Microstructure and Mechanical Properties of an Extruded 6005A Al Alloy Composite Reinforced with TiC Nanosized Particles and Strengthened by Precipitation Hardening


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Microstructural Characterisation of the Milled Powders
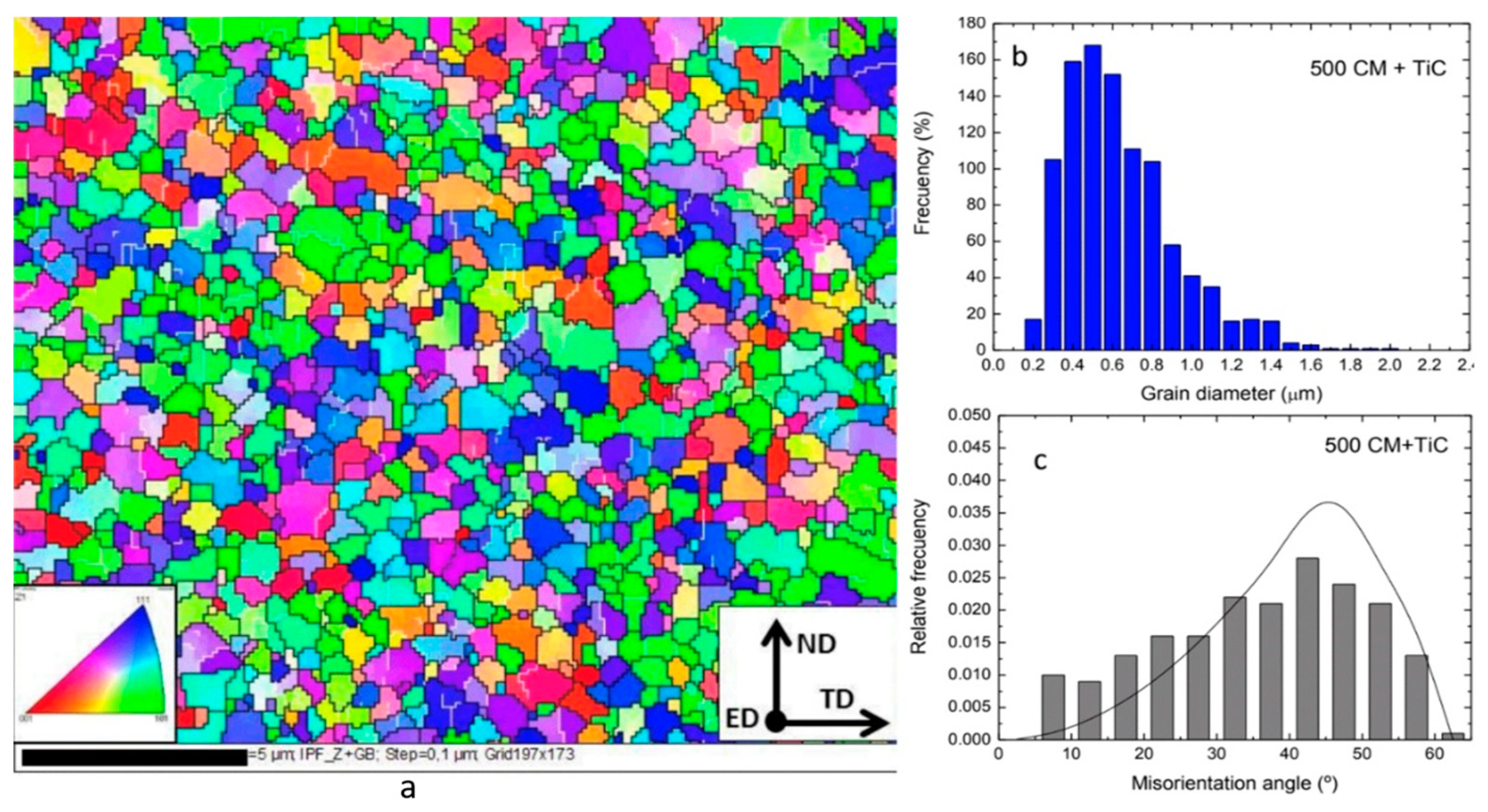
