1. Introduction
One of the problems associated with the conventional process for ethanol production based on cassava starch raw material is the different optimum temperatures for liquefaction, saccharification, and fermentation. This process requires high energy consumption because starch hydrolysis takes place at high temperatures that require enormous amounts of steam and an efficient water-based cooling system to bring down the temperature to fermentation process [
1,
2]. To improve the ethanol production process from starchy materials, single-step ethanol production using a combination of raw starch hydrolysis and fermentation was developed here. This process used granular starch hydrolyzing enzyme and free cells of yeast at the same time for reducing the cost of energy input and fermentation time from multistage operation.
Kluyveromyces marxianus, a type of “non-conventional” yeast in the
Kluyveromyces genus of the family Saccharomycetaceae, has recently been in the limelight for economic cellulosic ethanol production. Besides its ability of ethanol fermentation,
K. marxianus possesses a number of advantages over
Saccharomyces cerevisiae, which has been traditionally used in bioethanol production.
K. marxianus is the fastest growing yeast, with a maximum growth rate of 0.80 h
−1, and
S. cerevisiae is only 0.37 h
−1.
K. marxianus can even grow at 52 °C due to its notable thermotolerance, while
S. cerevisiae has optimum temperatures ranging from 30 to 37 °C. In addition, besides glucose,
K. marxianus is able to utilize a variety of carbon sources, including inulin, xylose, and lactose, which cannot be used by
S. cerevisiae. Furthermore, ethanol generation prefers an anaerobic environment; thus, the capability to grow under full anaerobiosis is also required for a yeast strain to be used in a fuel ethanol-producing process.
K. marxianus, like
S. cerevisiae, is a respiro-fermentative yeast, and the batch fermentation of
K. marxianus in a strict anaerobic environment at 37 °C reached ethanol concentrations significantly higher than in aerobiosis. Based on the above,
K. marxianus could be an ideal yeast for industrial bioethanol production. Currently,
K. marxianus can only bear the maximum 6% (
v/v) ethanol, which is measured by the growth ability in shake flask culture in YPD (yeast extract peptone dextrose) medium with 6% ethanol at 30 °C. The low ethanol tolerance leads to its low ethanol yield and is the major bottleneck to block its practical industry application so far [
3].
In our previous studies, raw cassava starch hydrolysis was successfully done at a high temperature of 40 °C and low pH value of 3.0–4.0 [
4]. Therefore, the selection and high cell inoculum production of yeast strain that could be tolerant to high temperatures, low pH values, and high ethanol concentrations are important and of interest in this study.
High temperature fermentation is a key requirement for effective ethanol production in tropical countries where average day-time temperatures are usually high throughout the year [
5]. Therefore, several researchers studied the successful selections of thermotolerant yeast strains in ethanol fermentation. Most of the experiments have been focused on
S. cerevisiae [
6,
7] and
K. marxianus [
8,
9,
10]. However, these strains were employed for ethanol production only by the simultaneous saccharification and fermentation process. Therefore, it is interesting to use the thermotolerant yeast strain for the single-step process in the ethanol production industry in Thailand.
Not only the selection of the thermotolerant yeast strain, but high-cell-density inoculum production is also very important for ethanol fermentation. The typical method employed for the increase in yeast cell number density is the fed-batch cultivation mode which has been proved to be one of the most successful processes for increasing cell concentration and volumetric productivity of standard batch cultivation [
11]. Besides the fed-batch cultivation process, simultaneous saccharification and cultivation (SSC) could be focused in high-cell-density production. After starch liquefaction by alpha-amylase, nitrogen sources, mineral salts, and glucoamylase are added into liquefied slurry, concurrently with yeast inoculum, and SSC is conducted in a bioreactor. The presence of yeast with those enzymes reduces the sugar accumulation in a reactor. During cultivation, liquefied starch (oligomer called dextrin) is gradually hydrolyzed by glucoamylase to release glucose and is simultaneously utilized by yeast. This prevents the Crabtree effect that usually occurs in aerobic cultivation with high glucose concentration.
Here, the intensive multiple sequential batch cultivation method has been introduced to increase cell concentration, volumetric productivity and cost effectiveness. In intensive multiple sequential batch cultivation, a bioreactor is initially filled with a medium and yeast cells and then incubated under optimal conditions to achieve high-cell concentration. After the initial batch reaches the end of the exponential phase, a desired volume of culture is withdrawn as the product and then another equal volume of fresh medium is fed into the same bioreactor. The cultivation is again restarted under the same conditions as the first batch, using the remaining culture in the bioreactor as the starting inoculum. Therefore, it is interesting to improve the efficiency of the SSC process for high-cell-density yeast inoculum production by intensive multiple sequential batch cultivation. Moreover, it also reduces the operation time for cleaning, sterilization, and inoculation [
2,
12]. In this study, we also looked for an appropriate yeast strain for the single-step ethanol production using a combination of raw starch hydrolysis and fermentation. The objective of this study is not only to select a thermotolerant yeast strain for single-step ethanol fermentation, but also to establish a practical approach to produce high-cell-density yeast biomass by intensive multiple sequential batch simultaneous saccharification and cultivation.
2. Materials and Methods
2.1. Materials
According to our studies [
13], liquefied starch with a dextrose equivalent (DE) of 10–13 was prepared in a 10-L hydrolysis bioreactor. A 10% (
w/v) suspension of cassava starch was added with 0.1% (
w/w) of α-amylase (Spezyme Alpha, thermostable α-amylase; Dupont Industrial Biosciences, Shanghai, China). Then, the mixture was agitated at 100 rpm for 3 h at 85 °C. Glucose at a DE of 95 was prepared by hydrolysis of liquefied starch. After liquefaction, the slurry was cooled to 60 °C and subsequently added with 0.2% (
w/w) of glucoamylase and bacteria pullulanase (Distillase ASP, a blend of enzymes; Dupont Industrial Biosciences, Shanghai, China). The mixture was agitated at 100 rpm for 20 h at 60 °C.
Raw cassava starch, used as the carbon source for single-step ethanol fermentation, was pretreated in the 10-L hydrolysis bioreactor. A 20% (
w/v) of cassava starch slurry was pretreated with 0.1% (
w/w) of Distillase ASP. The mixture was agitated at 100 rpm for 1 h at 60 °C [
4]. After pretreatment, the starch slurry was cooled to 40 °C for the single-step ethanol fermentation. (The composition of cassava starch was analyzed by [
14]. The moisture, protein, ash, fat, crude fiber, carbohydrate, and amylose contents ranged from 7.10 to 7.61%, 0.32 to 31.02%, 0.45 to 2.67%, 0.17 to 1.19%, 0.07 to 1.69%, 8.13 to 90.77%, and 23.04 to 29.45%, respectively.)
