
Abstract
The present paper concerns the partial updraft gasification of wheat–rye straw pellets, using air as a gasification agent. The aim of this paper is to examine the impact of biochar and ash outflow during the updraft gasification process on the parameters of the latter. For this purpose, a series of five experiments with different parameters of biochar and ash outflow and a reference experiment were carried out with a constant amount of supplied air. The results of the research show that higher volumetric outflows of biochar and ash increase the calorific value (from 6.7 to 7.4 MJ/Nm3) and production (from 34.8 to 40.3 Nm3/h) of the producer gas, as well as the rate of fuel feed rate (from 30 to 43 kg/h). Reductions in the yield of gas (from 1.16 to 0.94 Nm3/kgfuel), equivalence ratio (from 0.125 to 0.087), and cold gas efficiency (from 44.7 to 40.2%) were observed. The content of gravimetric tar in producer gas was typical of updraft gasification and fluctuated within a range of 65‒125 g/Nm3.
Similar content being viewed by others


Introduction
Gasification is defined as the multi-stage conversion of carbonaceous feedstock into gaseous fuels or/and chemical products under atmospheric or higher pressures with an oxygen deficiency (Basu 2013). Experiments involving the gasification of various fuels (Bhutto et al. 2013; Ramos et al. 2018; Taupe et al. 2016; Widjaya et al. 2018) are aimed at the generation of producer gas with the highest possible hydrogen content (Ning et al. 2018; Rodriguez Correa and Kruse 2018), issues of tar generation and reduction (Rakesh and Dasappa 2018; Valderrama Rios et al. 2018), or the potential for utilizing various types of solid waste (Lopez et al. 2018; Oboirien and North 2017; Watson et al. 2018). In addition, more and more attention is being focused on gasification processes using catalysts (Chiang et al. 2016; Yu et al. 2018) and two-stage gasification (Niu et al. 2019; Pei et al. 2018). The influence of the equivalence ratio (Upadhyay et al. 2019), temperature (Cortazar et al. 2018), or a gasifying agent (Karatas and Akgun 2018; Shayan et al. 2018) on gasification parameters has been also investigated by various researchers.
In the classic approach to gasification, biochar from the pyrolysis stage is converted to a gas through a series of oxidation–reduction reactions (Basu 2013). As a result, no studies have accounted for the impact of biochar outflow on the parameters of the gasification process. Research which partially addresses the above issue concerns partial gasification of coal in fluidized or flow reactors with gasification or combustion of the obtained biochar in another reactor.
A thermodynamic and economic analysis of partial biomass gasification as an interesting alternative to total gasification was presented by Zhang et al. (2018). The results of authors analysis showed that the initial capital cost of 5 MW (biomass input) installation of partial biomass gasification (with carbon conversion ratio 0.7) is 12.93% lower than the same installation of conventional gasification. However, cold gas efficiency and net heat efficiency also decreased by 24.95 and 23.07 p.p., respectively. It should be noted that the biochar obtained in partial gasification was not taken into account in the calculations above. Li et al. (2017) conducted research on a combined heating and energy system using partial biomass gasification and geothermal energy. The overall energy efficiency achieved in their experiments reached 72.12%. The conclusions based on these studies show that partial gasification enables more efficient use of biomass, as well as an acceleration of the process, which results in greater system power.
The main aim of the present paper was to investigate the impact of biochar outflow on the process parameters of the gasification of wheat–rye straw pellets in a laboratory-scale updraft reactor. These experiments constitute an introduction to a process aimed at the autothermal production of biochar. The results presented here focus on temperature distribution in the bed, the quality and quantity of producer gas, the content of tar in the gas, and the composition of the biochar at a constant amount of supplied air. The only variable in the conducted series of experiments was the biochar outflow. The experiments were carried out at the Institute of Fluid Flow Machinery, Polish Academy of Sciences.
