Performance of Optimization Algorithms in the Model Fitting of the Multi-Scale Numerical Simulation of Ductile Iron Solidification

 , and
, and 
Abstract
:1. Introduction
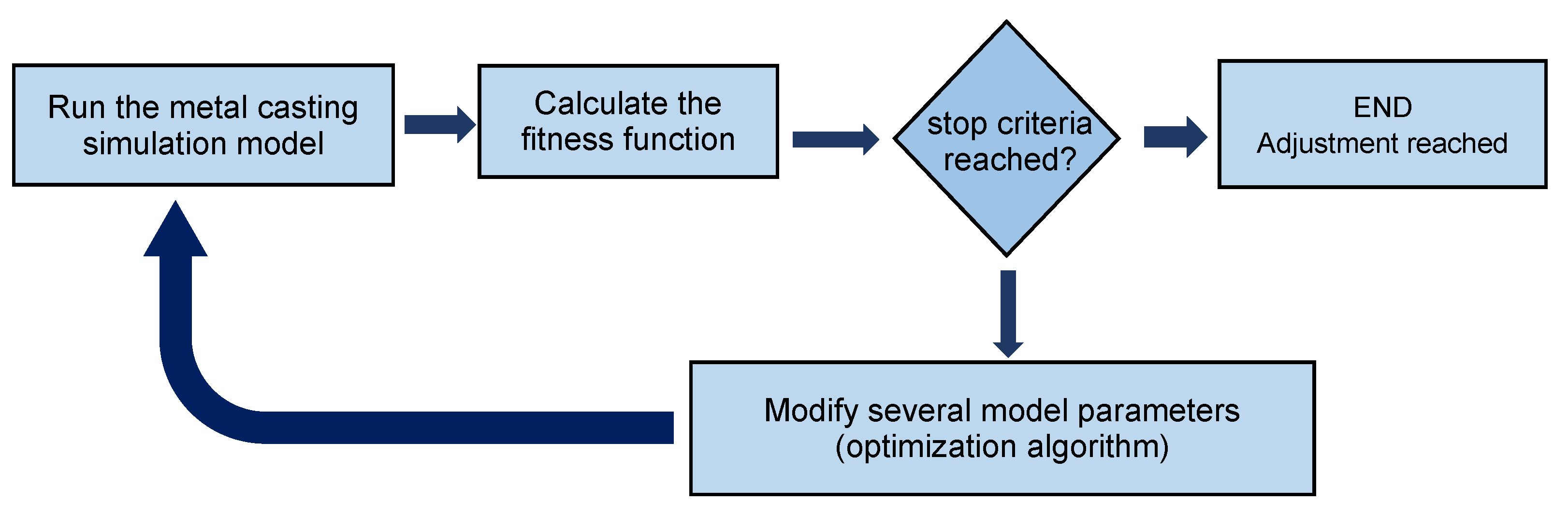
2. Methodology
2.1. Simulation Model
2.1.1. The Physics
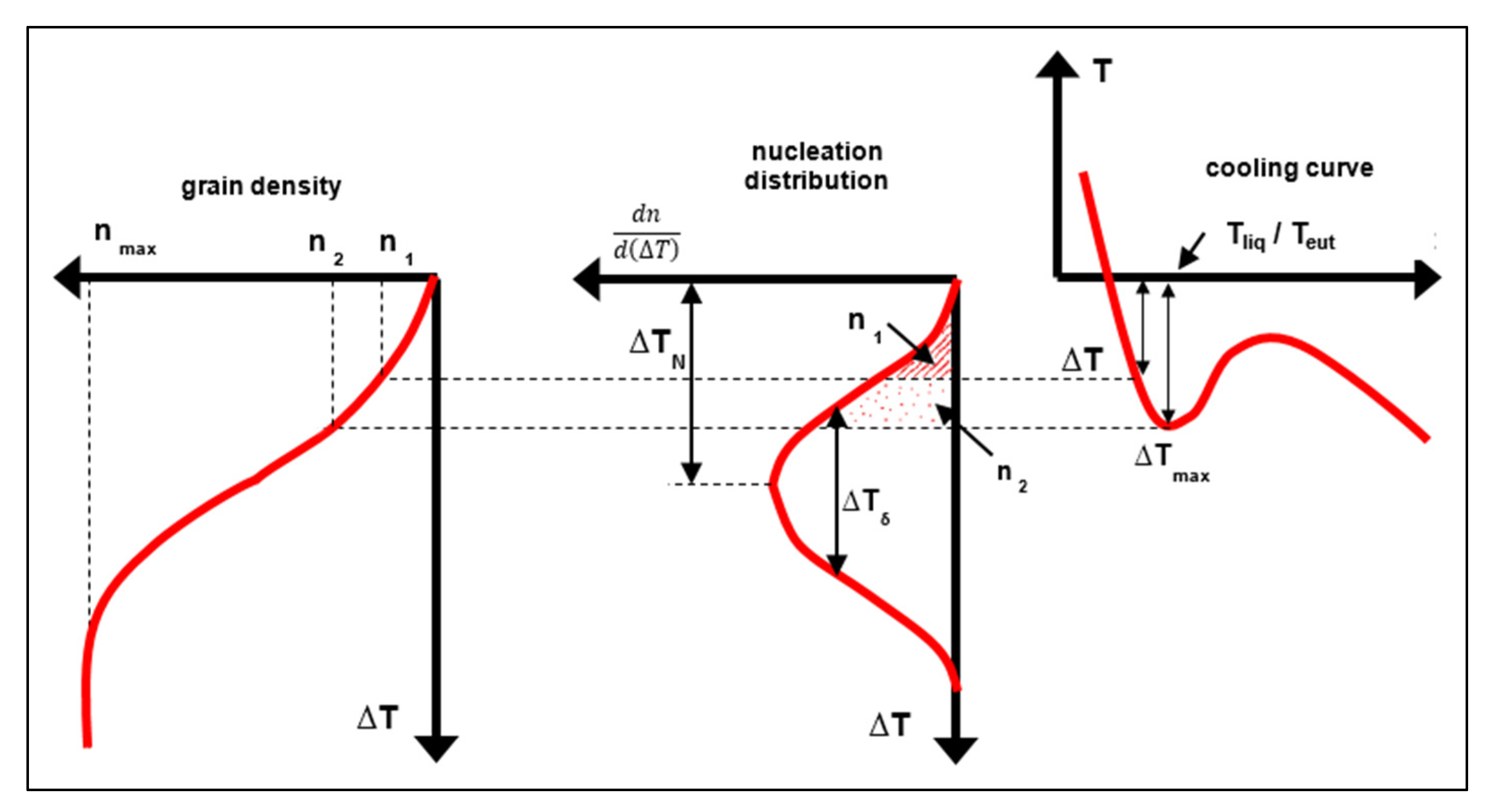
- The nucleation of the primary dendritic phase, austenite, is modeled following the gaussian distribution model proposed by [44]. This model defines the relationship between the number of nuclei and the undercooling () following Equation (2), where is the maximum grain nuclei density, the undercooling standard deviation and the average undercooling (see Figure 2):
- The nucleation of the graphite nodules is calculated as a power law of the undercooling following Equations (3) and (4) of the model proposed by [45], where and are the nucleation constants. This model assumes bulk heterogeneous nucleation at foreign sites which are already present within melt or intentionally added to the melt by inoculation:
- The graphite nodules growth is calculated with a quadratic power of the undercooling following Equation (5), where is the eutectic growth coefficient:
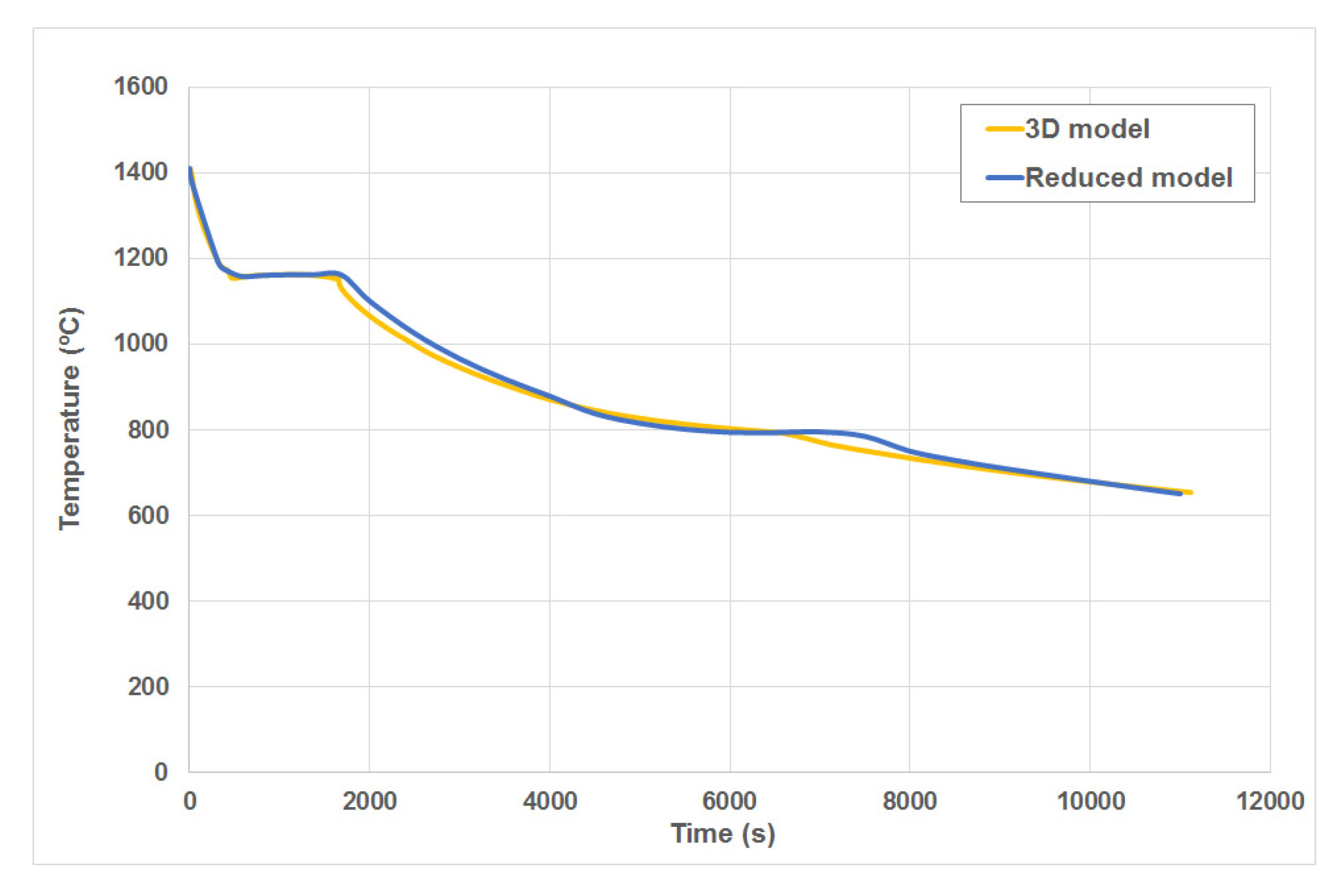
2.1.2. Model Reduction
2.2. Fitness Function
2.3. Variables Selection
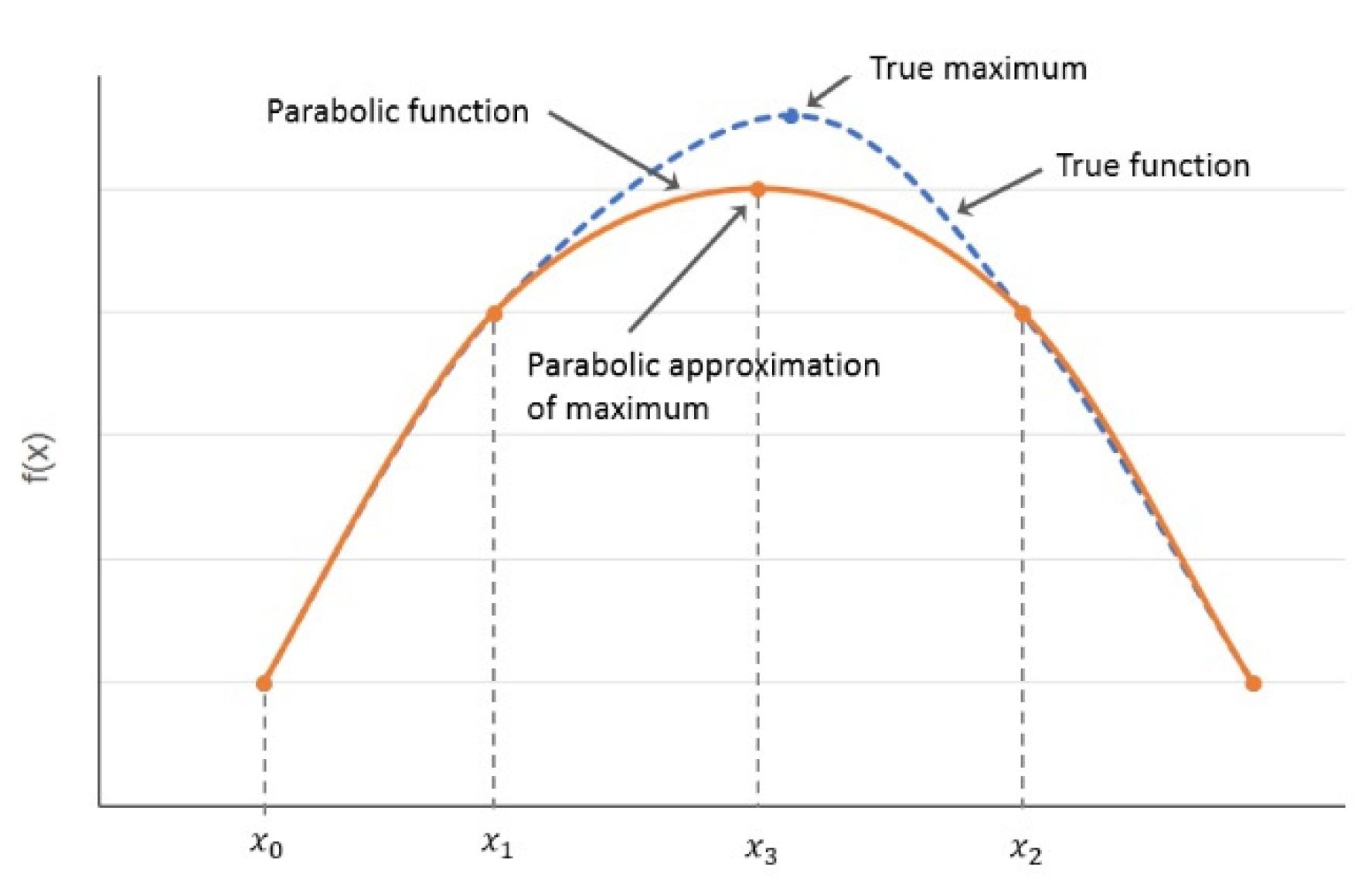
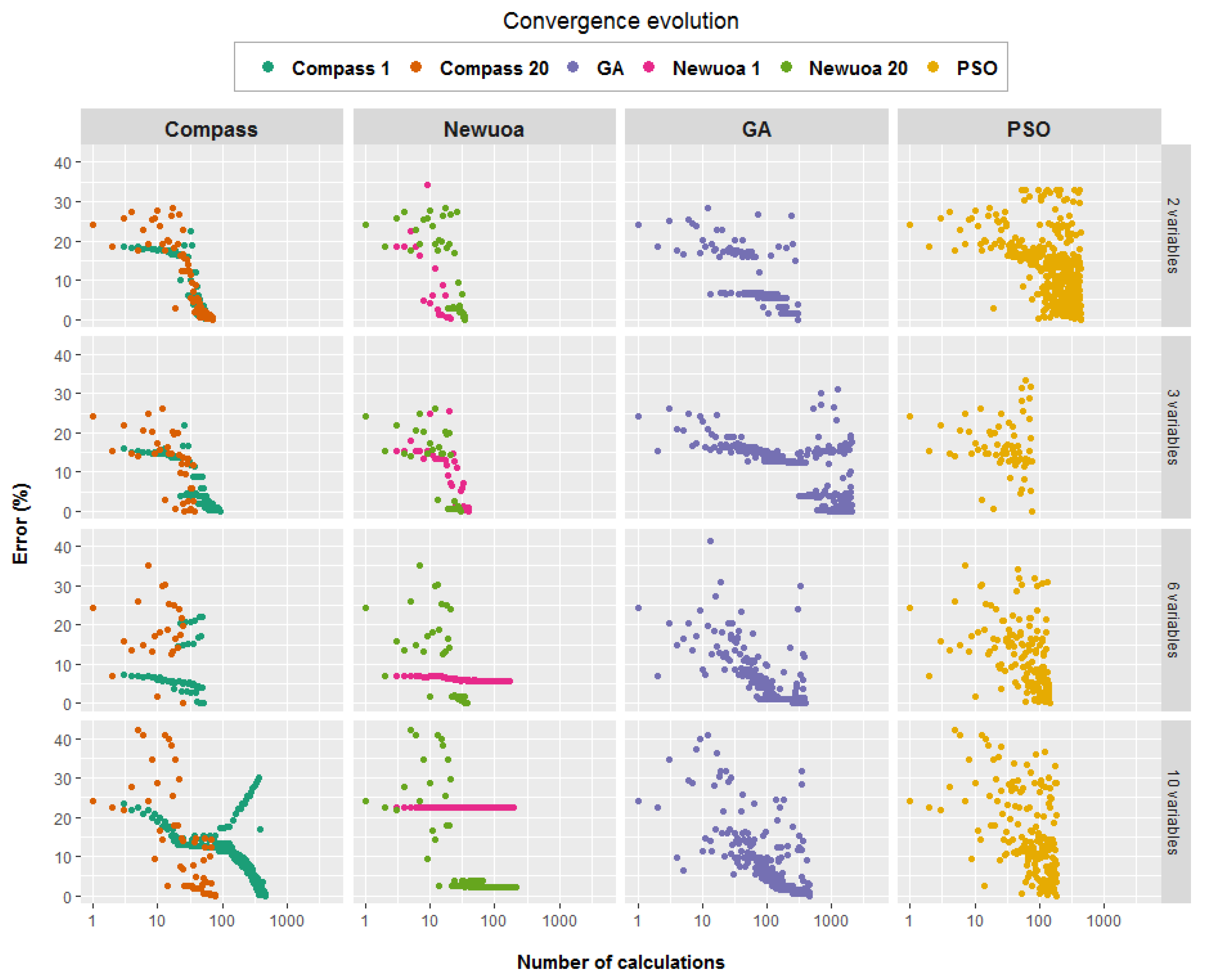
2.4. Optimization Methods
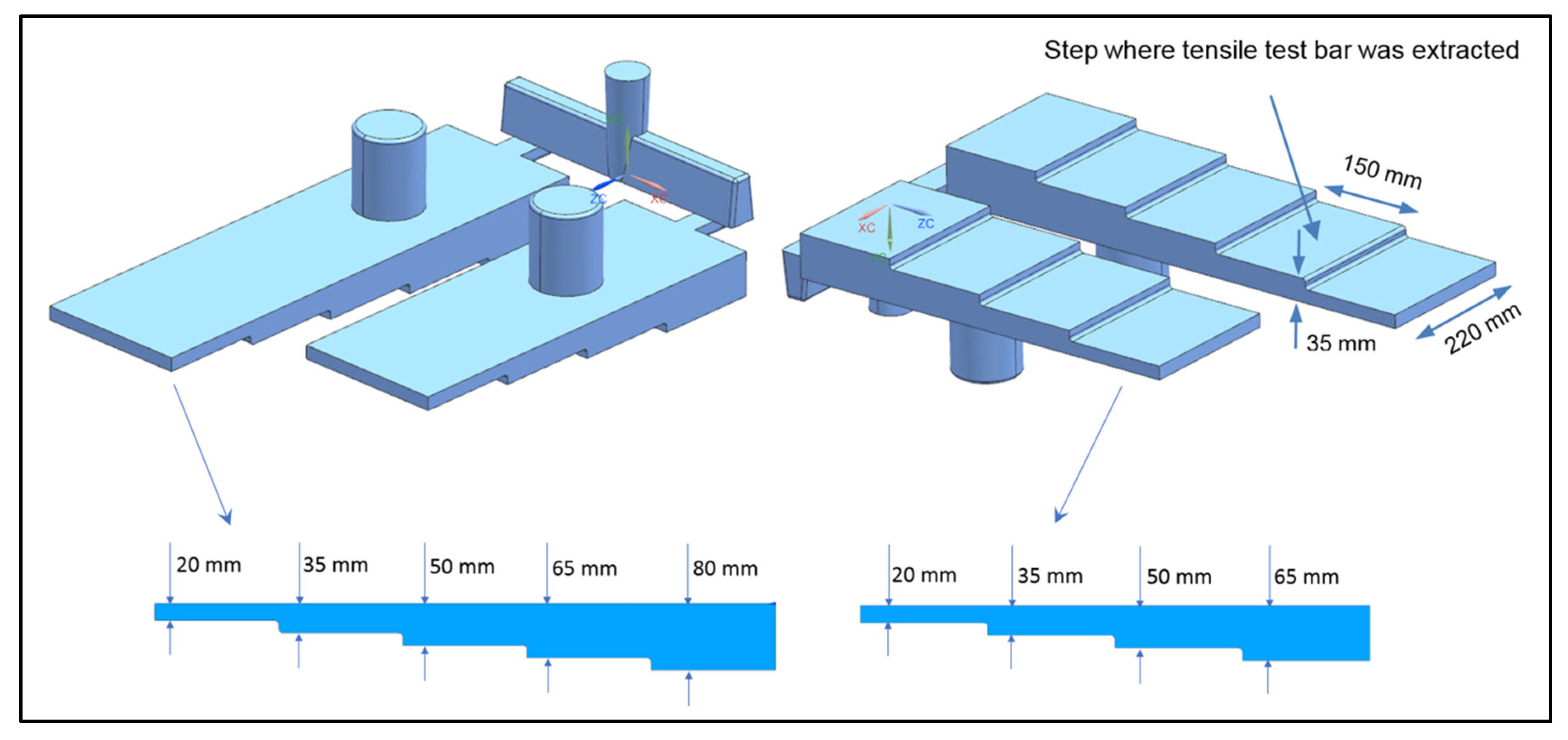
3. Case Study
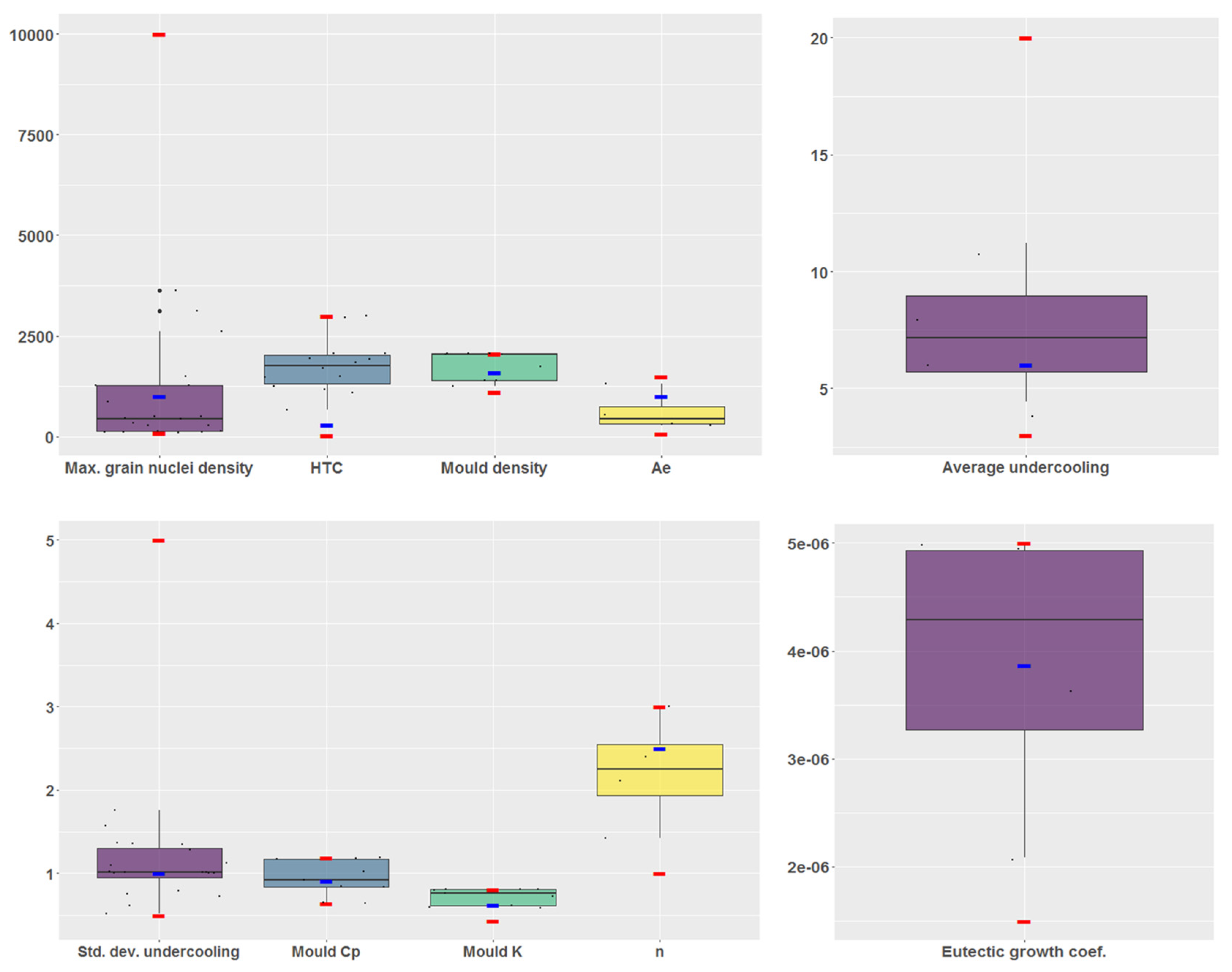
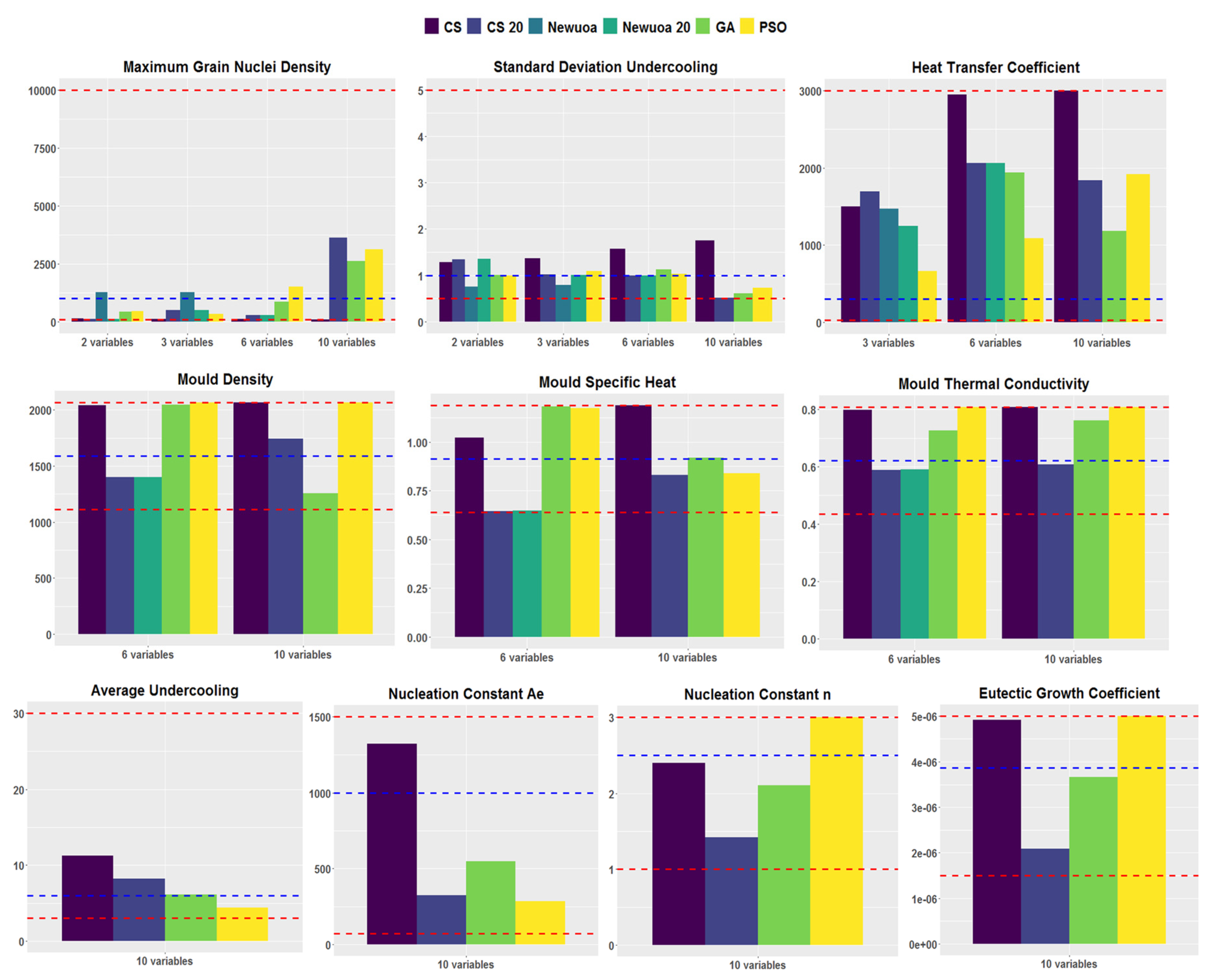
4. Results and Discussion
5. Conclusions
- ▪
- Model fitting based on several properties, for example ultimate and yield strengths. It would be a very interesting improvement in this type of technique, although it would imply to tackle a multi-objective optimization, much more challenging that the classical optimization presented in this work;
- ▪
