
Abstract
Fouling in heat exchangers can complicate the characterisation and interpretation of thermal effects because of ageing phenomena that occur within the deposited fouling layer. The prevailing process temperatures between the liquid bulk and heat-transferring surfaces create a large thermal conductivity distribution according to the position of the layer within the deposit. During the growth phase, an interaction occurs between the fouling layer formation and ageing. Therefore, deposition and ageing should always be considered in combination to obtain a better understanding of fouling. This paper discusses an experimental method for determining temperature-dependent ageing, expressed as a change in thermal conductivity with time and along the cross section of the fouling layer. An experimental setup is presented that includes a newly developed flow channel and an experimental implementation of an ageing model. In the first experiments, proteinaceous fouling layers were generated from whey protein concentrate (WPC) with and without simulated milk ultrafiltrate (SMUF), applied for different durations to create different fouling layer thicknesses. The thermal conductivity increased more rapidly near the heat-transferring surface than for the entire fouling layer. These findings can be related to the temperatures within the sublayers.
Similar content being viewed by others
1 Introduction
1.1 Fouling and ageing
The unwanted formation of deposits on heat-transferring surfaces, or so-called fouling, is a significant problem in terms of process engineering and economics in almost all areas of the food processing industry [1]. The negative effects of fouling include higher investments due to oversizing of apparatus, increased energy costs, reduced product quality, increased cleaning frequency, accelerated corrosion and safety aspects [2, 3]. The resulting cost increases are estimated at 0.25–0.3% of the respective gross domestic product, for a total cost of several billion Euro per year each in the industrialised countries [3, 4]. Therefore, interest has intensified in deepening the understanding of fouling mechanisms. According to Epstein [5], the various fouling mechanisms can be related to individual steps of the fouling process in a matrix: initiation, transport, deposition, removal and ageing. Based on this, Ishiyama et al. [6] conducted a survey on research priorities and needs and concluded that corrosion and ageing still require considerable research.
Ageing of deposits is relevant for various reasons, as it influences heat transfer as well as the ability to clean deposited layers due to ageing-related changes in the fouling layer structure or even its composition. If the fouling material adheres to the surface, the wall temperature can induce several changes [7], including alterations in the chemical or morphological structure (e.g. through dehydration or polymerisation) [8]. These transformations are particularly influenced by temperature in two aspects. On one hand, the temperature within the deposit determines deposit properties such as structure and strength [9]. On the other hand, an increased surface temperature at the deposit-fluid-interface causes further layer growth which, in turn, leads to a change in the temperature inside the deposit. The ageing of deposits is also influenced by any constriction of the free flow cross-section during the layer growth phase, which increases the wall shear stress. A description, let alone modelling of the heat transfer, is difficult in these cases; therefore, the different effects have to be considered carefully.
1.2 Studies of ageing phenomena
Several studies have addressed the effects of ageing phenomena on heat transfer during crude oil fouling. For instance, Nelson [10] and Atkins [11] described temperature-dependent structural changes that can be attributed to changes in reaction kinetics [12]. However, these authors did not consider the temperature gradient across the fouling layer. This gradient is incorporated in the two-layer ageing model [11] and the distributed ageing model [13]. Both these latter models describe the thermal effect by the variable temperature-dependent thermal conductivity during crude oil fouling, which is determined by the local temperature within the layer. The two-layer ageing model assumes two layers (e.g. coke and gel in crude oil fouling) of different material properties, whose boundary interface is shifted by a temperature-dependent phase change [11]. In comparison, the distributed ageing model assumes that the properties of individual sublayers change at different rates [6].
In the second model, the changing thermal conductivity λf of each fouling sublayer i at time t is assumed to be described with a youth variable \( {y}_i^t \) in the range of \( 0\le {y}_i^t\le 1 \). The rate constant \( {k}_i^t \) should follow an Arrhenius approach. The reaction order of the phase change decides the applicability of the ageing models for describing the deposit situation [14]. Nevertheless, these models have not yet been compared with experimental data or transferred to other foulants, such as proteins or minerals.
