
The conventional wood-based composites contain an unreacted free formaldehyde, which causes a cancerous effect on humans. To overcome this problem, citric-acid-modified corn and oil palm starches are proposed as ecobinders for wood-based composites in this study. Experimental rubber-wood panels were made using the ecobinders. The panels were subjected to FT-IR, TGA, DSC, and X-ray diffraction analyses, and then their modulus of elasticity, modulus of rupture, bond strength, water absorption, and thickness swelling were determined experimentally. The results obtained are shown in figures and tables.
Similar content being viewed by others

Introduction
The depletion of forest resources has forced manufacturers to divert from using solid wood towards the utilization of wood-based composites, mainly wood composite, for furniture industries [1]. In addition, there also arise problems connected with formaldehyde emission from boards containing a formaldehyde-based binder during their pressing to bond wood particles together. This can lead to the cancer problem for humans [2]. Therefore, much research has been done to find substitutes for this type of binders, e.g., lignin and starch. Among others, a modified soybean flour [3], modified wheat gluten [4], modified corn starch [5], and tannin [6] have been used as binders. But natural binders are very slow in curing. Besides, the bond strength of neat starch is not high enough for its use in constructions [7]. A chemical modification is needed to improve its strength properties. Some types of modified starch have already been used to made wood composites with an epichlorohydrin-modified starch [8, 9], a glutardialdehyde-modified starch [5, 10], and a carboxymethyl-modified starch [11].
There are several critical parameters to be set when manufacturing wood composites, including the pressing temperature, press time, amount of binder, and target density of the wood composite. The density of wood composite plays an important role in the final properties of manufactured panels, affecting the strength, water resistance, and surface roughness of the final wood composite. Hiziroglu and Suzuki [12] have found that, in general, the degree of surface roughness is noticeably affected by various manufacturing parameters, including the content of resin, sanding process, and the face layer densification of panels. High-density wood composites will also exhibit a high thickness swelling after immersion in water due to high spring backforces. The board density is influenced and controlled by the density of raw materials and their compaction ratio during the manufacturing process [13]. Our work is concentrated on the effect of density on the properties of wood composites made with a citric-acid-modified starch as a binder. Two types of starch, namely, corn and oil palm ones, were modified chemically and used as a binder in the wood composite production process. Three levels of density, 600, 700, and 800 kg/m3, were set as the target densities of the composites produced.
Tests on starches as binders in (producing) wood composites have been performed by many researchers, which used different approaches. At early stages, a neat starch was utilized, but chemically modified starches were also employed in their studies. In some of the early investigations, a neat rice bran [14], neat wheat flour [15], and cassava starch [16] were used as binders in wood composites. A carbamoyl-ethylated starch was employed in [17], poly (vinyl alcohol)-cross-linked starch in [18], epichlorohydrin-modified starch in [19], and glutardialdehyde-modified starch in [20]. Mixtures of starch with other binding materials were also utilized, e.g., the corn starch with tannin [21], glutardialdehyde-modified corn starch with urea formaldehyde resin [22], and corn starch with mimosa tannin and urea formaldehyde resin [23]. Properties of some of the wood composites mentioned will be discussed in Sect. 3.
Owing to its high availability and low cost [24], the corn starch was chosen in this study. Meanwhile, the oil palm starch was extracted from the abundantly available waste oil palm tree trunks to explore the possibility of their use in nonfood applications. Oil palm trunks contain 7.15% starch [25], and 55.5% of oil palm trunk parenchyma is occupied by starch [26]. Rubberwood, as a core material for wood composites, is also widely available, because it is one of Malaysia’s plantation crop besides oil palms. Oil palms, along with rubber trees, have also become waste during replantation of nonproductive trees [27]. The citric-acid-modified starch was previously employed in the production of biodegradable thermoplastics [28, 29], in foam making [30], as a cross-linker in hydrogel [31], and as a starch-based coating for food preservation [32]. Less research has been done by other researcher on the citric-acid-modified starch as the binder in producing wood composites.
