
Abstract
To better understand the synergistic effects of combined fibers on mechanical properties and durability of recycled aggregate concrete (RAC), different types of fibers with various lengths and mass ratios were adopted in this study. Experimental investigations were conducted to study the 28-day compressive strength and strength loss after exposed to salt-solution freeze–thaw cycles and the coupled action of mechanical loading and salt-solution freeze–thaw cycles. The microstructure was also characterized to evaluate the mechanism of this synergistic effect. To determine the effectiveness of the combined fibers on improving the mechanical properties and durability of RAC, the synergistic coefficient was proposed and applied for various combinations of fibers. The results indicate that the incorporation of fibers slightly decreased the 28-day compressive strength of RAC, but combining different sizes and types of fibers can mitigate this negative effect. Moreover, the incorporation of fibers greatly improves the freeze–thaw resistance of RAC. The combining different fibers exhibited a synergistic effect on the enhancement in properties of RAC, which could not be predicted with only one simplistic rule of fibre mixtures. In addition, microstructural characterization shows that the bonding strength of the interfacial transition zone (ITZ) between the fiber and cement matrix is mainly determined by the chemical bonding force which is due to the hydration reaction between fiber surface and cement matrix.
Similar content being viewed by others


1 Highlights
-
1.
Coupled action of mechanical loading and environmental conditions accelerates environmental degradation process.
-
2.
Combined of hybrid polypropylene and glass fibers exhibits a significant synergistic effect on RAC durability.
-
3.
Synergistic effect of different combinations of fibers on mechanical properties and durability is complicated.
-
4.
Strength of interfacial transition zone between fiber and cement matrix is mainly determined by chemical bonding force.
2 Introduction
A lot of investigations have been conducted worldwide on the mechanical properties, durability, and structural performance of recycled aggregate concrete (RAC) in realizing the sustainable development of the construction industry (Xiao et al. 2012; Behera et al. 2014; Safiuddin et al. 2013; Hu et al. 2019; Tang et al. 2020a; Tam et al. 2020). Old mortar attached to recycled coarse aggregate (RCA) is the biggest difference between RAC and natural aggregate concrete (NAC), and it is generally recognized as the main cause of the lower properties compared to NAC (Li et al. 2016, 2017a; Lei et al. 2018; Poon et al. 2004a). RAC generally has a compressive strength that is 10–30% lower than that of NAC (Rahal 2007; Tabsh and Abdelfatah 2009; Poon et al. 2004b). Tabsh and Abdelfatah (2009) reported that concrete with 100% RCA of weak or unknown strength exhibited a 30% reduction in compressive strength. The tensile strength is generally approximately 10–35% lower than that of NAC. Ravindrarajah et al. (1987) reported that the splitting tensile strength of RAC was 10% lower than that of NAC. Tabsh and Abdelfatah (2009) reported that splitting tensile strength of concrete made with 100% RCA 10% was reduced by 25%–35%. Most of these results indicated that RAC is less durable than NAC, and the durability decreases with increases in replacement ratios (Abbas et al. 2009; Yildirin et al. 2015; Bogas et al. 2016). Some studies (Lei et al. 2018; Wang et al. 2016) have shown that the combined action of mechanical loading and environmental factors could accelerate the deterioration process of RAC. Thus, many remedial measures for improving the mechanical properties and durability of RAC have been proposed (Li et al. 2017b; Shi et al. 2016; Dimitriou et al. 2018; Tang et al. 2020b).
Using fibers is an effective approach to improving RAC performance. Two different groups of fibers are commonly used in reinforcing concrete (Ahmad and Lagoudas 1991; Li et al. 2018): fibers with a low elastic modulus which comprises polypropylene, nylon, and polyethylene; and fibers with a high elastic modulus which comprises carbon, steel, and glass fibers. The first group improves the fracture toughness of concrete while it does not generally improve the strength. The second group improves the strength and stiffness of concrete effectively.
Polypropylene (PP) fibers are gaining popularity for use in concrete because of their light weight, low price, excellent chemical resistance, and low thermal conductivity. Das et al. (2018) and Akça et al. (2015) found that the mechanical strength of RAC initially increased with a fiber content of up to 0.5% and then decreased with additional fiber content. The optimum fiber content was determined to be 0.5% by volume, and the PP fibers had a stronger effect on the tensile, splitting, and flexural strengths than on the compressive strength. In contrast to organic fibers, glass fibers have high temperature resistance, non-flammability, corrosion resistance, and tensile strength, as well as good heat, sound, and electrical insulation. Glass fibers can be applied to concrete for various functions, such as crack control, preventing the coalescence of cracks, and changing the material behavior by bridging cracks (Canbaz and Topcu 2007). Adding glass fibers to RAC was observed to increase the tensile strength by 10–17%, and the deformation capacity and energy absorption capacity also improved (Kasagani and Rao 2018).