- Evaluate the results obtained in this study for a completely different type of material (for example some aluminum alloy or superalloy) and/or for a different manufacturing casting process (for example die casting or investment casting);
- ▪
- Include the possibility of using temperature dependent variables in the model fitting.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| CE | Carbon equivalent | Maximum grain nuclei density | |
| FEM | Finite element method | Previous position vector in PSO algorithm | |
| FVM | Finite volume method | Modified pressure (Pa) | |
| HTC | Heat transfer coefficient (W/m2 K) | Q | Quadratic approximation of F function |
| SGI | Spheroidal graphite iron / ductile iron | Heat generation per unit mass (W/kg) | |
| BFGS | Broyden–Fletcher–Goldfarb–Shanno | Graphite radius | |
| GA | Genetic algorithm | Temperature (°C) | |
| GCM | Globally convergent method | Boundary temperature (°C) | |
| LHS | Latin hypercube sampling | Time (s) | |
| MAP | Maximum a posteriori | Velocity vector in PSO algorithm | |
| PSO | Particle swarm optimization | Velocity (m/s) | |
| SAE | Self-adaptive evolution | X coordinate of a point | |
| Graphite nodules nucleation constant | Current position vector in PSO algorithm | ||
| Specific heat (J/kgK) | Standard deviation of the undercooling (°C) | ||
| Fitness function | Average undercooling (°C) | ||
| F | Generic function | Volumetric thermal expansion coefficient (°C-1) | |
| Ferrite fraction | Density (kg/m3) | ||
| Graphite fraction | Density at reference temperature (kg/m3) | ||
| Perlite fraction | Eutectic growth coefficient | ||
| Gravity (m/s2) | Shear viscosity (Pa·s) | ||
| Specific enthalpy (J/kg) | Predicted tensile strength (Pa) | ||
| Thermal conductivity (W/mK) | Measured tensile strength (Pa) | ||
| Graphite nodules nucleation constant | Ultimate strength (Pa) |
References
