Stretchable and Flexible Thin Films Based on Expanded Graphite Particles

 , , ,
, , ,  ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
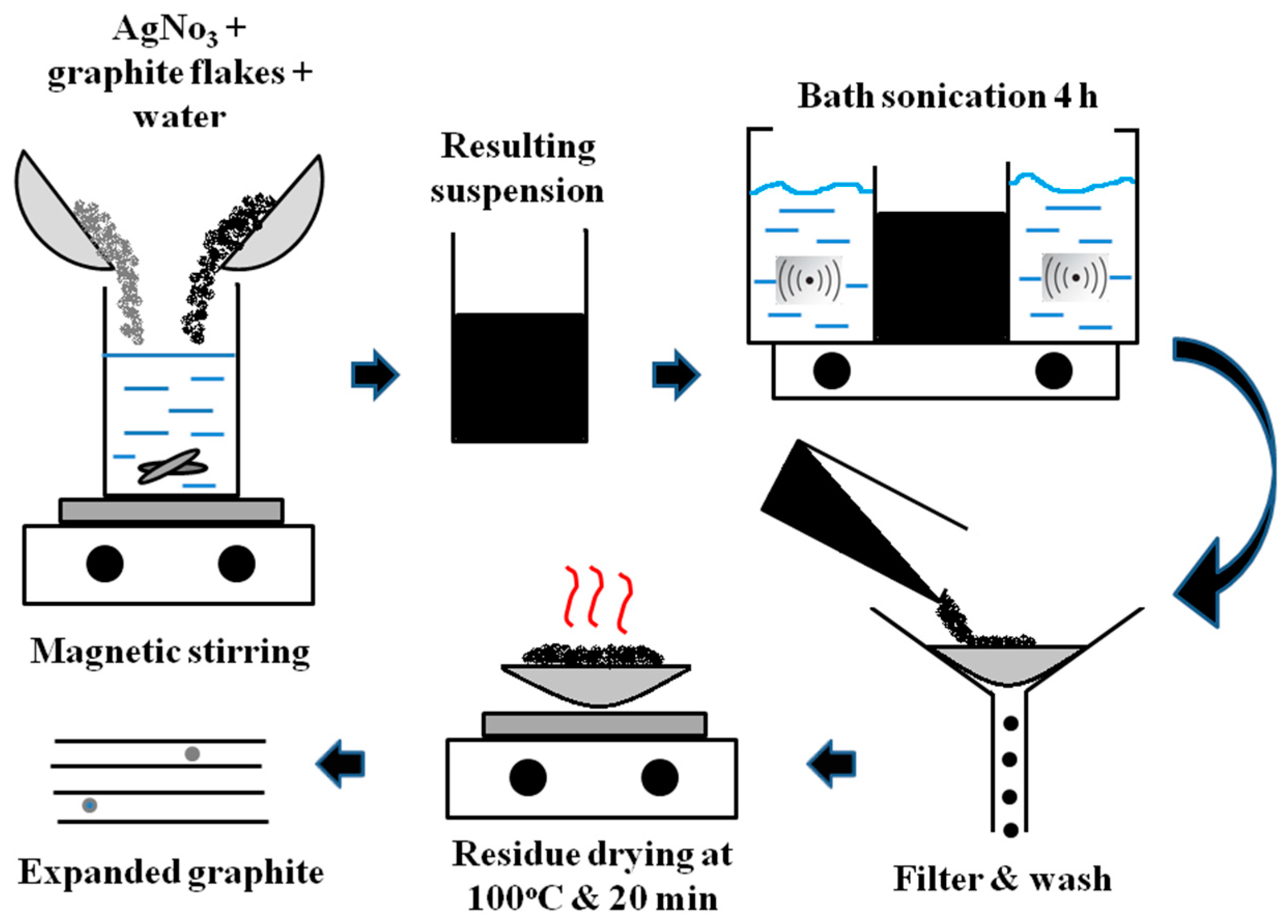
2.2. Synthesis of Graphite Particles Using Process of Bath Sonication (First Route)
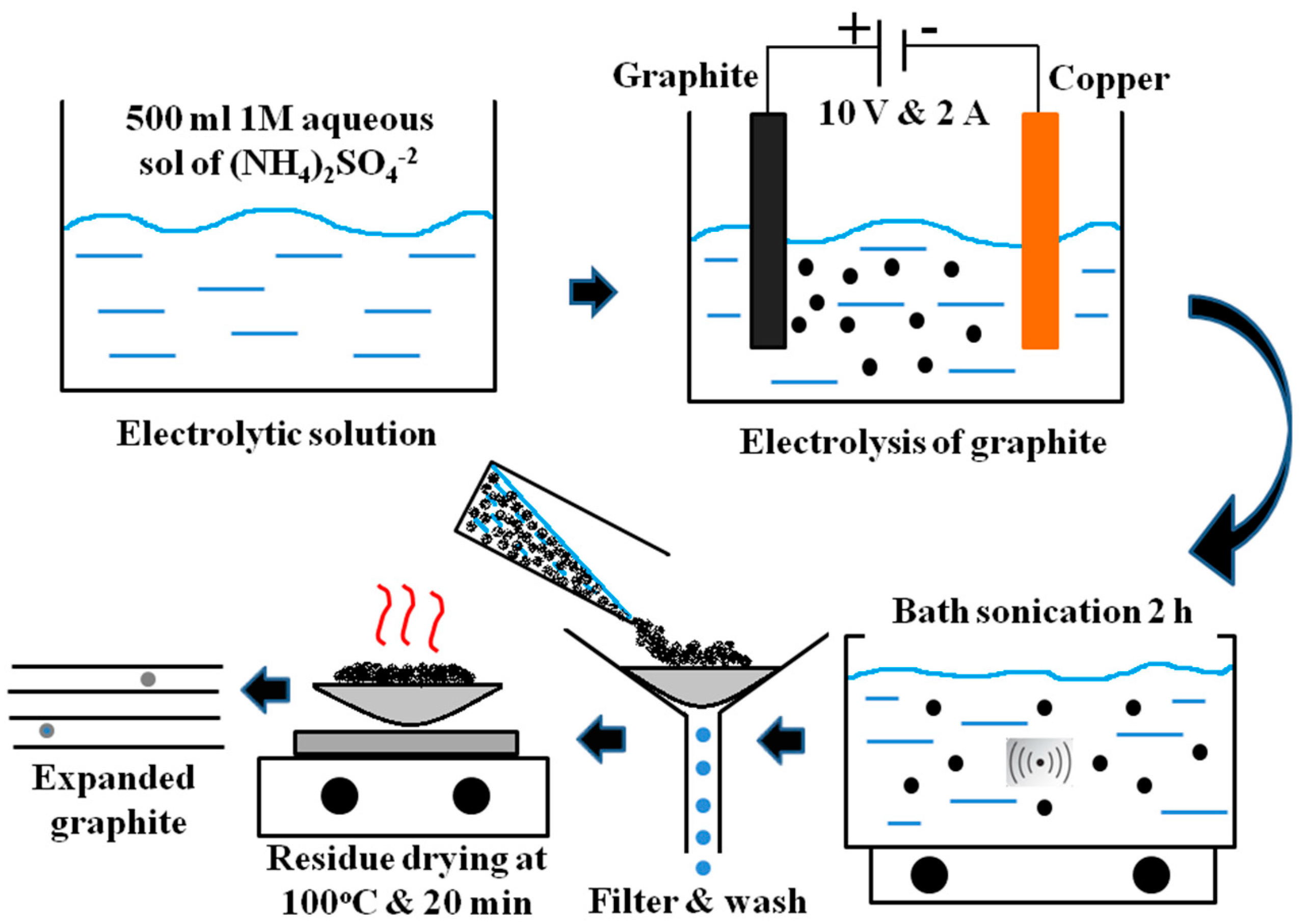
2.3. Synthesis of Graphite Particles Using Process of Electrolysis (Second Route)
2.4. Synthesis of Ink, PDMS Substrate and Expanded Graphite Thin Films
2.5. Characterizations
3. Results and Discussion
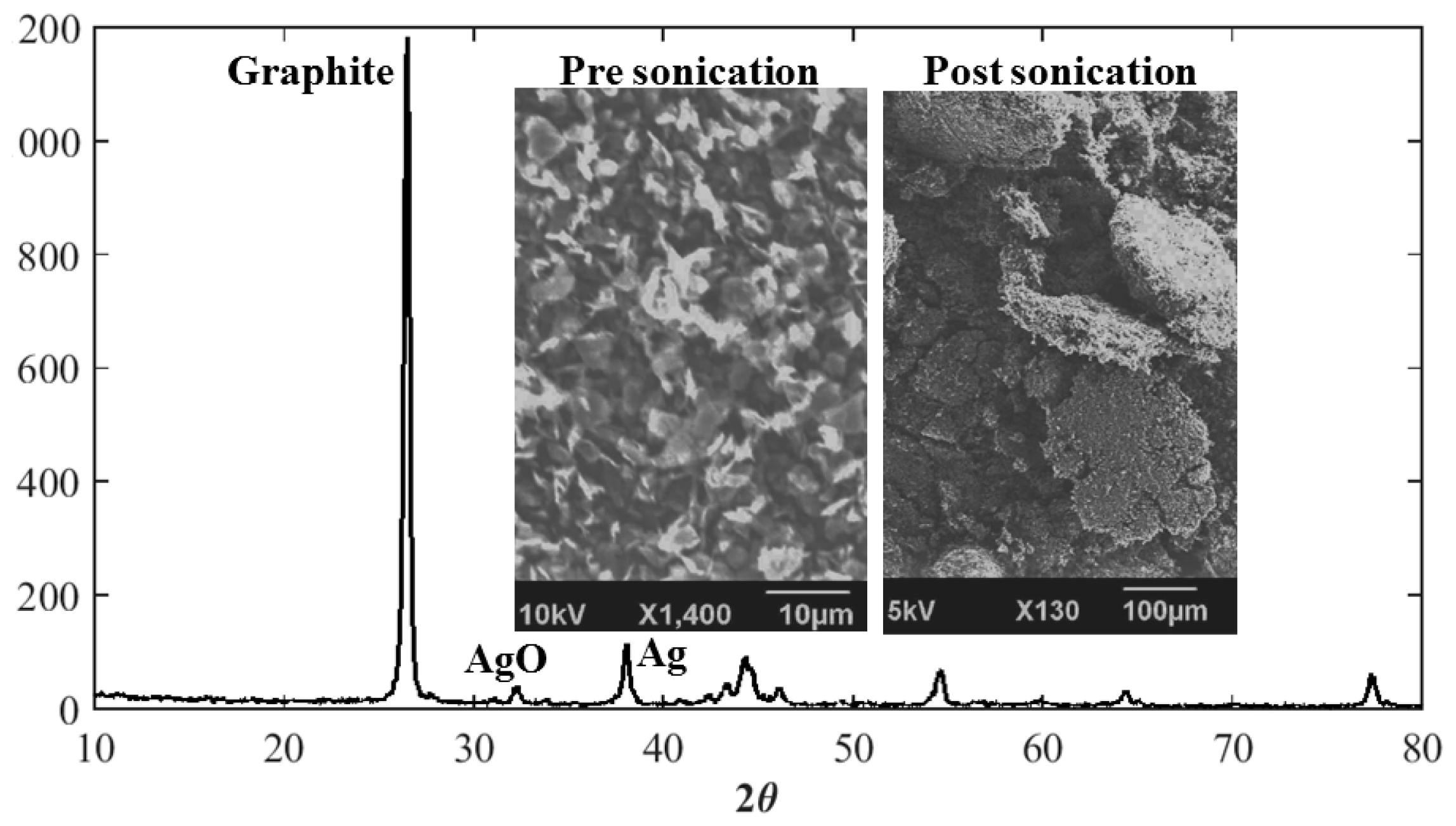
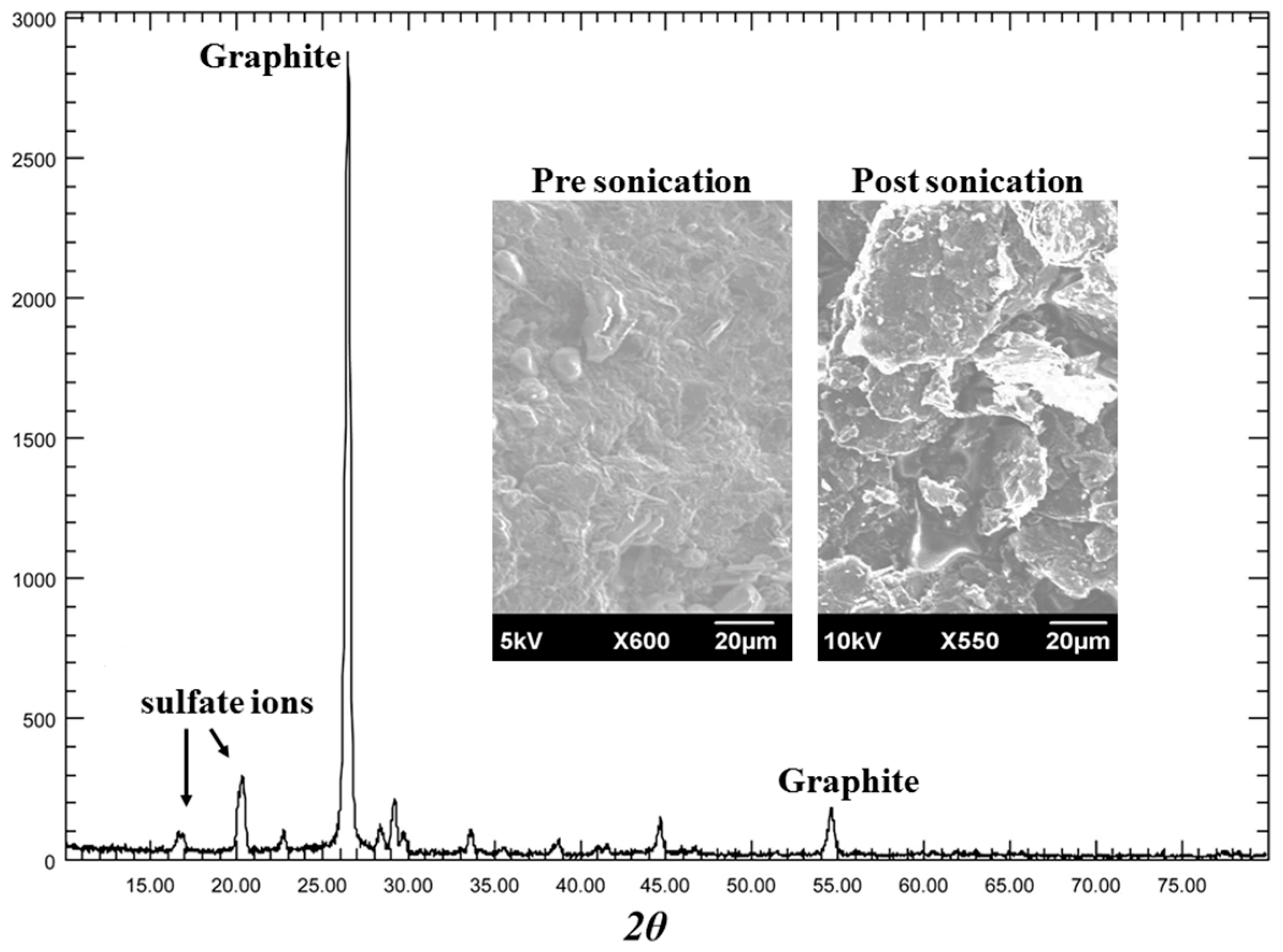
3.1. Material and Morphology of Expanded Graphite Particles
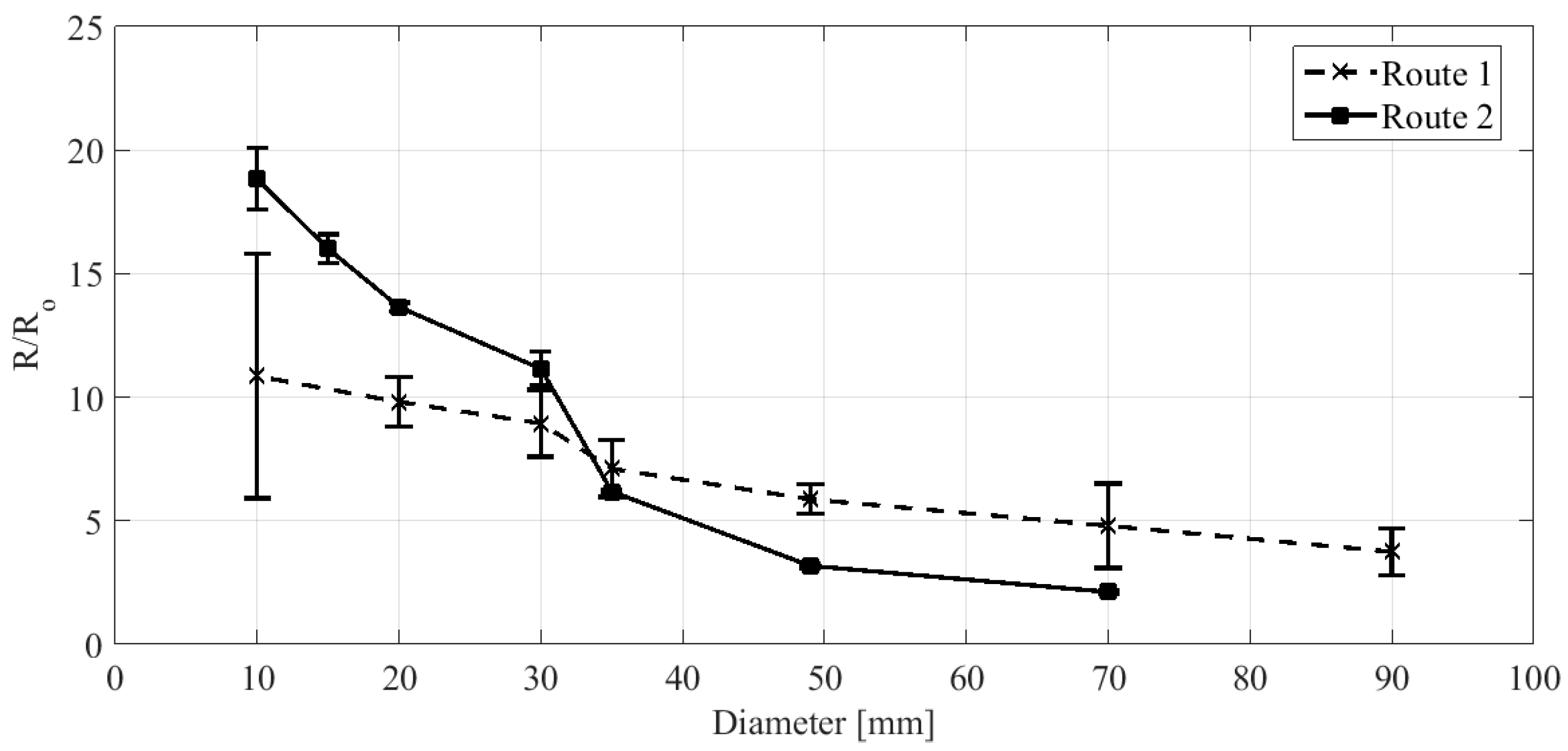
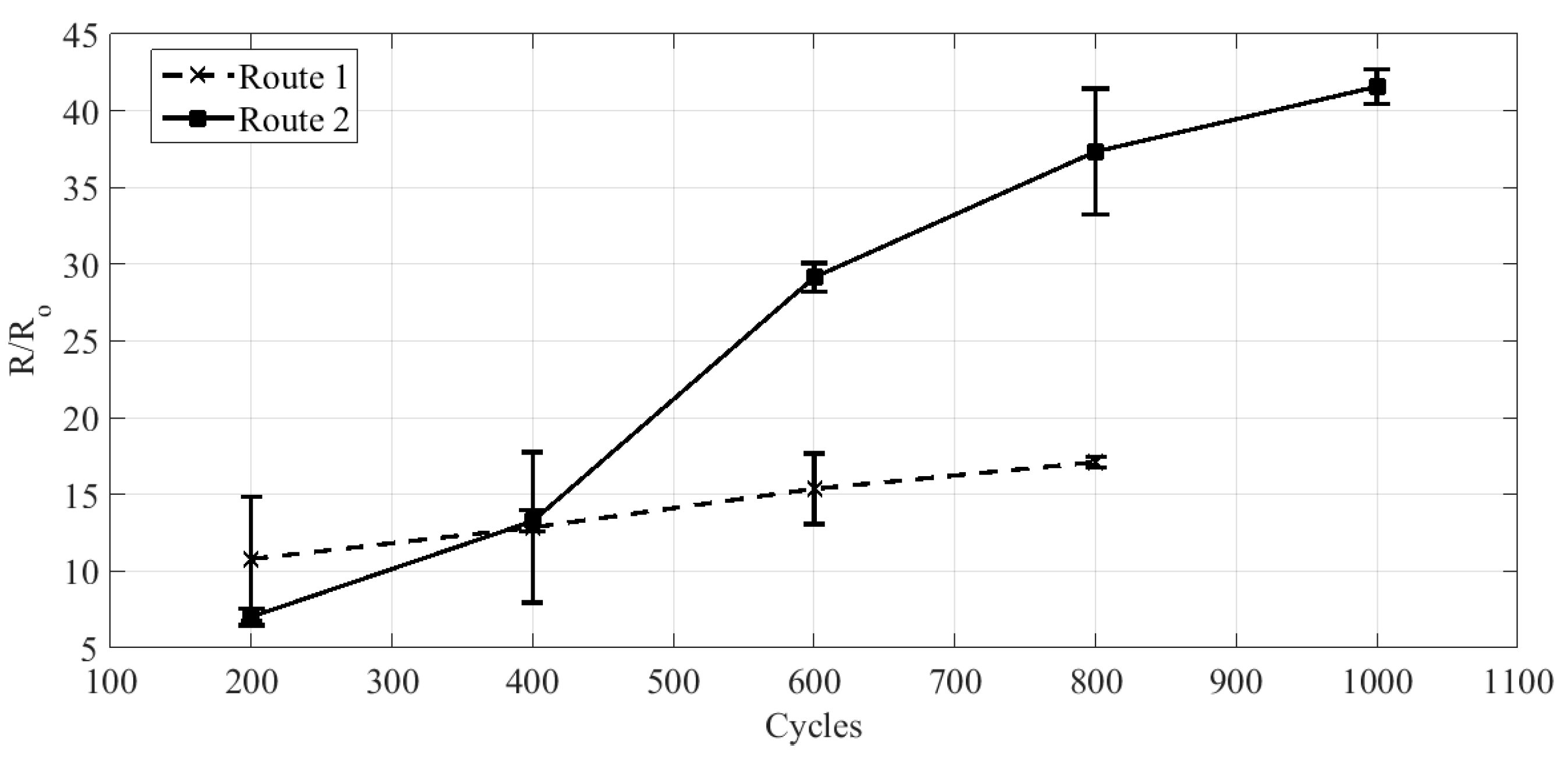
3.2. Stretchability, Flexibility and Reliability of Expanded Graphite Thin Films