2 Material and methods
2.1 Flow channel test rig
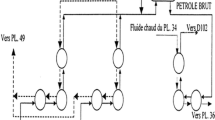
A tailored test rig is needed to analyse the ageing behaviour of various fouling layers in different fouling phases. The flow channel depicted in Fig. 1 allows the investigation of fouling and ageing phenomena. The flow diagram shows the components of the experimental setup.

Experimental setup for generating fouling layers
The 3 L Vessel T1 is filled with the test solution. At the start, the second 3 L vessel T2 is filled with deionised water for thermal preconditioning of the test rig. Starting from vessel T1 or T2 (controlled via V1), the solutions are fed through the electrically heated flow channel R1 by an eccentric screw pump P1; the solutions can then either flow back into the reservoir via valve V2 or be discarded (closed loop vs open loop). The temperature of the inlet to the channel R1 is controlled by the thermocouple TIR101 and a preheater H2. The heat required is supplied by a thermostat H1. This allows precise adjustment and a short response time for temperature control, as well as compensation of the temperature losses in the feed line. The heating circuit is then divided (with valve V4) to the two double-walled vessels to keep the bulk temperature at a constant level. This bulk temperature is determined by a thermocouple TIR113 in the vessel T1. The flow channel was designed for a laminar flow for precise investigation of fouling and ageing phenomena and mechanisms. It is illustrated in Fig. 2.

Design of the newly developed laminar operating flow channel
The flow channel is made of stainless steel to be resistant to common cleaning solutions, like sodium hydroxide or citric acid. Sample plates with dimensions of 80 mm × 20 mm × 2 mm can be inserted into the bottom of the flow channel chamber. The dimensions of the channel are 17 mm width and 7 mm height when the lid is closed. The sample plates are fixed by lateral heat-insulating clamping bars made of NECURON®. These mainly ensure that the fouling-inducing heat flow only comes from below the sample plates. The heat is induced by four small heating bars arranged crosswise to the flow. They are 8 mm in diameter and are placed 10 mm below the heat-transferring surface. The flow channel can be operated up to a Reynolds number of Re ≈ 775. Therefore, an inlet length of 0.36 m was realised, as this was required for a fully developed flow pattern.
The channel can be operated in essentially two modes. i) In the open mode, the lid is removed; therefore the outlet of the channel has a 2 mm larger diameter to ensure an undisturbed outlet flow. As a result, the liquid level can be kept relatively constant. Due to the length of the flow path (inlet and channel), the change in the liquid level in the heating zone is less than 3% and can be neglected. With an open mode, the fouling layer formed does not experience any increase in shear force due to a decrease in cross-section. ii) In the closed mode, the lid of the channel is installed. Here, clamp closures with a contact pressure of 50 N ensure a quick and easy opening and closing. In the closed mode, the influence of increased shear forces on fouling and ageing phenomena can be investigated by increasing the flow velocity (caused by local fouling or set by the pump). A needle valve in the outlet serves to regulate the liquid level to fill the entire channel cross section in case of lower flow velocities. In addition to the fluid dynamic characterisation, the flow channel is equipped with one thermocouple each for the inlet and outlet and ten local thermocouples below the heat-transferring surface (see Fig. 3) for thermal characterisations.

Order of the ten local thermocouples 2.5 mm below the heat-transferring surface. They are arranged 10 mm next to each other, lateral to the flow direction, and 17.5 mm in the flow direction
The flow channel uses an electric heater to allow an accurate measurement of the surface temperature at the interface to the liquid flow during the deposition of foulants. The constant heat flux means that the surface temperature of the foulant adjacent to the bulk fluid remains constant over the test run, which guarantees the same conditions at the top layer relevant to the deposition. This allows adequate determination via the wall thermocouples of the temperature gradient within the layer causing the ageing effect and attribution to the properties of the fouling layer without making any approximations about the bulk temperature. This approach is discussed in paragraph 3.2 in detail.