2.2. Media
The yeast malt (YM) medium was composed of 3 g of yeast extract, 5 g of malt extract, 5 g of peptone, 10 g of glucose, per liter. The fermentation medium utilized in the selection of thermotolerant yeasts for ethanol production at high temperatures was composed of 200 g of glucose from cassava starch hydrolysis, 10 g of sugarcane molasses, 3.8 g of MgSO
4.7H
2O, per liter. The yeast peptone dextrose (YPD) medium (used in study of growth kinetics) was composed of 10 g of yeast extract, 20 g of peptone, 50 g of glucose, per liter. The yeast production medium was composed of 100 g of liquefied starch, 20 g of yeast extract, 1.5 g of KH
2PO
4, 1.8 g of Na
2HPO
4, 0.2 g of MgSO
4.7H
2O, 1 mL of trace element solution, per liter [
15]. The ethanol production medium (utilized in single-step ethanol fermentation) was composed of 200 g of pretreated raw cassava starch, 100 g of sugarcane molasses, 0.2 g of (NH
4)
2HPO
4, 1.5 g of KH
2PO
4, 1.8 g of Na
2HPO
4, 3.8 g of MgSO
4.7H
2O, per liter.
2.3. Screening and Isolating of Thermotolerant Yeast Strains
The yeast strains were isolated from dry cassava pulp and soil samples from a cassava starch factory, Chorchaiwat Industry Co., Ltd., Chonburi, Thailand. The first screening was done at 40 °C in YM medium at pH 5.5 with 1 n HCl. After inoculation, the cultures were incubated on a rotary incubator shaker (Lab Tech, Korea) at a shaking speed of 200 rpm for 48 h. The enriched cultures were spread on agar plates containing the same medium and incubated at the same temperature and time. The single colonies of the isolated strains were studied their morphology and picked. The purified strains were kept on a YM agar slant and incubated at the same temperature and time above, and after that were stored at 4 °C.
The thermotolerant strains were isolated based on their growth performances in YM medium by incubating them on a rotary incubator shaker at 35, 38, 40, 42, and 45 °C for 24 h at a shaking speed of 200 rpm. In addition, they were incubated at the designed temperature of 40 °C in the same medium with different initial pH of 3.0, 3.5, 4.0, 4.5, 5.0, and 5.5 for their growth study in acidic conditions. The successful cultured strains were selected and collected for further ethanol production at a high temperature.
2.4. Selection of Thermotolerant Yeast for Single-Step Ethanol Fermentation
Later, the selection of strains for ethanol production at the high temperature of 40 °C was conducted in 250 mL Erlenmeyer flasks each containing 50 mL of fermentation medium at pH 4.0. Inoculants were prepared by transferring one loop full of each isolate from the YM agar slant into the flask containing 50 mL of YM broth at the same temperature and then incubated on a rotary incubator shaker at 200 rpm for 24 h. After incubation, each culture was diluted with distilled water to adjust the optical density to 10.0 and transferred 10 mL of each isolate to the fermentation medium in the 250 mL flasks above, and then incubated at 40 °C on a rotary shaker at 100 rpm (anaerobic fermentation needs less air) for 48 h.
2.5. Growth Kinetics of the Selected Thermotolerant Yeast
Growth kinetics of the selected thermotolerant strain was studied by cultivation in a 250 mL Erlenmeyer flask containing YPD medium composed of 50 g/L of glucose, at 40 °C and pH 4.0. Five ml of inoculum (OD660 10.0) was inoculated into the above flask. The culture was then incubated on a rotary shaker at 200 rpm for 48 h.
2.6. Optimization of StargenTM002 Concentration for Simultaneous Saccharification and Cultivation of the Selected Thermotolerant Yeast to Produce Cells at High-Density Concentration
Normally, yeast cannot directly utilize starch or oligosaccharide so that the StargenTM002 (a granular starch hydrolyzing enzyme, Dupont Industrial Biosciences, Shanghai, China) was essentially optimized before adding into liquefied starch with the SSC method. The optimization of StargenTM002 concentration was conducted in the 10-L lysis reactor containing 100 g/L of liquefied starch. Different StargenTM002 dosages of 0.025, 0.050, 0.075, and 0.100% (
w/w) were employed to study their effects on liquefied starch hydrolysis. The hydrolyzation was carried out at 40 °C and a stirrer speed of 300 rpm for 24 h, as we have experimented that for this reactor a stirrer speed at 300 rpm (equivalent to the power inputs of 0.25 W/kg) gave the best results [
13].
2.7. Single-Batch Simultaneous Saccharification and Cultivation of the Selected Thermotolerant Yeast to Produce Cells at High-Density Concentration
High-cell-density productions of the selected thermotolerant yeast strain were conducted in a 5-L stirred tank bioreactor (BIOSTAT B, Braun Biotech International, Germany). To evaluate the cell biomass production strategy, 50 g/L or a 100 g/L of liquefied starch was used as the carbon source for cultivation by the SSC method. The production medium composed of 3 L of liquefied starch mixed with nitrogen source and mineral salt solution was directly sterilized at 121 °C for 30 min. The medium was then inoculated with 10% (v/v) of inoculum from the shake flask and added with 0.1% (w/w) of StargenTM002 at the initial stage. The cultivations were conducted at 40 °C for 24 h. The aeration rates and agitation rates were set at 2 vvm and 636 rpm (for 50 g/L batch), and at 4 vvm and 802 rpm (for 100 g/L batch).
2.8. Intensive Multiple Sequential Batch Simultaneous Saccharification and Cultivation of the Selected Thermotolerant Yeast to Produce Cells at High-Density Concentration
The conditions for intensive multiple sequential batch cultivation were the same as those of single-batch cultivation with 0.1% (w/w) of StargenTM002. The appropriate broth replacement time point was at 12 h (the end of exponential growth phase) which was obtained from the results of single-batch simultaneous saccharification and cultivation. At the end of each cycle (12 h), a 10% volume of culture remained in bioreactor to use as the starting inoculum for the next batch cycle, and another 90% volume was removed and collected for further analysis. Then, the equal volume of fresh production medium, with the addition of StargenTM002 as above, was added in order to initiate the next batch cycle. The SSC was intensively performed for multiple-batch cycles (8 cycles) until the yeast cell density concentration decreased.