- Horr, A.M.; Kronsteiner, J. On numerical simulation of casting in new foundries: Dynamic process simulations. Metals 2020, 10, 886. [Google Scholar] [CrossRef]
- Diez-Olivan, A.; Del Ser, J.; Galar, D.; Serra, B. Data fusion and machine learning for industrial prognosis: Trends and perspectives towards Industry 4.0. Inf. Fusion 2019, 50, 92–111. [Google Scholar] [CrossRef]
- ASM. International Handbook Committee ASM Handbook, Metals Process Simulation, 1st ed.; Furrer, D.U., Semiatin, S.L., Eds.; ASM International: Novelty, OH, USA, 2010; Volume 22B, ISBN 978 1 61503 005 7. [Google Scholar]
- Gadala, M.S.; Vakili, S. Assesment of Various Methods in Solving Inverse Heat Conduction Problems. In Heat Conduction—Basic Research; Vikhrenko, V., Ed.; InTech: Rijeka, Croatia, 2011; pp. 37–62. ISBN 978-953-307-404-7. [Google Scholar]
- Beck, J.V.; Blackwell, B.; St. Clair, C.R. Inverse Heat Conduction: Ill-Posed Problems; John Wiley & Sons Inc: Hoboken, NJ, USA, 1985; ISBN 0-471-08319-4. [Google Scholar]
- Özisik, M.N.; Orlande, H.R.B. Inverse Heat Transfer: Fundamentals and Applications; Taylor & Francis: New York, NY, USA, 2000; ISBN 1-56032-838-X. [Google Scholar]
- Klement, J. On using quasi Newton algorithms of the Broyden class for model-to-test correlation. In Proceedings of the 28th European Space Thermal Analysis Workshop, Noordwijk, The Netherlands, 14–15 October 2014; ESA, Ed.; ESA Publications Division: Noordwijk, The Netherlands, 2014; pp. 213–228. [Google Scholar]
- Klement, J. On Using Quasi-Newton Algorithms of the Broyden Class for Model-to-Test Correlation. J. Aerosp. Technol. Manag. 2014, 6, 407–414. [Google Scholar] [CrossRef] [Green Version]
- Torralbo, I.; Perez-Grande, I.; Sanz-Andrés, A.; Piqueras, J. Correlation of Thermal Mathematical Models to test data using Jacobian matrix formulation. In Proceedings of the 48th International Conference on Environmental Systems ICES-2018, Alburquerque, NM, USA, 8–12 July 2018. [Google Scholar]