According to Bentur and Mindess (1990), the advantage of hybrid fiber systems is that the mechanical properties and durability can be optimized by combining different types and sizes of fibers. For example, graded glass fibers (Kasagani and Rao 2018), combined steel-PP (Qian and Stroeven 2000; Afroughsabet and Ozbakkaloglu 2015), steel-PP-polyester (Koniki and Prasad 2019), basalt-PP (Wang et al. 2019) and steel-PVA (polyvinyl alcohol) fibers (Teng et al. 2018) perform better than the sum of the individual fiber types; that is, there is a synergistic effect. Combining varying sizes of the same type of fiber can also have a synergistic effect on the mechanical performance. In the case of PP and glass fibers, the latter has a higher elastic modulus. PP and glass fibers of different sizes can be combined to complement each other. The advantages of each fiber can be brought into play at different damage stages to improve crack resistance and reinforcement. However, the literature on combining PP and glass fibers to reinforce the durability of concrete and determining which fiber combinations are more efficient is very limited.
The purpose of this study is to explore the synergistic effect of combining PP and glass fibers on the durability of RAC under the coupled action of mechanical loading and salt-solution freeze–thaw cycles. Two main aspects were considered: (1) the effect of different ratios of long and short fibers of the same type on the durability; and (2) the effect of different ratios of PP and glass fibers on the durability. These findings provide a theoretical basis for combining fibers to improve the durability of RAC and promote applications of RAC.
3 Experimental Program
3.1 Raw Material
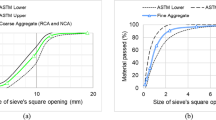
The P.O.42.5 Portland cement with a final setting time of 237 min was used in this experiment. Table 1 presents the chemical composition. Tap water at room temperature was used. Considering that the workability of RAC can be reduced by the addition of fibers, the water reducing agent (by weight) was used to achieve a desired workability. The water reducing agent was polycarboxylate plasticizer, the water-reducing ratio was 25%, and the optimum dosage was 1% of cement. Natural sand was used as fine aggregate. The fineness modulus of sand is 2.45 and its apparent density is 2688 kg/m3. The RCA used in the test was obtained by crushing wasted concrete from a demolished old house, as shown in Fig. 1. The RCA was washed and pre-soaked before mixing. Table 2 presents the physical properties of the RCA. Figure 2 shows the gradation of the fine aggregate and RCA. PP fibers with lengths of 3 and 19 mm and glass fibers with lengths of 6 and 19 mm were used, as shown in Fig. 3. Table 3 presents the basic physical properties of the PP and glass fibers.

Recycled coarse aggregate manufacturing.

Fine and coarse aggregate grading curve.

Different types of fibers: a 3 mm PP fiber, b 19 mm PP fiber, c 6 mm glass fiber, and d 19 mm glass fiber.
3.2 Mixture Design
The ratio of water to cement was 0.49. The amounts of cement, sand, water, RCA, and water reducer in a cubic meter of RAC were 398, 546, 195, 1161, and 4 kg respectively. For each group of samples, the fiber content (PP, glass, and hybrid fibers of mixed PP and glass) was 1.0 kg/m3, as given in Table 4. For the PP fiber reinforced RAC, the short (3 mm): long (19 mm) mass ratios of the PP fibers were 0:1, 3:7, 5:5, 7:3, and 1:0, which corresponded to RCP01, RCP37, RCP55, RCP73, and RCP10, respectively. For the glass fiber reinforced RAC, the short (6 mm): long (19 mm) mass ratios of glass fibers were 0:1, 3:7, 5:5, 7:3, and 1:0, which corresponded to RCG01, RCG37, RCG55, RCG73, and RCG10, respectively. For the hybrid fiber reinforced RAC, the PP: glass mass ratios of the fibers were 0:1, 3:7, 5:5, 7:3, and 1:0, which corresponded to RCH01, RCH37, RCH55, RCH73, and RCH10, respectively.
3.3 Specimen Preparation
All specimens were shaped into cubes of 100 mm on each side according to GB/T 50081 (Standard for test method for mechanical properties of ordinary concrete). To ensure that the fibers were evenly dispersed in the concrete, the following mixing techniques were adopted for the pouring process. Firstly, sand and RCA were poured into the mixer, which was turned on for 2 min. The mixer was kept on while fibers were evenly dispersed into the mixture and then mixed for approximately 2 min afterwards; subsequently, cement was slowly poured into the mixing drum, and the mixer was turned on for approximately 2 min. At this time, fine fibers were observed to float above the mixing drum; then, water and water reducer was slowly and evenly poured into the mixer and mixed for approximately 2 min. Observations indicated that the fibers were evenly distributed in the concrete. The slump value for all the series of mixes was 50-70 mm, which ensured that the workability met construction requirements.
3.4 Test Method
Each group had nine specimens, which were divided into three groups and processed by different mechanisms. Each three specimens were used to test the compressive strength, freeze–thaw resistance, and durability when subjected to mechanical loading and salt-solution freeze–thaw cycles. Samples were poured into moulds with the size of 100 mm × 100 mm × 100 mm. After 1-day curing, all samples were removed and stored in the standard curing chamber maintained at 20 ± 2 °C and about 95% relative humidity until the 28 day. The compressive strength was then measured.
