Abstract
Dust collectors for roof bolting machines generally use a dry box to collect the roof bolting material. Recently, an underground mining operation converted a dry box dust collector to a wet box dust collector with a unique exception from MSHA for testing purposes. Water is routed to the roof bolter from the main water line of the continuous miner. The wet box utilizes a water spray to wet the incoming material. Testing was conducted comparing the two different collector types. Respirable dust concentrations surrounding the roof bolter with the different collection boxes were similar. The main difference in respirable dust concentrations occurred when cleaning the dust boxes. The average respirable dust concentration during cleaning of the wet box was 0.475 mg/m3, and during the cleaning of the dry box, the average respirable dust concentration was 1.188 mg/m3, a 60% reduction in respirable dust concentration. The quartz content of the roof material was high, ranging from 28.9 to 52.7% during this study. The results from this study indicate that using the wet box as a collector reduced exposure to respirable dust up to 60% when cleaning the collector boxes.
Similar content being viewed by others


1 Introduction
The roof bolter operator is an occupation that can be frequently exposed to respirable quartz dust [1]. Exposures to high concentrations of respirable quartz dust can result in the development of silicosis, an occupational respiratory disease. Two types of silicosis are acute silicosis or chronic silicosis. Acute silicosis can develop after severe short-term exposure to respirable quartz dust and can occur within several months or years. Chronic silicosis can develop after long-term exposures to respirable quartz dust over many years, usually decades. Both acute and chronic silicosis have no cure and may ultimately be fatal. The only method to prevent the incidence of silicosis is through the prevention of exposure to respirable quartz dust [2]. Additionally, exposure to respirable coal mine dust can lead to coal workers’ pneumoconiosis or black lung. Black lung is also an occupational respiratory disease that has no cure and can ultimately be fatal.
In an effort to eliminate the incidence of CWP and silicosis, MSHA sets a maximum allowable respirable coal mine dust standard of 1.5 mg/m3 for a full working shift in the active workings [3]. If silica is present, the applicable respirable dust standard is reduced and calculated as 10 divided by the percent quartz present [4] in order to maintain the respirable quartz dust at or below 0.1 mg/m3 (100 micrograms per cubic meter or μg/m3). The application of this formula shall not result in an applicable dust standard that exceeds the 1.5-mg/m3 respirable coal mine dust standard. To determine the percent quartz, sampling for quartz dust is completed using the coal mine dust personal sampling unit (CMDPSU)—see the “Sampling Method” section for the CMDPSU components. The quartz percentage is determined by analyzing the 37-mm filter for quartz using the MSHA P-7 method-Infrared Determination of Quartz in Respirable Coal Mine Dust [5].
Dust collection systems are used on roof bolter machines to control respirable quartz dust generated during the drilling and bolting actions of the roof bolter machine. Currently, the dry vacuum dust collection system is the standard dust collector on roof bolters in underground coal mining. It has been proven to be an effective dust control to prevent roof bolter operators’ overexposure to coal mine respirable dust during roof bolting operations [6, 7]. The dry collection system works as follows: drill cuttings are vacuumed into the precleaner. The precleaner dumps oversized material onto the mine floor while undersized material, which generally consists of 36% particles < 10 μm, enters the dust box via vacuum airflow produced by a blower [8]. The cuttings entering the dust box are either deposited on the floor of the dust box or into a dust collector bag. The vacuum airflow leaves the dust box through a final filter, generally specified as the Model 123990, Donaldson, Inc., Minneapolis, MN, with 99.90% efficiency. Figure 1 shows the internal view of two different dry collection system boxes. The box on the left does not use the dust collector bags to contain the roof bolter cutting material. The box on the right uses dust collector bags to contain the roof bolter cutting material. The dust collector bags can potentially contain 22.8 kg or more material (in this study, one of the bulk samples contained over 26 kg of material). Dust collectors that use bags to contain material inside the dust collection box have been shown to provide better protection to roof bolter operators than dust collectors that do not use the bags during bolting operations [8]. The dry collectors are very efficient at reducing respirable coal mine dust exposure from roof bolting activities.

View of two dry dust collector boxes side by side: collector box without collector bag on left, and collector box with collector bag on right
Recently, Blue Mountain Energy’s Deserado underground coal mining operation, outside Rangely, Colorado, made a modification to the dry collector system to convert it to a wet collector system with a unique exception from the Mine Safety and Health Administration (MSHA) for testing purposes. Petitions for modification of application of mandatory safety standards can be submitted to MSHA by the mine operator [9]. The roof bolting machine was a J.H. Fletcher model CHDDR roof bolter, a dual-head roof bolter. The wet collector system still uses a vacuum system to pull material from the vertical roof bolt hole but incorporates a water spray nozzle located inside the dust box to wet the incoming material. The flow through the nozzle ranges from 1.9 to 7.6 lpm (0.5–2.0 gpm) at 0.69 MPa (100 psi). The wet collector system removes the precleaner and the cyclones inside the dust box. The wet material (sludge) then empties through a specialized valve in the bottom of the box. The final filter is still used to prevent respirable dust from leaving the dust box through the exhaust. During operation, the wet collector dust box is opened and hosed clean after roof bolting every 40 ft of entry. When cleaning, the operators do not target the filter. So, generally, the filter does not get wet. In addition, J.H. Fletcher is redesigning the filter to be water resistant. Figure 2 shows the inside of the wet collector box.