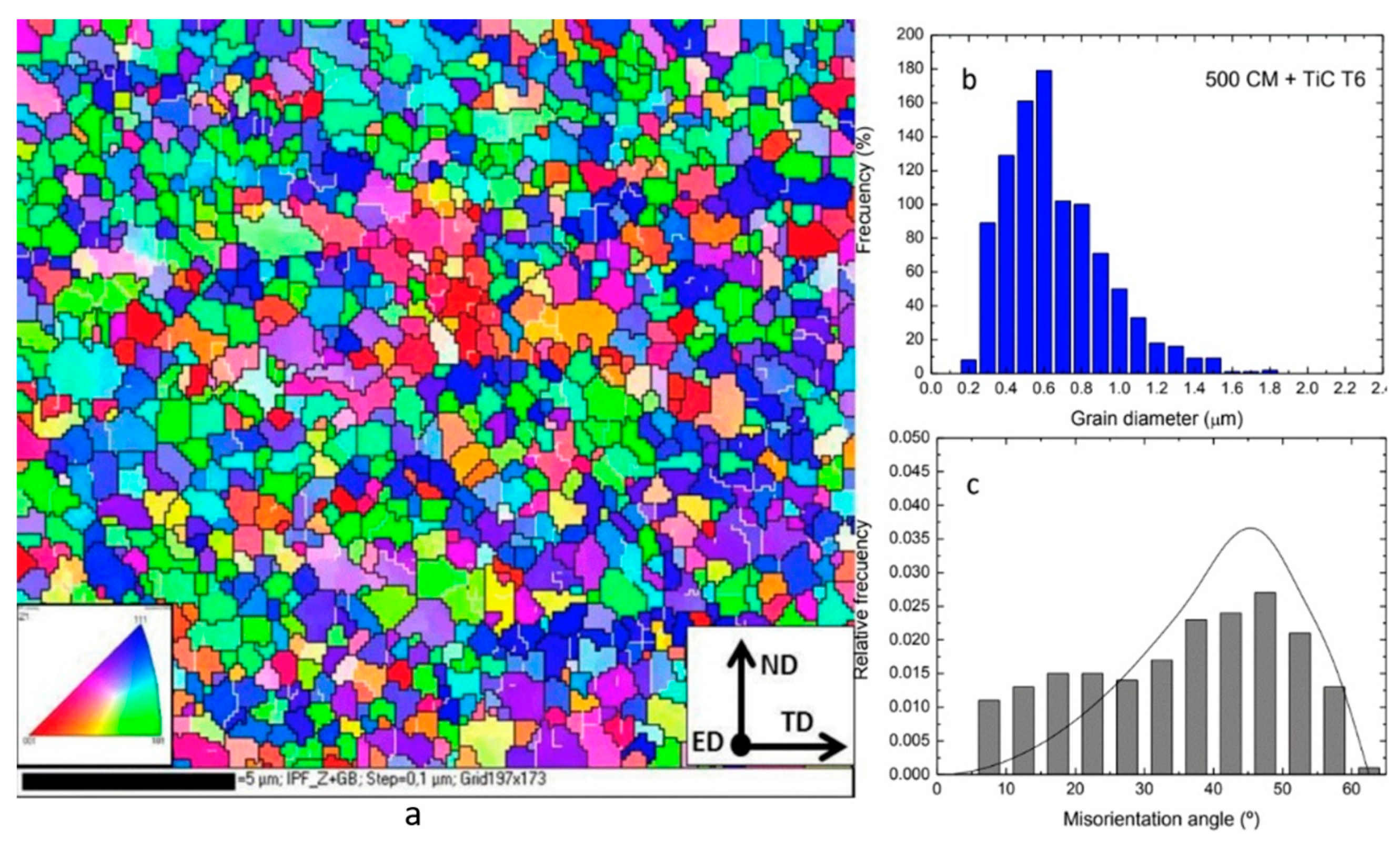
3.2. EBSD Analysis
3.3. Mechanical Properties
4. Conclusions
- (1)
- High-energy ball milling (HEBM) significantly refined the grain structure of the AA6005A matrix alloy, and a grain structure consisting of highly misoriented and approximately equiaxial grains of different grain sizes was formed.
