
Abstract
In this paper, the effects of Cu coating of carbon nanotube (CNTs) as reinforcement on structural, microstructural, physical and mechanical properties of Cu–3 wt%CNT nanocomposite were investigated. CNTs were coated by Cu using the electroless technique for 1 and 2 h. Bulk nanocomposite samples were produced by spark plasma sintering of a mechanically milled powder mixture of Cu and CNT. Kinetic study showed a nucleation and growth mechanism for the Cu coating process. Microstructural characterization showed that the coated CNTs dispersed more homogeneously in the powder mixture. Results also revealed that 1 h coating of CNTs led to the higher relative density and thermal properties. The coating process increased 62 Brinell hardness (BHN) in hardness, 14% IACS in electrical conductivity for Cu–CNT nanocomposite. Transmission electron microscopy analysis showed a strong bonding between CNT and Cu matrix within the distinguishable interface. About 20 MPa increase in shear strength of nanocomposite was observed by 1 h coating of CNTs. Also, the fracture surfaces exhibit changes in the mode of fracture by well-bonded CNTs with the Cu matrix. The coefficient of thermal expansion and thermal distortion parameter revealed 12.7 ppm/k and 0.037 ppm.m/w for the sample including 1 h coated CNT, respectively.
Graphic Abstract

Similar content being viewed by others
1 Introduction
Metal matrix composites have shown impressive applications due to their specific properties such as high strength, high thermal conductivity and ductility in recent years [1]. These composites have large applications in the automobile, aerospace and spacecraft industries [2]. Besides, most of the metal matrix composites in the nano scale, called nanocomposites have been used for many functional devices by adding one or more particles as reinforcement to have desirable properties [3]. Among metal matrix composites, Cu-based composites with outstanding electrical, thermal and mechanical properties are taking significant attention as a novel kind of material [4]. One of the applications of Cu matrix composites is related to the heat transferring in some electronic materials like heat sink devices to have good heat conductivity [5]. Although many metallic reinforcement particles like Cr [6, 7] have been used in Cu matrix composites for improving mechanical properties, CNTs as an ideal reinforcement material has widely been investigated as well [8, 9]. CNT is commonly used in the Cu-based composites because of its unique mechanical and electrical properties [10].
High energy ball milling as a powder metallurgy technique has been used to disperse CNTs reinforcement in Cu matrix [9, 11]. Then, several consolidation techniques including cold and hot pressing [12], hot pressing [13] and spark plasma sintering (SPS) [14] were employed to fabricate the bulk specimen of Cu–CNT nanocomposite to reach the maximum density. In the meantime, the SPS method received much attention to fabricate bulk nanocomposite samples having exact dimensions [15]. However, homogenous dispersion of CNTs and good bonding at the interface of Cu matrix and CNTs are the main challenges in Cu–CNT nanocomposite production methods. According to the previous research [9], Cu–Cr–CNT nanocomposite produced by wet mechanical milling process to reach the optimal dispersion of CNTs. Furthermore, the addition of Cr can improve the Cu–CNT interface bonding [9, 16]. In addition, it has also been proved [13] that some mechanical procedures such as hot rolling could improve the mechanical, thermal and electrical properties of Cu–CNT nanocomposite. On the other hand, some studies [17, 18] have investigated the effect of CNTs coating on the mechanical and electrical properties of Cu matrix nanocomposite. It was proved that coating Co on CNTs surface via electroless plating method could improve interfacial adhesion between the CNTs and metal matrix. Cu electroless coating has many advantageous over the other metals such as Co in many cases since it can make a well and uniform interface in Cu based composite without any heat-treatment process and electron transitions increase the thermal and electrical conductivity of the composite [19]. A variety of methods such as electroless [18], electrodeposition [20] and electrophoretic [21] have been used for coating of CNTs. The electroless coating method has been widely utilized as an efficient coating technique to modify CNTs surface [19, 22, 23]. Although, the initial electroless coating of CNTs in the fabrication of Cu–CNT nanocomposites was investigated in previous works [18, 19], the properties of Cu–CNTs bulk specimen in different coating times has not been studied. In other words, Cu–CNTs nanocomposites with coated CNTs were just investigated in a constant coating time. Besides, these studies have not shown any comparison between coefficients of thermal expansion of Cu based nanocomposites reinforced by coated CNT particles in variable hours. The investigation of strengthening mechanism of Cu–CNT due to the presence of coated CNT is another issue in the current research that has not been studied before.
Therefore, the main aim of this research is to study the effect of Cu coating of CNTs on the preparation process and properties of Cu–CNT nanocomposite. Cu was coated on CNTs using the electroless and CNTs dispersion in Cu matrix was done through high energy ball milling. Finally, the nanocomposite powders were consolidated by the SPS technique. Detailed characterizations on structure, microstructure, electrical, thermal and mechanical properties were done.