2.9. Single-Step Ethanol Production to Form Simultaneous Raw Cassava Starch Hydrolysis and Fermentation
The single-step ethanol fermentation was conducted in a 5-L stirred tank fermenter containing 4 L of the ethanol production medium containing 200 g/L of pretreated raw cassava starch. Without sterilization, during medium mixing, 0.3% (
w/w) of StargenTM002 and 2.0 g/L of thermotolerant yeast inoculum were added at the initial stage. The 0.3% (
w/w) of StargenTM002 was used rather than the above dosages (
Section 2.6) because: (i) The use of raw starch is more difficult to be hydrolyzed; (ii) the use of 2-time starch concentration at 200 g/L needs a higher amount of the enzyme; (iii) an overdose of enzymes helps complete hydrolysis. The ethanol fermentation condition was controlled at 40 °C, initial pH at 4, and an agitation rate at 300 rpm for 72 h without pH control throughout the fermentation. No medium sterilization and pH control were to mimic the industrial production operation.
The overall schematic scope of the studies can be summarized: (i) Screening and isolating of thermotolerant yeast strains; (ii) selection of thermotolerant yeasts for single-step ethanol fermentation; (iii) growth kinetics study of the selected strain; (ix) optimization of enzyme StargenTM002 concentration for simultaneous saccharification and cultivation (SSC) to produce cells at a high concentration; (x) study of single-batch SSC to produce cells at a high concentration; (xi) study of intensive multiple sequential batch SSC to produce cells at a high concentration; (xii) single-step ethanol production to form simultaneous raw cassava starch hydrolysis and fermentation.
2.10. Analytical Methods
The yeast cell growth was analyzed by measuring the optical density at 660 nm with a spectrophotometer and the dry cell weight concentration. A 1.5-ml sample was centrifuged at 10,000 rpm for 10 min. The cell was washed twice with distilled water, dried at 80 °C for 12 h, and weighed after cooling.
The concentrations of ethanol and glucose were determined using high-performance liquid chromatography (HPLC) (KNAUER Smartline, Berlin, Germany) with a refractive index (RI) detector (KNAUER Smartline 2300, Berlin, Germany) and a Eurokat H vertex column (KNAUER, Berlin, Germany). Eluent of 0.01 N sulfuric acid at a flow rate of 0.8 mL/min was used. The analyses were performed at 60 °C. The samples were 10-fold diluted, filtered through 0.45 µm filter, and injected into the column with an amount of 20 µl.
2.11. Statistical Analysis
The statistical analyses were done with a one-way analysis of variance (ANOVA) and the differences of the treatment mean values from 3 replications (each experiment was done in 3 replicates) were compared with the Tukey’s range test method at a p-value of 0.05 using Minitab version 17.
2.12. Kinetic Parameters’ Calculations
The six kinetic parameters were calculated using experimental data, i.e., cultivation time, t (h), cell biomass concentration, x (g/L), ethanol product concentration, p (g/L), and carbon (starch) substrate used, s (g/L). (i) The specific growth rate, (h−1) is calculated from where the differential natural log of x is divided by the time change. (ii) The productivity or production rate of cell biomass, rx (g/l/h), is from rx. (iii) The productivity of ethanol product, rp (g/L/h), is from rp. (iv) The cell yield coefficient, Yx/s (g/g) is from Yx/s =, where Δs is starch substrate used (g/L) and Δx is cell produced (g/L). (v) The ethanol product yield coefficient, Yp/s (g/g), is from Yp/s =, where Δs is the starch substrate used (g/L) and Δp is the ethanol produced (g/L). (xi) The production efficiency, Ef (%), is from Ef = , where Yp/s is from the experiment and Y’p/s is from the theoretical yield coefficient or stoichiometry.
3. Results and Discussion
3.1. Screening and Isolating of the Thermotolerant Yeast Strains
High temperature is a key physical parameter that limits the performance of the organism in terms of ethanol production [
16]. The screening of thermotolerant yeast from industrial and natural resources in tropical regions is suitable for ethanol fermentation at high temperatures [
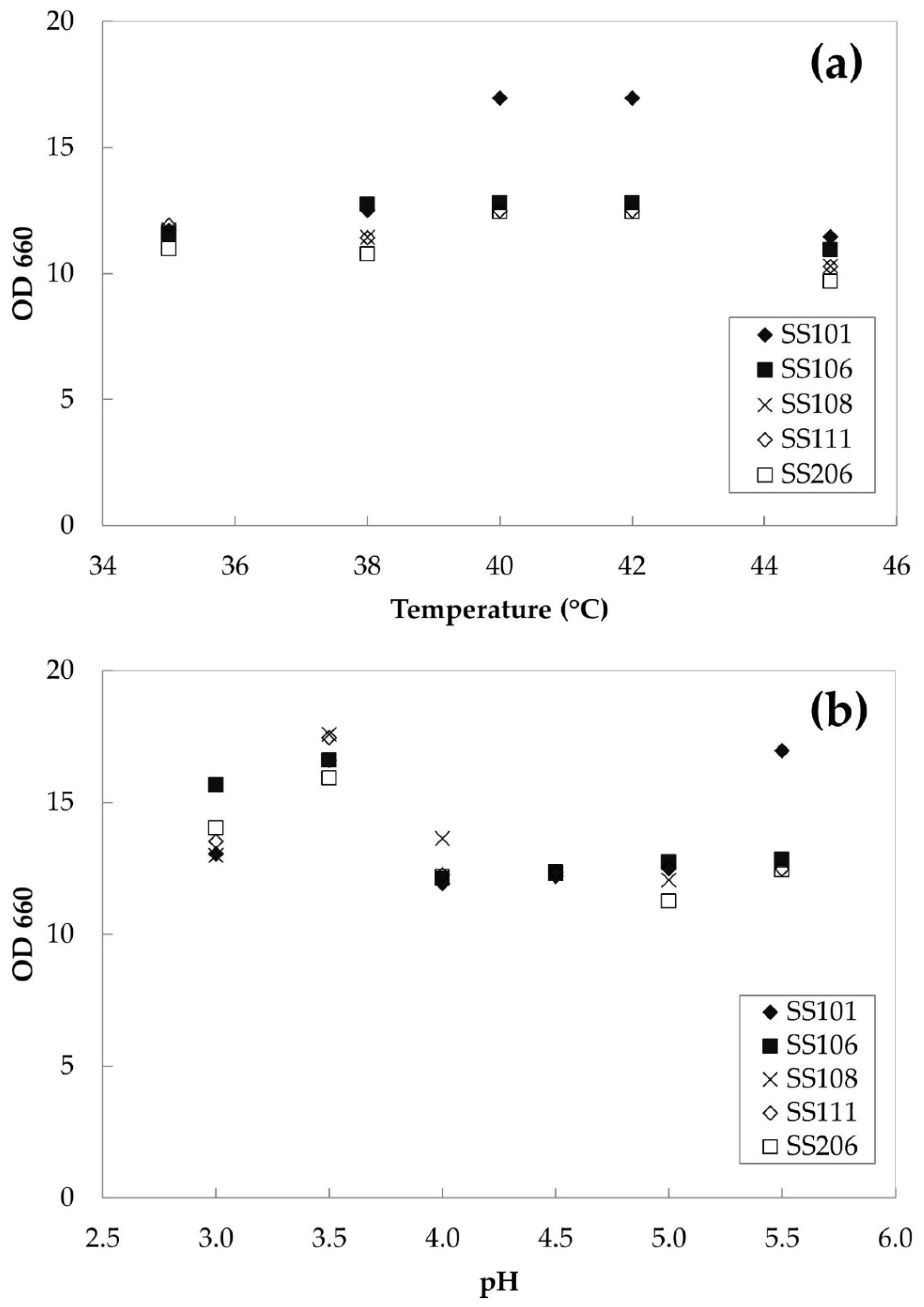
17]. In this study thermotolerant yeasts were isolated from cassava pulp and soil samples from a cassava starch factory. Based on the colony characteristics, 15 potential isolates of yeast were obtained. The ability of the strains to grow at high temperature was tested at 35, 38, 40, 42, and 45 °C. The results showed that the 8 dominant isolates (strains) of CP202, CP203, SS101, SS103, SS106, SS108, SS111, and SS206 grew satisfactorily at 35–45 °C, but the remaining 7 isolates grew only at 35–40 °C.