For the freeze–thaw test, specimens cured for 28 days were put into a freeze–thaw machine for 50 salt-solution freeze–thaw cycles. The specimens were frozen at − 20 °C for 4 h and melted at 20 °C for 4 h according to GB/T 50082 (Standard for test methods of long-term performance and durability of ordinary concrete). The loading system was alternated with the salt-solution freeze–thaw cycle to simulate the coupled action of mechanical loading and salt-solution freeze–thaw cycles, as shown in Fig. 4 (Lei et al. 2018 and Li et al. 2020). Specimens cured for 28 days were loaded and unloaded five times with 50% stress (ratio of the applied stress to 28-day compressive strength). Then, the specimens were put into the freeze–thaw machine for 25 freeze–thaw cycles. The above process was repeated once; then, the compressive strength was measured. For observation via scanning electron microscopy (SEM), after unloading core samples with a cross-section of 10 mm × 10 mm and a height of 5 mm was cut from the central portion of RAC specimens; the interfacial area between the fibers and matrix before and after the coupled mechanical loading and salt-solution freeze–thaw cycles was observed.

Methods for the cyclic loading and salt-solution freeze–thaw cycles in the experiment.
4 Results and Discussion
4.1 Appearance Damage
Figure 5 shows the morphology of the cubic specimens of RAC and RAC with fibers after failure in the compressive strength test. Figure 5a clearly shows the brittle failure of the ordinary RAC. After the specimens cracked, large pieces of debris fell off, and the concrete was seriously damaged, which resulted in obvious local spalling. After adding PP fibers in Fig. 5b or glass fibers in Fig. 5c, there is no obvious peeling and it shows only a few vertical cracks and small peeling pieces at the edge, indicating that the addition of fibers can inhibit crack development and changed the brittle failure into plastic failure. Figure 5d shows a vertical crack but no crack or peeling at the edges and corners in the RAC with hybrid fibers. The effect of adding hybrid fiber to improve the deformation performance of RAC is better than using either fiber type individually. Figure 6 shows the appearance of RAC after 50 freeze–thaw cycles. Figure 6a shows that cement mortar pieces peeled off at the edges and corners, and the specimens had poor integrity. Figure 6b shows that mixing PP and glass fibers with the RAC inhibited the shedding of cement mortar or sand grains, and the specimens maintained their integrity.

Failure patterns of RAC under compression: a RAC without fibers and b RAC with fibers.

Apparent damage of RAC specimens after 50 salt-solution freeze–thaw cycles: a RAC without fibers and b RAC with fibers.
Figure 7 shows the appearance of RAC after the coupled action of mechanical loading and salt-solution freeze–thaw cycles. Figure 7a shows that the reference RAC had spalling of the cement mortar at the edges and corners over a large area, and even a small amount of RCA was exposed. The integrity was more seriously damaged by the coupled action than by the freeze–thaw cycle alone. Figure 7b shows that mixing in PP and glass fibers with RAC maintained the integrity of the specimens. There was essentially no spalling or peeling at the edges and corners. This indicates that the ductility of the fibers delayed the denudation of the cement mortar by mechanical loading and the freeze–thaw cycle and improved the resistance to peeling.

Apparent damage of RAC after mechanical loading and salt-solution freeze–thaw cycles: a RAC without fibers, and b RAC with fibers.
4.2 Compressive Strength
Table 4 presents the compressive strength results. RAC with fibers showed a lower 28-day compressive strength than RAC without fibers. This implies that adding fibers can have a negative effect on the compressive strength. Adding 1.0 kg/m3 of PP fibers with short: long mass ratios of 0:1 (only long fibers), 3:7, 5:5, 7:3, and 1:0 (only short fibers) reduced the compressive strength of the concrete by 15.0%, 9.6%, 13.0%, 1.2%, and 12.8% respectively. The compressive strength of RCP73 was very close to that of the RAC without fibers. This indicates that mixing fibers of different sizes provides better performance than using fibers of a single size. Adding 1.0 kg/m3 glass fibers with short: long mass ratios of 0:1, 3:7, 5:5, 7:3, and 1:0 reduced the compressive strength of RAC by 15.0%, 14.0%, 12.1%, 6.2%, and 9.4%, respectively. The compressive strength of RCG73 (ratio of 7:3) was close to that of RAC without fibers. Mixing two different sizes of fibers reduced the negative effect on mechanical performance. Adding 1.0 kg/m3 of hybrid fibers with PP: glass mass ratios of 0:1, 3:7, 5:5, 7:3, and 1:0 reduced the compressive strength of RAC by 15.0%, 11.1%, 8.6%, 3.9%, and 15.0% respectively. Mixing two types of fibers instead of using only one type reduced the negative effect on mechanical performance. The compressive strength of RAC with a ratio of 7:3 was very close to that of RAC without fibers.