Dry dust collector box that has been converted to the wet box.
A field evaluation was conducted on a roof bolting machine in an operating section of the mine site. The new wet collection system was installed, and testing of the system occurred for three days. The wet collection system was then converted back to J.H. Fletcher’s dry collection system which used the dust bags to collect the roof bolter cuttings inside, and additional testing was conducted on this system for 3 days.
2 Sampling Method
Both gravimetric and instantaneous samplers were used for testing the dust boxes for respirable dust control. The gravimetric samplers were the CMDPSU consisting of ELF Escort pumps operating at 2.0 L/min, 10-mm Dorr-Oliver cyclones, and 37-mm 5-μm PVC filters in a 3-piece cassette. The instantaneous sampler was the pDR-1000. The pDR-1000 was set to record concentrations at 5-s intervals. Sampling packages, comprised of two gravimetric samplers and one instantaneous sampler, were used to sample respirable dust at different locations in the section. Figure 3 shows the locations of the sampling packages.

Locations of sampling packages for testing the dry dust collector and wet dust collector.
The intake sampler (blue) was located on a tripod in the center of the entry upwind of the roof bolter. The return sampler (red) was located in the center of the entry inby the ventilation exhaust tubing inlet. This sampler was moved as the exhaust tubing was advanced forward. Additional sampling packages (orange) were placed directly above the front and rear dust collector box doors, approximately 106–122 cm (42–48 in.) above the mine floor, which were located on the right side of the bolter during wet box testing. These locations were used because there is no pre-cleaner used with the wet box system. During dry box testing, these two sampling packages were located differently. They were located near the pre-cleaner dump points; one on the right side near the right side pre-cleaner dump and one on the left side near the left side pre-cleaner dump. For analysis purposes, these two sampling packages will be identified as pre-cleaner samplers whether sampling during the wet box system or dry box system. Another sampling package was placed at the rear right-side corner of the roof bolting machine to sample the dust collector exhaust flow from the roof bolter. Finally, the operator was outfitted with a personal sampling vest (green), consisting of one pDR-1000 and two gravimetric samplers when cleanout of the dust collector box occurred. These samplers were operational when the miners cleaned out the dust boxes. The sampling vest was used to determine the potential exposures of the roof bolter operator during the dust box cleaning process.
3 Testing
Prior to bolting each entry, a vacuum pressure measurement was taken at each bolter head to ensure proper collector operation. Ventilation measurements to determine airflow quantity and velocity were also measured and recorded for each bolter entry. The roof bolter operators followed their normal ventilation plan. Additionally, new dust collector filters were installed at the start of each day of testing, and in the case of the dry collector, a new collection bag was installed in addition to the new filter. Once the samplers were set up, testing commenced. The roof bolter operators completed their tasks as they normally would. Time studies were conducted on the roof bolter, monitoring its operation. The wet collection system was tested first.
During operation of the roof bolting machine, the collection of bulk samples of the sludge material dropping from the wet box was not possible due to it being almost entirely liquid. Special attention was made during the dust box cleanout. At this point, the operator cleaning the box was outfitted with the personal sampling vest. During the task to clean out the dust box, the actions of the operator from start to finish (opening the dust box door to closing) and the amount of time required were recorded. During cleanout of the wet box, bulk samples were taken of the sludge material in the dust box, and the filters were examined. If they were wet, they were changed out, and the used filters were collected. Towards the end of testing the wet box, filters were collected after every cut. Cleanout of the wet system occurred after bolting each entry.
For the dry box, bulk samples of the pre-cleaner dump were taken in each entry during roof bolter machine operation. Again, during the task to clean out the dust box, the operator cleaning the box was outfitted with the personal sampling vest, and the actions of the operator from start to finish (opening the dust box door to closing) and the amount of time required were recorded. Bulk samples were taken of the material in the dust box by collecting the filter bags and filters. The change out of filters and bags occurred after the roof bolter operator completed each entry. Each shift started with a new filter and new collector bag dry system.
3.1 Mine Layout and Ventilation
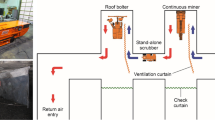
Exhausting mine face ventilation was used at the mine site to ventilate the entries. Exhausting ventilation was accomplished using 0.61-m-(24 in)-diameter tubing. The mine section consisted of 5 entries. Figure 4 shows the general layout of the section where the testing was completed. The roof bolter entries ranged from 3.0 to 10.6 m (10–35 ft), depending on the roof conditions during the cutting operations of the continuous miner.