- (2)
- The nanocomposite showed remarkably higher hardness, Young´s modulus, yield, and ultimate strengths at room temperature than the extruded profiles of mechanically milled unreinforced Al alloy powders.
- (3)
- The consolidated nanocomposite showed a moderate response to ageing heat treatment as demonstrated by microstructural analyses and mechanical tests. In any case, the composites produced in this research, combining the use of nanoparticles TiC and T6 heat treatment, display high strength and hardness although with a significant drop in ductility, as would be expected when adding a brittle component, and with a slight recuperation after the T6 heat treatment.
Author Contributions
Funding
Conflicts of Interest
References
- Chawla, N.; Chawla, K.K. Metal Matrix Composites; Springer: New York, NY, USA, 2006; pp. 43–65. [Google Scholar]
- Miracle, D. Metal matrix composites-From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Casati, R. Aluminum Matrix Composites Reinforced with Alumina Nanoparticles; Springer Nature: Cham, Switzerland, 2016. [Google Scholar]
- Davis, J.R. Aluminum and Aluminum Alloys, ASM Specialty Handbook; ASM International: Materials Park, OH, USA, 1993. [Google Scholar]
- Polmear, I.J. Light Alloys: Metallurgy of the Light Metals, 3rd ed.; Arnold: London, UK, 1995. [Google Scholar]
- Srivatsan, T.S.; Lewandowski, J. Advanced Structural Materials: Properties, Design Optimization, and Applications; Winston, S., Ed.; CRC Press: New York, NY, USA, 2007. [Google Scholar]
- Munz, D.; Fett, T. Ceramics, Mechanical Properties, Failure Behaviour, Materials Selection, 1st ed.; Springer: Berlin, Germany, 2001. [Google Scholar]
- Bengisu, M. (Ed.) Engineering Ceramics; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Gherrab, M.; Garnier, V.; Gavarini, S.; Millard-Pinard, N.; Cardinal, S. Oxidation behaviour of nano-scaled and micron-scaled TiC powders under air. Int. J. Refract. Met. Hard Mater. 2013, 41, 590–596. [Google Scholar] [CrossRef]
- Hong, S.M.; Park, J.J.; Park, E.K.; Kim, K.Y.; Lee, J.G.; Lee, M.K.; Rhee, C.K.; Lee, J.K. Fabrication of titanium carbide nano powders by a very high speed planetary ball milling with a help of process control agents. Powder Technol. 2015, 274, 393–401. [Google Scholar] [CrossRef]
- Cabeza, M.; Feijoo, I.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Effect of high energy ball milling on the morphology, microstructure and properties of nano-sized TiC particle-reinforced 6005A aluminium alloy matrix composite. Powder Technol. 2017, 321, 31–43. [Google Scholar] [CrossRef]
- Casati, R.; Fabrizi, A.; Timelli, G.; Tuissi, A.; Vedani, M. Ex situ Al-Al2O3 ultrafine grained nanocomposites produced via powder metallurgy. J. Alloys Compd. 2015, 615, 386–388. [Google Scholar] [CrossRef]
- Yao, X.; Zheng, Y.F.; Liang, J.M.; Zhang, D.L. Microstructures and tensile mechanical properties of an ultrafine grained AA6063–5 vol% SiC metal matrix nanocomposite synthesized by powder metallurgy. Mater. Sci. Eng. A 2015, 648, 225–234. [Google Scholar] [CrossRef]