2 Experimental Procedure
The commercially available pure Cu powder (particle size < 75 μm, purity 99.5%) and multi-walled CNTs with an average diameter of 10–30 nm and length of ~ 10 μm were used as the matrix and reinforcement materials, respectively. The CNTs need to be purified and functionalized to the surface activity before an electroless process. Hence, the suspension of CNTs in 10 ml pure ethanol (C2H5OH) was ultrasonicated for 90 min to break up the agglomerations between CNTs nano particles. Then, before the coating of CNTs, the particles were added to a homogeneous aqueous solution including 2 wt% SnCl2 to functionalize the CNTs surfaces. This step took 2 h over and the solution pH was adjusted between 1 and 3 by adding HCl. The sensitized CNTs particles filtered off and finally were transferred to the Cu coating bath containing 70 g/l copper sulfate (CuSO4.5H2O) as a copper origin, 170 g/l trisodium citrate dehydrate (Na3C6H9O9) as a complexing agent of the Cu ions and 100 ml/l formaldehyde (CH2O) as a reduction agent of the Cu ions during coating [17, 24]. The solution pH was adjusted at 11.5 and the reactions took place at room temperature for 1 and 2 h. Based on the literature [14, 19, 25], the deposited layer of Cu is very sensitive to the pH of the solution in the electroless coating process. This has been proved that the deposition process would be so fast if the pH of the solution is higher than 10. Also, the reaction rate would be so slow at the pH value of lower than 8. The effect of reaction time on the kinetics of electroless process was investigated by measurement of the Cu ion concentration of the solution during electroless treatment every 10 min. The electroless process was controlled by Cu ion concentration to find the persuasive condition based on the physical and electrical properties of the bulk specimens in which CNTs could disperse within the matrix uniformly. The measured concentration was also used to control the electroless deposition rate. Similarly, the Cu ion measurement has been used in previous studies [26, 27] as a criterion in the rate of Cu electroless process. This process was done using coupled plasma atomic emission spectroscopy (ICP-OES) (varian 735-es, Agilent) analyzer. Finally, the coated CNT was filtered and cleaned with distilled water. In the second step, Cu powder together with 3 wt% of CNTs, whether coated or uncoated, was wet milled in 10 ml of ethanol for 5 h using a planetary ball mill (PM2400 Model) with hardened steel vial and balls (diameter of 20 mm) under argon atmosphere. The milling speed and ball to powder weight ratio were adjusted to 300 rpm and 30:1, respectively. The milled powders were dried for about 1 h at 80 °C to evaporate the ethanol,. Experimental details of mechanical milling were reported in our previous work [9]. Different powder mixture of Cu with CNT (denoted as CC sample), 1 and 2 h coated CNT (denoted as CCH and CCHH samples, respectively) were milled. For comparison, pure Cu powder (denoted as Cu sample) was also milled under similar milling conditions. Finally, the nanocomposite powder was consolidated by SPS (Model Nanozint-10i) with the heating rate of 50 °C/min at 550 °C for 5 min in the vacuum of 40 MPa pressure. Discs with the approximate diameter of 25 mm and thickness of 80 mm were produced.
The microstructure of samples was observed by an OLYMPUS-BH2UMA metallographic microscope, a Tescan field emission scanning electron microscope (FESEM) and Transmission electron microscopy (TEM) (JEOL JEM-2100F with a voltage of 200 kV). The information on the structural evolution of the powders was analyzed by Philips PW-1730 X-ray diffraction (XRD) diffractometer using Cu kα radiation (λ = 1.5406 Å). Williamson-Hall equation was used to calculate the mean crystallite size and lattice strain. Williamson-Hall analysis is a simplified integral breadth method in which both size-induced and strain-induced broadening are deconvoluted by considering the peak width as a function of 2\( \theta \) [28]. The Brinell hardness of the bulk samples was performed using 30 N load for 5 s by ESE Way-DVRBM machine. For calculation of each sample hardness, the average hardness value of 5 random points were reported. Also, the mechanical properties of the sintered materials were studied by shear punch testing method at room temperature according to the ASTM D732 standard [29]. A screw driven SANTAM material testing system with a load cell of 20 kN capacity and a crosshead speed of 0.2 mm/min. The test was performed on 0.7 mm thick samples. A coupled H13 steel punch and die with a circular clearance space of 0.02 mm was used for the test with a constant level speed for a 20 kN load. A shear punch fixture with a 3.175 mm diameter flat cylindrical punch and 3.225 mm diameter receiving-hole was used. After application of the load, the applied load P was measured automatically as a function of punch displacement; the data were acquired by a computer so as to determine the shear stress of the tested materials using the following relationship.
where P is the punch load, l is the specimen thickness, and d is the average of the punch and die diameters.
The density values of bulk samples were measured by Archimedes principle (ASTM B962). The theoretical density was calculated using the rule of mixture. The electrical conductivity was measured by a standard four-point probe technique using a constant current of 100 mA. The electrical conductivity of each sample was measured at least five times. A dilatometer (PC402, Netzsch, Germany) with a heating rate of 5 °C/min in the temperature range of 25–800 °C under argon atmosphere was used for thermal expansion measurement. The thermal conductivity was measured by the flash diffusivity method (LFA 457, Netzsch, Germany) at room temperature. Thermal stability was additionally determined by the exposure of consolidated samples to the high temperature of 500 °C for 50 h under argon atmosphere.
3 Results and Discussion
3.1 CNTs Coating
FESEM analysis was carried out to evaluate changes in the morphology of CNTs and coated Cu on the surface of CNTs by the electroless process. Figure 1 shows the FESEM images of un-coated, 1 and 2 h coated CNTs. Figure 1a shows that the average diameter of un-coated CNTs is 40 nm. Figure 1b shows the FESEM image of the CNTs after 1 h coating, in which the coated CNTs particles have different surface structures. The Cu layer formation on the CNTs are marked by arrows at high-resolution FESEM image in the inset. The uniform coating of Cu on CNT surface led to make the CNTs thicker and to make an excessive layer on CNTs surface which is about 60 nm. The average CNTs diameter and the surface layer were reached to 80 nm for 2 h coated sample, as seen in Fig. 1c. It is observed that the thickness of deposited Cu on CNTs is lower than 100 nm which is consistent with the previous studies [30, 31]. The change from a uniform tubular microstructure to a tangled CNTs is clear by the FESEM image at higher magnification in the inset, signifying the excessive formation of Cu phase by longer electroless process duration. There are some small agglomerations after 2 h coating possibly due to the excessive Cu coating on CNTs. As a result, 1 h seems to be enough to coat the CNTs.

FESEM images of a un-coated, b 1 and c 2 h coated CNTs
To study the coating mechanism through electroless process, the kinetics of Cu formation on CNTs was examined by measuring [Cu2+] ion concentration values during 2 h coating process. The selection of 2 h coating time is related to the Cu ion during the coating process. As is seen in Fig. 2a, the concentration of Cu ion did not change significantly after about 100–110 min. Hence, it can be concluded that 2 h coating time is enough for electroless coating of CNTs with Cu. This is in agreement with previous studies [30, 31] that the Cu deposition in electroless process was completed after 2 h. To this end, the transformed fraction of reaction (α) was calculated and used by the Eq. (2).
where [Cu2+]i is the [Cu2+] of the solution at the beginning, [Cu2+]f is the final [Cu2+] and [Cu2+]t is the measured [Cu2+] during the coating process. The S-shaped characteristic profile curve of experimental data in Fig. 2a, indicates that the transformation rate is slow at the initial and the end but fast in between. Therefore, the Johnson–Mehl–Avrami (JMA) equation was used to evaluate the kinetics of the Cu formation on CNTs by electroless process and to determine the corresponding mechanism. It has been reported that the solid transformation at constant temperature can be described by the JMA model where the main mechanism is nucleation and growth [32, 33]. The model can generally be found in form of Eq. (3).