- Torralbo, I.; Perez-Grande, I.; Sanz-Andres, A.; Piqueras, J. Correlation of spacecraft thermal mathematical models to reference data. Acta Astronaut. 2017. [Google Scholar] [CrossRef] [Green Version]
- Dudon, J.P.; Pasquier, H.M. Evaluation of stochastic & statistics methods for spacecraft thermal analysis. In Proceedings of the 25th European Workshop on Thermal and ECLS Software, Noordwijk, The Netherlands, 8–9 November 2011; ESA, Ed.; ESA Publications Division: Noordwijk, The Netherlands, 2011; pp. 319–335. [Google Scholar]
- Beck, T.; Bieler, A.; Thomas, N. Numerical thermal mathematical model correlation to thermal balance test using adaptive particle swarm optimization (APSO). Appl. Therm. Eng. 2012, 38, 168–174. [Google Scholar] [CrossRef]
- Van Zijl, N.; Zandbergen, B.; Benthem, B. Correlating thermal balance test results with a thermal mathematical model using evolutionary algorithms. In Proceedings of the 27th European Space Thermal Analysis Workshop, Noordwijk, The Netherlands, 3–4 December 2013; ESA, Ed.; ESA Publications Division: Noordwijk, The Netherlands, 2013; pp. 89–108. [Google Scholar]
- Trinoga, M. Development of an automated thermal model correlation tool. In Proceedings of the 28th European Space Thermal Analysis Workshop, Noordwijk, The Netherlands, 14–15 October 2014; ESA, Ed.; ESA Publications Division: Noordwijk, The Netherlands, 2014; pp. 201–212. [Google Scholar]
- Frey, B.; Trinoga, M.; Hoppe, M.; Ebeling, W.D. Development of an Automated Thermal Model Correlation Method and Tool. In Proceedings of the 45th International Conference on Environmental Systems, ICES 2015, Washington, DC, USA, 12–16 July 2015; ICES STEERING COMMITTEE, Ed.; Texas Tech University: Lubbock, TX, USA, 2015; pp. 1–14. [Google Scholar]
- Anglada, E.; Garmendia, I. Correlation of thermal mathematical models for thermal control of space vehicles by means of genetic algorithms. Acta Astronaut. 2015, 108, 1–17. [Google Scholar] [CrossRef]