Experimental
Materials
Wheat–rye straw pellets were used as fuel in the following experiments. The pellets were 5‒25 mm in length and 6 mm in diameter. Moisture was determined using an MJ33 moisture analyzer (Mettler Toledo), calorific value using a calorimeter (EkotechLAB). Proximate analysis was performed on a SDT Q600 thermogravimeter (TA Instruments) to determine levels of volatile matter, fixed carbon, ash content, and moisture of the samples. Ultimate analysis was carried out using a CHNS-O FLASH 2000 analyzer (Thermo Scientific) in order to determine mass fractions of carbon, hydrogen, and nitrogen in the fuel. The results of the proximate and ultimate analyses are presented in Table 1.
Experimental setup
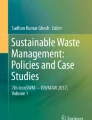
The updraft gasification stand is shown in Fig. 1. The experimental setup comprised an automatic feeding system (i.e., hopper, screw conveyor, feedstock level indicator), updraft gasifier, ash and biochar removal subsystem with time control, producer gas cleaning and measurement subsystem with tar sampling, producer gas burning unit, gasifying agent control subsystem (i.e., roots blower, volumetric flow sensor), and process control with data acquisition subsystem.

Schematic diagram of the experimental setup
The total height of the gasifier was 1470 mm (1040 mm without ash pan) and the internal radius 220 mm. The gasification agent (air) was fed into the reactor by a system of five radial nozzles placed 180 mm from the bottom of the reactor (without ash pan), while the producer gas outlet was 730 mm above this level. The volumetric air flow was controlled by the inverter and a flow sensor. The producer gas left the reactor and flowed through the outlet pipe to the combustion chamber. In the outlet pipe, part of the gas was sucked in by an aspirator and directed to the sampling system for tar and gas analysis. In order to clean the producer gas and obtain tar samples, gas was passed through a series of six impingers according to the European tar protocol (Good et al. 2005).
During the experiments, wheat–rye straw pellets were loaded by a screw conveyor into the reactor to a level of 100 mm below the producer gas outlet. In each experiment, the height of the fuel bed was kept at the same level using a rotary fuel level indicator. Thermocouples (types N and K) were installed along the gasifier height at distances of 230, 550, 610, and 760 mm from the bottom of the reactor (without ash pan) and defined as T4, T3, T2, and T1, respectively. The gasifier and outlet tube were insulated with mineral wool with a thickness of 50 mm.
Experimental method
In each experiment, 15‒17 kg of fuel (straw pellets) was loaded into the gasifier. Additional fuel was loaded into the hopper. The initial level of the feedstock was maintained about 50 mm above the gasification agent inlet level. The gasifier was filled with fuel to the level of the indicator once a high bed temperature was obtained (~ 600 °C). The amount of supplied air was set at 20 Nm3/h, and the measurements in each experiment were carried out 60 min from the point when the gasification process reached a steady-state condition (i.e., a steady temperature in each zone). Prior to the measurement stage, in each experiment, a hopper was filled with 60 kg of feedstock. During measurement, fuel feed rate was determined by the mass change of the feedstock in the hopper. The gasification process was performed at atmospheric pressure within a range of 900–1200 °C. The solid residue (biochar and ash) was gathered from the ash pan by a screw conveyor at a frequency of 14 rpm. In each experiment, the conveyor worked periodically for 1, 2, 3, 4, or 5 s per minute, which corresponds to a duty ratio of the conveyor engine of 1/60, 1/30, 1/20, 1/15, and 1/12, respectively. A reference experiment, in which no solid residue was gathered, was also carried out.
Tar analysis method
In the literature, the term tar can refer to a various compounds due to a problem with precise definition. Rakesh and Dasappa (2018) describe tar as mixture of heterocyclic, aromatic, and GC-undetectable compounds. Valderrama Rios et al. (2018) cite definitions according to which term tar may refer to “a mixture of condensable hydrocarbons, including aromatic compounds with up to five rings (which can be oxygenated) as well as polycyclic aromatic hydrocarbons (PAHs)” or “all hydrocarbons with molecular weight higher than benzene.” In this paper, term tar refers to all organic compounds collected in the tar sampling stand (Good et al. 2005). Tar was divided into gravimetric and GC-detectable groups. The first group represents organic compounds which can be determined by gravimetric method, whereas the second includes compounds that can be identified using the GC/MS method. GC-detectable tar compounds were additionally divided into the following groups:
-
BTEX: benzene, toluene, ethylbenzene, xylene isomers;
-
phenol and its derivatives;
-
aliphatic hydrocarbons including cyclic compounds;
-
sugars and their derivatives;
-
other hydrocarbons.
