
Abstract
The hot deformation behavior and microstructural evolution of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloys at 250 °C with the compressive strain rate of 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1 were investigated via electron backscatter diffraction (EBSD). As the compressive strain rate decreases, the corresponding microstructure exhibits that fined grains in the matrix. The results showed that the hot deformation effectively promotes the grain breakage and dynamic recrystallization, which result in the grain orientation deflection and the texture intensity weakened. The prismatic 〈a〉 slip and pyramidal 〈c + a〉 slip were activated at the initial stage of hot deformation. In addition, the yield strength was significantly increased to 90 MPa due to the work hardening behavior during hot deformation with a compression strain rate of 1 s−1.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Magnesium (Mg) alloy has low density, high specific strength, specific stiffness and good casting properties, which makes it have potential applications in electronics, aerospace and other fields [1–4]. However, Mg has a close-packed hexagonal crystal structure [5], and there are only two independent slip systems on the basal plane, which are insufficient to provide c-axis deformation at room temperature [6, 7]. The low critical shear stress of {10–12} tensile twins makes it easy to be activated during compression [8], while the activity of prismatic and pyramidal slips requires higher temperatures [9, 10]. It exhibits low strength and ductility under high temperature deformation, which largely limits the wide application of Mg alloys under high temperature conditions.
Recent studies have found that the addition of Si to Mg alloys leads to the formation of Mg2Si precipitates, which was beneficial to improve the mechanical properties of the alloy. When the content of Si was high, coarse Mg2Si tends to appear, which results in a decrease in the mechanical properties of the alloy [11]. Ben et al [12] found that adding Zn to the Mg–Si alloy can improve the Mg2Si phase, thereby improving its corrosion resistance. Zhang et al [13] have been reported that refinement of the Mg2Si phase by adding Ca or Sr to the Mg–Si alloy. Although alloying improves the mechanical properties of Mg–Si–Sr alloy, the high-temperature deformation process of Mg–Si–Sr alloy, especially the development of structure and texture has not been studied in depth.
Therefore, this paper reveals the high-temperature deformation behavior of Mg-0.55 wt.%Si-0.75 wt.%Sr alloy, especially the evolution of the microstructure and texture of the alloy during high-temperature deformation.
2. Experimental procedure
2.1. Alloy preparation
The Mg-0.55Si-0.75Sr (wt.%) alloy ingot was prepared from industrial pure Mg (99.95 wt.%), pure Si (99.99 wt.%), pure Sr (99.99 wt.%) via casting progress. The preheated alloy was placed in an electric resistance furnace and heated to 700 °C. After that, Si particles preheated at 400 °C were added to the mixture alloy, which was stirred every 5 min to improve the homogeneity. Then, the Sr chips preheated at 400 °C are added to the melt, causing an exothermic reaction, and the furnace temperature to a value between 750 °C and 850 °C. When the melt temperature was cools to 700 °C, the alloy liquid was held at 700 °C for 20 min and poured into a steel mold preheated. In the smelting process, a mixture of 99% CO2 and 1% SF6 was used as a protective gas to prevent the melt from oxidizing or burning during the smelting process. The ingot was preheated at 350 °C for 1 h and hot extruded with an extrusion ratio of 20: 1 to obtain a cylindrical sample.
2.2. Alloy characterization and mechanical properties test
The test samples were 8 mm in diameter and 12 mm in height. A Gleeble-3500 thermo-mechanical simulator was used to compress the specimens parallel to the ED at 250 °C and strain rate of 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1. After the hot compression was complete, the samples were immediately water quenched to retain the compressed samples. All samples were fabricated by the same process, and the compression samples are taken from the center of the alloy, and the samples used for EBSD observation are also taken from the center of the compressed sample. Moreover, each step of the hot compression was repeated more than three times to ensure the accuracy of the experimental data. The microstructural and textural evolution of the sample during the deformation process were observed and analyzed using electron backscatter diffraction (EBSD). EBSD analysis of selected regions was performed using the Oxford HKL Channel 5 software.