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, Y.; Pan, Q.; Zheng, F.; Ou, X.; Yang, C.; Xiong, X.; Liu, M.; Hu, D.; Huang, C. Sb@C/expanded graphite as high-performance anode material for lithium ion batteries. J. Alloy Compd. 2018, 744, 481–486. [Google Scholar] [CrossRef]
- Kim, J.; Yoon, G.; Kim, J.; Yoon, H.; Baek, J.; Lee, J.H.; Kang, K.; Jeon, S. Extremely large, non-oxidized graphene flakes based on spontaneous solvent insertion into graphite intercalation compound. Carbon 2018, 139, 309–316. [Google Scholar] [CrossRef]
- Lee, S.W.; Lee, W.; Hong, Y.; Lee, G.; Yoon, D.S. Recent advances in carbon material-based NO2 gas sensors. Sens. Actuators B Chem. 2018, 255, 1788–1804. [Google Scholar] [CrossRef]
- Ali, K.; Choi, K.-H.; Muhammad, N.M. Roll-to-roll atmospheric atomic layer deposition of Al2O3 thin films on PET substrates. Chem. Vap. Dep. 2014, 20, 380–387. [Google Scholar] [CrossRef]
- Li, C.; Xie, B.; Chen, D.; Chen, J.; Li, W.; Chen, Z.; Gibb, S.W.; Long, Y. Ultrathin graphite sheets stabilized stearic acid as a composite phase change material for thermal energy storage. Energy 2019, 166, 246–255. [Google Scholar] [CrossRef]
- Dao, V.-D.; Choi, H.-S. Carbon-Based Sunlight Absorbers in Solar-Driven Steam Generation Devices. Glob. Chall. 2008, 2, 1700094. [Google Scholar] [CrossRef]
- Natarajan, S.; Lakshmi, D.S.; Bajaj, H.C.; Srivastava, D.N. Recovery and utilization of graphite and polymer materials from spent lithium-ion batteries for synthesizing polymer-graphite nanocomposite thin films. J. Environ. Chem. Eng. 2015, 3, 2538–2545. [Google Scholar] [CrossRef]
- Afify, A.S.; Ahmad, S.; Khushnood, R.A.; Jagdale, P.; Tulliani, J.-M. Elaboration and Characterization of novel humidity sensor based on micro-carbonized bamboo particles. Sens. Actuators B Chem. 2017, 239, 1251–1256. [Google Scholar] [CrossRef]