- Casati, R.; Fabrizi, A.; Timelli, G.; Tuissi, A.; Vedani, M. Microstructural and mechanical properties of Al-Based composites reinforced with in-situ and ex-situ Al2O3 nanoparticles. Adv. Eng. Mater. 2016, 18, 550–558. [Google Scholar] [CrossRef]
- Hernández-Martínez, S.E.; Cruz-Rivera, J.J.; Garay-Reyes, C.G.; Elias-Alfaro, C.G.; Martínez-Sánchez, R.; Hernández-Rivera, J.L. Application of ball milling in the synthesis of AA 7075–ZrO2 metal matrix nanocomposite. Powder Technol. 2015, 284, 40–46. [Google Scholar] [CrossRef]
- Azimi, A.; Shokuhfar, A.; Nejadseyfi, O. Mechanically alloyed Al7075–TiC nanocomposite: Powder processing, consolidation and mechanical strength. Mater. Des. 2015, 66, 137–141. [Google Scholar] [CrossRef]
- Xu, W.; Wu, X.; Wei, X.; Lui, E.W.; Xia, K. Nanostructured multi-phase titanium based particulate composites consolidated by severe plastic deformation. Int. J. Powder Metall. 2014, 50, 49–55. [Google Scholar]
- Carreño-Gallardo, C.; Estrada-Guel, I.; López-Meléndez, C.; Martínez-Sánchez, R. Dispersion of silicon carbide nanoparticles in an AA2024 aluminum alloy by a high-energy ball mill. J. Alloys Compd. 2014, 586, S68–S72. [Google Scholar] [CrossRef]
- Nemati, N.; Khosroshahi, R.; Emamy, M.; Zolriasatein, A. Investigation of microstructure, hardness and wear properties of Al-4.5 wt.% Cu-TiC nanocomposites produced by mechanical milling. Mater. Des. 2011, 32, 3718–3729. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, J.; Li, X. Study on bulk aluminum matrix nano-composite fabricated by ultrasonic dispersion of nano-sized SiC particles in molten aluminium alloy. Mater. Sci. Eng. A 2004, 380, 378–383. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater. Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Chen, L.; Peng, J.Y.; Xu, J.Q.; Choi, H.; Li, X.C. Achieving uniform distribution and dispersion of a high percentage nanoparticles in Mgl8Sn matrix by solidification processing. Magnes. Technol. 2014, 69, 467–470. [Google Scholar]
- Knowles, A.J.; Jiang, X.; Galano, M.; Audebert, F. Microstructure and mechanical properties of 6061 Al alloy based composites with SiC nanoparticles. J. Alloys Compd. 2014, 615, S401–S405. [Google Scholar] [CrossRef]
- Foydl, A.; Segatori, A.; Khalifa, N.B.; Donati, L.; Brosius, A.; Tomesani, L.; Tekkaya, A.E. Grain size evolution simulation in aluminium alloys AA 6082 and AA 7020 during hot forward extrusion process. Mater. Sci. Technol. 2013, 29, 100–110. [Google Scholar] [CrossRef]
- Papazian, J.M. Effects of SiC whiskers and particles on precipitation in aluminum matrix composites. Metall. Trans. A 1988, 19, 2945–2953. [Google Scholar] [CrossRef]
- Badini, C.; Marino, F.; Verné, E. Calorimetric study on precipitation path in 2024 alloy and its SiC composite. Mater. Sci. Eng. A 1995, 191, 185–191. [Google Scholar] [CrossRef]
- Oguocha, I.N.A.; Yannacopoulos, S. Precipitation and dissolution kinetics in Al-Cu-Mg-Fe-Ni alloy 2618 and Al-alumina particle metal matrix composite. Mater. Sci. Eng. A 1997, 231, 25–33. [Google Scholar] [CrossRef]
- Hunt, E.; Pitcher, P.; Gregson, P. Precipitation reactions in 8090 SiC particulate reinforced MMC. Scr. Metall. Mater. 1990, 24, 937–941. [Google Scholar] [CrossRef]