- Garmendia, I.; Anglada, E. Thermal mathematical model correlation through genetic algorithms of an experiment conducted on board the International Space Station. Acta Astronaut. 2016, 122, 63–75. [Google Scholar] [CrossRef]
- Klement, J.; Anglada, E.; Garmendia, I. Advances in automatic thermal model to test correlation in space industry. In Proceedings of the 46th International Conference on Environmental Systems, ICES 2016, Vienna, Austria, 10–14 July 2016; ICES STEERING COMMITTEE, Ed.; Texas Tech University: Lubbock, TX, USA, 2016; pp. 1–11. [Google Scholar]
- Anglada, E.; Martinez-Jimenez, L.; Garmendia, I. Performance of Gradient-Based Solutions versus Genetic Algorithms in the Correlation of Thermal Mathematical Models of Spacecrafts. Int. J. Aerosp. Eng. 2017, 2017, 1–12. [Google Scholar] [CrossRef]
- De Palo, S.; Malosti, T.; Filiddani, G. Thermal Correlation of BepiColombo MOSIF 10 Solar Constants Simulation Test. In Proceedings of the 25th European Workshop on Thermal and ECLS Software, Noordwijk, The Netherlands, 8–9 November 2011; ESA, Ed.; ESA Publications Division: Noordwijk, The Netherlands, 2011; pp. 271–284. [Google Scholar]
- Cheng, W.; Liu, N.; Li, Z.; Zhong, Q.; Wang, A.; Zhang, Z.; He, Z. Application study of a correction method for a spacecraft thermal model with a Monte-Carlo hybrid algorithm. Chin. Sci. Bull. 2011, 56, 1407–1412. [Google Scholar] [CrossRef] [Green Version]
- Opstelten, I.J.; Rabenberg, J.M. Determination of the thermal boundary conditions during aluminium DC casting from experimental data using inverse modelling. In Essential Readings in Light Metals; Grandfield, J.F., Eskin, D.G., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; p. 7. [Google Scholar]