where t is time, n is the Avrami representative depending on the mechanism of growth and also the dimensionality [33], krepresents the reaction rate constant which is generally described by an Arrhenius equation for temperature dependence. The values of k and n determine the type of reaction mechanisms which is overcome during the reaction [32]. To obtain the kinetic information of n and k, the JMA model is represented by a linear form as below:
The slope n was obtained for the straight line when ln (− ln (1 − α)) was plotted against ln (t) (as seen in Fig. 2b) and k can be extracted from the intercept of the plot as well. A good linear fit was seen from the curve because of high correlation coefficient of R2 = 0.99. It appears that the JMA model can describe the formation of Cu on CNTs during electroless process at constant temperature. The calculated kinetic parameters of n and k from the slope and intercepts of the plot are 1.58 and 16 × 10−4 min−1.58, respectively. Therefore, the kinetic equation for the formation of Cu can be written as Eq. (5).
In comparison, α is plotted according to the JMA model in Fig. 2a. Compared with the experimental results, the JMA model can be considered as a good explanation for the kinetics of electroless process. Since, by adding the reducing agent in primary minutes, the [Cu2+] ion concentration values were decreased slightly. The Avrami exponent can be used to assess the nature of transformation. According to the literature [34], the value of Avrami exponent used for this type of discontinuous precipitation process can possibly related to the grain boundary nucleation when it be saturated with interface growth. It should be noticed that Cu particles could nucleate on some sites of CNTs surface such as defects or pores [35]. It seems that at first due to the high specific surface area of the CNTs, the Cu nucleation on the surface of CNTs is completed and then the growth of them occurs. Therefore, prolonging the electroless process to a long time of 2 h only results in more Cu layer growth. As mentioned above (Fig. 1c), this additional growth may lead to agglomeration and tangled microstructure of CNTs.

a Experimental and modelled α values during the coating process and b the Avrami plot of ln(− ln(1 − α)) versus ln (t)
3.2 Mechanical Milling
XRD patterns of milled samples, are presented in Fig. 3a exhibiting a typical Cu XRD pattern for all samples. All the diffracted peaks were assigned to the (111), (200) and (220) planes of the FCC phase of Cu. The CNTs peak was not seen in the patterns due to its low quantity in the composite. As shown in the inset figure, Cu peaks get more broadened in the nanocomposite samples; this is more evident for CCH sample. To investigate the peaks broadening, the calculated mean crystallite size and lattice strain from Williamson-Hall equation were shown in Fig. 3b. In comparison with Cu sample, it is indicated that the mean crystallite size of Cu matrix decreases by the addition of CNTs, while the internal strain increases. The mechanical energy during ball milling could partially create crystal defects such as grain boundaries and dislocations. This is previously reported [6] that, mechanical milling of Cu in the presence of ceramic reinforcement promotes the energy introduction and plastic deformation into the Cu structure. Also, the mean crystallite size reduction to 19 nm and lattice strain increase to 1.3% in the presence of 1 h coated CNTs in CCH sample are more evident. This behavior can be because of optimal carbon coating after 1 h on its well distribution in the microstructure. Therefore, more influence on energy introduction and plastic deformation during 5 h ball milling was obtained, comparatively.

a XRD patterns and b mean crystallite size/lattice strain of different milled samples
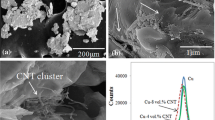
Figure 4 illustrates the FESEM images of different milled samples. FESEM image of 5 h milled Cu sample in Fig. 4a confirms the formation of flake-like particles through mechanical milling due to the deformation of ductile Cu particles. The high-resolution FESEM image in the inset indicates that flattened Cu flakes are laid and welded on each other and larger particles formed. Figure 4b shows the FESEM image of 5 h milled CC sample. Similarly, flake-like particles can be observed in this image. However, CNTs agglomerations which are not embedded in the Cu matrix can be seen at higher magnification by yellow arrows (see inset). FESEM image of 5 h milled CCH sample in Fig. 4c showed agglomeration of the finer particles took place. It seems that 1 h coating of CNTs was efficient in CNTs dispersion within the Cu matrix through ball milling, since the CNTs agglomerations were not seen. This is possibly related to the Cu layer on CNTs surface which prevents their agglomeration. The effect of 2 h coating of CNTs on the microstructure of 5 h milled CCHH sample was shown in Fig. 4d. A noticeable feature of the sample is that the CNTs agglomerates can be observed, again, as displayed by yellow arrows at high-resolution image in the inset. Although the number of agglomerates observed was lower than that of CC sample, the increment of the electroless process had a negative effect on CNTs dispersion during ball milling. This can be explained by above mentioned entanglement of CNTs in Fig. 1c.

FESEM images of mechanically milled a Cu, b CC, c CCH and d CCHH samples
3.3 Powder Consolidation
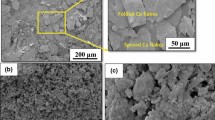
Microstructure of the consolidated samples are shown in Fig. 5a. The samples showed some dark spots possibly originated from clustered CNTs or porosities that heterogeneously distributed in the matrix. In microstructure analysis, the author could not differentiate between Cu, CC and CCHH samples very accurately. However, the fraction and average size of the clustered CNTs and/or porosities decreased considerably in CCH sample. Also, their distribution in the copper matrix was improved. These observations suggest that presence of CNTs and coating of CNTs can affect consolidation process. The mechanism depends on morphology of the powder particles. It seems the proper distribution of CNTs results in more densification during consolidation. The presence of agglomerated CNTs in the milled powder leads to the formation of porosities in the microstructure. Additionally, the relative density of different samples was determined by Archimedes method. Figure 5b shows the relative densities of consolidated samples. The results show that the relative densities of samples vary from 93 to 97%. In accordance with the OM images, 1 h coating of CNTs caused to further densification in CCH sample, 97%. This could be as a result of improved settling of reinforcement materials within the Cu matrix. When the surface of CNTs covered by Cu, local densification in the composites happens because of solid state diffusion from the Cu particle to the surface of coated CNTs and fill the space between particles. Also, during matrix densification, there is bulk and surface inter-diffusion between the copper particles and the copper coating. So, the nanostructured condition of the deposit promotes a faster densification of the matrix, since the effective coefficient of inter-diffusion in nanometric particles is much higher than in coarse powders [36]. Figure 5c shows the hardness values of different samples. The hardness was measured to be 51 BHN for Cu sample. Analysis of Fig. 5c revealed that the nanocomposite samples exhibit greater hardness than Cu sample. Addition of 1 h coated CNTs to produce the CCH nanocomposite, improved the hardness remarkably to128 BHN probably due to lower porosity of the nanocomposite by the addition of 1 h coated CNTs in Cu matrix. However, the hardness value of CC and CCHH samples were 64 and 89 BHN, respectively. The lower densification for both CC and CCHH samples due to the local clustering of CNTs can noticeably decrease the hardness. Regarding to the Hall–Petch equation [37], the crystallite growth in 2 h coated sample leads to a decrease in hardness. The improvement of mechanical properties of the composites was due to the uniform distribution of CNTs and developed load transfer from the matrix to reinforcement particles by settling Cu particles on their surfaces. In other words, coated reinforcement particles could affect the interface between particles inside the nanocomposite structure. Hence, both CCH and CCHH samples have higher hardness values than that of CC one.