In addition, the fouling layer is only exposed to a temperature profile in the bulk phase over the length of the sample plate (corresponding to the top layer). The conditions of the bottom layer, by contrast, can be regarded as constant, which is a substantial advantage over fluidic heating.
2.2 Experimental implementation of ageing models
Determination of the properties according to the heat transfer through fouling layers and application of ageing models require a tailored experimental procedure. Figure 4 depicts a new experimental approach to validate ageing models.

Principle for the experimental procedure to investigate ageing
The entire aged fouling layer is considered to consist of discrete sublayers with a certain layer thickness xfI,II,...(t0…i), but which change in their properties. The following three assumptions are made: i) the layer thicknesses of the sublayers do not change due to ageing (Eq. 3); ii) the properties (in particular, the thermal conductivity λfI (ti)) of the first deposited layer, which is defined as the bottom layer xfI(t0…i), is not constant (due to the increasing temperature at the heat-transferring surface); and iii) the top layer xfI,II…(t1) has the properties equal to the start conditions (Eq. 3), since the conditions of the bulk phase do not change.
Based on these assumptions, several sublayers between the top and the bottom layer are defined as intermediate layers. Consequently, the individual sublayers are experimentally accessible by carrying out fouling experiments of different durations and, thus, different layer thicknesses.
2.3 Fouling experiments
Fouling experiments were conducted using whey protein concentrate (77% protein, Bayolan P80) with and without simulated milk ultrafiltrate (WPC plus SMUF and WPC). For the WPC experiments, 121 g of WPC were stirred into 2.2 L deionised (DI) water on a heating plate at a maximum temperature of 60 °C until the proteins were completely dissolved. Vessel T1 was then filled with this solution. For the WPC plus SMUF solution, the WPC was first dissolved in 1.6 L DI water and then used to fill T1. According to Boxler [15], three SMUF stock solutions can be prepared and stored for at least 24 h at 5 °C. A 200 mL volume of each stock solution was mixed so that the 600 mL solutions could be used to fill T1. T2 was filled with about 1.5 L deionised water and was used for thermal preconditioning of the test rig. The DI water was degassed for at least 15 min in an ultrasonic bath before the start of the experiment to avoid gas bubbles on the heat-transferring surface.
Before initiation of the actual fouling experiments, the test rig was operated with the DI water from vessel T2 until the desired thermal process conditions (inlet temperature and wall temperatures) were reached. This allowed calculation of a correct overall heat transfer coefficient of the clean surface (see Fig. 6). The flow was kept constant at 63.4 mL/min. This was accompanied by a constant liquid level of 3 mm over the test plates, leading to a laminar flow regimen with Re ≈ 250 and a constant heat transfer coefficient of about 1740 W m−1 K−1.
When the desired temperature had reached its steady state, the feed was changed via valve V1. After switching to the test solution, it reached the flow channel and thus the heated zone after about 106 s. The residence time of foulants in the chamber was 3.9 s. The fluid was fed back into the vessel via the valves V2 and V3. Over a longer time, the WPC solution accumulated in the vessel T2 during the experiments. Therefore, T2 could also be used to generate a fouling layer. As a result, many fouling layers were produced within short time. However, the unknown protein concentration in the bulk phase was not considered in this work.
The test plates, together with the fouling layers, could be removed and replaced from the flow channel at any time for ex situ examination. The same applied to the placement of new clean surfaces. During this handling, the pump did not have to be switched off due to the slow flow rate of the test solutions. The process condition and the number of fouling layers generated at a power input of 140 W are listed in Table 1.
WPC: whey protein concentrate; SMUF: simulated milk ultrafiltrate; NoFL: number of fouling layers.