Many studies have examined the influence of adding fiber on the compressive strength of RAC, but no consistent conclusion has been reached. Some results (Mohseni et al. 2017; Chen et al. 2016; Katkhuda and Shatarat 2017) have indicated that adding fiber can improve the compressive strength, but other results (Kim et al. 2010; Dong et al. 2017) have shown a negative impact. The results of this experiment indicated that incorporating PP, glass, or hybrid fibers has a negative impact on the compressive strength of RAC. Concrete generally fails because, as a multi-phase material, it contains a large number of micro-cracks, holes, and other weak links. When the concrete is loaded externally, stress concentrations occur at these weak links, and further crack expansion leads to concrete failure. The decrease in the compressive strength may be because the difference between the elastic moduli and roughnesses of the fibers and the RAC forms a new weak interface inside the RAC and introduces a new destructive factor. Fibers also affect the fluidity and workability and reduce the compactness, which increases the internal defects of RAC. In this test, the compressive strength exhibits non-monotonic decrease as the content of long fibers in mixing fibers of different sizes increases. It indicates that the effect of different combinations of short and long fibers on the mechanical properties of RAC is very complicated and cannot be accurately predicted with a simplistic rule of mixtures. The main reason is that there are many factors affecting the compressive strength of RAC, not only fiber length but also fiber dispersion and fiber orientation (Kasagani and Rao 2018). Further investigation will be carried out to quantify the effect of each of these factors on the compressive strength of fiber reinforced RAC.
4.3 Exposure of Salt-Solution Freeze–Thaw
According to GBT50082-2009 (Standard for test methods of long-term performance and durability of ordinary concrete), the compressive strength loss of RAC is given as
where Q is the loss of compressive strength of concrete, \(f_{0}\) is the 28-day compressive strength of RAC, and \(f_{1}\) is the compressive strength of RAC after 50 salt-solution freeze–thaw cycles or the coupled action of mechanical loading and salt-solution freeze–thaw cycles. Figure 8 shows the compressive strength loss of RAC after 50 freeze–thaw cycles and the coupled action of loading and freeze–thaw cycles.

Compressive strength loss of RAC with a PP fiber, b glass fiber, and c hybrid fiber after 50 salt solution freeze–thaw cycles and the coupled action of mechanical loading and salt solution freeze–thaw cycles.
After 50 salt solution freeze–thaw cycles and the coupled action of mechanical loading and salt solution freeze–thaw cycles, the compressive strength loss was much lower with fibers than without fibers. This indicates that fibers can greatly improve the freeze–thaw resistance and durability of RAC. The compressive strength loss of the reference RAC and fiber RAC was greater with the coupled action than with only the freeze–thaw cycles, especially for that of the reference RAC. The coupled actions of mechanical loading and environmental actions accelerated the environmental degradation process.
Figure 8a shows that RCP37 had the lowest compressive strength losses of 5.2% and 11.9% with the salt-solution freeze–thaw cycles and coupled action, respectively. RAC with a greater long fiber content (RCP01 and RCP37) had a lower compressive loss than RAC with a greater short fiber content (RCP73 and RCP10), which indicates that long PP fibers are more effective than short fibers at improving the durability of RAC against the coupled action of mechanical loading and salt-solution freeze–thaw cycles. Figure 8b shows that RCG55 had the smallest compressive strength losses to the freeze–thaw cycles and coupled action at 7.8% and 10.6%, respectively. The compressive loss of RAC was lower with greater long fiber content (RCG01 and RCG37) than with greater short fiber content (RCG73 and RCG10), which indicates that long glass fibers improve the durability of RAC more significantly than short fibers. Earlier research (Kasagani and Rao 2018) indicates that short length fibers help to resist the opening of micro cracks and enhance the pre-crack strength but may be pulled out after micro-cracks transform into macro-cracks, while long length fibers can bridge the crack and enhance the resistance to post crack. Therefore, the long length fibers contribute more reinforcing capacity than short length fibers to increase the ultimate compressive strength of RAC with combining fibers of different sizes after the salt-solution freeze–thaw cycles and coupled action. Figure 8c shows that RCH55 (PP: glass mass ratio of 5:5) had the lowest compressive strength loss to 50 freeze–thaw cycles at 4.3%. The compressive strength loss of RCH37 has the lowest compressive strength loss to the coupled action at 8.0%. The frost resistance of RAC also improved more significantly when mixing two types of fibers than when using only one type.
The post-cracking behavior is affected by the different fiber length; specimens with short fibers showed a softening behavior, whereas specimens with longer fibers showed a plastic or a hardening behavior as well as an increment in the maximum load (Olivito and Zuccarello 2010). Mixing different sizes of fibers into RAC allows the smaller fibers to bridge the micro-cracks and inhibit their expansion into macro-cracks. Meanwhile, the larger fibers restrain macro-cracks when RAC is subjected to external loads. With the further expansion of cracks, the fibers consume a large amount of energy, which enhances the toughness of RAC. The effect of different sizes of fibers on restraining the crack propagation of RAC is not isolated. A single fiber size improves concrete performance, which can enhance the function of another fiber size to induce a synergistic effect (Teng et al. 2018).