a OM images, b relative density, c hardness and d electrical conductivity of different consolidated samples
Figure 5d demonstrates the electrical conductivity of all samples. Compared to Cu sample, all Cu–CNT nanocomposites showed enhanced electrical conductivity. It is very important to point out that the microstructure of the interfacial transition had an effect on the electrical conductivity of nanocomposites [38]. Cu coating of CNTs in CCH and CCHH samples led to higher electrical conductivity, because of improved interface between CNTs and Cu matrix. However, the electrical conductivity of CCH sample was increased significantly to 80%IACS due to the relatively better dispersion of CNTs and higher relative density. These resulted in the reduction of free electrons scattering and hence, the increment of electrical conductivity [39]. About the electrical conductivity, there are two factors affecting the electrical conductivity in these samples. First, CNTs in the Cu matrix increases the electrical conductivity due to the interfacial electron transition. Second, CNTs coating by Cu can assist the CNTs to make a good interface with the matrix for electron transition. These two factors affect despite considering the relative density of the samples.
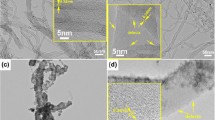
TEM is used to better understanding the interface and the Cu–CNTs interfacial bonding. The test sample for TEM study of CCH, was selected based on the optimal properties of relative density, hardness and electrical conductivity. The detailed TEM microstructure of CCH nanocomposite is shown in Fig. 6a. As indicated by yellow arrows, some CNTs inside nanocrystalline grains can be observed. This is important to reach enhanced performance in the CNT reinforced nanocomposites. As shown by white dotted line at high resolution transmission electron microscopy (HRTEM) image in Fig. 6b, the interface boundary of Cu–CNT can be clearly distinguished. There is no visible gap at Cu–CNT interface which means that the CNTs could be deeply embedded into Cu matrix particles rather than covered on their surface through milling process. The mentioned strong interface bonding is significantly useful to the bonding strength in transferring load mechanism [40]. Furthermore, the strong interface can improve the movements of carriers and free electrons leading to decrease in electrical resistivity [41]. The HRTEM images in Fig. 6b indicated the lattice fringes of Cu (111) and CNT (002) faces with a spacing of 0.21 and 0.34 nm, respectively. Also, the SAD patterns acquired from the marked areas in HRTEM image were shown in Fig. 6c. The SAD pattern and indexation of the diffraction spots from the Cu matrix region indicates the matrix has a face-centered cubic (F.C.C) structure of space group Fm-3 m corresponding to a unit cell parameter of 0.36 nm. The SAD pattern from CNT region contains ring and spot patterns belong to CNTs and Cu, respectively.

a TEM and b HRTEM images of CCH sample. c SAD patterns acquired from the marked areas in HRTEM image
Typical stress–strain curves from the shear punch test of Cu–CNT nanocomposites are displayed in Fig. 7a. To make the data comparable, the displacement to fracture (X-axis) is standardized by the thickness of the samples. The ultimate shear stress (USS) and shear elongation (SE) were extracted on the load versus displacement curves using Eqs. (6) and (7) [42].
where \( P_{max} \) denotes the maximum load (N), \( r_{avg} \) is the average radius of punch and die (1.54 mm), t is the thickness of samples (mm) and D is the displacement from yield to failure point (mm). It could be obtained from the stress–strain curve that both CC and CCHH nanocomposites have two yielding steps (marked by the arrows for CCHH sample). This behaviour has been observed for Cu–CNTs composites previously [42, 43]. The first (σy1) is for the yielding matrix and second (σy2) is for the yielding originated from CNTs clusters. The calculated values of yield shear stress YSS, USS and fracture strain results for all samples are compared in Fig. 7b. It can be observed that the nanocomposite was strengthened about 30% by the CNTs reinforcement. This phenomenon could potentially be due to the high elastic modulus and strength of CNTs which play a crucial role in absorption the stress transferred from continuous matrix phase. Also, the strength of the CCH and CCHH nanocomposites was increased by coating of CNTs. The reason for the increase in strength may be due to the well bonding between Cu and CNTs surface as a result of using coated CNTs, as showed above by TEM analysis. The strengthening by using coated CNTs is due to the high load-transfer efficiency which was caused by strong interface between the coated CNTs and the Cu matrix because of the functional groups formed during the functionalization step [25]. Therefore, the mechanical properties of the Cu reinforced with coated CNTs affected by the interface between matrix and reinforcements. It is worth to point out that the displacement to fracture was also improved by coating the CNTs because of good bonding and hence a stiff resistance to fracture. The CCHH sample has more strength than CCH that is in contradiction with hardness value. Chen et al. [44, 45] demonstrated that Cu matrix reinforced by CNTs would increase the nanocomposite strength. It is revealed in the Fig. 7a that CCHH curve has uneven trend unlike the other samples. This behavior is related to the shear punch test point where the indenter was placed. As explained before, CCHH has some small CNT agglomerations and voids, affecting the stress–strain trend. The Cu–CNTs nanocomposites have two main strengthening mechanisms. First one is the effect of load-bearing which is resulted from the plastic flow of Cu around CNTs during deformation. Second one is the hardened zone of Cu matrix around CNTs which is introduced by Orowan’s effect. This effect indicates that the size of reinforcement particles plays a vital role in the overall reinforcing effect. As the size of reinforcements decreases, the Orowan’s effect becomes more effective in metal-based nanocomposites. Orowan’s strengthening is vital for dislocation in the metal matrix composites in case of a fine dispersion of particles and also the particles having the size smaller than 100 nm [46, 47]. The yield strength of Cu–CNTs nanocomposite can be defined as follows [48]:
where \( \sigma_{yc} \) and \( \sigma_{ym} \) are the Cu–CNTs and Cu yield strengths respectively. \( f_{load} \), \( f_{Orowan} \) and \( f_{thermal} \) are the improvement factors dealing with load-bearing, Orowan strengthening and dislocation density, due to different CTE of Cu and CNT, respectively. The Orowan effect in Cu grains is as follows [49]:

a True shear stress–true shear strain curves and b the outcomes of shear punch test for different samples
\( \Delta \sigma_{Orowan} \) denotes the strength increasing of Orowan effect. This can be explained by Orowan-Ashby equation [49].