In our study, the cultivation and fermentation were done at 35–40 °C, which were optimum temperatures of StargenTM002 for hydrolysis of raw cassava starch [
4]. However, during ethanol fermentation, yeasts faced plenty of stresses simultaneously. The effects of combined stresses (high temperature, high ethanol concentration, and low pH value) on the fermentation performance of yeast strains has received attention [
17]. In addition, a high temperature of 40 °C with low pH values of 3.0–4.0 gave high productivities of raw cassava starch hydrolysis in single-step ethanol fermentations. Therefore, we studied the combinations of a high temperature of 40 °C with different low pH values of 3.0, 3.5, 4.0, 4.5, 5.0, and 5.5 on the growth performance of all the natural isolates. The results showed that only 5 isolates grew at 40 °C under a wide range of pH values. At pH 4.5–5.5, the similar growth performance of all isolates was observed, whereas at pH 3.0–4.0, the satisfactory growth of only the strains SS101, SS106, SS108, SS111, and SS206 was achieved.
These results clearly indicate that the yeast strains SS101, SS106, SS108, SS111, and SS206 can be tolerant to high temperatures and grow under a wide range of pH values (
Figure 1). Based on the results of their growth performances, these 5 dominant strains were selected as the candidates for ethanol production at a high temperature and used for further experiments.
3.2. Selection of Thermotolerant Yeasts for Ethanol Production at a High Temperature and a Low pH
There were no significant differences between the OD660 of 40 °C and 42 °C; thus, less temperature was chosen because of three reasons: (i) Energy saving for industry; (ii) milder biochemical reaction during cell growth and product formation; and (iii) in the industry, if the set point is 40 °C but the actual temperature is a bit higher due to the external environment and controlled system delay, yeast still grows. In addition, the values of pH 3 and 3.5 are normally too acidic for the systems: (i) A biological system uses more acid solution for control; (ii) strong acid condition operation is difficult and dangerous to both humans and all the processing equipment, e.g., corrosion. Therefore, the combination of a temperature of 40 °C and a pH value of 4.0 is the appropriate optimum condition. Thus, the five yeast strains from the previous screening were selected for their fermentative abilities at a high temperature in the fermentation medium containing 200 g/L of glucose. Fermentation was conducted at 40 °C with a low pH of 4.0.
Table 1 summarizes the kinetic parameters of ethanol fermentation by the selected yeast strains under high temperature. The maximum ethanol concentration of 25.33 g/L and the yield coefficient of 0.40 g/g were obtained from strain SS106, which represented the highest production efficiency of 79.22% with the productivity of 0.53 g/L/h, while the remaining stains gave slightly lower ethanol concentrations and productivities. Based on the results of its growth performance at high temperatures and under a wide range of pH values producing the highest ethanol concentration and efficiency among the tested strains, strain SS106 showed the effectiveness of thermotolerant yeast for ethanol production at a high temperature, which can be utilized for single-step ethanol production using a combination of raw cassava starch hydrolysis and fermentation.
The strain SS106 was identified using the method of “26 rDNA sequencing and phylogenetic tree analysis” by the Thailand Institute of Scientific and Technological Research (TISTR). It was exposed to be Kluyveromyces marxianus. The molecular taxonomic study on the DNA sequence of the D1/D2 region in 26S rDNA proved that the sequences of strain SS106 are most similar to K. marxianus at level of 100%. Therefore, the strain SS106 was identified as K. marxianus.
Previous literature has described the ability of
K. marxianus to grow and ferment at 40 °C or above [
9,
18], which is in good agreement with the results of our study.
K. marxianus SS106 grows well at temperatures as high as 35–45 °C and it can efficiently produce ethanol at a high temperature. Furthermore, it would be advantageous to use a thermotolerant yeast strain
K. marxianus for ethanol production by reducing the cooling cost and decreasing the risk of bacterial contamination [
6,
17]. Based on the results of this study and with the above advantages, it is indicated that the thermotolerant yeast
K. marxianus SS106 shows high potential to be a candidate for feasible single-step ethanol production using a combination of raw cassava starch hydrolysis and fermentation.
3.3. Growth Kinetics of K. marxianus SS106 in Shake Flask Cultivation
Growth kinetics of
K. marxianus SS106 in shake flask cultivation in YPD medium composed of 50 g/L of glucose, at 40 °C for 48 h was conducted. It was observed that the maximum cell biomass concentration produced was 15.91 g/L at a productivity of 0.66 g/L/h. The yield coefficient was 0.38 g/g with a specific growth rate of 0.07 h
−1 (
Table 2). However, this strain did not actually grow as well as expected in the shake flask cultivation due to insufficiently dissolved oxygen that resulted in the Crabtree effect. It produced ethanol rather than cell biomass at a high concentration of glucose at the first 12 h (data not shown). This phenomenon usually occurs in aerobic cultivation in most yeasts at high glucose concentration. For aerobic cultivation, it is necessary to control dissolved oxygen concentration in the further studies in order to maintain its enough saturation with air sparging during the cultivations. This is necessary to enhance the growth of