3. Results and discussion
3.1. Microstructure and texture of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy
Figure 1 shows the EBSD maps of the as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy. Figure 1(a) exhibits that the alloy was mainly composed of amount of coarse grain and a few equiaxed grains with a strong preferred orientation. A large amount of substructure, which suggest the high-angle grain boundaries (HAGBs) of recrystallized grains around the coarse grain. And the grain size distribution of the alloy with an average grain size of 14 μm. It was mainly due to the Sr element to be dissolved in the matrix [14]. According to SEM micrographs (figure 1(b)), it shows fined matrix and uniformly distributed precipitates throughout the matrix. Meanwhile, the MgSiSr phase was clearly estimated in the alloys according to the EDX results of the alloy. In addition, pole figures of the as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy from the EBSD analysis are shown in figure 1(d), where ED and TD indicate the extrusion direction and transverse direction, respectively. The texture intensity of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr was 18.43, which are distributed along the arc. It shows that the {0001} basal texture with a strong preferred orientation in the alloy.
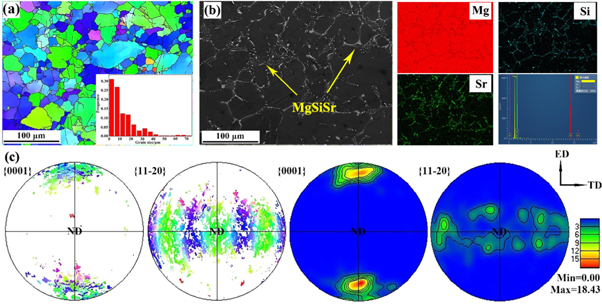
Figure 1. Microstructures and texture of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy. (a) Inverse pole figure, (b) SEM map and EDX map, (c) pole figure maps.
Download figure:
Standard image High-resolution image3.2. Mechanical properties of the as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy
Figure 2 exhibits that the true strain-stress curves of Mg-0.55 wt.%Si-0.75 wt.%Sr alloy compressed at 250 °C with the strain rate of 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1. The true stress-strain curve shows the alloy has the significantly work hardening behavior when the heat deformation temperature and the strain rate are 250 °C and 1 s−1, respectively. As the strain rate decreases, the flow stress decreases slightly. The work hardening rate gradually decreases, and work hardening still dominates when the heat deformation temperature was 250 °C and the strain rate was 0.1 s−1. When the hot deformation temperature was 250 °C with the strain rate of 0.001 s−1, work hardening and work softening reach equilibrium. However, the flow stress increases with the increase of strain when the strain rate was 1 s−1, which indicates the high strain rate deformation process mainly depends on the work hardening.

Figure 2. Ture stress-strain curve of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy when compressed at 250 °C and strain rate of 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1.
Download figure:
Standard image High-resolution image3.3. Microstructural and textural evolution of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy by varying deformation
In order to understand the relationship between the work hardening behavior and the deformation mechanism during the hot compression deformation of the as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy, the microstructural and textural evolution of the alloy under different strains were studied by EBSD analysis. Figure 3 shows the grain orientation distribution maps, grain boundary maps, and the corresponding misorientation angle distribution maps of the as-extruded alloy at 250 °C with the strain rate of 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1. As shown in figures 3(a)–(c), when the strain rate was 1 s−1, the LAGB were present at some grain boundaries, and the {10–12} tensile twins were not observed, which indicates the deformation was mainly dominated by dislocation slip.

Figure 3. EBSD microstructures, grain boundary maps and misorientation angle distribution maps of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy compressed at the temperature of 250 °C and at the strain rate of (a)–(c) ε = 1 s−1, (d)–(f) ε = 0.1 s−1, (g)–(i) ε = 0.01 s−1 and (j)–(l) ε = 0.001 s−1.
Download figure:
Standard image High-resolution imageWhen the applied compressive strain rate was 0.1 s−1 (figures 3(d)–(f)), compared with the strain rate of 1 s−1, {10–12} twins were not observed (figure 3(d)). Related research [15–19] showed that {10–12} tensile twins were initially formed during periods of low strain. As the deformation increased, {10-11} compressed twins and {10-11}–{10–12} twins appeared in the grain. Figure 3(f) shows that the angle of misorientation was mainly concentrated on LAGB. With the decrease of the strain rate to 0.01 s−1, fine grains increased and a large number of twins were not observed, which exhibits that the entire deformation process was dominated by slip, as shown in figures 3(g)–(i).