Producer gas was sucked in by the aspirator and passed through a series of six impinger bottles with a measured volumetric flow of approximately 100 dm3/h. Five of the bottles were filled with isopropanol; the remaining bottle was used as a drop collector (Good et al. 2005). The collected samples were combined with solutions obtained from rinsing of the impingers. The volume of the main sample was 500 ml in each experiment.
Two 50-ml samples taken from the main sample were used to determine the content of gravimetric tar(\(\rho_{{{\text{gt}}}}\)) in the producer gas in each experiment. A crystallizer, with a known mass (\(m_{{\text{c}}}\)), was placed in the dryer set with a sample at 105 °C for 3 h and subsequently weighed (\(m_{{\text{g}}}\)). Gravimetric tar content was calculated from Eq. 1:
where \(\rho_{{{\text{gt}}}} ,{ }m_{{\text{g}}} ,{ }m_{{\text{c}}} ,\) and \(V_{{\text{g}}}\) represent the gravimetric tar content in producer gas, mass of crystallizer with the gravimetric tar, mass of the empty crystallizer, and volume of producer gas passed through the sampling train, respectively. The results, expressed in grams per normal cubic meter (mg/Ndm3 = g/Nm3), refer to normal conditions (p = 101.325 kPa, T = 293.15 K).
GC-detectable tar was identified using a GC-2012 (Shimadzu) gas chromatograph coupled with a GCMS-QP2010 Plus (Shimadzu) mass spectrometer with an Optima 5 MS 0.5-lm column (dimensions: 60 m, 0.25 mm) (Macherey–Nagel GmbH). The mobile phase was helium with a flow rate of 1 ml/min. Elution was performed according to the following temperature program:
-
initial temperature of 35 °C (maintained for 10 min),
-
rising temperature up to 270 °C at a rate of 20 °C/min,
-
temperature of 270 °C (maintained for 5 min)
The results were used to determine the content of each compound in the producer gas, using Eq. 2:
where \(\rho_{i} ,{ }\rho_{{i_{s} }} ,\) and \(V_{{\text{g}}}\) represent compound content in the producer gas (mg/Ndm3 = g/Nm3), compound content in the solution obtained from tar sampling stand (mg/dm3), and volume of the producer gas passed through the sampling train (L), respectively. The results, expressed in grams per normal cubic meter (mg/Ndm3 = g/Nm3), refer to normal conditions (p = 101.325 kPa, T = 293.15 K).
Producer gas composition measurements
The producer gas samples were collected using Tedlar bags. Prior to sampling, the gas was directed to the tar sampling stand and cleaned. During each experiment, four samples were taken at intervals of fifteen minutes. Analysis of gas composition was performed using a Model 310 Gas Chromatograph (SRI Instruments) with a thermal conductivity detector (TCD). The gas analyzer was pre-calibrated using standard gas mixtures to determine levels of CO, CO2, CH4, and H2. Argon was used as a carrying medium. The amount of the produced gas was calculated using the nitrogen tracer method (Eq. 3):
where \(\dot{V}_{{{\text{gas}}}}\), \(\dot{V}_{{\text{a}}}\), \(Y_{{{\text{N}}_{2} \left( {\text{a}} \right)}}\), and \(Y_{{{\text{N}}_{2} \left( {\text{p}} \right)}}\) represent the producer gas flow rate (Nm3/h), the flow rate of supplied air (Nm3/h), and the volume fraction of nitrogen in the air [‒] and in the producer gas [‒], respectively.
The results, expressed in normal cubic meters per hour (Nm3/h), refer to normal conditions (p = 101.325 kPa, T = 293.15 K).