Layout of the mine section where the wet box and dry box dust collector testing was completed.
Table 1 shows the entry dimensions of the roof bolting entries and the ventilation at the face. Airflow velocities were always measured at the intake end of the exhausting duct when tubing was used for ventilation. Therefore, quantity calculations used the area of the duct multiplied by the velocity where tubing was used.
There were several instances where airflow quantities were very high [4.72 m3/s (≥ 10,000 cfm)]. Crosscut 88 Entry 4 Right to 5 and Crosscut 88 Entry 2 Left to 1 had “broken through,” allowing the high quantities of air to flow through these openings. Entry 2 was the return for the section. Therefore, the tubing had a straight shot to the exhaust fan, without any 90-degree turns. That and the possibility of low leakage through the check curtains (see Fig. 4) allowed for the high-velocity airflow in that entry.
Tables 2 and 3 show the information gathered during roof bolting operations, including bolting operation time, location, dust concentrations, and ventilation. Tables 4 and 5 show the information gathered during cleaning out of the roof bolter dust collector boxes.
3.2 Discussion of Roof Bolter Operation Results
In reviewing the results of the roof bolting operations using the wet box collector (Table 2) and dry box collector (Table 3), it can be seen that the roof bolting times (the sum of the actual times from Tables 2 and 3) are similar at 5:51:49 hours:minutes:seconds (hh:mm:ss) for wet box as compared to 5:30:17 (hh:mm:ss) for dry box, differing by approximately 20 min. The average bolting time was 00:43:59 while using the wet box collector compared with 00:30:02 while using the dry box collector. Use of either collector should not have an effect on bolting time.
The dust concentrations listed in Tables 2 and 3 are the averages of dust concentration measurement from the pDR-1000 used in the study. Unfortunately, the data from the gravimetric samplers was compromised and therefore unusable. Information from the pDR-1000 can still be analyzed but with limitations [10]. The pDR-1000 data can be compared from similar locations, because the pDR-1000 used at each location for the wet box sampling were the same pDR-1000 used for the dry box sampling. For example, the bolter intake from the wet box collector can be compared with the bolter intake from the dry box collector. The bolter intake, however, cannot be compared across locations. For example, the bolter intake from the wet box collector cannot be compared with the bolter return from the wet box collector, or even the bolter return from the dry box collector.
An overview of the dust concentrations during bolting operations (Tables 2 and 3) shows that all the concentrations were very low, < 0.500 mg/m3 in most locations. In comparing the wet box collector with the dry box collector at similar locations, the average respirable dust concentrations at each location were very close (< 0.100 mg/m3). This demonstrates that, generally, there was no major difference in respirable dust concentrations surrounding the roof bolter when using either dust collector.
Two exceptions were the Precleaner Right and the Bolter Exhaust locations. The Precleaner Right average concentration for the dry box collector was 0.517 mg/m3 compared with 0.258 mg/m3 average concentration for the wet box collector. The cause of this difference (0.259 mg/m3) between the two locations may be due to the precleaner being used and dumping dust during the dry box usage and the precleaner not being used during the wet box. However, a difference of this magnitude is not observed for the left precleaner. The precleaner for the right bolter is located on the right side of the bolter in front of the dust collector boxes, while the precleaner for the left bolter is located on the left side. Any large difference from the right side precleaner should also have been observed by the left precleaner sampler assuming similar ambient conditions. Especially if the precleaner dump was the source of the higher dust concentrations (the wet box collector eliminated the use of the precleaner on both boxes). Therefore, the precleaner dump may not likely be the source of the large difference. In reviewing the locations of the bolter while using the dry box collector, there were two instances of higher measured dust concentrations, 1.526 mg/m3 in Crosscut 88 Sump Entry 5 Right and 1.255 mg/m3 in Crosscut 88 Entry 2 Left to 1 (Table 3), which caused the elevated average for the Precleaner Right while using the dry collector. The cause of these elevated concentrations is unknown.
The other instance of a large difference in respirable dust concentrations is the average concentrations at the Bolter Exhaust locations while using the wet box collector (0.246 mg/m3 -Table 2) and while using the dry box collector (0.096 mg/m3 -Table 3). The cause of this difference in concentrations can be due to the elimination of the dust bag in the wet box. The dust bag in the dry dust collector can act as an additional filter to remove respirable dust from the exhaust [8], reducing the concentration from the dry box bolter exhaust. It also can be due to the final filter absorbing moisture during the wet box dust collector operation. The cellulose filter is not made to handle moisture, and there is a chance the filter could allow potential dust leakage as the filter material deteriorates. However, the increase in respirable dust concentration from the bolter exhaust using the wet box collector is not considerably high, with only an increase of 0.149 mg/m3.