- Jeong, J.; Kim, S.; Cho, J.; Hong, Y. Stable Stretchable Silver Electrode Directly Deposited on Wavy Elastomeric Substrate. IEEE Electron Device Lett. 2009, 30, 1284–1286. [Google Scholar] [CrossRef]
- Kim, D.-H.; Lu, N.; Ma, R.; Kim, Y.-S.; Kim, R.-H.; Wang, S.; Wu, J.; Won, S.M.; Tao, H.; Islam, A.; et al. Epidermal electronics. Science 2011, 333, 838–843. [Google Scholar] [CrossRef] [Green Version]
- Lipomi, D.J.; Tee, B.C.-K.; Vosgueritchian, M.; Bao, Z. Stretchable organic solar cells. Adv. Mater. 2011, 23, 1771–1775. [Google Scholar] [CrossRef] [PubMed]
- White, M.S.; Kaltenbrunner, M.; Głowacki, E.D.; Gutnichenko, K.; Kettlgruber, G.; Graz, I.; Aazou, S.; Ulbricht, C.; Egbe, D.A.M.; Miron, M.C.Z.; et al. Ultrathin, highly flexible and stretchable PLEDs. Nat. Photonics 2013, 7, 811–816. [Google Scholar] [CrossRef]
- Brown, E.W. Octacalcium phosphate and hydroxyapatite. Nature 1962, 196, 1048–1050. [Google Scholar] [CrossRef]