Results and discussion
Influence of biochar outflow on temperature profile in the gasifier
Measurements of temperature were carried out at four measuring points. The results were automatically recorded every minute. Producer gas above the fuel bed was characterized by the most stable temperature for all experiments (thermocouple T1). The highest temperature change corresponds to the pyrolysis zone (or pyrolysis and moisture evaporation), which could be observed based in temperature drop between thermocouples T3 and T2. Increase in the temperature drop between those measurement points suggests increase in pyrolysis process intensity. However, lower temperatures at the T3 measurement point can be observed for 4 s and 5 s experiments. The most stable temperatures in the bed were observed for experiments 1 s and 0 s (reference experiment), where differences in temperature between T4 and T2 dropped below 200 °C, whereas in other experiments these differences reached 600‒700 °C. Temperature profiles obtained by averaging thermocouple measurements are presented in Fig. 2.

Effect of biochar outflow on the temperature profile inside the gasifier
Higher temperatures, between 900 and 1200 °C, prevailed in the oxidation (combustion) zone, with the most intense processes occurring in experiments 4 s and 5 s, in which temperature exceeded 1200 °C (thermocouple T4).
Observations presented above could lead to conclusion that an increase in biochar outflow, which causes bed settling rate increase, as well as decrease in the fuel particle residence time, highly influences the temperatures inside the gasifier. Higher biochar outflow (lower residence time) leads to intensification of the pyrolysis process as well as increase in pyrolysis zone height. Nevertheless, increase in the combustion zone temperature suggests that with higher biochar outflow more of the volatile matter content was released and combusted in that zone.
Influence of biochar outflow on producer gas
The results obtained from the measurement of producer gas composition were averaged from four samples for each experiment. These results, including higher heating value, gas yield, fuel feed rate, cold gas efficiency (Eq. 4), carbon conversion ratio (Eq. 5), and equivalence ratio (Eq. 6), are presented in Table 2.
where \({\text{HHV}}_{{{\text{gas}}}} ,\)\({\text{HHV}}_{{{\text{fuel}}}} ,\)\(\dot{V}_{{{\text{gas}}}}\), and \(\dot{m}_{{{\text{fuel}}}}\) represent the higher heating value of the producer gas (MJ/Nm3) and fuel (MJ/kg), volumetric flow rate of the producer gas (Nm3/h), and fuel feed rate (kg/h), respectively.
where \(x_{{{\text{CO}}, {\text{gas}}}} ,\)\(x_{{{\text{CO}}_{2} ,{\text{gas}}}} ,\)\(x_{{{\text{CH}}_{4} ,{\text{gas}}}} , M_{{\text{C}}} ,M_{{{\text{CO}}}} , M_{{{\text{CO}}_{2} }} , M_{{{\text{CH}}_{4} }} , \dot{V}_{{{\text{gas}}}} ,\)\(V_{{{\text{mol}}}} ,\)\(w_{{C,{\text{fuel}}}}\), and \(\dot{m}_{{{\text{fuel}}}}\) represent mole fraction CO, CO2, and CH4 in the producer gas (−), molar mass of C, CO, CO2 and CH4 (kg/kmol), volumetric flow rate of the producer gas (Nm3/h), molar volume at normal conditions (p = 101.325 kPa, T = 293.15 K; Nm3/kmol), mass content of carbon in the fuel (−), and fuel feed rate (kg/h), respectively.
where ER is defined as experimental air-to-fuel ratio divided by stoichiometric air-to-fuel ratio, based on mass flow rates (kg/h) of air and fuel.
The presented results show a small effect of biochar outflow changes on producer gas composition. Changes in gas composition occur with an increase in the content of carbon dioxide from 4.6 to 8.5% and a decrease in nitrogen from 44.4 to 38.7%. The main changes for methane and hydrogen were observable in experiments 4 s and 5 s, in which their content increased by 0.5‒1 p.p. and 2‒2.5 p.p., respectively. The decrease in nitrogen content, visible in experiments 4 s and 5 s, results from the increase in the amount of gas generated during pyrolysis, indicated by an increase in the amount of generated H2 and CO2.