3.3 Discussion of Roof Bolter Dust Box Cleaning Results
Table 4 shows the results from cleaning out the wet box dust collector, and Table 5 shows the results of cleaning out the dry box dust collector. It can be seen that the total roof bolting dust box cleaning times is similar at 0:40:35 (hh:mm:ss) for the wet box as compared with 00:50:22 (hh:mm:ss) for the dry box, with only a difference of approximately 10 min. The average dust box cleaning time was 00:06:46 for the wet box collector compared with 00:07:12 for the dry box collector, an average difference of 26 s. The advantage for the wet box dust collector is that it can be cleaned out using a water hose while the operator stands a distance away from the box opening. The dry box dust collector requires the roof bolter operator to reach into the dust box to remove the dust bag and then carry the bag to an empty location on the roof bolter machine. Later, a supply man arrives to remove the dust bag(s) out of the mine for disposal. Thus, the dry box collector has the potential to expose two different occupations to respirable quartz dust, the supply man and roof bolter operator (Note: the supply man was not monitored during this study).
The roof bolter operator wore the sampling vest whenever cleaning of the dust collector boxes was performed. It can be seen that when cleaning the wet dust box, the operator had lower average exposure to respirable dust (0.475 mg/m3). Cleaning the dry box exposed the operator to higher levels of respirable dust (with an average of 1.188 mg/m3). The average dust reduction for cleaning the wet box collector compared with cleaning the dry box collector was approximately a 60% reduction. A statistical analysis of the sampling vest data showed that the data was statistically different at 80% for both the t test [T(10) = 1.540, p = 0.084] and the Wilcox rank sum test.
In reviewing the data, it was observed that higher ventilation quantities were encountered when evaluating the wet box system. It is not believed that there is a dilution effect to the vest concentrations due to the close proximity of the worker to the dust source during cleaning. Any dilution or reduction in airborne concentration due to ventilation would occur at a distance away from the source [11, 12]. During dry box cleaning, the operator had to reach into the dust box to remove the bag. The operator’s face was in the dry box adjacent to the dry box collector bag. The bag (≈ 22.7 kg (50 lbs) or more of material) was carried against the operator’s chest, exposing him to respirable quartz dust. During wet box cleaning, the operator stood a distance away from the box and used a water stream to clean out the box. The material from the wet box is saturated (see Table 6). Therefore, due to the high moisture content and distance away from the box, this operator should have no dust exposure directly from the wet box.
However, it is possible that there was a dilution effect due to ventilation, but it is unquantifiable in this study. Therefore, calculations were completed normalizing the sample vest concentrations to ventilation. The following equation was used for ventilation normalization, and statistics were conducted on the normalized data:
where
- Normalized vest conc.:
-
= Resultant normalized sample vest concentration using ventilation for the entry (mg/m3).
- Sample vest conc.:
-
= The sample vest concentration for the entry (mg/m3)
- Ventilation quantity:
-
= The ventilation air quantity of the entry (cfm)
- 3000:
-
= The minimum airflow quantity for an entry specified by MSHA [13]
This calculation was completed for each sample vest concentration and then the data were analyzed statistically. The normalized data demonstrated a dust reduction of approximately 27% when using the wet box. This data was found to be only statistically different at 70% when using the t test. However, the Wilcox rank sum test showed the data was not statistically different.
It is not expected that the sample vest concentrations were diluted due to the different ventilation quantities in the entries. But unquantifiable dilution could have been possible. Resulting analysis shows that when cleaning the roof bolter dust collector boxes, the dust reduction when using the wet box could range from approximately 27 to 60%.
4 Moisture Content, Silica Analysis, and Particle Size Distribution Results
Bulk samples of the precleaner dump and dust bags were collected during the study from the operation of the roof bolter both when using the wet box dust collector and when using the dry box collector. However, no samples for the precleaner were able to be obtained for the wet box as there was no precleaner used with the wet box. All samples were used to characterize the material that the roof bolter encountered during the study. The bulk material samples generally contained a large amount of material. The samples were split to obtain samples of the required mass for obtaining moisture content, particle size distribution, and quartz content.
Many of the samples, especially those collected from the wet box collector, required drying before further analysis could be completed. Drying was completed following ASTM D2216-98 to obtain moisture content of the material [14]. The bulk samples were preweighed in their sample bags. Each large sample was split into two identical samples using the sample splitter in order to maintain ease of handling. The material was placed on preweighed trays, then placed into an oven for drying. Preweighed trays with the sample were placed in the oven and heated to 110 °C for 12–16 h. The samples were then removed, allowed to cool, and then weighed. Samples were placed in new containers for storage.