- Cho, C.-K.; Hwang, W.-J.; Eun, K.; Choa, S.-H.; Na, S.-I.; Kim, H.-K. Mechanical flexibility of transparent PEDOT:PSS electrodes prepared by gravure printing for flexible organic solar cells. Sol. Energy Mater. Sol. Cells 2011, 95, 3269–3275. [Google Scholar] [CrossRef]
- Lee, J.-H.; Lee, K.Y.; Gupta, M.K.; Kim, T.Y.; Lee, D.-Y.; Oh, J.; Ryu, C.; Yoo, W.J.; Kang, C.-Y.; Yoon, S.-J.; et al. Highly stretchable piezoelectric-pyroelectric hybrid nanogenerator. Adv. Mater. 2007, 26, 765–769. [Google Scholar] [CrossRef]
- Geim, A.K.; Novoselov, K.S. The rise of graphene. Nat. Mater. 2007, 6, 183–191. [Google Scholar] [CrossRef]
- Nuvoli, D.; Valentini, L.; Alzari, V.; Scognamillo, S.; Bon, S.B.; Piccinini, M.; Illescas, J.; Mariani, A. High concentration few-layer graphene sheets obtained by liquid phase exfoliation of graphite in ionic liquid. J. Mater. Chem. 2011, 21, 3428–3431. [Google Scholar] [CrossRef]