The power input into the fluid relevant for fouling (i.e. the effective heat flux q) was calculated using the following equation:
where \( \dot{m} \) is the mass flow through the flow channel with its corresponding heat capacity cp, Tb,out is the measured temperature in the bulk outlet, Tb,in is the inlet temperature, and A represents the heat-transferring surface area. Thus, the average efficiency of the flow channel is about 31.1% for the experiments conducted in the present study. The thermal fouling resistance can be calculated using the temperature of the ten local thermocouples, as follows:
2.4 Characterisation of the fouling layer
2.4.1 Fouling layer thickness
The aim of this work was to link the measured thermal fouling resistance via thermocouples to the corresponding fouling layer thickness. Therefore, measurement of both values at the same location was important. The fouling layer thickness was measured at a precise location using a digital microscope (Keyence VHX 6000).
The sample plate was placed below the digital microscope and a fixed point (upper corner) was defined as zero. Starting from this position, the location of the temperature measuring positions could be approached precisely. As already mentioned, the temperatures were measured at ten positions, which together represented five locations in the direction of flow, each with two measuring positions. A representative layer thickness for a certain area was obtained by defining five areas Af,i and then determining the mean layer height. This is illustrated in Fig. 5 for the 4th location in the direction of flow; all 5 locations provided similar visual observations, so only the 4th location is presented here.

Area over the sample plate of the fouling layer at the 4th location in the direction of flow. Over this area, a 3D image is taken and the volume is determined to calculate the representative fouling layer thickness. The black circles represent the positions of the thermocouples underneath the plate
The area of interest is captured to perform the analysis by taking a series of 3D images which are composed of a 1 mm × 20 mm image. In this area, the entire surface may not be covered completely or an uneven surface topography may prevail; therefore, the mean layer thickness is calculated by determining the fouling volume Vf,i. When divided by the area Af,i, this gives the average layer thickness \( \overline{x_{f,i}}. \)
After taking the 3D images, the fouling layers were discarded.
2.4.2 Thermal conductivity
Comparison of the measured thermal fouling resistance to the corresponding fouling layer thickness allows the calculation of the apparent total thermal conductivity of the fouling layer. This value should be as similar as possible to the effective thermal conductivity due to the laminar flow and no change of the heat transfer coefficient during fouling. Therefore, the mean fouling resistances \( \overline{R_{f, th,i}} \) of two thermocouples at location i = 1 … 5 were divided by the fouling layer thickness \( \overline{x_{f,i}} \).
The mean fouling resistance \( \overline{R_{f, th,i}} \) has to be considered in terms of the two related thermocouples. Consequently, the temperature Tw,t for the calculation of the thermal fouling resistance (Eq. 5) was based on the following Eq. 8. It was determined over a period of 10 s at the end of each fouling cycle (see Fig. 6).

Course of the thermal fouling resistance at the five locations in the direction of flow over time during the generation of one whey protein concentrate (WPC) fouling layer. a) shows the stationary phase, b) the fouling growth phase and c) the phase of sample removal. The arrow at 6.7 min marks the change from deionised water to the WPC solution (by valve V1)
3 Results and discussion
3.1 Thermal characterisation
In this section, the thermal characterisation of the flow channel and the determination of the relevant fouling resistances are discussed. Figure 6 shows the typical courses of the five thermal fouling resistances over time. A cycle of one fouling layer production is shown. This fouling layer was formed at an inlet temperature of 62.2 °C and a heating power of 140 W, corresponding to an area-averaged heat flux of 45.8 (±0.8) / kW/m2 (see Table 1).