Moisture content was calculated using the following equation:
where
- W:
-
= water content, %
- Mcws:
-
= mass of container and wet specimen, g
- Mcs:
-
= mass of container and oven-dry specimen, g
- Mc:
-
= mass of container, g
- Mw:
-
= mass of water (Mw = Mcws − Mcs), g
- Ms:
-
= mass of solid particles (Ms = Mcs − Mc), g
Tables 6, 7, and 8 show the moisture content of the roof bolter dust collection system samples. For the wet box dust collector material, the average moisture content was 20.1% with a range of 16.8 to 22.9%. The precleaner material had an average moisture content of 2.1% with a range of 1.5 to 3.3%.Footnote 1 The dry box dust collector material had an average moisture content of 1.0% with a range of 0.8 to 1.1%.
The resultant dried sample was then used for the particle size analysis. The samples were then sieved with cutoffs at 250 μm and 75 μm using a Ro-Tap sieve shaker and 8-in-diameter Tyler sieves. The portion < 75 μm was then particle-sized using a Beckman Coulter Counter. This combination provided particle size distribution from 250 μm to submicron size ranges. For this study, the cutoff sizes reported are 250 μm, 75 μm, 20 μm, 10 μm, 4.5 μm, and 2.5 μm. It should be noted that only the particle size distributions for the precleaner and dry dust box collector material are presented. The reason for this is the wet box dust collector material required pulverization after drying due to cementation of material. Therefore, the original particle size distribution of the wet box dust collector material was changed during the pulverization.
Figures 5 and 6 show the graphs of the cumulative percent passing. For the precleaner material, the average cumulative percent passing 10 μm is 6.9% with a range of 1.8 to 9.7%; the average cumulative percent passing 4.0 μm is 2.8% with a range of 0.5 to 4.1%. The average cumulative percent passing 10 μm for the dry box collector material is 21.5% with a range of 15.2 to 34.0%; the average cumulative percent passing 4.0 μm is 9.7% with a range of 6.3 to 15.9%. Reporting the cumulative percent passing for 10 μm represents the D50 of thoracic dust, while reporting the cumulative percentage passing for 4.0 μm represents the D50 of respirable dustFootnote 2 [15].

Cumulative percent passing for the precleaner material. Particle size is on a logarithmic scale

Cumulative percent passing for the dry box collector material. Particle size is on a logarithmic scale
Once the particle size analysis was completed, the re-aerosolization of the < 75-μm dust was completed to prepare 37-mm filters for quartz analysis with the resultant roof bolting material. This process used a 19-l (5-gallon) plastic bucket with lid that has been modified to be used as a miniature sampling chamber. Three Dorr-Oliver cyclone and 37-mm filters were mounted inside the bucket, equidistant from each other. They were connected to the Escort ELF pumps outside the bucket via Tygon® tubing, which passed through the bucket wall. The pumps operated at 2.0 l per min. An inlet was created in the bucket lid, which allowed compressed air into the bucket to re-entrain the roof bolter dust placed in the bucket. Another filtered inlet/outlet was created to allow pressure relief from the compressed air and the sampling pumps without allowing re-entrained dust to escape.
The testing was completed by adding the roof bolter dust collector sample material (3 g) directly to the bottom of the bucket. The samplers were prepped and started. Compressed air generating a puff of air directed at the roof bolter sample was input into the system for 5 s at the beginning of the test and at 15 min into the test. The entire test duration was 30 min. Once the test was completed, the 37-mm filters were weighed to determine their mass, and the system was readied for the next roof bolter sample. While this process is not the same as directly sampling the roof bolters with the CMDPSU, this process represents the best approximation for determining the quartz content of the roof bolting material.
Silica analysis was then conducted on the filters used in the re-aerosolization of the roof bolter dust by sending them off to a contractor for silica analysis. The NIOSH 7500 method was used for silica analysis. Tables 6, 7, and 8 present the results of quartz content for the material from the wet box collector, precleaner dump, and the dry box collector. For the wet box dust collector material, the average quartz content was 33.2% with a range of 28.9 to 37.2%. The precleaner material had an average quartz content of 43.0% with a range of 38.9 to 52.7%.Footnote 3 The dry box dust collector material had an average quartz content of 39.7% with a range of 35.8% to 43.6%.
4.1 Discussion of Moisture Content
The moisture content of the roof bolter materials was within expectations. The material from the wet box dust collector had high levels of moisture content (20.1% average). The dry box precleaner material was dry (2.1% average), and the dry dust box material was drier (1.0% average).
The drier material in the dry box dust collector results in a dust that can be easily re-entrained into the air, which could result in overexposure to respirable quartz dust. The wet box dust collector material was basically a “mud.” The water agglomerated all the material to prevent it from becoming airborne. Therefore, the respirable dust concentrations when cleaning the wet box were most likely from ambient dust conditions and any possible entrainment of dust from disturbing material on the roof bolting machine when working in the vicinity of the wet box. Keeping the roof bolter clean using the water hose to hose down the roof bolter would prevent any re-entrainment of dust from material on the roof bolter.