As shown in figures 3(j)–(l), when the compression strain rate reaches 0.001 s−1, the number of fine grains around the coarse grains increases, where the grain boundary was serrated, which was the result of lattice distortion and sub-crystalline morphology. In addition, dislocation entanglement formed by multiple dislocation slips inhibits the growth and movement of twins, and {10–12} twins in the coarse grains are consumed as the dislocation's density increases. The number of HAGBs further increased, many DRX grains appeared in the alloy, and there were no 86° twins peak during compression (figure 3(i)). As the degree of grain breakage and deformation increased, it hinders the LAGBs migration caused by dislocations [20].
Figure 4 shows the pole figures of the as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy at 250 °C with compressive strains rate of 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1. The grain orientation was reduced to a certain extent along the TD direction, and the {0001} basal plan texture intensity with a value of 14.97 was weakened compared with the as-extruded alloy, as shown in figure 4(a). In addition, as the strain rate decreases, the {0001} basal plane texture still exists. Since the deformation temperature was higher than the recrystallization temperature, a few recrystallized grains appear, which results in the texture intensity decreases with the texture intensity was 13.57. It can be attributed to the fact that the grains break [21] and recrystallize [22], and the grain orientation changes with the deformation process.
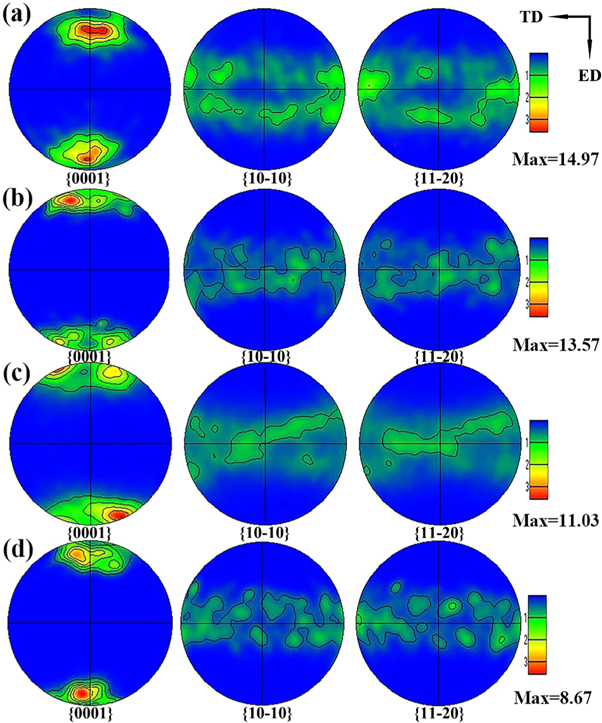
Figure 4. Pole figures of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy deformed to compressive strains of (a) 1 s−1, (b) 0. 1 s−1 (c) 0.01 s−1 and (d) 0.001 s−1.
Download figure:
Standard image High-resolution imageFurthermore, the texture intensity further was weakened to 11.03 and the texture component was {0001} basal texture when the compressive strain rate was 0.01 s−1, as shown in figure 4(c). Moreover, figure 4(d) shows that the {0001} basal texture intensity was further reduced to 8.67 when the compressive strain rate was 0.001 s−1. The texture weakened was mainly attributed to lattice distortion caused by the initiation of non-basal slip and recrystallization, which reduced the preferred orientation of the grains [23].
3.4. Deformation mechanism
Figure 5 shows that the kernel average misorientation (KAM) of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy at 250 °C with compression strains rate of 0.001 s−1, 0.01 s−1, 0.1 s−1 and 1 s−1, and the average KAM value changes with increasing strain. A higher average KAM value indicates a greater degree of plastic deformation or a higher defect density [24]. Figures 5(a), (a-1) exhibits that the compression temperature was 250 °C with the compression strain rate of 0.001 s−1, only a small amount of residual stress appears in the alloy, and the average KAM value was 0.32. As the compressive strain rate decreases, the residual stress increased and the average KAM value increases to 0.55 when the strain rate was 0.01 s−1, as shown in figures 5(b), (b-1). In the relatively early stage of deformation, the local residual stress was concentrated around the grain boundary. As shown in figures 5(c), (d), a large number of residual stress occur in the alloy when the compressive strain rate was 0.1 s−1 and 1 s−1 with the average KAM value was 0.68 and 1.0, respectively.