The typical course of the fouling resistances can be separated into three phases. The first phase (a) is the stationary phase, in which the test rig is operated with deionised water. In this phase, the heat transfer coefficient of the clean surface is determined. This phase is followed by the growth phase (b), in which the high WPC concentration results in a very rapid and sharp increase in the fouling layer thickness and, consequently, the thermal fouling resistance. The aim of this work was to identify ageing by means of monitoring a change in thermal conductivity during the growth phase. When the channel was operated without the lid, that restricts or limits the flow cross section during fouling, no increasing removal due to an enhancing fluid shear stress can occur and the layer continues to grow undisturbed. This state can be defined as pure layer growth phase. At the end of the growth phase, the highest thermal fouling resistance was obtained. The transition to the final phase (c) was clearly visible by a sudden drop in the fouling resistance. At this point, the sample plate, including the fouling layer, was removed. During this phase (c), the flow medium was also changed from WPC solution to water. A comparison between the fouling resistances of phases (a) and (c) showed a slight difference due to the fact that no sample plate was inserted in the last phase.
3.2 Thermal conductivity of the fouling layer
In this part of the study, the results of the overall thermal conductivity of the entire fouling layer of WPC (Fig. 7) and the WPC plus SMUF (Fig. 8) are presented and discussed. Based on the measured fouling resistances and the layer thicknesses, the thermal conductivity was calculated according to Eq. 7 and is shown with respect to the layer thickness. For WPC, 65 individual data points are shown in Fig. 7, with three outliers not included. Figure 8 presents 45 data points for the WPC plus SMUF, with two outliers not included.

Total thermal conductivity of whey protein concentrate (WPC) deposits at different fouling layer thicknesses

Total thermal conductivity of whey protein concentrate (WPC) plus simulated milk ultrafiltrate (SMUF) deposits at different fouling layer thicknesses
The thermal conductivity λf of the entire fouling layer clearly increased with the thickness xf for both systems. Based on this, the values can be approximated using a power law approach (see Table 2) with a regression value greater than 0.8. These uncertainties are not only due to measurement and instrument inaccuracies but also to different bulk temperatures in the direction of flow. Generally, this could be calculated; however, further experiments are needed for more extensive data.
Notwithstanding the addition of SMUF, the graphs show a steep increase in λf for xf < 0.1 mm. Thereafter, the increase flattened.
The thermal conductivity values for deposits thinner than 0.4 mm were typically below 1 W/(m K). Compared to the literature values, these findings are in good agreement with other authors within this range of thickness. For example, Tuladhar et al. [16] determined the thermal conductivity during swelling experiments of WPC deposits as ca. 0.26 W m−1 K−1, while Davies et al. [17] obtained an effective value of 0.47 W m−1 K−1. The thermal conductivity would be expected to lie in between those of water (0.68 W m−1 K−1 at 90 °C) and proteins (0.26 W m−1 K−1 at 90 °C) [18]. By contrast, Delplace and Leuliet [19] determined that the thermal conductivity of whey protein in a plate heat exchanger could be higher than observed in the present study. The authors reported an apparent thermal conductivity between 0.27 W m−1 K−1 and 3 W/(m K), which was based on model calculations. They also mentioned that their fouling layers had a brown colour [19], which is an indication of cooked and even burnt proteins, which may have a higher thermal conductivity. Clearly, further investigations are necessary.
As a general trend, the thermal conductivity could be assumed to increase due to higher deposit temperatures [20]. Another striking observation was that the absolute thermal conductivity of WPC plus SMUF generally appeared to be smaller than that of pure WPC, even though the thermal conductivity of calcium phosphate, which is the main component in SMUF deposits, is about 1.039 W m−1 K−1 [21]. One possibility is that the increased content of Ca ions in the fouling layer binds more water [22], so λf assumes lower values.
Due to the small sample size and the deviations of fitting, further investigations are still needed. However, in any case, these results can be used for verification of ageing models.