K. marxianus SS106.
3.4. Effect of Enzyme StargenTM002 Concentration on Liquefied Starch Hydrolysis for SSC of K. marxianus SS106
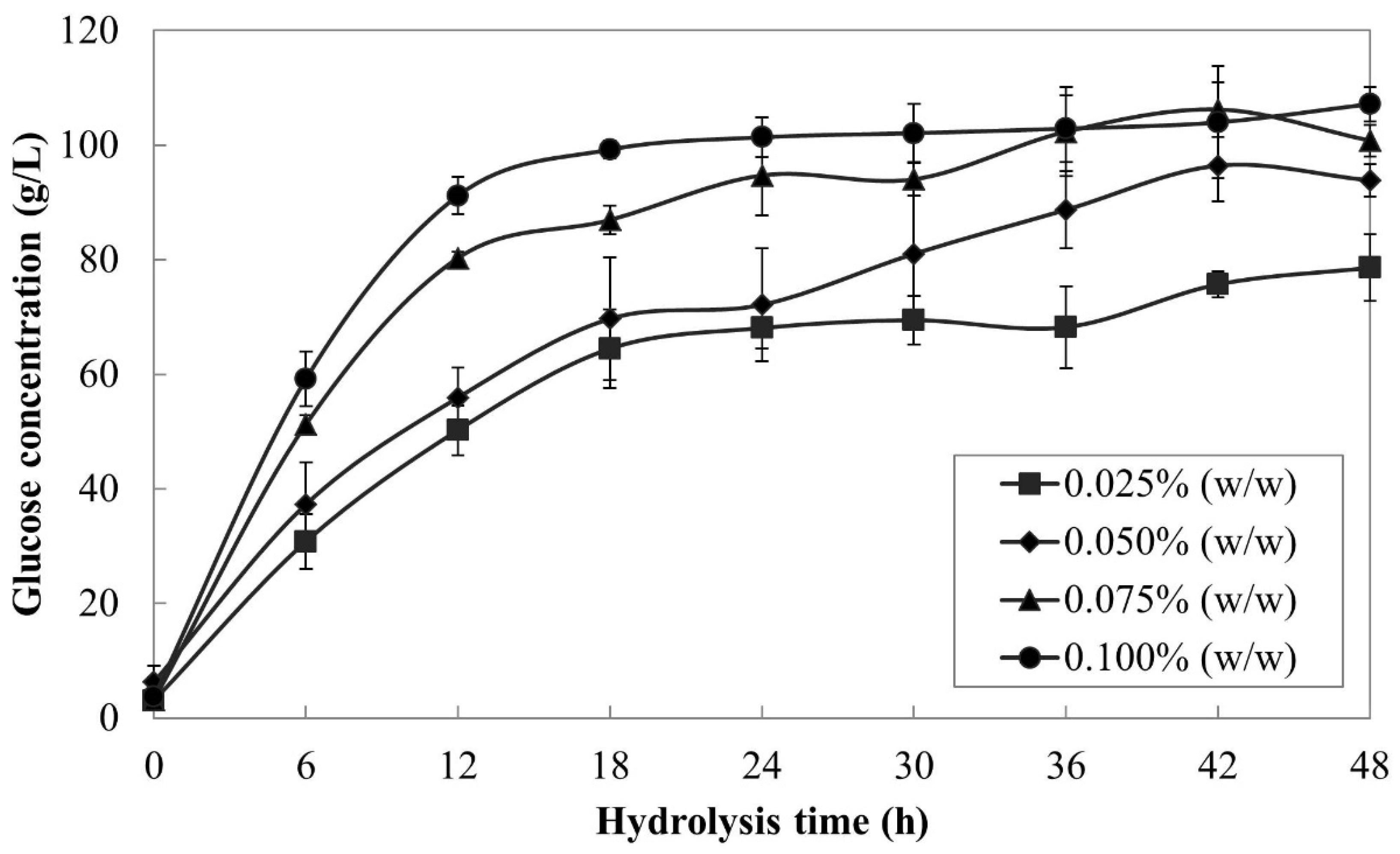
The liquefied starch at a concentration of 100 g/L was further saccharified (hydrolyzed) by different StargenTM002 dosages in a 10-L lysis reactor. The hydrolyzation was carried out at a stirring speed of 300 rpm and 40 °C for 24 h. Glucose concentrations were increased with increasing enzyme concentrations. The maximum glucose concentration was achieved with 0.10% (
w/w) dosage (
Figure 2). After 18 h of hydrolysis, 99.25 g/L of glucose was released from 100 g/L of liquefied starch when the highest StargenTM002 dosage of 0.10% (
w/w) was employed. As it showed a complete hydrolysis, it also gave the highest productivity of 5.51 g/L/h. Therefore, this enzyme at the concentration of 0.1% (
w/w) was used for further studies on batch and intensive multiple sequential batch SSC of
K. marxianus SS106.
3.5. Batch Simultaneous Saccharification and Cultivation of K. marxianus SS106 in Stirred Tank Bioreactor to Produce Cells at High-Density Concentration
Many cultivation methods have been employed for an increase in yeast cell biomass. High-cell-density concentrations of yeast typically also used high concentrations of substrate aerobically, however, which can also be toxic growth inhibitors. To prevent the growth inhibition, liquefied starch (a glucose oligomer of DE 10–13) was used as a substrate for biomass production by the SSC method. Normally, glucose is the main substrate for yeast cells. It cannot directly be utilized by liquefied starch; therefore, an enzyme, StargenTM002, was supplementary and added into the medium with cultivation. During cultivation and yeast cell growth, liquefied starch was gradually hydrolyzed to release glucose by that enzyme and was gradually utilized by yeast cells.