Here, \( G_{m} \) is the shear modulus of the Cu matrix which is equal to 48 GPa [50] and b is the Burgers’ vector of the Cu matrix. \( L_{p} \) represents the inter-particle distance. By a simple measure, b is taken as 0.255 nm. Since the CNT length is much larger than its diameter, this reinforcement can be acted as a rod-shape whisker. The parameter r is defined as \( {\text{r}} = \frac{d}{2} \). So, coated CNTs with more average diameters as shown before, will induce the Orowan’s effect that leads to Cu–CNT strengthening. It is important to express that the Orowan’s effect in CCHH sample containing the thickest CNTs particles, has dominated the agglomerated CNTs which had caused to the reduction in hardness values. In other words, hardness property, unlike the Orowan’s effect, can just affect the bulk specimens locally but, the mentioned strengthening effect considers the CNTs in the whole samples.
The fracture surfaces after shear punch test evaluated by FESEM, as presented in Fig. 8. It is evident in Fig. 8a that the Cu sample has a ductile fracture surface with the trans-granular fracture mode which was related to some defects such as porosities separation. All three other nanocomposites in Fig. 8b–d displayed many dimples, suggesting the addition of CNTs has small influence on ductile behavior of the Cu matrix. The fracture behavior of the composites represents that the fracture happened by a locally ductile mechanism which is not in relation with porosities of the specimens [8, 51]. However, for CC sample in Fig. 8b, some larger holes or cracks (as shown by yellow arrows) are also shown on the fracture surface and for CCH in relation to CC and CCHH, few dimples might be represent a brittle fracture. High-resolution image of these areas in the inset indicated that there are obvious CNTs clusters on these holes. It supports this hypothesis that void initiate and then extend from the local CNTs clusters in the Cu matrix. Therefore, the small voids have a trend to form a bigger crack in these regions of CC sample. On the other hand, in CCH (Fig. 8c) and CCHH (Fig. 8d) fracture surfaces, compared to CC sample, the dimples are larger. These large dimples explain that the material absorbs more energy during ductile fracture and has better toughness [52]. This agrees well with the stress–strain curves in Fig. 7a. These images showed the CNTs embedded in the Cu matrix uniformly, indicating the high interfacial strength between CNTs and Cu matrix. A bridging effect of the CNTs can also be seen in the fracture surface, as shown in the inset of Figs. 8c, d. The bridge mechanism of CNTs may be the main reason for the improvement the fracture strain of the nanocomposites [53, 54], especially for CCHH sample. Also, some broken CNTs on the fracture surface indicates that load has been transferred effectively through CNTs. Therefore, Cu coating of CNTs improved the bonding between CNTs and the Cu matrix and modified the fracture properties of the samples.

FESEM images of the fracture surface for a Cu, b CC, c CCH and d CCHH samples
Figure 9a shows the comparison of thermal stability of the different samples. The thermal stability was done for 50 h at high temperature of 500 °C to investigate the effect of the high temperatures on the hardness as a typical mechanical property of the samples. The softening percent was calculated after 50 h according to the hardness results which were obtained from bulk specimens. Though the hardness of all samples decreased after 50 h when they exposure at 500 °C, CC and CCH samples have still higher hardness values than the others. In other words, these samples had the minimum amount of the softening percentage. Figure 9b indicates the effect of high temperature exposing on softening for the mentioned time. Firstly, the CCHH sample has nearly 3% more softening than the CC and CCH samples having the lowest softening proportion percent. The retained hardness during high temperature exposure proposes a well thermal stability for CC and CCH samples. The strong bonds between coated CNTs and Cu matrix particles which have been well distributed along with the matrix, result in lower hardness reduction for CCH sample. Another reason for the reduction in hardness is an excessive grain growth of Cu in the CCHH sample. Indeed, hardness reduction would be attended to decrease if the second phase is placed in Cu matrix to cause grain boundary pinning. The presence of big coated particles was related to the low diffusivity and solubility of Cu [55].