3.3 Thermal conductivity along the cross-section
The ageing of deposits is accompanied by a change in thermal conductivity, especially within the fouling layer. Due to the increase in temperature from the bulk phase of the test solution to the heat-transferring surface, the temperature-dependent properties of the deposits are also expected to change in a similar manner. Figure 9 shows the change in thermal conductivity of a 0.18 mm and a 0.6 mm thick fouling layer for the two component systems. The entire fouling layer is assumed to consist of 3 and 10 sublayers (I … III; I … X) with a thickness of 0.06 mm each. According to Table 2, these calculations are based on a thermal conductivity of 0.8 W m−1 K−1 and 1.6 W m−1 K−1 (WPC), as well as 0.7 W m−1 K−1 and 1.2 W m−1 K−1 (WPC plus SMUF), for entire fouling layers of 0.6 mm and 1.8 mm, respectively.

Local thermal conductivity within fouling layers of 0.18 mm and 0.6 mm thicknesses of whey protein concentrate (WPC) and WPC plus simulated milk ultrafiltrate (SMUF). III (t = 0 min) and X (t = 0 min) represent the top layer, I is always the bottom layer
Note that the values for λi increase significantly towards the heat-transferring surface (III → I; X → I), independent of foulant type or time. When the fouling layer increases from 0.18 mm to 0.6 mm, ageing also occurs, which can be described by the following three characteristics:
-
The thermal conductivity of the uppermost fresh layers (t = 0 min) remains unchanged at 0.4 W m−1 K−1 (for WPC and WPC plus SMUF);
-
The thermal conductivity of the bottom layer close to the heat-transferring surface increases by a factor of approximately 2 compared to λf;
-
The upper two sublayers (X and IX) are characterised by a more significant change in thermal conductivity than are the other sublayers closer to the heat-transferring surface.
The assumption that the course of the thermal conductivity can be divided into two sections possibly indicates a front in which the water content is increased. Since the upper layers represent the interface to the liquid phase, a higher water content would be expected in this part of the deposits. With an obtained thermal conductivity in the top layer III (t = 0 s) (for layer of 0.18 mm) and X (t = 0 s) (for layer of 0.6 mm), the water content ε of 35% (WPC) and 26% (WPC plus SMUF) can be assumed, according to Eq. 9. The data for λsolid corresponded to proteins and were taken from [18]. Therefore, the thermal conductivity of the solid was assumed not to differ between WPC and WPC plus SMUF.
From the third sublayer (VIII) onwards (for layer of 0.6 mm), an approximately linear increase was apparent in the thermal conductivity towards the heat-transferring surface. Within this range, the thermal conductivity values were significantly higher than those of solid proteins or water. This phenomenon probably indicates structural changes in the deposit and should have a significant influence on the thermal properties of these types of fouling layers.
3.4 Temperature dependency
The change in fouling layer properties with temperature may be a strong indicator of ageing properties. Figure 10 shows an example of the calculated thermal conductivity in the bottom layer for WPC with an inlet temperature of 62.2 °C (see Table 1). This was expressed as a function of the mean temperature in the bottom layer, determined using Tw,0 and Tw,t.

Local thermal conductivity of whey protein concentrate (WPC) deposits in the bottom layer over mean temperature in the bottom layer
A direct dependence is apparent between the thermal conductivity and the internal deposit temperature. This statement is supported by R-values of over 0.9 (for WPC plus SMUF R > 0.92) obtained by linear fitting. As a result, the thermal conductivity increases linearly with increasing temperature in the investigated range. Notably, no approximation of the values is possible independent of the position of the temperature measuring positions. This possibly indicates an influence of the bulk temperature. Belmar-Beiny et al. [23] mentioned that deposition can undergo a change from surface reaction control to bulk reaction control when the protein is exposed to different temperatures. However, another possibility is that exceeding a critical temperature is decisive for the observed dependencies. This has to be investigated in future experiments.
4 Conclusion
An experimental approach is presented to analyse the ageing phenomena of food-based whey protein deposits. For this purpose, a new laminar flow channel was developed (Re ≤ 775) that allows a precise thermal analysis of the deposition and ageing process. The determined thermal fouling resistance could be successfully linked to the layer thickness, as determined with a digital microscope. As a result, the thermal conductivities of whey protein deposits were calculated with absolute values that matched closely with the literature.