The precleaner material dumps onto the ground and has been thought to be a potential source of respirable dust. Previous testing shows that an airflow velocity as little as 2.13 m/s (419 fpm) can re-entrain respirable coal dust [16]. It should be noted that in their experiments, re-entrained coal dust concentrations were low (0.080 mg/m3) as measured at the center of the entry. The center of entry was 1.6 m (5.25 ft) above the floor, and the coal dust tested had a D50 of 7.14 μm.
The precleaner material generally consists of a higher density than coal and a larger D50 (> 250 μm) as shown in Fig. 5. Therefore, the air velocity required to re-entrain precleaner dust would have to be higher. Precleaner dust density and particle size may be similar to sand particles (especially if bolting in a sandstone layer). Therefore, re-entrainment of precleaner dust would most likely be similar to re-entrainment of sand particles, which research has shown that 5 m/s (984 ft/min) airflow is required for re-entrainment of sand particles [17, 18]. This amount of airflow is generally not encountered in room-and-pillar entries, except when crosscuts are bolted. At these locations, high-ventilation velocities could be encountered as seen by the ventilation data from the study. Additionally, the mine floor is wet and uneven, which may cause the precleaner material to wick moisture from the wet floor into the precleaner pile and prevent re-entrainment.
In prior research, testing was conducted at actual mine sites to measure the dust concentrations from the precleaner dumping. Due to the variations in airflow directions caused by the bolting machine operation, positioning of ventilation curtains, travel of the bolting machine, and actions of the miners installing bolts and stocking supplies on the bolter machine, no definitive association between increases in respirable dust concentration and precleaner dump could be defined [19]. Therefore, the combination of denser and larger-sized particles and dumping on wet uneven floors should prevent the re-entrainment of roof bolter dust from the precleaner.
4.2 Discussion of Particle Size Distribution
The particle size distribution for the precleaner and the dry box material is shown in Figs. 5 and 6, respectively. The D50 of the precleaner approaches > 250 μm, meaning over 50% of the material was larger than 250 μm. The top size of the particle size analysis for percent passing being 250 μm precluded any analysis of larger material in the precleaner. The precleaner’s purpose is to remove large materials from entering the dust collector box. There is a small amount of respirable dust in the precleaner material with the average cumulative percent passing 4.0 μm being 2.8% with a range of 0.5 to 4.1%. This small amount passes through the precleaner due to bypassing the precleaner mechanism or agglomeration onto larger particles. From the discussion of moisture content, this amount of respirable dust from the precleaner should not have a large impact on roof bolter operator exposure to respirable dust.
The D50 of the dry dust collector box material ranged from 11 to 100 μm. This is a wide particle size range but smaller than that of the precleaner material. The amount of respirable dust in the dry dust collector box material was higher than the precleaner material with the average cumulative percent passing 4.0 μm, being 9.7% with a range of 6.3% to 15.9%. This material is most likely evenly distributed throughout the bagged material, is dry, and has a high quartz content. This material has the potential to contribute to the respirable dust overexposures to roof bolter operators, especially because they carry the dust collector bags close to their chests when removing the bags. The wet box dust collector is cleaned by hosing the inside with water, which agglomerates the smaller particles preventing them from being re-entrained.
4.3 Discussion of Quartz Content
The quartz content of the wet box dust collector material was lower than the quartz content of the precleaner and dry box dust collector material. The quartz content of all material was within ± 10% of each other. The difference in quartz content of the material from specific locations is most likely a function of the geology of the roof of the mine. The use of the wet box dust collector over the dry box dust collector should not cause a reduction/change in quartz content.
When evaluating the wet box dust collector with the dry box dust collector, the average wet box quartz content was 33.2%, the average precleaner quartz content was 43%, and the average dry box quartz content was 39.7%. These quartz contents are probably higher than the quartz that would be encountered during the roof bolter occupation, as these amounts are measured directly from roof bolter material without any possibility of dilution during sample measurements due to outside interferences. These interferences could be due to the inclusion of other dusts sampled (coal, rock dusts, etc.) and ventilation airflows.
If respirable quartz dust is encountered in the atmosphere, then the coal mine respirable dust standard is reduced to 10 divided by the percentage of quartz from sampling [4]. This standard can be significantly lower than the 1.5-mg/m3 respirable coal mine dust standard.
A major source of quartz for the roof bolter operators can be when they are cleaning the dust boxes. If roof bolter operators are out of compliance for the respirable dust standard when quartz is present, corrections for cleaning the wet box to achieve compliance could possibly be as simple as having the operator stand further away from the box while cleaning it out with the water hose. Corrections for cleaning the dry box could be more complex, such as having to introduce additional more ventilation airflow directed specifically to the dust box openings to dilute any respirable dust concentrations created during cleaning. This could result in more time to clean out the dry box, making the wet box a more efficient method of dust control for the roof bolter operator. Additionally, the supply man who removes the dust collector bags could also be susceptible to the overexposure of respirable quartz dust. However, this occupation was not sampled during this study.