The production of
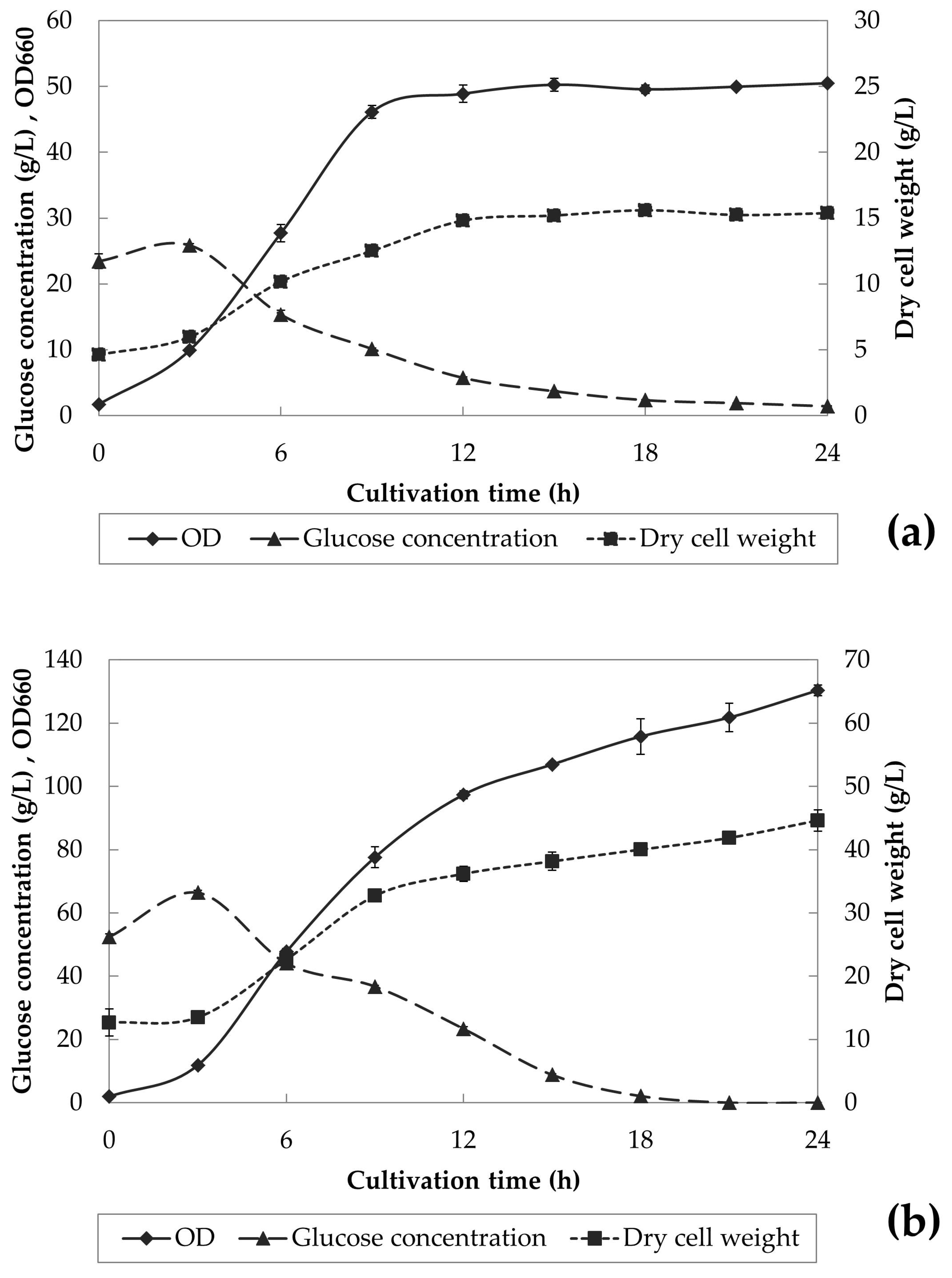
K. marxianus SS106 biomass was conducted in a 5-L stirred tank bioreactor containing the yeast production medium (composed of 50 g/L and 100 g/L of liquefied starch) and cultivated at 40 °C for 24 h. It can be observed that the quantities of biomass in the media using 50 g/L and 100 g/L of liquefied starch were changed in the same manner (
Figure 3). The biomass concentrations were increased exponentially within the first 9 h. After that, the growths were limited and reached to the stationary phases. In contrast to the growths which were increasing from the start, glucose concentrations were slightly increased at the initial phases, after which they were rapidly decreased. These results indicated that the rates of glucose uptake by
K. marxianus SS106 were related to the cell growths. During SSC, glucose was continuously released by StargenTM002 activities. At the lag phases, the rates of liquefied starch hydrolyzation by the enzyme were higher than those of glucose utilizations by
K. marxianus SS106 because of low cell concentrations at these phases resulting in slightly increased concentrations of glucose in the first 3 h of cultivations. On the other hand, after 3 h, the cultivations changed to log phases. In these times, exponential growth rates were observed. The rates of liquefied starch hydrolysis were lower than those of glucose utilizations. Therefore, glucose concentrations were steadily decreased with times in these phases.
When compared with the previous experiments, it could be noticed that the growth rates of
K. marxianus SS106 in the stirred tank bioreactor were much faster than that in the shake flask.
Table 2 shows growth kinetic parameters of
K. marxianus SS106 in the shake flask and in the bioreactors. It shows no significant difference between the cell biomass concentrations of the shake flask cultivation using glucose and the bioreactor using liquefied starch at the same concentration of 50 g/L as the carbon sources. However, the growth rates and the cell biomass production rates of
K. marxianus SS106 in the bioreactors were greatly higher than those in shake flask cultivation. These results indicated that the use of liquefied starch as the carbon source for yeast cell cultivation in the bioreactor can achieve the effective growth.
The growth and productivity of
K. marxianus SS106 increased due to the appropriate concentration of glucose in cultivation broth released from liquefied starch by StargenTM002 activities. This prevented the Crabtree effect that usually occurs in an aerobic cultivation at high glucose concentrations. Moreover, a sufficient oxygen concentration during cultivation also increased the growth. The bioreactor can control the dissolved oxygen concentration in cultivation broth, in order to keep enough saturation with the optimum aeration and agitation during the cultivation. Sufficient oxygen is important for cell growth. Oxygen is a primary electron acceptor in the electron transport chain and also effects yeast respiration. A high amount of dissolved oxygen from aeration results in an increase of cell biomass. In biomass production, the influence of oxygen supply on yeast growth at a steady state has been studied. Many research works have reported that the biomass concentration, yield coefficient, productivity, and substrate utilization rate were importantly increased by increasing the air supply [
19,
20].
Moreover,
Table 2 also shows that there are increases of cell biomass and the production rate when increasing the liquefied starch at a concentration of 100 g/L. However, there is no significant difference between the specific growth rate of
K. marxianus SS106 cultivated with 50 g/L of liquefied starch and that of 100 g/L. This result suggests that the increasing liquefied starch concentration improves the cell biomass, yield coefficient, and productivity of
K. marxianus SS106. Therefore, the cell biomass of
K. marxianus SS106 using 100 g/L of liquefied starch as the carbon source can be effectively produced by the SSC process.
3.6. Intensive Multiple Sequential Batch Simultaneous Saccharification and Cultivation of K. marxianus SS106 in Stirred Tank Bioreactor to Produce Cells at High-Density Concentration
High-cell-density cultivations are designed to achieve high product concentrations in broth by growing cells to high densities while maintaining high specific cell productivity. As a result, high-density cultivation has become an important tool in modern bioprocessing. It has been achieved with
Kluyveromyces marxianus-improved ethanol accumulation using fed-batch technology [
21].