Assuming that a fouling layer consists of different sublayers, the ageing process is characterised by increased thermal conductivity (up to a factor of 2) close to the heat-transferring surface when compared to the rest of the deposit. The thermal conductivity in the layer nearest to the interface to the fluid flow (top layer) remains constant at about 0.4 W m−1 K−1, while the layer nearest to the heat-transferring surface (bottom layer) changes by a factor of up to 9 (WPC) and 6.5 (WPC plus SMUF). This change within the deposit can be linked to the temperature prevailing at this location. However, further experiments are necessary to achieve a more precise correlation between the local thermal conductivity and the layer thickness, and to characterise this relationship under increased shear forces. The water content in the deposit should be determined as well. In addition, the relationship between temperature over a larger temperature range, and the influence of bulk temperature, require further investigation.
Change history
20 October 2021
A Correction to this paper has been published: https://doi.org/10.1007/s00231-021-03143-5
Abbreviations
- A :
-
area of the fouling layer (m2)
- cp :
-
heat capacity (J kg−1 K−1)
- k :
-
rate constant (s−1)
- \( \overset{\cdotp }{m} \) :
-
mass flow (kg s−1)
- NOFL:
-
number of fouling layers (−)
- q :
-
heat flux (W m−2)
- R f :
-
thermal fouling resistance, (m2 K W−1)
- SMUF:
-
simulated milk Ultrafiltrate (−)
- t :
-
time (min)
- T :
-
temperature (°C)
- U :
-
overall heat transfer coefficient (W m−2 K−1)
- V :
-
volume of fouling layer, (m3)
- WPC:
-
whey protein concentrate (−)
- x :
-
thickness (m)
- y :
-
youth variable (−)
- ε :
-
water content (−)
- λ :
-
thermal conductivity (W m−1 K−1)
- b :
-
bulk
- channel :
-
flow channel
- f :
-
fouling
- fluid :
-
fluid
- growth :
-
growth phase
- i :
-
discrete values, stepwise parameter
- in :
-
inlet flow
- I,II,... :
-
number of sublayers, starting from the wall
- out :
-
outlet flow
- th :
-
thermal
- w :
-
wall
- 0 :
-
clean surface
References
Taborek J, Knudsen JG, Aoki T, Ritter RB, Palen JW (1972) Fouling - the major unresolved problem in heat transfer. Heat Transf Res Inc 68(2):59–67
Bohnet M (1985) Fouling an Wärmeübertragungsflächen. Chem Ing Tech 57(1):24–36
Steinhagen R, Müller-Steinhagen H, Maani K (1993) Problems and costs due to heat exchanger fouling in New Zealand industries. Heat Transfer Eng 14(1):19–30. https://doi.org/10.1080/01457639308939791
Garrett-Price BA (1985) Fouling of heat exchangers: characteristics, costs, prevention, control, and removal. Noyes Publ, Park Ridge
Epstein N (1983) Thinking about heat transfer fouling: a 5 × 5 matrix. Heat Transfer Eng. 4(1):43–56. https://doi.org/10.1080/01457638108939594
Ishiyama EM, Coletti F, Macchietto S, Paterson WR, Wilson DI (2010) Impact of deposit ageing on thermal fouling: lumped parameter model. AICHE J 56(2):531–545. https://doi.org/10.1002/aic.11978
Coletti F, Ishiyama EM, Paterson WR, Wilson DI, Macchietto S (2010) Impact of deposit aging and surface roughness on thermal fouling: distributed model. AICHE J 56(12):3257–3273. https://doi.org/10.1002/aic.12221
Watkinson AP, Wilson DI (1997) Chemical reaction fouling: a review. Exp Thermal Fluid Sci 14(4):361–374. https://doi.org/10.1016/S0894-1777(96)00138-0
Fickak A, Hatfield E, Chen X (2012) Influence of run time and aging on fouling and cleaning of whey protein deposits on heat exchanger surface. J Food Res 1(1):212–224. https://doi.org/10.5539/jfr.v1n1p212
