doi.org/10.3390/min10090820
AMA Style
Liu R, Zhai Q, Wang C, Li X, Sun W. Optimizing the Crystalline State of Cu Slag by Na2CO3 to Improve Cu Recovery by Flotation. Minerals. 2020; 10(9):820. https://doi.org/10.3390/min10090820
Chicago/Turabian StyleLiu, Runqing, Qilin Zhai, Chen Wang, Xiong Li, and Wei Sun. 2020. "Optimizing the Crystalline State of Cu Slag by Na2CO3 to Improve Cu Recovery by Flotation" Minerals 10, no. 9: 820. https://doi.org/10.3390/min10090820
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.