Combining two types of fibers also produces a synergistic effect. Because of their flexibility, PP fibers can inhibit the microcracks of RAC. When RAC is subjected to the coupled action, adding PP fiber can alleviate the stress concentrations in the weak parts of RAC. When the micro-cracks in RAC begin to expand and penetrate some areas to form large cracks, the glass fibers have a high elastic modulus and can hinder the further expansion of the cracks. When two types of fibers with different elastic moduli are mixed into RAC, the tough fibers (i.e., PP fibers) inhibit the generation of internal cracks and prevent crack expansion when the load is small. When the external load is large, the PP fibers reach their ultimate tensile strength and yield. Then, the high elastic modulus fibers (i.e., glass fibers) mainly bear the internal tensile stress to prevent the generation and further expansion of larger cracks.
4.4 Synergy of Combined Fibers
To understand the effectiveness of the combined fibers at improving the mechanical properties and durability of RAC, the synergistic coefficient was calculated for various combinations of fibers. The synergistic coefficient of combined fibers for the 28-day compressive strength of RAC is defined as
where \(\alpha_{\text{c,ab}}\) is the synergistic coefficient of fibers a and b, \(\beta_{\text{c,ab}}\) is the enhancement coefficient for the compressive strength of RAC with the combined fibers a and b relative to that of plain RAC, \(\beta_{\text{c,a}}\) and \(\beta_{\text{c,b}}\) are the strength enhancement coefficients of fibers a and b, respectively, and \(\delta_{\text{a}}\) and \(\delta_{\text{b}}\) are the mass fractions of fibers a and b, respectively. The enhancement coefficient for the compressive strength is defined as
where \(f\) is the 28-day compressive strength of fiber-reinforced RAC; \(f_{m}\) is the 28-day compressive strength of plain RAC. When \(\beta_{\text{c}}\) is greater than 1, the fiber enhances the compressive strength of RAC; conversely, when \(\beta_{\text{c}}\) is less than 1, the fiber has a negative effect on the compressive strength of the concrete.
The synergistic coefficient of the combined fibers when subjected to salt-solution freeze–thaw cycles or the coupled action of mechanical loading and freeze–thaw cycles is defined as
where \(\alpha_{\text{d,ab}}\) is the synergistic coefficient of fibers a and b, \(\beta_{\text{d,ab}}\) is the attenuation coefficient of RAC with fibers a and b relative to the compressive strength loss of plain RAC, \(\beta_{\text{d,a}}\) and \(\beta_{\text{d,b}}\) are the attenuation coefficients of fibers a and b, respectively, and \(\delta_{a}\) and \(\delta_{b}\) are mass fractions of fibers a and b, respectively. The attenuation coefficient of fibers in RAC is defined as
where Q is the compressive strength loss of fiber-reinforced RAC and \(Q_{m}\) is the compressive strength loss of plain RAC.
The idea behind this approach is that a positive value (\(\alpha_{\text{c}}\), \(\alpha_{\text{d}}\) > 0) indicates that a hybrid combination of fibers produces a synergistic effect with greater properties than the sum of the properties produced by the individual fiber types. A zero value for the synergistic coefficient indicates a lack of synergy, and a negative value implies that the hybrid performs poorer than the individual fiber types. Figure 9 shows the calculated synergistic coefficients. Figure 9a shows that the synergistic and enhancement coefficients of the 28-day compressive strength of RAC for different mass fractions of fiber combinations had a consistent trend and reached the peak at the same fraction. Figure 9b, c show that the synergistic coefficient and compressive strength loss of RAC due to the freeze–thaw cycles and coupled action for different mass fractions of fiber combinations had a consistent trend and reached the peak at the same fraction. This means that the synergistic coefficient presented in this paper is basically correct.

Synergistic coefficients for the compressive strength and durability of RAC: a synergistic and enhancement coefficients of the 28-day compressive strength, b synergistic coefficient and compressive strength loss with 50 salt-solution freeze–thaw cycles, and c synergistic coefficient and compressive strength loss with coupled action of mechanical loading and salt-solution freeze–thaw cycles.
The synergistic coefficient for the 28-day compressive strength of RAC was not uniformly greater than zero. However, the synergistic coefficient of RAC subjected to the salt-solution freeze–thaw cycles and coupled action of mechanical loading and freeze–thaw cycles was much greater than zero in all instances except for RCP37, which indicates that the combined fibers had a significant synergistic effect on the durability of RAC. This also means that mixing short and long fibers improved the durability of RAC more than using fibers of a single size, and combining PP and glass fibers had a greater effect than using either fiber type individually.