The corn and oil palm starches were chemically modified prior to their application as binders in wood composites. The composites prepared were tested for their actual density, moisture content, thickness swelling, and water absorption by immersion in water. In addition, their flexural and internal bonding strengths were also determined.
Materials and Methods
Preparation of raw materials
Rubberwood particles for the core of wood composites were obtained from Heveaboard Sdn Bhd, Malaysia. The particles were oven-dried at 50°C to achieve a moisture content of about 7%. Oil palm trunks of 25-years-old trees were obtained from a local oil palm plantation in Kelantan, Malaysia. Freshly cut oil palm trunks were wrapped and stored in freezers to prevent a fungal attack and the fermentation of starch content. A citric acid anhydride powder (C6H8O7) of 99.5% purity for starch modification and a corn starch (C6H10O5)n of 99% purity with a 10% moisture content were purchased from Merck (Germany) and Sigma-Aldrich, respectively.
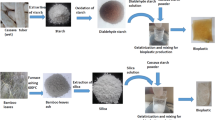
Extraction of oil palm starch
Fresh oil palm trunks were cut into 2 × 2 × 4-cm pieces and further chipped to dimensions of about 0.5 × 1.5 cm. One kilogram of this material was soaked in 10 L of 0.5% sodium metabisulphite solution for 24 h in a closed container. The soaked oil palm trunk chips were removed from the solution, and the extraction solution was filtered through a 125-μm sieve to remove impurities. The filtrate was left to settle for 60 min, and the suspended liquid was removed. About 100 ml of distilled water were added to the approximately 100 g of wet residue. The solution was centrifuged at 4000 rpm for 20 min using a Beckman Coulter Allegra X-15R centrifuge and then transferred to a Buchner funnel fitted with a 1.6-μm pore-size fiberglass filter. The extracted starch was filtered by suction and then dried in an oven at 45 ± 5°C until a constant weight was achieved [9].
Modification of corn and oil palm starches
The corn and oil palm starches were used separately in this part. They were modified by the citric acid following the method used in [33]. This modification creates ester groups and cross-links that later increases the strength and moisture resistance of wood composites. About 100 g of starch was mixed with 250 ml of distilled water and stirred constantly in a 50°C water bath. Approximately 10 g of citric acid and 10 g of sodium hypophosphite were added to the starch solution. The temperature of the water bath was slowly raised to 90°C with stirring continued until resinification. The citric-acid-modified starch was cooled down and then was rea dy for using in a thick paste form.
Preparation of lab wood composites
The citric-acid-modified oil palm starch (CAMOPS) and the citric-acid-modified corn starch (CAMCS) were used as binder for the production of 21 × 21 × 0.5-cm lab single-layer wood with densities ρ = 600, 700, and 800 kg/m3, controlled by varying the amount of rubberwood particles.
A set of wood composites with neat oil palm and corn starches was also prepared for comparison. A total of 60 panels were made with five replicates for each density level. Based on the targeted density, the modified starch paste was mixed manually with rubberwood particles. The mixture was poured into a closed steel mold and prepressed for 5 s without heating to form a mat. The mat was finally pressed by 5 MPa at a temperature of 165°C for 20 min using a Carver hot press. After pressing, the lab boards were conditioned at a temperature of 25°C and a relative humidity of 65% for two weeks.