5 Conclusion
The wet box dust collector system performs better than the dry box dust collector system during cleaning of the dust boxes, ranging from 27% up to a 60% reduction in respirable dust when cleaning the dust collection system with the wet box. The average respirable dust concentration measured at the dry box location was 1.188 mg/m3 when cleaning compared with the average respirable dust concentration of 0.475 mg/m3 measured at the wet box location. Considering dilution due to differing ventilation quantities for the entries reduces the wet box dust reduction lower to 27%. The data were statistically different at 80% for the un-normalized sample vest data, but only statistically different at 70% for the data normalized for ventilation. It is not expected that dilution or reductions in concentrations due to ventilation for the sample vest data would occur due to the close proximity of the worker to the source of dust. In either case, the wetbox dust collector demonstrates that it is effective at reducing dust concentrations to the roof bolter operator when cleaning the dust boxes.
The average time for cleaning the wet box (00:06:46 hh:mm:ss) was 26 s shorter compared with the dry box (00:07:12 hh:mm:ss). The wet box was cleaned after completion of each bolter location due to the necessity of the field study. The wet boxes were never full when they were cleaned, demonstrating that cleaning between completion of each bolter location may be not necessary. In contrast, when using the dry boxes, the dust collector bags were close to full after each location. The normal procedure for roof bolter dust collection dry box cleanout is to change the dust collector bag after bolting two locations.
Moisture content of the wet box dust collector material was 20.1%, the precleaner material had an average moisture content of 2.1%, and the dry box dust collector material had an average moisture content of 1.0%. Re-entrainment of precleaner material from the mine floor has been mentioned as a concern. However, re-entrainment is not expected at this site due to lower airflows usually encountered in room-and-pillar entries than that required for re-entrainment (5 m/s [984 ft/min]) [16, 18]. Although, Shankar and Ramani did show that entrainment of respirable dust in-mine can occur at lower velocities of 2.13 m/s (419 ft/min), the entrained concentration was very low ranging from 0.060 to 0.120 mg/m3 at distances as far away as 58 m (190 ft) [10]. Observations noted that the condition of the mine floor was wet and uneven. The precleaner material seemed to wick moisture from the wet floor into the precleaner pile which could prevent its re-entrainment. The wet box material with its high moisture content and use of water to clean the area would prevent re-entrainment [19].
The quartz content of the roof material was high, ranging from 28.9 to 52.7%. This amount of quartz content can potentially result in a very low respirable dust standard based upon percentage quartz as defined by MSHA. While the average quartz content encountered during the operation of the wet box (33.2%) was lower than the average quartz content encountered during the operation of the dry box (43% precleaner, 39.7% dry box), geological differences are most likely the cause of the differing average quartz contents. If quartz exposures occurred during dust collector box cleaning, correction for the wet box to maintain compliance should be simple, with the solution being to have the operator stand further away from the box while cleaning it out with the water hose. Corrections for cleaning the dry box could be more complex, such as having to introduce more ventilation airflow to dilute any respirable dust concentrations created during cleaning. This could result in more time to clean out the dry box, making the wet box a much more efficient method of dust control for the roof bolter.
Cleaning the wet box is easy and simple, requiring only the use of a water hose. There are no dust bags to contend with for disposal, and the potential for re-entrainment of respirable quartz dust from the bags is eliminated. Bolter operations during the use of each type of dust collector did not seem to have noticeable differences in respirable dust concentrations generated during roof bolter operations. Because of the ease of maintenance of the wet box, once roof bolter operators operated the bolter machine with the wet box, they did not want to use a roof bolting machine with dry box dust collectors any longer. As a result of this study, J.H. Fletcher has developed this wet box dust collector as a wet dust tank option, available for installation on the roof bolter.
A weakness in this study was the limited amount of data due to limited roof bolting operations. Additionally, some data was compromised, requiring different methods of quartz analysis than would be normally conducted. Therefore, more testing should be conducted to increase the amount of data available for analysis, and there should be more focus on the cleaning of the dust boxes. However, this study, with its limitations, does show that the wet box is a promising respirable dust control device that can reduce roof bolter operator’s exposure to respirable dust.
Notes
This average drops the 19.3% moisture content from Rightside Precleaner Crosscut 88 Sump Entry 5 Right because this sample was taken from dump material in a water puddle.
D50 represents the median diameter of a particle size distribution. For respirable dust D50 = 4.0 μm; therefore, 50% of particles are less than 4.0 μm and 50% are greater than 4.0 μm.
This average drops the 23.3% silica content from Rightside Precleaner Crosscut 88 Sump Entry 5 Right because this sample taken from dump material in a water puddle seemed to be abnormal from the other results in the same area.