- Leder, M.O.; Gorina, A.V.; Kornilova, M.A.; Tarenkova, N.Y.; Kondrashov, E.N. Determination of the Thermophysical Properties of Titanium Alloys from Liquid Bath Profiles. Russ. Metall. 2015, 12, 964–969. [Google Scholar] [CrossRef]
- Torroba, A.J.; Koeser, O.; Calba, L.; Maestro, L.; Carreño-Morelli, E.; Rahimian, M.; Milenkovic, S.; Sabirov, I.; LLorca, J. Investment casting of nozzle guide vanes from nickel-based superalloys: Part I—Thermal calibration and porosity prediction. Integr. Mater. Manuf. Innov. 2014, 3–25. [Google Scholar] [CrossRef] [Green Version]
- Jin, H.; Li, J.; Pan, D. Application of inverse method to estimation of boundary conditions during investment casting simulation. Acta Metall. Sin. (Engl. Lett.) 2009, 22. [Google Scholar] [CrossRef] [Green Version]
- Rappaz, M.; Bellet, M.; Deville, M. Inverse Methods. In Numerical Modeling in Materials Science and Engineering; Springer Series in Computational Mathematics; Springer: Berlin/Heidelberg, Germany, 2010; pp. 447–477. [Google Scholar]
- Long, A.; Thornhill, D.; Armstrong, C.; Watson, D. Determination of the heat transfer coefficient at the metal-die interface for high pressure die cast AlSi9Cu3Fe. Appl. Therm. Eng. 2011, 31, 3996–4006. [Google Scholar] [CrossRef]
- Anglada, E.; Meléndez, A.; Vicario, I.; Arratibel, E.; Aguillo, I. Adjustment of a High Pressure Die Casting Simulation Model against Experimental Data. Procedia Eng. 2015, 132, 966–973. [Google Scholar] [CrossRef] [Green Version]
- Meléndez, A.; Anglada, E.; Maestro, L.; Dominguez, I. More robust processes and more added value for foundries based on inverse modelling and tailor-made software tools. In Proceedings of the 71st World Foundry Congress—Advanced Sustainable Foundry, Bilbao, Spain, 19–21 May 2014; Tabira Foundry Institute, WFO, IK4 Azterlan: Bilbao, Spain, 2014. [Google Scholar]