Figure 9 shows that the trends of the synergistic coefficients for the compressive strength and durability with the salt-solution freeze–thaw cycles and for the durability with the coupled action of mechanical loading and freeze–thaw cycles changed for different mass fractions of fiber combinations. This indicates that the synergistic effect of different fiber combinations on the mechanical properties and durability of RAC is very complicated and cannot be accurately predicted with a simplistic rule of mixtures because the fracture inhibiting mechanisms of each fiber and interplay between each fiber within the matrix are not according to unified models (Banthia et al. 2014). Because the damage processes of loading and freeze–thaw cycles are different, both the compressive strength and the durability can be improved by properly combining fibers of different sizes and properties for a given volume fraction. Therefore, note that not all performances can be optimized with the same proportion of combined fibers.
4.5 Microstructure Analysis
To explore the mechanism of the synergistic effect on RAC, SEM was used to examine the cross-sections of the specimens before and after the coupled action in the experiment. The hydration products of RAC before and after the coupled action and the bonding interface between the fibers and matrix materials were analyzed at the microscale. Figure 10 shows the microstructure analysis. Figure 10a shows that, before the coupled action of the mechanical loading and salt-solution freeze–thaw cycles, hydration products filled the pores and increased the stability of the structure to give it good compactness. Figure 10b shows that, after the coupled action, the micromorphology became rough and disordered, and the density decreased. Thus, the compressive strength of each group of specimens decreased significantly after the coupled action.

Microstructure of RAC before and after the coupled actions of mechanical loading and salt-solution freeze–thaw cycles: microstructure of RAC a before, b after coupled actions; interface c before and d after coupled actions; and traces of fiber pull-out e before, and f after coupled actions.
Figure 10c, d show that he fiber surface was in full contact with the gel, and the overall microstructure of matrix was compact before the coupled action. After the coupled action, a large number of micropores were present in the interface zone, and cracks propagating from the cement body spread to the fiber surface. Therefore, the strength of the interface transition zone decreased, and the toughness of each group of specimens decreased significantly after the coupled action.
Figure 10e, f show that the pull-out trace of fibers before and after the coupled action was smooth. This indicates that the pull-out of fibers was weaker. It is generally known that there is no chemical bond between hydrophobic PP fiber and matrix and a little bond between glass fiber and matrix. Furthermore, the interface strength between fiber and concrete matrix decreases after the coupled action. Thus, the bond strength between fiber and concrete matrix was relatively low.
Figure 10d, f show that a crack extended from the bulk at the interface after the coupled action. This explains how the PP fibers reached their ultimate tensile strength and yielded at the microscale when the external load was large. During this time, the high elastic modulus fibers (i.e., glass fibers) mainly bore the internal tensile stress and prevented the generation and progression of larger cracks. The two fiber types interacted to produce a synergistic effect.
5 Conclusions
Based on the investigations on the synergistic effects of hybrid polypropylene and glass fibers on the mechanical properties and durability of RAC in this study, the following conclusions can be drawn up:
- 1.
Incorporating fibers reduces the compressive strength of RAC to a certain extent, but combining different sizes of fibers and different types of fibers can reduce this negative effect and greatly improve the freeze–thaw resistance and durability. The combined fibers have a significant synergistic effect on the durability of RAC. Long fibers are more effective than short fibers for improving the durability of RAC.
- 2.
The compressive strength losses of plain RAC and fiber-reinforced RAC are severer with the coupled actions of mechanical loading and freeze–thaw cycles than with freeze–thaw cycles alone, especially for the reference RAC. The coupled actions of mechanical loading and environmental actions significantly accelerate the environmental degradation process.
- 3.
The synergistic coefficients varies for the compressive strength and durability against the salt-solution freeze–thaw cycles as well as durability against the mechanical loading and salt-solution freeze–thaw cycles for different mass fractions of fiber combinations. This indicates that the synergistic effect of different combinations of short and long fibers or different types of fibers on the mechanical properties and durability of RAC is very complicated and cannot be accurately predicted with a simplistic rule of fibre mixtures.
- 4.
The strength of the interfacial transition zone (ITZ) between the fiber and cement matrix is mainly determined by the chemical bonding force by hydration from the reaction between the fiber surface and cement matrix. The coupled actions deteriorate the bonding strength of the ITZ between the fiber and cement matrix.
Availability of data and materials
Available on request.
References
Abbas, A., Fathifazl, G., Isgor, O. B., Razaqpur, A. G., Fournier, B., & Foo, S. (2009). Durability of RAC designed with equivalent mortar volume method. Cement and Concrete Composites,31, 555–563.
Afroughsabet, V., & Ozbakkaloglu, T. (2015). Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Construction and Building Materials,94, 73–82.
Ahmad, H., & Lagoudas, D. C. (1991). Effective elastic properties of fiber-reinforced concrete with random fibers. Journal of Engineering Mechanics,117(12), 2931–2938.
Akça, K. R., Çakır, Ö., & Ipek, M. (2015). Properties of polypropylene fiber reinforced concrete using recycled aggregates. Construction and Building Materials,98, 620–630.