- Hadianfard, M.J.; Mai, Y.W.; Healy, J.C. Effect of ceramic reinforcement on the ageing behaviour of an aluminium alloy. J. Mater. Sci. 1993, 28, 3665–3669. [Google Scholar] [CrossRef]
- Chen, C.L.; Lin, C.H. A Study on the Aging Behavior of Al6061 Composites Reinforced with Y2O3 and TiC. Metals 2017, 7, 11. [Google Scholar] [CrossRef] [Green Version]
- Casati, R.; Fiocchi, J.; Fabrizi, A.; Lecis, N.; Bonollo, F.; Vedani, M. Effect of ball milling on the ageing response of Al2618 composites reinforced with SiC and oxide nanoparticles. J. Alloys Compd. 2017, 693, 909–920. [Google Scholar] [CrossRef]
- Geng, L.; Zhang, X.N.; Wang, G.S.; Zheng, Z.Z.; Xu, B. Effect of aging treatment on mechanical properties of (SiC w + SiC p)/2024Al hybrid nanocomposites. Trans. Nonferrous Met. Soc. China 2005, 16, 387–391. [Google Scholar] [CrossRef]
- Choi, H.J.; Min, B.H.; Shin, J.H.; Bae, D.H. Strengthening in nanostructured 2024 aluminum alloy and its composites containing carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1438–1444. [Google Scholar] [CrossRef]
- Saheb, N.; Khalil, A.; Hakeem, A.S.; Laoui, T. Age hardening behavior of carbon nanotube reinforced aluminum nanocomposites. J. Nano Res. 2013, 21, 29–35. [Google Scholar] [CrossRef]
- Abreu, C.M.; Cabeza, M.; Feijoó, I.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Fabricación por aleación mecánica de un material compuesto de matriz AA6005A reforzada con TiC nanométrico. Determinación preliminar de los parámetros de molienda, 11st National Conference Composite Materials. Madrid 2015, 1, 607–612. [Google Scholar]
- Borrego, A.; González-Doncel, G. Calorimetric study of 6061-Al–15 vol. % SiCw PM composites extruded at different temperatures. Mater. Sci. Eng. A 1998, 245, 10–18. [Google Scholar] [CrossRef]
- Feijoo, I.; Cabeza, M.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Estimation of crystallite size and lattice strain in nano-sized TiC particle reinforced 6005A aluminium alloy from X-ray diffraction line broadening. Powder Technol. 2019, 343, 19–28. [Google Scholar] [CrossRef]
- Corrochano, J.; Lieblich, M.; Ibáñez, J. On the role of matrix grain size and particulate reinforcement on the hardness of powder metallurgy Al–Mg–Si/MoSi2 composites. Compos. Sci. Technol. 2009, 69, 1818–1824. [Google Scholar] [CrossRef]
- Murthy, H.A.; Singh, S.K. Influence of TiC particulate reinforcement on the corrosion behaviour of Al 6061 metal matrix composites. Adv. Mater. Lett. 2015, 6, 633–640. [Google Scholar] [CrossRef]
- Dutta, I.; Allen, S.M. A calorimetric study of precipitation in commercial aluminium alloy 6061. J. Mater. Sci. Lett. 1991, 10, 323–326. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si Alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Simchi, A.; Kim, H.S. Microstructural features, texture and strengthening mechanisms of nanostructured AA6063 alloy processed by powder metallurgy. Mater. Sci. Eng. A 2011, 528, 3981–3989. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.H.; Švec, P.; Gerlich, A.P. Effects of nanometric inclusions on the microstructural characteristics and strengthening of a friction-stir processed aluminum–magnesium alloy. Mater. Sci. Eng. A 2015, 642, 215–229. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, L.; Samajdar, I.; Doherty, R.D. Termo-Mechanical Processing of Metallic Materials; Pergamon Materials Series; Elsevier: London, UK, 2007; pp. 86–88. [Google Scholar]