Effect of high temperature (500 °C) exposure on a hardness and b softening
Figure 10a exhibited the thermal conductivity values of the nanocomposites. Cu has relatively high thermal conductivity compared to other metals. A previous study [56] showed that low concentration of CNTs possesses an excellent thermal conductivity in composite materials like in CC sample. Moreover, the enhancement of the thermal conductivity in CCH sample originates from the impressive distributing of CNTs into the Cu matrix that can transfer the phonons very well and uniformly. The longer coating time of CNTs, the lower thermal conductivity of the CCHH compared to CCH, and the result is related to the dispersion of CNTs and interfacial thermal resistance [57]. It must be considered that obtaining uniformly dispersed CNTs into the Cu matrix is quite important. On the other hand, the interaction between CNTs originates from agglomerated CNTs shortens the average random range of phonons. Therefore, the thermal conductivity is decreased notably when the Cu layer on CNTs is thicker. The CNTs clusters can hence act as a low conductive inclusion in the Cu matrix leading to a large reduction in thermal conductivity of nanocomposite which has been occurred in CCHH sample. Besides, when heat flow moves along the kinked and twisted CNTs, the heat flows will be stopped at the sites of these twists [58]. The CNT which was coated for 2 h contains more particles on its surface that could also scatter more heat flow [59]. Figure 10b compares the coefficient of thermal expansion (CTE) values. This implies that Cu has the maximum value of CTE between the samples that could be dramatically declined by adding CNT. To fulfill this event, it should be considered that CNTs have an electron free path of 10 µm, several orders of magnitude larger than Cu (0.04 µm) and also much lower CTE value than pure Cu [60]. It is worth mentioning that by coating the CNTs particles, almost there is no any significant agglomeration of CNTs which was a more dominant factor in the determination of the CTE of the nanocomposite in CCH and CCHH samples. The CTE values were slightly increased showing a relatively good interfacial bonding between the Cu matrix and the reinforcement in CCH sample in comparison with CCHH [61]. Moreover, in the CCH and CCHH samples, in which there is nearby no free spaces between the second phase and matrix as a result of the coating process, the connection for heat transferring is excellent, thereby remarkably reduction in CTE value would be obtained. On the other hand, thermal performance of samples for thermal management applications can be evaluated using TDP value. TDP is a degree of the distortion due to temperature and a lower TDP indicates larger thermal stability. It is defined as the following equation [62, 63].
The TDP results of samples are presented in Fig. 10c. It was found that the CCH sample which had the maximum value of thermal conductivity and minimum value of CTE has the lowest TDP value. As it is seen, the CCH sample having the lowest softening percentage and CCHH owning the lowest CTE value, both indicate the minimum value of TDP. One important aspect of the TDP values is that the CCH and CCHH have almost the same value which means that there is no difference between these two samples for thermal management applications. All in all, this property of Cu–CNT nanocomposite, thermal conductivity, thermal diffusivity and a well dispersion of CNTs particles in the Cu matrix indicate that the material would be a favourable material used for heat sink applications. Also, it is expected that functionalization of CNTs will affect the phonon propagation in Cu–CNT composites [56, 64, 65].

a Thermal conductivity, b CTE and c TDP values of different samples
Considering the obtained results from mechanical, thermal and electrical properties, it is evident that the CCH sample has the best overall properties between the bulk specimens. A uniform dispersion of CNT within the Cu matrix could be considered as a main reason for the outstanding characteristic of CCH sample.
4 Conclusions
In this study, the bulk Cu–3 wt% CNT nanocomposite samples were produced through high energy ball milling and then consolidated by the SPS process. The effects of 1 and 2 h Cu coating of CNTs using the electroless process on different properties were studied. The FESEM images demonstrated that the CNTs after electroless coating were dispersed in the Cu matrix very well because of the formation of Cu layer on CNTs surfaces. Kinetic study of Cu coating during the electroless process was studied by the change of [Cu2+] concentration values showed a nucleation and growth mechanism which is described by the JMA model. It was found that more homogeneous dispersion of CNTs and hence higher relative density was obtained after 1 h coating, compared to un-coated and 2 h coated CNTs. TEM study of the nanocomposite showed that 1 h coated CNTs well embedded in the Cu matrix with a good interface. Also, improvement of interface between Cu and 1 h coated CNTs in the nanocomposite leads to the enhancement of electrical conductivity and hardness. Furthermore, the coating process was effective on the strength and fracture mechanism of nanocomposite because of possibly higher load-transfer efficiency and bridging effect. Improvement of CNTs dispersion and interface bonding between the CNTs and Cu matrix by 1 h coating increased thermal stability of the nanocomposite during exposure to the high temperature. Higher thermal properties of nanocomposite were obtained by Cu coating of CNTs. The minimum TDP value of 0.037 for the reinforced nanocomposite with 1 h coted CNTs showed its potential as a choice for thermal management materials.
References
A. Mortensen, J.L. Llorca, Metal matrix composites. J. Annu. Rev. Mater. Res. 40, 243–270 (2010)
V.M. Kumar, C.V. Venkatesh, A comprehensive review on material selection, processing, characterization and applications of aluminium metal matrix composites. Mater. Res. Express 6, 072001 (2019)