Banthia, N., Majdzadeh, F., Wu, J., & Bindiganavile, V. (2014). Fiber synergy in hybrid fiber reinforced concrete (HyFRC) in flexure and direct shear. Cement and Concrete Composites,48, 91–97.
Behera, M., Bhattacharyya, S. K., Minocha, A. K., Deoliya, R., & Maiti, S. (2014). Recycled aggregate from C&D waste and its use in concrete—a breakthrough towards sustainability in construction sector: a review. Construction and Building Materials,68, 501–516.
Bentur, A., & Mindess, S. (1990). Fiber reinforced cementitious composites. Kent: Elsevier Applied Science.
Bogas, J. A., de Brito, J., & Ramos, D. (2016). Freeze-thaw resistance of concrete produced with fine RCAs. Journal of Cleaner Production,115, 294–306.
Canbaz, M., & Topcu, I. B. (2007). Effect of different fibers on the mechanical properties of concrete containing fly ash. Construction and Building Materials,7(21), 1486–1491.
Chen, G. M., Yang, H., Lin, C. J., Chen, J. F., He, Y. H., & Zhang, H. Z. (2016). Fracture behaviour of steel fibre reinforced recycled aggregate concrete after exposure to elevated temperatures. Construction and Building Materials,128, 272–286.
Das, C. S., Dey, T., Dandapat, R., Mukharjee, B. B., & Kumar, J. (2018). Performance evaluation of PP fiber reinforced RAC. Construction and Building Materials,189, 649–659.
Dimitriou, G., Savva, P., & Petrou, M. F. (2018). Enhancing mechanical and durability properties of recycled aggregate concrete. Construction and Building Materials,158, 228–235.
Dong, J. F., Wang, Q. Y., & Guan, Z. W. (2017). Material properties of basalt fibre reinforced concrete made with recycled earthquake waste. Construction and Building Materials,130, 241–251.
Hu, Y., Tang, Z., Li, W., Li, Y., & Tam, V. W. Y. (2019). Physical-mechanical properties of fly ash/GGBFS geopolymer composites with recycled aggregates. Construction and Building Materials,226, 139–151.
Kasagani, H., & Rao, C. B. K. (2018). Effect of graded fibers on stress strain behaviour of glass fiber reinforced concrete in tension. Construction and Building Materials,183, 592–604.
Katkhuda, H., & Shatarat, N. (2017). Improving the mechanical properties of RAC aggregate using chopped basalt fibers and acid treatment. Construction and Building Materials,140, 328–335.
Kim, S. B., Yi, N. H., Kim, H. Y., Kim, J. H. J., & Song, Y. C. (2010). Material and structural performance evaluation of recycled PET fiber reinforced concrete. Cement and Concrete Composites,32(3), 232–240.
Koniki, S., & Prasad, D. R. (2019). Influence of hybrid fibres on strength and stress-strain behaviour of concrete under uni-axial stresses. Construction and Building Materials,207, 238–248.
Lei, B., Li, W., Tam, V. W., & Sun, Z. (2018). Durability of recycled aggregate concrete under coupling loading and freeze–thaw cycles in salt-solution. Construction and Building Materials,163, 840–849.
Li, L., Poon, C. S., Xiao, J. Z., & Xuan, D. X. (2017a). Effect of carbonated recycled coarse aggregate on the dynamic compressive behavior of RAC. Construction and Building Materials,151, 52–62.
Li, P., Gao, X., Wang, K., Tam, V. W. Y., & Li, W. (2020). Hydration mechanism and early frost resistance of calcium sulfoaluminate cement concrete. Construction and Building Materials,239, 117862.
Li, W., Li, W., Long, C., Wu, C., Duan, W., & Shah, S. P. (2016). Effects of nanoparticle on the dynamic behaviors of RAC under impact loading. Materials and Design,112, 58–66.
Li, W., Long, C., Tam, V., Poon, C. S., & Duan, W. (2017b). Effects of nano-particles on failure process and microstructural properties of recycled aggregate concrete. Construction and Building Materials,142, 42–50.
Li, Y., Li, W., Deng, D., Wang, K., & Duan, W. (2018). Reinforcement effects of polyvinyl alcohol and polypropylene fibers on flexural behaviors of sulfoaluminate cement matrices. Cement and Concrete Composites,88, 139–149.
Mohseni, E., Saadati, R., Kordbacheh, N., Parpinchi, Z. S., & Tang, W. (2017). Engineering and microstructural assessment of fibre-reinforced selfcompacting concrete containing recycled coarse aggregate. Journal of Cleaner Production,168, 605–613.
Olivito, R. S., & Zuccarello, F. A. (2010). An experimental study on the tensile strength of steel fiber reinforced concrete. Composites Part B: Engineering,41, 246–255.
Poon, C. T., Poon, C. S., Shui, Z., Fok, H., & Kou, S. C. (2004a). Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cement and Concrete Research,34(1), 31–36.