Fuel feed rate increased along with an increase in biochar outflow from 30 kg/h in experiment 1 s to 43 kg/h in experiment 5 s. This resulted in a reduction in the equivalence ratio from 0.125 in experiment 1 s to 0.087 in experiment 5 s, which was related to the constant amount of air supplied. The observed drop in gas yield (from 1.16 to 0.94 Nm3/kgfuel) resulted from the increase in fuel feed rate, which was greater than the increase in gas production. In addition, the increase in the calorific value of gas (from 6.7 to 7.4 MJ/Nm3) did not compensate, in terms of energy, for lower gas yield; this caused a reduction in cold gas efficiency (from 44.7 to 40.2%). Carbon conversion ratio values shows that about half (experiments 2 s, 3 s, 4 s and 5 s) of carbon from fuel was gathered with biochar, converted into tar or/and accumulated in gasifier.
In the reference experiment, higher gas yield (1.95 Nm3/kgfuel) and cold gas efficiency (76.2%) were associated with the sintering of ash with biochar, which resulted in reduced bed movement and fuel feed rate, as discussed in “Influence of biochar outflow on solid residue” section.
Influence of biochar outflow on tar generation
The content of gravimetric and GC-detectable tar in producer gas is presented in Fig. 3. The content of gravimetric tar in the experiments with biochar outflow reached 100‒125 g/Nm3gas. These results are consistent with the values given in the literature concerning classical updraft gasification (Basu 2013). However, in experiment 4 s, this content was about 65 g/Nm3gas, which is significantly lower than in the other experiments.

Content of gravimetric and GC-detectable tar in producer gas
The change in the fuel-to-tar conversion rate as a function of biochar outflow shows a reduction in tar mass content in the producer gas along with an increase in biochar outflow. This may indicate that, in experiment 4 s, this reduction was caused by a factor other than biochar outflow, i.e., a higher condensation and decomposition ratio of tar prior to the point of their collection.
GC-detectable tar content in the groups of compounds described in “Tar analysis method” section is shown in Fig. 4.

Content of GC-detectable tar in producer gas
The results indicate more than double the tar content in the producer gas for experiments 1 s and 5 s, in which the content of tar reached 41‒43 g/Nm3gas, compared to the remaining experiments with biochar outflow with values within the range 17‒18 g/Nm3gas. The main GC-detectable tar groups were aliphatic compounds, phenol and its derivatives, and BTEX, which constituted the largest group. Their aggregate content varied from 9.2 g/Nm3gas in experiment 2 s to 23.2 g/Nm3gas for experiment 1 s. The content of phenolic as well as of aliphatic compounds was lower in all experiments with biochar outflow. The content of phenolic compounds ranged from 2.3 g/Nm3gas in experiment 3 s to 7.6 g/Nm3gas in experiment 1 s. However, the highest content of these compounds was observed during the reference experiment: 14.2 g/Nm3gas. Similar results were noted for aliphatic compounds: 2.5 (3 s), 12.1 (5 s), and 10.2 g/Nm3gas (reference experiment).
Influence of biochar outflow on solid residue
During each experiment, a mixture of biochar and ash, in the form of slag, was collected every 20 min (3 weighed samples). All samples of the collected biochar were analyzed using CHNS; the results averaged for each experiment are presented in Table 3.
In the examined range of biochar outflow, no trends of changes in biochar composition were observed. The studied biochars were characterized by similar contents of carbon (75.9‒79.3%wt) and hydrogen (0.4‒0.6%wt). Therefore, similar calorific values of biochar (~ 24‒25 MJ/kg) were obtained.
In the case of the reference experiment, a sinter occurred in the entire cross-sectional area of the reactor, between thermocouples T2 and T3. In addition, slag particles were gathered from all experiments (shown in Fig. 1). The samples were analyzed using CHNS and XRF (Table 3); the results show that two main components built both types of sinters: silicon dioxide and alkaline oxides, which in total account for approximately 90%wt.
Sintering of ashes in the reference experiment shows that steady straw updraft gasification in the presented reactor is not possible without biochar outflow. The occurrence of these sinters (slags) was caused by the high temperature prevailing in the fuel/biochar bed, i.e., 800‒1200 °C (Link et al. 2018).