A.D. Moghadam, E. Omrani, P. Menezes, Mechanical and tribological properties of self-lubricating metal matrix nanocomposites reinforced by carbon nanotubes (CNTs) and graphene—a review. Compos. Part B 77, 402–420 (2015)
Z. An, M. Toda, D. Ono, Comparative investigation into surface charged multi-walled carbon nanotubes reinforced Cu nanocomposites for interconnect applications. Compos. Part B 95, 137–143 (2016)
R. Miller, D. Liu, M. Horsinka, T. Nguyen, K. Kuppuswamy, T. Towe, H. Li, M. Berube, J. Harrison, E. Wolak, Composite-copper, low-thermal-resistance heat sinks for laser-diode bars, mini-bars and single-emitter devices. Int. Soc. Opt. Photonics 6878, 687607 (2008)
S. Sheibani, S. Heshmati-Manesh, A. Ataie, Influence of Al2O3 nanoparticles on solubility extension of Cr in Cu by mechanical alloying. Acta Mater. 58, 6828–6834 (2010)
Y. Jin, K. Adachi, T. Takeuchi, H.G. Suzuki, Ageing characteristics of Cu–Cr in situ composite. J. Mater. Sci. 33, 1333–1341 (1998)
E.Y. Yoon, D.J. Lee, B. Park, M.R. Akbarpour, M. Farvizi, H.S. Kim, Grain refinement and tensile strength of carbon nanotube-reinforced Cu matrix nanocomposites processed by high-pressure torsion. Met. Mater. Int. 19, 927–932 (2013)
M. Masroor, S. Sheibani, A. Ataie, Effect of milling energy on preparation of Cu–Cr/CNT hybrid nano-composite by mechanical alloying. Trans. Nonferrous Met. Soc. China 26, 1359–1366 (2016)
P.C. Tsai, Y.R. Jeng, J.T. Lee, I. Stachiv, P. Sittner, Effects of carbon nanotube reinforcement and grain size refinement mechanical properties and wear behaviors of carbon nanotube/copper composites. Diam. Relat. Mater. 74, 197–204 (2017)
A. Bor, B. Ichinkhorloo, B. Uyanga, J. Lee, H. Choi, Cu/CNT nanocomposite fabrication with different raw material properties using a planetary ball milling process. Powder Technol. 323, 563–573 (2018)
A. Ghorbani, S. Sheibani, A. Ataie, Microstructure and mechanical properties of consolidated Cu–Cr–CNT nanocomposite prepared via powder metallurgy. J. Alloys Compd. 732, 818–827 (2018)
S. Shakibhamedan, M. Abdi, S. Sheibani, Comparative study on hot rolling of Cu–Cr and Cu–Cr–CNT nanocomposites. Trans. Nonferrous Metals Soc. China 28, 2044–2052 (2018)
W.M. Daoush, Processing and characterization of CNT/Cu nanocomposites by powder technology. Powder Metall. Met. Ceram. 47, 531–537 (2008)
Z.A. Munir, U. Anselmi-Tamburini, M. Ohyanagi, The effect of electric field and pressure on the synthesis and consolidation of materials. A review of the spark plasma sintering method. J. Mater. Sci. 41, 763–777 (2006)
K. Chu, C. Jia, L. Jiang, W. Li, Improvement of interface and mechanical properties in carbon nanotube reinforced Cu–Cr matrix composites. Mater. Des. 45, 407–411 (2013)
W.M. Daoush, B.K. Lim, C.B. Mo, D.H. Nam, S.H. Hong, Electrical and mechanical properties of carbon nanotube reinforced copper nanocomposites fabricated by electroless deposition process. Mater. Sci. Eng. 513, 247–253 (2009)
J.L. Song, W.G. Chen, L.L. Dong, J.J. Wang, N. Deng, An electroless plating and planetary ball milling process for mechanical properties enhancement of bulk CNTs/Cu composites. J. Alloys Compd. 720, 54–62 (2017)
X. Chen, J. Xia, J. Peng, W. Li, S. Xie, Carbon-nanotube metal-matrix composites prepared by electroless plating. Compos. Sci. Technol. 60, 301–306 (2000)
M. Zhou, Y. Mai, H. Ling, F. Chen, W. Lian, X. Jie, Electrodeposition of CNTs/copper composite coatings with enhanced tribological performance from a low concentration CNTs colloidal solution. Mater. Res. Bull. 44, 537–543 (2008)
A.R. Boccaccini, J. Cho, J.A. Roether, B.J.C. Thomas, E. Minay, M. Shaffer, Electrophoretic deposition of carbon nanotubes. Carbon 44, 3149–3160 (2006)
Q. Li, S. Fan, W. Han, C. Sun, W. Liang, Coating of carbon nanotube with nickel by electroless plating method. J. Appl. Phys. 36, 501–503 (1997)
V.M. Dubin, Y. Shacham-Diamand, B. Zhao, P. Vasudev, C.H. Ting, Selective and blanket electroless copper deposition for ultralarge scale integration. J. Electrochem. Soc. 144, 898–908 (1997)
S.F. Moustafa, S.A. El-Badry, A.M. Sanad, Effect of graphite with and without copper coating on consolidation behavior and sintering of copper–graphite composite. Powder Metal. 40, 201–206 (1997)
C. Xu, G. Wu, Z. Liu, D. Wu, T.T. Meek, Q. Han, Preparation of copper nanoparticles on carbon nanotubes by electroless plating. Mater. Res. Bull. 39, 1499–1505 (2004)
S. Armyanov, J. Georgieve, D. Tachev, E. Valova, N. Nyagolova, S. Mehta, D. Leibman, A. Ruffini, Electroless deposition of Ni–Cu–P alloys in acidic solutions. Electrochem. Solid State Lett. 2, 323 (1999)
J. Ru, H. He, S. Wei, Preparation and characterization of Ni–Cu dual coated ZTA particles by ionic liquid-assisted electroless plating as reinforcement of metal-based composites. Surf. Coat. Technol. 387, 125476 (2020)
G. Williamson, W.H. Hall, X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1, 22–31 (1953)
ASTM, Standard test method for shear strength of plastics by punch tool (2010)
A. Maqbool, F. Ahmad Khalid, M. Asif Hussain, N. Baksh, Synthesis of copper coated carbon nanotubes for aluminium matrix composites. IOP Conf. Ser. 60(1), 012040 (2014)
A. Maqbool, M. Asif Hussain, F. Ahmad Khalod, N. Bakhsh, A. Hussain, M. Ho Kim, Mechanical characterization of copper coated carbon nanotubes reinforced aluminium matrix composites. Mater. Charact. 86, 39–48 (2013)
J.P. Braganti, O. Held, F.A. Kuhnast, E. Lllekova, Kinetic study of isothermal crystallization in amorphous Al33Ni16Zr51 produced by mechanical alloying. Thermochem. Acta 362, 71–78 (2000)
M.A. Bab, L. Mendoza-Zelis, L.C. Damonte, Nanocrystalline HfN produced by mechanical milling: kinetic aspects. Acta Mater. 49, 4205–4213 (2001)
J.W. Christian, The Theory of Phase Transformation in Metals and Alloys, 2nd edn. (Pergamon, Oxford, 2002)