- Niu, L.; Li, M.; Tao, X.; Xie, Z.; Zhou, X.; Raju, A.P.A.; Young, R.J.; Zheng, Z. Salt-assisted direct exfoliation of graphite into high-quality, large-size, few-layer graphene sheets. Nanoscale 2013, 5, 7202–7208. [Google Scholar] [CrossRef]
- Jin, J.; Leesirisan, S.; Song, M. Electrical conductivity of ion-doped graphite/polyethersulphone composites. Compos. Sci. Technol. 2010, 70, 1544–1549. [Google Scholar] [CrossRef] [Green Version]
- Parvez, K.; Wu, Z.S.; Li, R.; Liu, X.; Graf, R.; Feng, X.; Müllen, K. Exfoliation of graphite into graphene in aqueous solutions of inorganic salts. J. Am. Chem. Soc. 2014, 136, 6083–6091. [Google Scholar] [CrossRef] [Green Version]
- Kato, R.; Hasegawa, M. Fast synthesis of thin graphite film with high-performance thermal and electrical properties grown by plasma CVD using polycrystalline nickel foil at low temperature. Carbon 2019, 141, 768–773. [Google Scholar] [CrossRef]
- Yudasaka, M.; Kikuchi, R.; Matsui, T.; Kamo, H.; Ohki, Y.; Yoshimura, S.; Ota, E. Graphite thin film formation by chemical vapor deposition. Appl. Phys. Lett. 1994, 64, 842–844. [Google Scholar] [CrossRef]
- Luo, S.; Liu, T. SWCNT/graphite nanoplatelet hybrid thin films for self-temperature- compensated, highly sensitive, and extensible piezoresistive sensors. Adv. Mater. 2013, 25, 5650–5657. [Google Scholar] [CrossRef] [PubMed]
- Lang, U.; Rust, P.; Schoberle, B.; Dual, J. Piezoresistive properties of PEDOT:PSS. Microelectron. Eng. 2009, 86, 330–334. [Google Scholar] [CrossRef]
- Politano, A.; Chiarello, G. Probing the Young’s modulus and Poisson’s ratio in graphene/metal interfaces and graphite: A comparative study. Nano Res. 2015, 8, 1847–1856. [Google Scholar] [CrossRef]
- Suo, Z.; Ma, E.Y.; Gleskova, H.; Wagner, S. Mechanics of rollable and foldable film-on-foil electronics. Appl. Phys. Lett. 1999, 74, 1177–1179. [Google Scholar] [CrossRef]









© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nauman, M.M.; Mehdi, M.; Husain, D.; Haji Zaini, J.; Abu Bakar, M.S.; Askari, H.; Baig, B.A.; Rehman, A.U.; Abbas, H.; Hussain, Z.; et al. Stretchable and Flexible Thin Films Based on Expanded Graphite Particles. Processes 2020, 8, 961. https://doi.org/10.3390/pr8080961
Nauman MM, Mehdi M, Husain D, Haji Zaini J, Abu Bakar MS, Askari H, Baig BA, Rehman AU, Abbas H, Hussain Z, et al. Stretchable and Flexible Thin Films Based on Expanded Graphite Particles. Processes. 2020; 8(8):961. https://doi.org/10.3390/pr8080961
Chicago/Turabian StyleNauman, Malik Muhammad, Murtuza Mehdi, Dawood Husain, Juliana Haji Zaini, Muhammad Saifullah Abu Bakar, Hasan Askari, Babar Ali Baig, Ahmed Ur Rehman, Hassan Abbas, Zahid Hussain, and et al. 2020. "Stretchable and Flexible Thin Films Based on Expanded Graphite Particles" Processes 8, no. 8: 961. https://doi.org/10.3390/pr8080961