Characterization of lab wood composites
Infrared spectra of the lab wood composites were measured using an FT-IR spectrophotometer (Nicolet, AVATAR FTIR-360) equipped with an Omnic software spectrophotometer [34]. Ground wood composites were mixed with a finely powdered KBr and pressed into pellets. The samples were scanned in the range of 4000-470 cm−1. The thermal decomposition of the lab wood composites was evaluated using a Mettler Toledo TGA/SDTA 851 thermogravimetric analyzer. Approximately 5 mg of the powdered wood composite samples were placed into an aluminum pan before heating at a rate of 20°C min−1 in a nitrogen atmosphere. Weight changes of the samples were recorded in the temperature range from 30 to 800°C [35, 36]. The composites were also analyzed by the differential scanning calorimetry (DSC; Pyris 1, Perkin Elmer). About 7 mg of ground wood composite samples were placed in an aluminum pan and sealed completely. An empty sealed aluminum pan was used as a reference. The heating was performed from –10 to 280°C at a heating rate of 10°C min−1. An X-ray diffraction analysis of the powdered lab boards was performed on a D5000 Kristalloflex (Siemens) diffractometer by step scan measurements using X-rays (Cu-Ka) at 40 kV and 40 mA. The scanning of 2θ was carried out from 10.0 to 40.0°, corresponding to the scanning speeds of 0.02 and 2°min−1 [35]. The crystallinity index CI was calculated by the formula
where I200 is the peak intensity corresponding to the crystalline fraction and Iam is the peak intensity of the amorphous fraction.
Evaluation of wood composite properties
The flexural and internal bond strengths of the lab wood composites were tested using an Instron Tensile Machine Model 5582 equipped with a 1000-kg load cell. The crosshead motion speeds were set at 10 and 2 mm/min for bending and internal bond tests, respectively. The thickness swelling and water absorption tests were carried out by soaking 50 × 50 × 5-mm samples in a distilled water for 2 h and 24 h at room temperature. All evaluations were based on the Japanese Industrial Standard [37].
Results and Discussion
Characterization of lab wood composite
Detection of functional groups
Figure 1 shows the infrared spectra of lab wood composites made using neat and modified corn starches as binders. For the composites made with the corn starch, OH groups were found at the wavenumbers k = 2970, 1378, and 1334 cm−1. The CAMCS boards showed OH groups at k = 2918, 1374, and 1332 cm−1. OH groups are the major groups in carbohydrate and cellulosic materials. The peaks of OH groups were slightly shifted due to the hydrogen bonding and interaction of OH groups with c arboxylic groups [38, 39]. Ester groups, which are characteristic of a starch modified with citric acid [33], were detected at k = 1737 cm−1.

Infrared spectra τ – k (transmittance – wavenumber) of lab wood composites with neat corns (1) and oil palm (2) starches and CAMOPS (3) and CAMCS (4) as binders.
The OH groups of the lab boards with the oil palm starch were detected at k = 3378, 2919, 1375, and 1330 cm−1.
The CAMOPS boards showed OH groups at k = 3385, 2922, and 1331 cm−1. Ester groups were found at k = 1734 and 1645 cm−1. The existence of unreacted anhydride groups, formed when the citric acid is heated, were detected at k = 1734 cm−1. It was surmised by the previous researcher that two adjacent carboxyl acid groups dehydrated to form a five-membered cyclic anhydride intermediate, which later reacted with the hydroxyl group of cellulose through the esterification process [40]. Based on the evidence found by a FT-IR analysis, the possible reactions between the modified corn and oil palm starches and wood surface are illustrated in Fig. 2.

Possible reactions of citric acid with starch and of the modified starch with wood surface.
Thermal properties
Figure 3 shows the thermogravimetry and derivative thermogravimetry curves of lab boards made with neat corn starch, citric-acid-modified corn starch, neat oil palm starch, and CAMOPS as binders. The early weight reduction of all of the samples at a temperature between 84 to 89°C and close to 100°C was caused by the varying melting point and the moisture release from the samples, which was also shown by the DSC analysis. The degradation started at the temperature of about 230°C, corresponding to the degradation of wood and biomass materials [41, 42]. Between 200 and 500°C, the weight of the lab boards with corn starch, CAMCS, oil palm starch, and CAMOPS decreased by 74.4, 64.8, 68, and 66%, respectively. The highest decomposition rates were 0.17%/min at 361.27°C and 0.17%/min at 354.51°C for the lab boards with corn and citric-acid-modified corn starches, but 0.15%/min at 354.43°С and 0.14%/min at 347.57°С for the oil palm starch and CAMOPS, respectively. The final residues at 700°С were 13.3, 23.7, 21.1 and 21.22% for the composite made with the neat corn starch, CAMCS, neat oil palm starch, and CAMOPS, respectively. These results point to a slight improvement in the thermal stability of the composites at temperatures higher than 380°C on using citric-acid-modified starches.