L. Li, Y. Bao, J. Yi, L. Liu, S. Mao, Preparation of CNT/Cu nano composite powder with uniform dispersion and strong interface bonding by SP method. Powder Technol. 325, 107–112 (2018)
M. Rahimian, N. Ehsani, N. Parvin, H.R. Baharvandi, The effect of particle size, sintering temperature and sintering time on the properties of Al–Al2O3 composites, made by powder metallurgy. J. Mater. Process. Technol. 209, 5387–5393 (2009)
R.W. Siegel, G.E. Fougere, Mechanical properties of nanophase metals. Nanostruct. Mater. 6, 205–216 (1995)
J.M. Tao, X.F. Chen, P. Hong, J.H. Yi, Microstructure and electrical conductivity of laminated Cu/CNT/Cu composites prepared by electrodeposition. J. Alloys Compd. 717, 232–239 (2017)
Y. Yu, W. Zhang, H. Yu, Effect of Cu content and heat treatment on the properties and microstructure of W–Cu composites produced by hot extrusion with steel cup. Adv. Powder Technol. 26, 1047–1052 (2015)
D.K. Lim, T. Shibayanagi, A.P. Gerlich, Synthesis of multi-walled CNT reinforced aluminium alloy composite via friction stir processing. Mater. Sci. Eng. A 507, 194–199 (2009)
R. Ghosh, D. Basak, S. Fuijhara, Effect of substrate-induced strain on the structural, electrical, and optical properties of polycrystalline ZnO thin films. J. Appl. Phys. 96, 2689–2692 (2004)
G.E. Lucas, G.R. Odette, J.W. Sheckherd, Shear punch and microhardness tests for strength and ductility measurements, in The Use of Small-Scale Specimens for Testing Irradiated Material (ASTM International, 1986)
S.R. Bakshi, D. Lahiri, A. Agarwal, Carbon nanotube reinforced metal matrix composites—a review. Int. Mater. Rev. 55, 41–64 (2010)
G. Chai, Y. Sun, Q. Chen, Mechanical properties of carbon nanotube–copper nanocomposites. J. Micromech. Microeng. 18, 035013 (2008)
Y. Sun, Q. Chen, Diameter dependent strength of carbon nanotube reinforced composite. Appl. Phys. Lett. 95, 021901 (2009)
Y.S. Suh, S.P. Joshi, K.T. Ramesh, An enhanced continuum model for size-dependent strengthening and failure of particle-reinforced composites. Acta Mater. 57, 5848–5861 (2009)
Z. Zhang, D.L. Chen, Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 483, 148–152 (2008)
X. Long, Y. Bai, M. Algarni, Study on the strengthening mechanisms of Cu/CNT nano-composites. Mater. Sci. Eng. A 645, 347–356 (2015)
Z. Zhang, D.L. Chen, Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: a model for predicting their yield strength. Scr. Mater. 54, 1321–1326 (2006)
B.R. You, S.B. Lee, A critical review on multiaxial fatigue assessments of metals. Int. J. Fatigue 18, 235–244 (1996)
K. Kumar, V. Kripesh, A. Tay, Single-wall carbon nanotuve (SWCNT) functionalized Sn–Ag–Cu lead-free composite solders. J. Alloys Compd. 450, 229–237 (2008)
X. Chen, J. Tao, J. Yi, Y. Liu, C. Li, R. Bao, Strengthening behavior of carbon nanotube-graphene hybrids in copper matrix composites. Mater. Sci. Eng. 718, 427–436 (2018)
B. Cheng, R. Bao, J. Yi, C. Li, J. Tao, Y. Liu, S. Tan, X. You, Interface optimization of CNT/Cu composite by forming TiC nanoprecipitation and low interface energy structure via spark plasma sintering. J. Alloys Compd. 722, 852–858 (2017)
B. Guo, B. Chen, X. Zhang, X. Cen, X. Wang, M. Song, S. Ni, J. Yi, T.D. Yong, Exploring the size effects of Al4C3 on the mechanical properties and thermal behaviors of Al-based composites reinforced by SiC and carbon nanotubes. Carbon 135, 224–235 (2018)
P.A. Carvalho, I. Fonseca, M.T. Marques, J.B. Correia, A. Almeida, R. Vilar, Characterization of copper-cementite nanocomposite produced by mechanical alloying. Acta Mater. 53, 967–976 (2005)
M.J. Biercuk, M.C. Llaguno, M. Radosavljevic, J.K. Hyun, T. Johnson, Carbon nanotube composites for thermal management. Appl. Phys. Lett. 80, 2676–2769 (2002)
V. Koti, R. George, P.G. Koppad, K.V. Murthy, A. Shakiba, Friction and wear characteristics of copper nanocomposites reinforced with uncoated and nickel coated carbon nanotubes. Mater. Res. Express 5, 095607 (2018)
K. Chu, Q. Wu, C. Jia, X. Liang, J. Nie, W. Tian, G. Gai, H. Guo, Fabrication and effective thermal conductivity of multi-walled carbon nanotubes reinforced Cu matrix composites for heat sink applications. Compos. Sci. Technol. 70, 298–304 (2010)
H.L. Zhang, J.F. Li, K.F. Yao, L.D. Chen, Spark plasma sintering and thermal conductivity of carbon nanotube bulk materials. J. Appl. Phys. 97, 114310 (2005)
N. Ferrer-Anglada, V. Gomis, Z. El-Hachemi, U. Dettlaff-Weglikovska, M. Kaempgen, S. Roth, Carbon nanotube based composites for electronic applications: cNT-conducting polymers, CNT–Cu. Phys. Status Solidi 203, 1082–1087 (2006)
T. Schubert, B. Trindade, T. Weibgarber, B. Kieback, interfacial design of Cu-based composites prepared by powder metallurgy for heat sink applications. Mater. Sci. Eng. A 475, 39–44 (2008)
S. Gao, N. Zhao, Q. Liu, Y. Li, G. Xu, X. Cheng, J. Yang, Sc2W3O12/Cu composites with low thermal expansion coefficient and high thermal conductivity for efficient cooling of electronics. J. Alloys Compd. 779, 108–114 (2019)
L. Guo, Z. Zhang, R. Kang, Y. Chen, X. Hou, Y. Wu, M. Wang, B. Wang, J. Cui, N. Jiang, C.T. Lin, J. Yu, Enhanced thermal conductivity of epoxy composites filled with tetrapod-shaped ZnO. RSC Adv. 8, 12337–12343 (2018)
I. Firkowska, A. Boden, A.M. Vogt, S. Reich, Effect of carbon nanotube surface modification on thermal properties of copper–CNT composites. J. Mater. Chem. 21, 17541–17546 (2011)
K. Chu, H. Guo, C. Jia, F. Yin, X. Zhang, X. Liang, H. Chen, Thermal properties of carbon nanotube–copper composites for thermal management applications. Nano. Express 5, 868–874 (2010)
Acknowledgements
The authors would like to acknowledge the supports of the University of Tehran and the Iran Nanotechnology Initiative Council for this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shakibhamedan, S., Sheibani, S. & Ataie, A. High Performance Cu Matrix Nanocomposite Fabricated Through Spark Plasma Sintering of Cu and Cu-Coated CNT. Met. Mater. Int. 27, 4271–4285 (2021). https://doi.org/10.1007/s12540-020-00816-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-020-00816-4