Figure 5. KAM maps of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy with compressed strains of (a) ε = 0.001 s−1, (b) ε = 0.01 s−1, (c) ε = 0.1 s−1, (d) ε = 1 s−1.
Download figure:
Standard image High-resolution imageGenerally speaking, the activation ability of different slips and twins during hot deformation can be expressed by Schmidt Factor (SF) [25]. Figure 6 shows that the basal, prismatic, pyramidal and twin SF of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy at 250 °C with different compressive strain rates, and the corresponding average SF were summarized in table 1. Figures 6(a)–(d) exhibits that the average SF of basal 〈a〉 slip, prismatic 〈a〉 slip, pyramidal 〈c + a〉 slips and twining was 0.15, 0.34, 0.32 and 0.41. It was worth noting that the as-extruded alloy exhibits a weak basal slipping. In addition, figures 6(e)–(h) exhibits that the average SF of basal 〈a〉 slip, prismatic 〈a〉 slip, pyramidal 〈c + a〉 slips and twining was 0.19, 0.43, 0.38 and 0.43 of the extruded alloys at 250 °C with the compressive strain rates of 1 s−1. With the decreasing of strain rate, the average SF of basal 〈a〉 slip, prismatic 〈a〉 slip, pyramidal 〈c + a〉 slips and twining slightly increased, as shown in figures 6(i)–(l). The average SF of basal 〈a〉 slip gradually increases to 0.24. In addition, among the four average SF after hot deformation at 0.01 s−1 compression rate, the average SF of prismatic slips, pyramidal slips and twin was higher, and the average SF of basal slips was the lowest, which means the prismatic and pyramidal slips are easily activated, and only a few twins appear during the entire hot deformation process, as shown in figures 6(m)–(p). Furthermore, figures 6(q)–(t) shows that fine grains and recrystallization increase, the SF of the basal plane decreases, and the SF of twins was the highest, but the twins are rarely observed during the deformation process when the compressive strain rate was 0.001 s−1. The activation of prismatic 〈a〉 and pyramidal 〈c + a〉 slips can promote the migration of dislocations [26, 27], which was beneficial to the formation of high-density dislocation accumulations caused by dislocation climb and lateral slippage, making the material with high plasticity.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Variations in average SF for basal slip, prismatic slip and pyramidal slip for as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy at 250 °C with strains rate of 0, 1 s−1, 0.1 s−1, 0.01 s−1 and 0.001 s−1.
Download figure:
Standard image High-resolution image{kind=link}
Table 1. The average SF of the as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloys.
| strains rate (s−1) | SFbasal slip | SFprismatic slip | SFpyramidal slip | SFtwin |
|---|---|---|---|---|
| 0 | 0.15 | 0.34 | 0.32 | 0.41 |
| 1 | 0.19 | 0.43 | 0.38 | 0.43 |
| 0.1 | 0.24 | 0.42 | 0.37 | 0.43 |
| 0.01 | 0.32 | 0.37 | 0.32 | 0.41 |
| 0.001 | 0.26 | 0.41 | 0.36 | 0.41 |
4. Conclusions
The microstructure evolution and deformation behavior of as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy was investigated at 250 °C with different compression strain rates.
- (1)The as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloys were successfully prepared. During the extrusion process of the alloy, a strong {0001} basal texture was formed. Due to grain breakage and grain rearrangement, the texture intensity gradually weakens with the hot deformation behavior.
- (2)At the initial stage of hot deformation, the prismatic 〈a〉 slip and pyramidal 〈c + a〉 slip were activated, while twins rarely observed. As a result, work hardening occurs due to slipping as the main deformation mechanism.
- (3)The as-extruded Mg-0.55 wt.%Si-0.75 wt.%Sr alloy exhibits work hardening behavior without a yielding platform, and the yield strength was significantly increased to 90 MPa during hot deformation with a compression strain rate of 1 s−1.
Acknowledgments
This work was supported by the Qinghai Department of Science and Technology (Grant No. 2017-ZJ-798).