Poon, C. S., Shui, Z., & Lam, L. (2004b). Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Construction and Building Materials,18(6), 461–468.
Qian, C. X., & Stroeven, P. (2000). Development of hybrid polypropylene-steel fibre reinforced concrete. Cement and Concrete Research,30(1), 63–69.
Rahal, K. (2007). Mechanical properties of concrete with recycled coarse aggregate. Building and Environment,42(1), 407–415.
Ravindrarajah, R. S., Loo, Y. H., & Tam, C. T. (1987). RAC as fine and coarse aggregates in concrete. Magazine of Concrete Research,39(141), 214–220.
Safiuddin, M., Alengaram, U. J., Rahman, M. M., Salam, M. A., & Jumaat, M. Z. (2013). Use of RCA in concrete: a review. Journal of Civil Engineering and Management,19(6), 796–810.
Shi, C. J., Li, Y. K., Zhang, J. K., Li, W. G., Chong, L. L., & Xie, Z. B. (2016). Performance enhancement of recycled concrete aggregate—a review. Journal of Cleaner Production,112, 466–472.
Tabsh, S. W., & Abdelfatah, A. S. (2009). Influence of RAC aggregates on strength properties of concrete. Construction and Building Materials,23(2), 1163–1167.
Tam, V. W. Y., Butera, A., Le, K. N., & Li, W. (2020). Utilising CO2 technologies for recycled aggregate concrete: a critical review. Construction and Building Materials,250, 118903.
Tang, Z., Li, W., Tam, V. W. Y., & Luo, Z. (2020a). Investigation on dynamic mechanical properties of fly ash/slag-based geopolymeric recycled aggregate concrete. Composites Part B: Engineering,185, 107776.
Tang, Z., Li, W., Tam, V. W. Y., & Xue, C. (2020b). Advanced progress in recycling municipal and construction solid wastes for manufacturing geopolymer composites. Resources, Conservation & Recycling X,6, 100036.
Teng, S., Afroughsabet, V., & Ostertag, C. P. (2018). Flexural behavior and durability properties of high performance hybrid-fiber-reinforced concrete. Construction and Building Materials,182, 504–515.
Wang, D. H., Ju, Y. Z., Shen, H., & Xu, L. B. (2019). Mechanical properties of high performance concrete reinforced with basalt fiber and polypropylene fiber. Construction and Building Materials,197, 464–473.
Wang, W. J., Wu, J., Wang, Z., Wu, G. Z., & Yue, A. (2016). Chloride diffusion coefficient of recycled aggregate concrete under compressive loading. Materials and Structures,49, 4729–4796.
Xiao, J. Z., Li, W. G., Fan, Y. H., & Huang, X. (2012). An overview of study on recycled aggregate concrete in China (1996-2011). Construction and Building Materials,31(6), 364–383.
Yildirin, S. T., Meyer, C., & Herfellner, S. (2015). Effects of internal curing on the strength, drying shrinkage and freeze–thaw resistance of concrete containing RCA. Construction and Building Materials,91, 288–296.
Acknowledgements
This work was supported by the National Natural Science Foundation of China (51668045) and Jiangxi Science and Technology Committee (20161BBG70056). The research funds from the Australian Research Council (DE150101751 and DP200100057), and Research Academic Program at Tech Lab (RAPT), University of Technology Sydney are also greatly appreciated. The technical supports from Dr Fulin Qu and Dr Wenkui Dong are also appreciated as well.
Funding
National Natural Science Foundation of China (51668045); Jiangxi Science and Technology Committee (20161BBG70056); Australian Research Council (DE150101751 and DP200100057); UTS Research Academic Program at Tech Lab (RAPT)
Author information
Authors and Affiliations
Contributions
BL, WL, HL and ZT carried out the experiments, BL and VT analyzed the test results. BL and WL, and ZT drafted the manuscript. All authors read and approved the final manuscript.
Authors’ information
Bin Lei, Associate Professor, School of Civil Engineering and Architecture, Nanchang University, Nanchang, Jiangxi 330031, China
Wengui Li, Senior Lecturer, School of Civil and Environmental Engineering, University of Technology Sydney, Sydney, NSW 2007, Australia
Huajian Liu, Graduate Student, School of Civil Engineering and Architecture, Nanchang University, Nanchang, Jiangxi 330031, China.
Zhuo Tang, Ph.D. Candidate, School of Civil and Environmental Engineering, University of Technology Sydney, Sydney, NSW 2007, Australia
Vivian W. Y. Tam, Professor, School of Built Environment, Western Sydney University, Sydney, NSW 2751, Australia
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Journal information: ISSN 1976-0485 / eISSN 2234-1315
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lei, B., Li, W., Liu, H. et al. Synergistic Effects of Polypropylene and Glass Fiber on Mechanical Properties and Durability of Recycled Aggregate Concrete. Int J Concr Struct Mater 14, 37 (2020). https://doi.org/10.1186/s40069-020-00411-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40069-020-00411-2