References
Reed WR, Shahan M, Klima S, Ross G, Singh K, Cross R, Grounds T (2020) Field study results of a 3rd generation roof bolter canopy air curtain for respirable coal mine dust control. Int J Coal Sci Technol 7(1):79–87. https://doi.org/10.1007/s40789-019-00280-5
Lara AR (2020) “Silicosis” The Merck Manual, Consumer Version. (Kenilworth NJ: Merck & Co. Inc.) Website: https://www.merckmanuals.com/home/lung-and-airway-disorders/environmental-lung-diseases/silicosis Last accessed: July 2020
Code of Federal Regulations, CFR 70.100 (2020) Code of Federal Regulations, 70.100 Respirable dust standards, CFR Title 30, Chapter I, Subchapter O, Part 70, Subpart B, 70.100., U.S. Government Printing Office, Washington, D.C. : National Archives and Records Administration
Code of Federal Regulations, CFR 70.101 (2017) Code of Federal Regulations, 70.101 Respirable dust standards. CFR Title 30, Chapter I, Subchapter O, Part 70, Subpart B, 70.101., U.S. Government Printing Office, Washington, D.C.: National Archives and Records Administration
MSHA (2008) Infrared Determination of Quartz in Respirable Coal Mine Dust - Method No MSHA P7. US Dept of Labor, MSHA, Pittsburgh Safety and Health Technology Center
Potts JD, Reed WR, Colinet JF (2011) Evaluation of face dust concentrations at mines using deep-cutting practices. NIOSH Report of Investigations 9680, U.S. National Institute for Occupational Safety and Health (NIOSH) Office of Mine Safety and Health Research, Pittsburgh, PA
Colinet JF, Reed WR, Potts JD (2013) Impact on respirable dust levels when operating a flooded-bed scrubber in 20-foot cuts. NIOSH Report of Investigations 9683, U.S. National Institute for Occupational Safety and Health (NIOSH) Office of Mine Safety and Health Research, Pittsburgh, PA
Listak JM, Beck TW (2008) Laboratory and field evaluation of dust collector bags for reducing dust exposure of roof bolter operators. Min Eng 60(7):57–63
Code of Federal Regulations, CFR 44 (2020) Code of Federal Regulations, Part 44 Rules of Practice for Petitions for Modification of Mandatory Safety Standards CFR Title 30, Chapter I, Subchapter G, Part 44, U.S. Government Printing Office, Washington, D.C.: National Archives and Records Administration
Williams KL, Timko RJ (1984) Performance evaluation of a real-time aerosol monitor. USBM Information Circular 8968, Pittsburgh, PA: U.S. Dept. of the Interior, U.S. Bureau of Mines
Courtney WG, Cheng L, Divers EF (1986) Deposition of respirable coal dust in an airway. USBM Report of Investigations 9041
Bhaskar R, Ramani RV, Jankowski RA (1986) Experimental studies on dust dispersion in mine airways. SME-AIME Annual Meeting, New Orleans, LA, March 2-6, 1986. Pre-print # 86-140. Society of Mining Engineers of AIME, Littleton, CO
Code of Federal Regulations, CFR 75.325 (2018) Code of Federal Regulations, 75.325 Air quantity. CFR Title 30, Chapter I, Subchapter O, Part 75, Subpart D, 75.325., U.S. Government Printing Office, Washington, D.C.: National Archives and Records Administration
ASTM (1999) Standard test method for laboratory determination of water (moisture) content of soil and rock by mass. ASTM D 2216-98, American Society for Testing and Materials, Conshohocken, PA
ACGIH (2007) TLVs and BEIs based on the documentation of the threshold limit values for chemical substances and physical agents and biological exposure indices American Conference of Governmental Industrial Hygienists, Cincinnati, OH
Shankar S, Ramani RV (1996) Effect of air velocity and walking on the re-entrainment of dust in mine airways. SME Transactions, Vol. 298. Society of Mining Engineers, Littleton, pp 1834–1838
Bagnold RA (1954) The physics of blown sand and desert dunes. Methuen & Co. Ltd, London
Hodkinson JR (1960) Relation between ventilation, airspeed, and respirable airborne dust concentration in coal mining. Colliery Eng 37:236
Joy GJ, Beck TW, Listak JM (2010) Respirable quartz hazard associated with coal mine roof bolter dust. McKinnon, D.L. Ed. Proceedings of the 13th U.S./North American Mine Ventilation Symposium, Sudbury, ON (Canada); 13-16 June 2010. Mirarco Mining Innovation, Canada, pp. 59-64
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Disclaimer
The findings and conclusions in this report are those of the author(s) and do not necessarily represent the official position of the National Institute for Occupational Safety and Health. Mention of any company name, product, or software does not constitute endorsement by NIOSH. On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Reed, W.R., Shahan, M., Ross, G. et al. Field comparison of a roof bolter dry dust collection system with an original designed wet collection system for dust control. Mining, Metallurgy & Exploration 37, 1885–1898 (2020). https://doi.org/10.1007/s42461-020-00290-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42461-020-00290-x