Thus, to achieve high-cell density concentration, long-term stability and performance of simultaneous saccharification and cultivation of
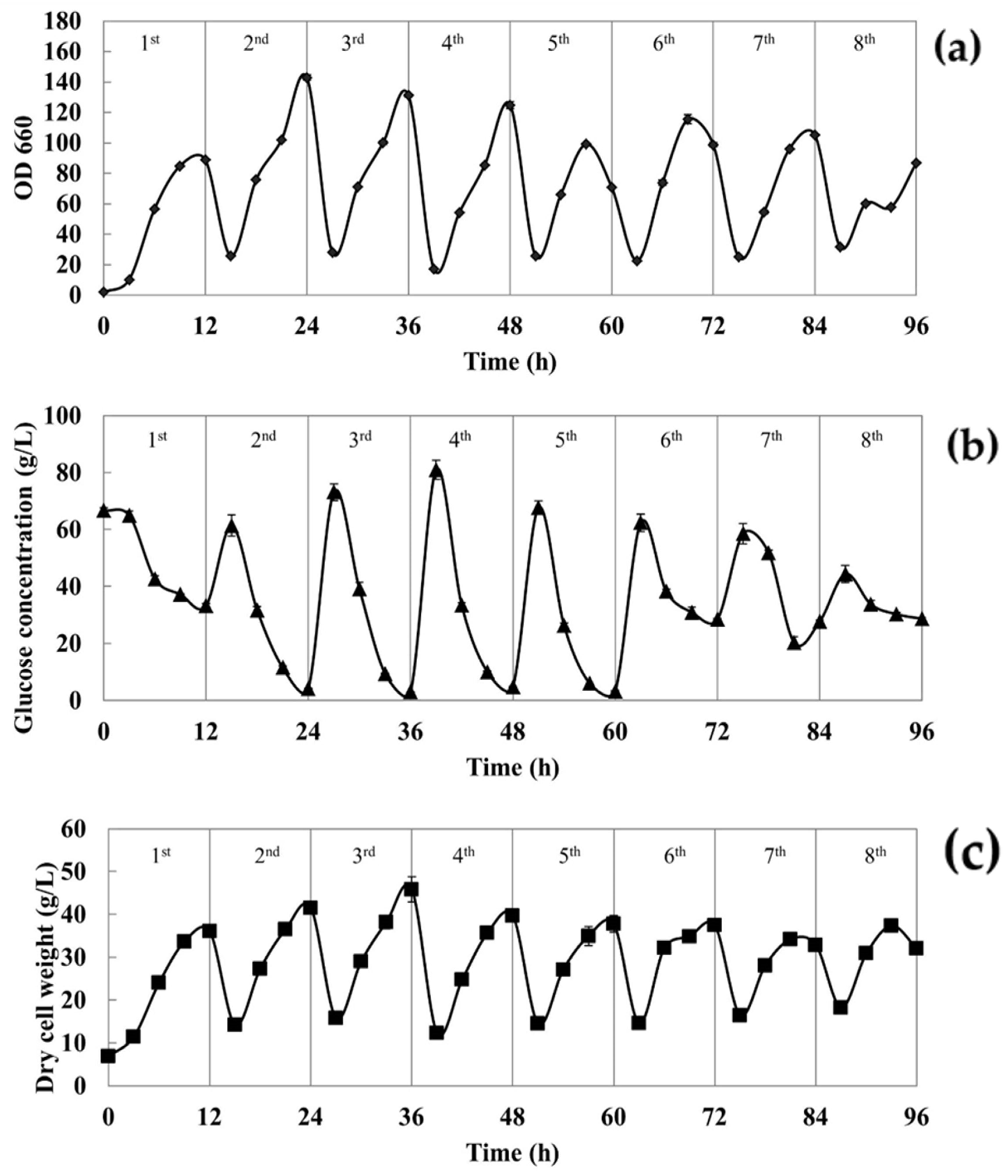
K. marxianus SS106 in the aerobic stirred tank bioreactor were carefully studied using the intensive multiple sequential batch technique. This method was performed by replacing the mature yeast culture broth with fresh medium. It can essentially promote cell biomass productivity and its growth rate as it reduces the time for growth of seed culture, inoculation, cleaning, sterilization, and other operations of the bioreactor, and avoids cessation of the process between each batch. The results obtained from eight continual cycles of intensive multiple sequential batches are presented in
Figure 4 and
Table 3. Each batch cycle employed in this experiment was completed after 12 h of cultivation, for a total of 96 h after eight batch cycles.
A similar trend of a decrease in the glucose concentration and subsequent increase in cell biomass production over the eight cycles of the intensive multiple sequential batch is shown in
Figure 4.
K. marxianus SS106 was, importantly, capable of continuously producing cell biomass for up to eight cycles through intensive multiple sequential batch cultivation. The adaptations of
K. marxianus SS106 to their growth conditions were observed at the first cycle. It adapted to the new condition and medium. After that, the growth was able to stabilize, and the cell biomass kept producing until the finishing of every cycle.
Table 3 shows the kinetic parameters of
K. marxianus SS106 undergoing intensive multiple sequential batch SSC in an aerobic bioreactor.
K. marxianus SS106 has shown its ability to undergo continual sequential batch run. The eight cycles could be operated by the intensive multiple sequential batch SSC method. During the intensive multiple sequential batch SSC, biomass production started to increase at the first cycle. Afterwards, growth was the highest at the end of third cycle and later the cell biomass slowly declined and subsequently remained nearly constant after the sixth cycle. The consistent cell biomass of 32.07–45.82 g/L with the specific growth rate of 0.19–0.44 h
−1 and productivity of 2.67–3.82 g/L/h was obtained at the end of each cycle. During intensive multiple sequential batch SSC, cell biomass and productivity were continuously increased in the first three cycles. The highest cell biomass of 45.82 g/L and productivity of 3.82 g/L/h were clearly achieved at the end of the third cycle. No significant differences were observed (
p < 0.05) in the values between the first and the sixth cycle, whereas low values occurred after the sixth cycle. Cell biomass and productivity after the sixth cycle were less than in the first cycle. The first and the second cycles were the climbing phases, the third was the peak, after that, they were slightly declining with more cycles and longer times. This is because the age (phase) of cells affects cell strength, growth, and yield. However, the results indicated that
K. marxianus SS106 could tolerate the repeated use. Six cycles could be cultivated in the bioreactor from a total of eight cycles. For the averages of six cycles, a biomass of 39.73 g/L with a specific growth rate at 0.36 h
−1 and a productivity of 3.31 g/L/h were achieved. This was essentially very high, and much higher when compared to those values of other research works, although some groups operated with fed-batch cultivation mode [
22].