Conclusions
This paper presents the results of the biochar outflow (connected with bed settling rate and residence time)on the parameters of the updraft partial gasification process. The results of the experiments show an increase in oxidation zone temperature along with an increase in biochar outflow. In the case of the analysis of the temperature limits of the pyrolysis zone, an increase in the intensity of this process was visible along with an increase in fuel feed rate (from 30 to 43 kg/h). Producer gas composition showed no significant changes, resulting in similar calorific values, between 6.7 and 7.4 MJ/Nm3. Gas yield (from 1.16 to 0.94 Nm3/kgfuel) and cold gas efficiency (from 44.4 to 40.2%) decreased. The content of gravimetric tar in the gas (approximately 65‒125 g/Nm3) exhibited no observable tendencies, unlike GC-determinable tar, in which the change in content with an increase in biochar outflow took a form similar to a parabola, with a minimum of 17‒18 (experiments 2 s‒4 s) and maximum of 41‒43 g/Nm3 (1 s and 5 s experiments). On the other hand, the fuel-to-tar conversion ratio (from 0.14 to 0.10) decreased along with an increase in biochar outflow.
The presented research represents a promising opening for a broader study of the partial gasification of biomass and waste, presenting the potential for the use of small systems characterized by a high rate of fuel feed rate. In addition, modifications to such a system may serve to initiate the design of a pyrolysis system in a continuously running mode, in which the main product would be biochar.
References
Basu P (2013) Biomass gasification, pyrolysis and torrefaction, 2nd edn. Academic Press, Practical Design and Theory
Bhutto AW, Bazmi AA, Zahedi G (2013) Underground coal gasification: from fundamentals to applications. Prog Energy Combust Sci 39:189–214. https://doi.org/10.1016/j.pecs.2012.09.004
Chiang K-Y, Liao C-K, Lu C-H (2016) The effects of prepared iron-based catalyst on the energy yield in gasification of rice straw. Int J Hydrog Energy 41:21747–21754. https://doi.org/10.1016/j.ijhydene.2016.08.021
Cortazar M, Alvarez J, Lopez G, Amutio M, Santamaria L, Bilbao J, Olazar M (2018) Role of temperature on gasification performance and tar composition in a fountain enhanced conical spouted bed reactor. Energy Convers Manag 171:1589–1597. https://doi.org/10.1016/j.enconman.2018.06.071
Good J, Ventress L, Knoef H et al (2005) Sampling and analysis of tar and particles in biomass producer gases. Technical Report. 2005;(CEN BT/TF 143) Organic contaminants (“tar”) in biomass producer gases
Karatas H, Akgun F (2018) Experimental results of gasification of walnut shell and pistachio shell in a bubbling fluidized bed gasifier under air and steam atmospheres. Fuel 214:285–292. https://doi.org/10.1016/j.fuel.2017.10.061
Li H, Zhang X, Liu L, Wang S, Zhang G (2017) Proposal and research on a combined heating and power system integrating biomass partial gasification with ground source heat pump. Energy Convers Manag 145:158–168. https://doi.org/10.1016/j.enconman.2017.04.090
Link S, Yrjas P, Hupa L (2018) Ash melting behaviour of wheat straw blends with wood and reed. Renew Energy 124:11–20. https://doi.org/10.1016/j.renene.2017.09.050
Lopez G, Artetxe M, Amutio M, Alvarez J, Bilbao J, Olazar M (2018) Recent advances in the gasification of waste plastics. A critical overview. Renew Sustain Energy Rev 82:576–596. https://doi.org/10.1016/j.rser.2017.09.032
Ning S, Jia S, Ying H, Sun Y, Xu W, Yin H (2018) Hydrogen-rich syngas produced by catalytic steam gasification of corncob char. Biomass Bioenergy 117:131–136. https://doi.org/10.1016/j.biombioe.2018.07.003