Thermogravimetry and derivative thermogravimetry graphs for lab boards produced with the corn starch (––––), oil palm starch (– –), citric-acid-modified corn starch (– – –), and citric-acidmodified oil palm starch (···), where w is weight and t is temperature.
Figure 4 shows DSC curves of the lab boards bonded with neat and modified starches. DSC was used to estimate the thermal transition of a modified starch and a wood composite made using a modified starch, which reflects the quality of chemical bonding [43, 44]. The melting points of wood composites made using the corn starch, CAMCS, oil palm starch, and CAMOPS as binders were found to be 88, 89, 84, and 88°C, respectively. The data obtained for the neat oil palm starch was close to the temperature of 83.28°C reported previously by Salleh et al. [45]. It can be seen that modifying the starch increased the melting temperature of composite, because more energy was required to rearrange the polymer structure. Small peaks were also observed at the temperature of 165°C, corresponding to the pressing temperature of wood composites, where a little more energy was required to break the hydrogen bonds formed [46].

Differential scanning calorimetry curves of lab wood composites bonded with neat and modified starches. Designations as in Fig.3.
Crystallinity index
The X-ray diffraction patterns of the wood composites made using the neat corn starch and CAMCS as binder are shown in Fig. 5. Usually, the X-ray diffraction of starch shows three major peaks. The first peak for the oil palm starch, CAMOPS, and CAMCS were detected at 15° but for the corn starch — at about 16°. Other two peaks were almost identical for all samples and were detected at 20 and 23°. These values are close to the data 15, 17, and 23° for the oil palm starch for the first, second, and third peaks, respectively, found in [45]. Using the modified corn starch as a binder also reduced the crystallinity index CI of wood composites: according to calculations, CI = 27.78 and 19.18% for wood composites made using the neat corn starch and CAMCS as binders, respectively. This is an important characteristic — it determines the strength and thermal stability of wood composites. The results obtained revealed that the wood composite with the neat corn starch as the binder had the lowest thermal stability, followed by the wood composite with CAMCS. On the other hand, they also showed that wood composite with CAMCS had a higher mechanical strength than that made using the neat oil palm starch as the binder.

X-ray diffraction patterns of wood composites with the corn starch (1), oil palm starch (2), CAMCS (3), and CAMOPS (4) as binders.
For the wood composites made using the neat oil palm starch and CAMOPS as binders, it was found that CI = 36.05 and 21.43%, respectively. Composites with a lower crystallinity index have a higher mechanical strength, and those with a higher crystallinity index have a lower thermal stability [44]. The results found revealed that the wood composite made using the neat oil palm starch as a binder had a lower thermal stability than those with CAMOPS as a binder. On the other hand, this results also showed that the wood composite made using CAMOPS had a higher mechanical strength than the composite with the neat oil palm starch as a binder. These results were supported by the thermal analysis (3.1.2) and mechanical tests (3.3).
Physical properties of lab wood composites
Table 1 summarizes the density ρ and moisture content for all the lab wood composites investigated. Despite the fact that the boards made had been climatized for two weeks, their moisture content showed significant differences. Table 2 shows the results of thickness swelling of wood composites after 2 and 24 h of immersion in water. The CAMCSbonded wood composites decreased the thickness swelling at a 2-h immersion in water by 38, 37, and 36% at the densities ρ = 600, 700, and 800 kg/m3, respectively. However, the CAMCS-bonded wood composites could not retain a low thickness swelling immersed in water for 24 h, and the composit es bonded by the neat corn starch showed lower values. The CAMOPS-bonded wood composites also improved the thickness swelling properties at a 2-h immersion, but at a 24 h immersion, this improvement was small.