- Meléndez, A.; Anglada, E.; Rodriguez, P.P.; Armenteros, A. Investment Casting Moulds Optimisation by means of Advanced Simulation and Instrumented Fibre-wrapped Moulds. In Proceedings of the European Investment Casters’ Federation (EICF). Technical Workshop for Foundry Engineers—Method Engineering & Process Modelling, Rotherham, UK, 12–13 May 2015. [Google Scholar]
- Anglada, E.; Meléndez, A.; Maestro, L.; Dominguez, I. Adjustment of Numerical Simulation Model to the Investment Casting Process. Procedia Eng. 2013, 63, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Anglada, E.; Meléndez, A.; Maestro, L.; Dominguez, I. Finite Element Model Correlation of an Investment Casting Process. Mater. Sci. Forum. Adv. Mater. Process. Technol. MESIC V 2014, 797, 105–110. [Google Scholar] [CrossRef] [Green Version]
- Ilkhchy, A.F.; Jabbari, M.; Davami, P. Effect of pressure on heat transfer coefficient at the metal/mold interface of A356 aluminum alloy. Int. Commun. Heat Mass Transf. 2012, 39, 705–712. [Google Scholar] [CrossRef] [Green Version]
- Beck, J. V Nonlinear estimation applied to the nonlinear inverse heat conduction problem. Int. J. Heat Mass Transf. 1970, 13, 703–716. [Google Scholar] [CrossRef]
- Dong, Y.; Bu, K.; Dou, Y.; Zhang, D. Determination of interfacial heat-transfer coefficient during investment-casting process of single-crystal blades. J. Mater. Process. Technol. 2011, 211, 2123–2131. [Google Scholar] [CrossRef]
- Zhang, L.; Li, L.; Ju, H.; Zhu, B. Inverse identification of interfacial heat transfer coefficient between the casting and metal mold using neural network. Energy Convers. Manag. 2010, 51, 1898–1904. [Google Scholar] [CrossRef]
- Zhang, W.; Xie, G.; Zhang, D. Application of an optimization method and experiment in inverse determination of interfacial heat transfer coefficients in the blade casting process. Exp. Therm. Fluid Sci. 2010, 34, 1068–1076. [Google Scholar] [CrossRef]
- ProCAST. Version 2018.0. ESI Group: Paris, France. Available online: https://www.esi-group.com/products/casting (accessed on 1 July 2020).