- Parvin, N.; Assadifard, R.; Safarzadeh, P.; Sheibani, S.; Marashi, P. Preparation and mechanical properties of SiC-reinforced Al6061 composite by mechanical alloying. Mater. Sci. Eng. A 2008, 492, 134–140. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (a) | (b) | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Element | Mg | Si | Cu | Cr | Mn | Fe | Zn | Ti | Mn + Cr | Al | Oxygen (ISO 4491/4) | Element | Total C | Fe | N2 | O2 | Ti |
| wt % | 0.57 | 0.88 | 0.11 | 0.01 | 0.13 | 0.18 | 0.11 | 0.10 | 0.14 | Bal. | 0.07 | wt % | 19.91 | 0.20 | 0.30 | 0.85 | Bal. |
| at % | 0.64 | 0.85 | 0.05 | 0.005 | 0.06 | 0.09 | 0.05 | 0.06 | 0.07 | Bal. | 0.118 | at % | 0.999 | 0.00217 | 0.0127 | 0.0322 | 1 |
| Density (g/cm3) | Melting Point (°C) | Vickers Hardness (GPa) | Elastic Modulus (GPa) | Shear Modulus (GPa) | Thermal Conductivity (w/m/k) | Crystal Structure |
|---|---|---|---|---|---|---|
| 4.93 | 3067 | 24–32 | 400 | 188 | 17–32 | Cubic |
| Misorientation Study | AA6005A HEBM-HPE | AlMNC HEBM-HPE | AlMNC (T6) HEBM-HPE |
|---|---|---|---|
| Fraction of low-angle grain boundaries (LAGBs) (%) | 23.70 | 9.80 | 12.37 |
| Fraction of high-angle grain boundaries (HAGBs) (%) | 76.30 | 90.20 | 87.63 |
| Average misorientation angle (°) | 31.24 | 35.79 | 35.35 |
| Material | HHPE | HSST | HT6 | ΔHT6 (%) |
|---|---|---|---|---|
| AA6005A | 62.92 ± 1.6 | 56.56 ± 1.4 | 75.48 ± 1.5 | 33.45 |
| AlMNC | 89.70 ± 2.9 | 82.13 ± 2.7 | 98.98 ± 2.8 | 20.51 |
| Materials | Values of Tensile Tests | |||
|---|---|---|---|---|
| E (GPa) | YS (MPa) | UTS (MPa) | εf (%) | |
| AA6005A (HPE) | 63 | 134.5 | 237.50 | 12.75 |
| AA6005A (HPE+T6) | 64 | 134.67 | 255.67 | 11.80 |
| AlMNC (HPE) | 70 | 188.00 | 306.33 | 5.00 |
| AlMNC (HPE+T6) | 73 | 204.00 | 332.33 | 7.50 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feijoo, I.; Merino, P.; Pena, G.; Rey, P.; Cabeza, M. Microstructure and Mechanical Properties of an Extruded 6005A Al Alloy Composite Reinforced with TiC Nanosized Particles and Strengthened by Precipitation Hardening. Metals 2020, 10, 1050. https://doi.org/10.3390/met10081050
Feijoo I, Merino P, Pena G, Rey P, Cabeza M. Microstructure and Mechanical Properties of an Extruded 6005A Al Alloy Composite Reinforced with TiC Nanosized Particles and Strengthened by Precipitation Hardening. Metals. 2020; 10(8):1050. https://doi.org/10.3390/met10081050
Chicago/Turabian StyleFeijoo, Iria, Pedro Merino, Gloria Pena, Pilar Rey, and Marta Cabeza. 2020. "Microstructure and Mechanical Properties of an Extruded 6005A Al Alloy Composite Reinforced with TiC Nanosized Particles and Strengthened by Precipitation Hardening" Metals 10, no. 8: 1050. https://doi.org/10.3390/met10081050