Niu M, Huang Y, Jin B, Liang S, Dong Q, Gu H, Sun R (2019) A novel two-stage enriched air biomass gasification for producing low-tar high heating value fuel gas: pilot verification and performance analysis. Energy 173:511–522. https://doi.org/10.1016/j.energy.2019.02.068
Oboirien BO, North BC (2017) A review of waste tyre gasification. J Environ Chem Eng 5:5169–5178. https://doi.org/10.1016/j.jece.2017.09.057
Pei H, Wang X, Dai X, Jin B, Huang Y (2018) A novel two-stage biomass gasification concept: design and operation of a 1.5 MWth demonstration plant. Bioresour Technol 267:102–109. https://doi.org/10.1016/j.biortech.2018.07.021
Rakesh N, Dasappa S (2018) A critical assessment of tar generated during biomass gasification - Formation, evaluation, issues and mitigation strategies. Renew Sustain Energy Rev 91:1045–1064. https://doi.org/10.1016/j.rser.2018.04.017
Ramos A, Monteiro E, Silva V, Rouboa A (2018) Co-gasification and recent developments on waste-to-energy conversion: a review. Renew Sustain Energy Rev 81:380–398. https://doi.org/10.1016/j.rser.2017.07.025
Rodriguez Correa C, Kruse A (2018) Supercritical water gasification of biomass for hydrogen production—review. J Supercrit Fluids 133:573–590. https://doi.org/10.1016/j.supflu.2017.09.019
Shayan E, Zare V, Mirzaee I (2018) Hydrogen production from biomass gasification; a theoretical comparison of using different gasification agents. Energy Convers Manag 159:30–41. https://doi.org/10.1016/j.enconman.2017.12.096
Taupe NC, Lynch D, Wnetrzak R, Kwapinska M, Kwapinski W, Leahy JJ (2016) Updraft gasification of poultry litter at farm-scale–a case study. Waste Manag 50:324–333. https://doi.org/10.1016/j.wasman.2016.02.036
Upadhyay DS, Sakhiya AK, Panchal K, Patel AH, Patel RN (2019) Effect of equivalence ratio on the performance of the downdraft gasifier—an experimental and modelling approach. Energy 168:833–846. https://doi.org/10.1016/j.energy.2018.11.133
Valderrama Rios ML, González AM, Lora EES, Almazán del Olmo OA (2018) Reduction of tar generated during biomass gasification: a review. Biomass Bioenergy 108:345–370. https://doi.org/10.1016/j.biombioe.2017.12.002
Watson J, Zhang Y, Si B, Chen W-T, de Souza R (2018) Gasification of biowaste: a critical review and outlooks. Renew Sustain Energy Rev 83:1–17. https://doi.org/10.1016/j.rser.2017.10.003
Widjaya ER, Chen G, Bowtell L, Hills C (2018) Gasification of non-woody biomass: a literature review. Renew Sustain Energy Rev 89:184–193. https://doi.org/10.1016/j.rser.2018.03.023
Yu H, Wu Z, Chen G (2018) Catalytic gasification characteristics of cellulose, hemicellulose and lignin. Renew Energy 121:559–567. https://doi.org/10.1016/j.renene.2018.01.047
Zhang X, Li H, Liu L, Bai C, Wang S, Zeng J, Liu X, Li N, Zhang G (2018) Thermodynamic and economic analysis of biomass partial gasification process. Appl Therm Eng 129:410–420. https://doi.org/10.1016/j.applthermaleng.2017.10.069
Acknowledgements
The presented research was carried out as part of the BIOSTRATEG (TechRol) 3/344128/12/NCBiR/2017 project entitled: “Nowe technologie eko-energetyczne dla zrównoważonego rozwoju obszarów wiejskich i niskoemisyjnej produkcji rolnej” (“New renewable energy technologies for sustainable development of rural areas and low-carbon agriculture”).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ochnio, M., Kluska, J. & Kardaś, D. Effects of biochar and ash outflow during updraft partial gasification on process parameters in a moving bed reactor. Chem. Pap. 74, 4047–4055 (2020). https://doi.org/10.1007/s11696-020-01214-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-020-01214-1