- Biscani, F.; Izzo, D. Esa/Pagmo2: Pygmo 2.15.0 (Version v2.15.0). Zenodo. Available online: https://ui.adsabs.harvard.edu/abs/2019zndo...2529931B/abstract (accessed on 2 April 2020).
- Fragassa, C.; Babic, M.; Perez Bergman, C.; Minak, G. Predicting the Tensile Behaviour of Cast Alloys by a Pattern Recognition Analysis on Experimental Data. Metals 2019, 9, 557. [Google Scholar] [CrossRef] [Green Version]
- Stefanescu, D.M.; Catalina, A.V.; Guo, X.; Chuzhoy, L.; Pershing, M.A.; Biltgen, G.L. Prediction of room temperature microestructure and mechanical properties in ductile iron castings. In Proceedings of the 4th Decennial International Conference on Solidification Processing, Sheffield, UK, 7–10 July 1997; p. 7. [Google Scholar]
- PanFe. Version 2017. CompuTherm LLC: Middleton, WI, USA. Available online: https://computherm.com (accessed on 1 July 2020).
- Chen, Q. CALPHAD and Beyond—The True Story of Materials Genome. In Proceedings of the International Forum on Advanced Materials, IFAM 2016, Nanjing, China, 24–26 September 2016; p. 22. [Google Scholar]
- Rappaz, M.; Thevoz, P.H. Solute diffusion model for equiaxed dendritic growth: Analytical solution. Acta Metall. 1987, 35, 2929–2933. [Google Scholar] [CrossRef]
- Oldfield, W. Freezing of Cast Irons. ASM Trans. 1966, 59, 945–959. [Google Scholar]
- Dantzig, J.A.; Rappaz, M. Solidification; Dantzig, J.A., Rappaz, M., Eds.; CRC Press: Boca Raton, FL, USA, 2009; ISBN 978 0 8493 8238 3. [Google Scholar]
- Lewis, R.W.; Ravindran, K. Finite element simulation of metal casting. Int. J. Numer. Methods Eng. 2000, 47, 29–59. [Google Scholar] [CrossRef]
- Kolda, T.G.; Lewis, R.M.; Torczon, V. Optimization by Direct Search: New Perspectives on Some Classical and Modern Methods. SIAM Rev. 2003, 45, 385–482. [Google Scholar] [CrossRef]
- Powell, M.J.D. The NEWUOA software for unconstrained optimization with derivatives. In Large-Scale Nonlinear Optimization; Di Pillo, G., Roma, M., Eds.; Springer: New York, NY, USA, 2006; pp. 255–297. ISBN 978-0387-30063-4. [Google Scholar]
- Poli, R.; Kennedy, J.; Blackwell, T. Particle swarm optimization. Swarm Intell. 2007, 1, 33–57. [Google Scholar] [CrossRef]
- Herrera, F.; Lozano, M.; Verdegay, J.L. Tackling Real-Coded Genetic Algorithms: Operators and Tools for Behavioural Analysis. Artif. Intell. Rev. 1998, 12, 265–319. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C (wt%) | Si (wt%) | Mn (wt%) | Cr (wt%) | Cu (wt%) | Mg (wt%) | CE | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|---|
| 3.53 | 2.65 | 0.27 | 0.037 | 0.37 | 0.04 | 4.404 | 552 |
| Number of Variables | Variables |
|---|---|
| 2 | Parameters that control the nucleation of the graphite nodules: and . |
| 3 | Parameters that control the nucleation of the graphite nodules: and . HTC between the alloy and the mold |
| 6 | Parameters that control the nucleation of the graphite nodules: and . HTC between the alloy and the mold. Density, thermal conductivity and specific heat of the mold |
| 10 | Parameters that control the nucleation of the graphite nodules: and . HTC between the alloy and the mold. Density, thermal conductivity and specific heat of the mold. Parameters that control the nucleation of the austenite: Maximum grain nuclei density , undercooling standard deviation and average undercooling Parameters that control the graphite nodules growth (eutectic growth coefficient ) |
| Parameter | Default Value | Minimum Value | Maximum Value |
|---|---|---|---|
| 1.0 × 103 | 71.5 | 1500 | |
| 2.5 | 1.0 | 3.0 | |
| HTCalloy-mold (W/m2 K) | 300 | 30 | 3000 |
| (kg/m3) | 1590 | 1113 | 2067 |
| (W/mK) | 0.621 | 0.435 | 0.808 |
| (J/kgK) | 914.0 | 640.0 | 1188.0 |
| 1.0 × 103 | 100 | 1.0 × 104 | |
| (°C) | 1.0 | 0.5 | 5.0 |
| (°C) | 6.0 | 3.0 | 20.0 |
| 3.87 × 10−6 | 1.5 × 10−6 | 5.0 × 10−6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anglada, E.; Meléndez, A.; Obregón, A.; Villanueva, E.; Garmendia, I. Performance of Optimization Algorithms in the Model Fitting of the Multi-Scale Numerical Simulation of Ductile Iron Solidification. Metals 2020, 10, 1071. https://doi.org/10.3390/met10081071
Anglada E, Meléndez A, Obregón A, Villanueva E, Garmendia I. Performance of Optimization Algorithms in the Model Fitting of the Multi-Scale Numerical Simulation of Ductile Iron Solidification. Metals. 2020; 10(8):1071. https://doi.org/10.3390/met10081071
Chicago/Turabian StyleAnglada, Eva, Antton Meléndez, Alejandro Obregón, Ester Villanueva, and Iñaki Garmendia. 2020. "Performance of Optimization Algorithms in the Model Fitting of the Multi-Scale Numerical Simulation of Ductile Iron Solidification" Metals 10, no. 8: 1071. https://doi.org/10.3390/met10081071