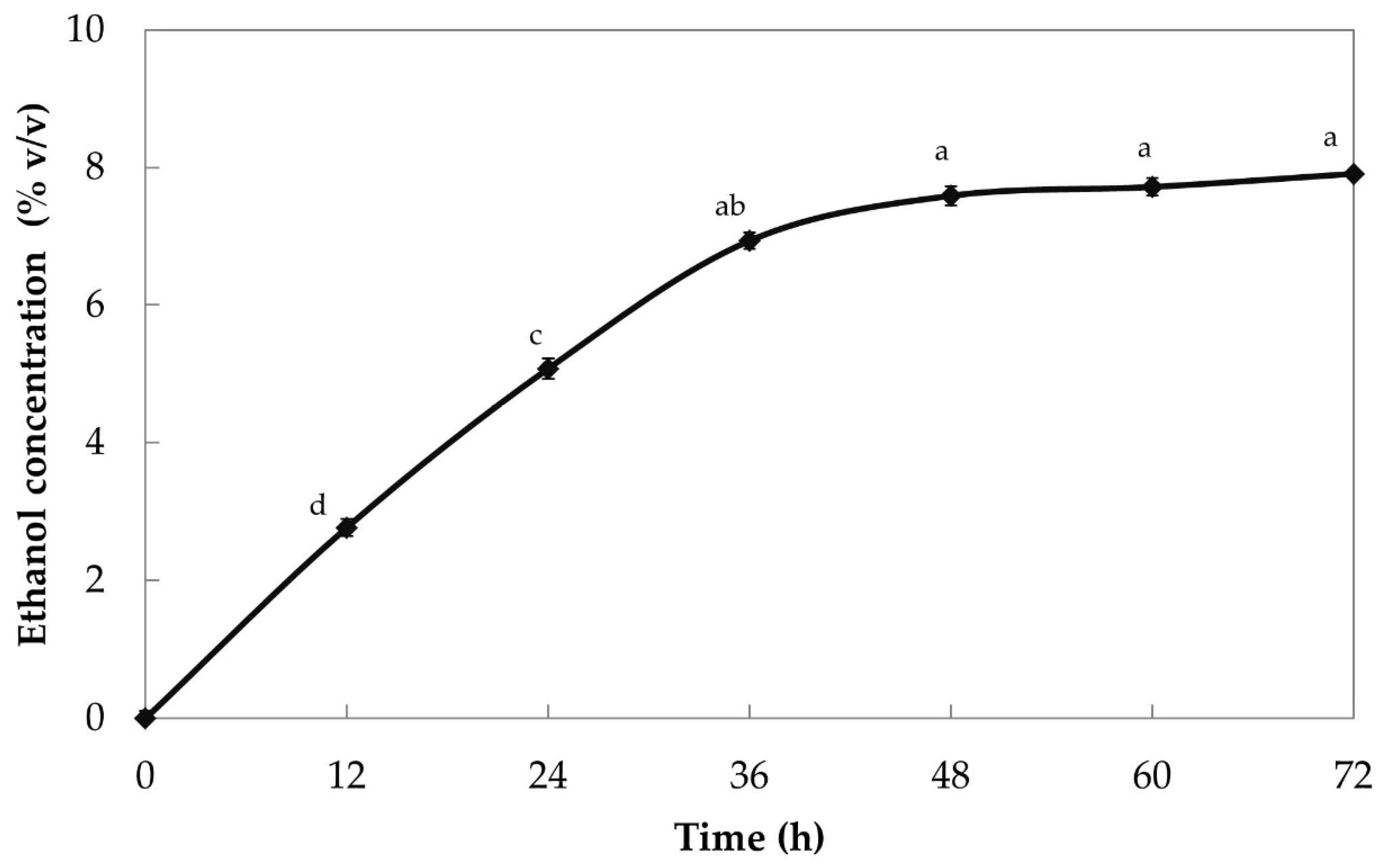
3.7. Single-Step Ethanol Production From Simultaneous Raw Cassava Starch Hydrolysis and Fermentation
Single-step ethanol production from especially simultaneous raw cassava starch hydrolysis and fermentation was demonstrated at 40 °C in a stirred tank fermenter containing ethanol production medium. After the additions of enzyme StargenTM002 and inoculum, the ethanol fermentation was performed at an agitation speed of 300 rpm for 72 h. It was observed that
K. marxianus SS106 produced ethanol at a final concentration of 7.91% (
v/v) with a productivity of 0.86 g/L/h (
Figure 5). However, the fermentation completed by 48 h indicated that though it was using raw starch, the production time was still normal, as compared to general production in the industry using sugar as the raw material. The ethanol production result by this thermotolerant yeast strain was similar to that of Limtong et al. [
5], who studied ethanol production at 37 °C in a 5-L jar fermenter at an agitation speed of 300 rpm and an aeration rate of 0.02 vvm. They found that
K. marxianus DMKU 3–1042 yielded a final ethanol concentration of 8.15% (
v/v) with a productivity of 1.3 g/L/h. In addition, here, it was interesting to note that, except glycerol, the other by-products such as lactic acid and acetic acid were not produced when ethanol was produced at this high temperature by single-step fermentation of raw cassava starch with
K. marxianus SS106 (data not shown). The SSF (simultaneous saccharification and fermentation) process using starch substrates is more promising, and commercial industrial production is also feasible in many countries. The advantages of the process are reduction in investment by having a single fermenter for both saccharification and fermentation. The feedback inhibition of sugars is greatly reduced. The fermentation time is very reduced in the SSF process [
23].
4. Conclusions
It is clear that the new isolated strain K. marxianus SS106 is a suitable potential strain that could be employed for single-step ethanol production using a combination of simultaneous raw cassava starch hydrolysis and fermentation. This new thermotolerant yeast strain can significantly tolerate high temperatures up to 42 °C and grows well under a wide range of pH values. For high-cell-density biomass production of K. marxianus SS106 in the stirred tank bioreactor, the simultaneous saccharification and aerobic cultivation using 100 g/L of liquefied starch as the substrate is an effective method. The yeast cell biomass could be produced at a concentration of 39.30 g/L with a productivity of 3.28 g/L/h and a specific growth rate of 0.49 h−1. These values are very high and higher than those of other research works. Furthermore, intensive multiple sequential batch simultaneous saccharification and cultivation also shows excellent high-cell-density production. It produced the maximum yeast cell biomass at a concentration of 45.82 g/L with a productivity of 3.82 g/L/h and a specific growth rate of 0.44 h−1. This method gave a high concentration of cell biomass and growth.
Again, we concluded that the advantages of this research work are as follows. (i) K. marxianus SS106 is the new potential industrial yeast strain. (ii) It is thermotolerant to high temperatures and low pH values. (iii) It can grow very well in both types of carbon source, i.e., liquefied starch (dextrin) and raw starch. (iv) It grows both aerobically to produce cell biomass used as an inoculum or other purposes, and anaerobically to produce ethanol, moreover, in single-step operation without acid by-products. (v) It can grow in several continual batch runs. (vi) It grows at a high rate, with high-cell concentration, high productivity, and high efficiency, and (vii) this minimizes process steps of operation, cost, and time. (viii) It can be scaled-up to the industry.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}