Nelson WL (1934) Fouling of heat exchangers. Refiner Nat Gasoline Mfr 13(7):271–276; 13(8) 292–298
Atkins GT (1962) What to do about high coking rates. Petro/Chem Engineer 34(4):20–25
Jones EG, Balster WJ (1995) Surface fouling in aviation fuel: short- vs long-term isothermal tests, Energy. Fuels 9(4):610–615. https://doi.org/10.1021/ef00052a006
Crittenden BD, Kolaczkowski ST, O’Callaghan PW (1979) Energy savings through the accurate prediction of heat transfer fouling resistances. Energy for Industry. Pergamon Press, London, pp 257–266
Ishiyama EM, Paterson WR, Wilson DI (2011) Exploration of alternative models for the aging of fouling deposits. AICHE J 57(11):3199–3209. https://doi.org/10.1002/aic.12514
Boxler C, Augustin W, Scholl S (2014) Composition of milk fouling deposits in a plate heat exchanger under pulsed flow conditions. J Food Eng 121:1–8. https://doi.org/10.1016/j.jfoodeng.2013.08.003
Tuladhar TR, Paterson WR, Wilson DI (2002) Thermal conductivity of whey protein films undergoing swelling. Food Bioprod Process 80(4):332–339. https://doi.org/10.1205/096030802321154862
Davies TJ, Henstridge SC, Gillham CR, Wilson DI (1997) Investigation of whey protein deposit properties using heat flux sensors. Food Bioprod Process 75(2):106–110. https://doi.org/10.1205/096030897531414
Fricke B, Becker B (2001) Evaluation of thermo-physical property models for foods. HVAC&R Res 7(4):311–330. https://doi.org/10.1080/10789669.2001.10391278
Delplace F, Leuliet JC (1995) Modelling fouling of a plate heat exchanger with different flow arrangements by whey protein solutions, food bioprod. Process Trans Inst Chem Eng Part C 72:112–119
Chen J (2013) Temperature-dependent dielectric and thermal properties of whey protein gel and mashed potato. Trans ASABE 56(6):1457–1467. https://doi.org/10.13031/trans.56.10314
Singh A (1992) Heat exchanger fouling by precipitation of calcium phosphates. Ph.D. thesis, Department of Chemical Engineering, The University of British Columbia, Vancouver. https://doi.org/10.14288/1.0058511
Khaldi M, Blanpain-Avet P, Guerin R, Ronse G, Bouvier L, André C, Bornaz S, Croguennec T, Jeantet R, Delaplace G (2015) Effect of calcium content and flow regime on whey protein fouling and cleaning in a plate heat exchanger. J Food Eng 147:68–78. https://doi.org/10.1016/j.jfoodeng.2014.09.020
Belmar-Beiny MT, Gotham SM, Paterson WR, Fryer PJ, Pritchard AM (1993) The effect of Reynolds number and fluid temperature in whey protein fouling. J Food Eng 19(2):119–139. https://doi.org/10.1016/0260-8774(93)90038-L
Acknowledgements
The authors thank the German Research Foundation (DFG) for funding this project. Special thanks go to the student assistant Justus Caspar for the design drawing of the flow channel. The ICTV mechanical workshop and the team of Karl Karrenführer and our electrician Jörg Leppelt greatly supported this work by building the flow channel and configuring the experimental setup as well as the electrical installation.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflicts of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised due to a retrospective Open Access order.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schnöing, L., Augustin, W. & Scholl, S. Thermal ageing of proteinaceous fouling layers during the growth phase. Heat Mass Transfer 57, 333–341 (2021). https://doi.org/10.1007/s00231-020-02960-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00231-020-02960-4