Generally, CAMCS and CAMOPS, as binders, showed a less significant improvement in the thickness swelling than the neat starch one after immersion in water. This means that modification of the starch improved the moisture resistance of the composite only slightly. The results of FT-IR analysis showed that the formation of ester group cross-links increased bonding between wood particles, thus raising their moisture resistance. These cross-links increase the strength of wood composites, but not in the case of thickness swelling, because, with growing immersion time, a stronger cleavage of hydrogen links occurs [47]. All lab boards showed a thickness swelling higher than 12% afte r a 24-h immersion in water [37].
Table 2 also shows the water absorption of lab boards after 2- and 24-h immersion in water. For both types of starch, the citric-acid-modification lowered the hygroscopicity of most lab boards and reduced their water absorption, if not significantly. A longer soaking time increased the water absorption, but the differences in board density did not affect their water absorption.
Mechanical properties of lab wood composites
Figure 6 shows the modulus of rupture (MOR) of lab wood composites. The highest value of MOR, equal to 16.8 MPa, was found for the CAMCS lab board with ρ = 800 kg/m3. At ρ > 700 kg/m3, the wood composites made using the citric-acid-modified starch as the binder showed higher values of MOR than those made using the neat starch as a binder. The wood composites with ρ = 0.60 g/cm3 made using CAMCS had almost the same MOR than those made using the neat corn starch, showing that the use of different binders did not allowed us to increase the strength at the respective density level. Using modified starches as binders increased the compaction ratio of wood composites. The amount of cross-links between wood particles and between wood particles and binder also increased. This was demonstrated by the results of X-ray diffraction analysis in 3.1.4, which showed a higher amorphous part in the wood composites made using the modified starch as a binder. All the wood composites with ρ > 0.70 g/cm3 made using the modified starch as the binder passed the standard, which requires that the minimum of MOR be 8.0 N/mm2 [37].

MOR of the corn (1), CAMCS (2), oil palm starch (3), and CAMOPS (4) composites investigated.
MOE results are summarized in Fig. 7. The highest value of MOR (4051 N/mm2) was found for the wood composite with ρ = 0.80 g/cm3 made using neat corn starch as a binder, followed by the wood composite with the same density made using CAMCS (4018 N/mm2). MOE also increased with composite density level. Higher-density wood composites have higher MOEs owing to their higher compaction ratio [13]. A statistical analysis showed that the MOE strongly depended on composite density, but not significantly depended on the type of binder. All the wood composites with ρ > 0.70 g/cm3 made using the modified starch as a binder passed the standard, which requires that the minimum of MOE be 2000 N/mm2 [37]. For most of the wood composites with ρ = 0.60 g/cm3, the compaction ratio was too low to achieve the strength required.

MOE of the lab wood composites investigated. Designations as in Fig. 6.
Even though there are many factors influencing the mechanical strength of wood composites, such as the raw material, composites dimensions, and processing parameters, several wood composites with similar starch-based binders are compared in Table 3. It is seen that the wood composites made using CAMCS and CAMOPS had strength properties comparable to those of other starch-based wood composites in term of MOR and MOE.
The internal bond strength (BS) of the lab wood composites inve stigated is shown in Fig. 8. As is seen, the corn starch (neat or modified) gave a higher BS than oil palm starches of all types. At all densities, all wood composites passed the requirement placed on the bond strength, except for the wood composite made using the neat oil palm starch as a binder [37]. As is commonly known, increasing the board density increases BS; this fact was seen for all the starch types used. The low BS in the case with the neat oil palm starch is surprising. The reason for this fact could be the high silica content of oil palm starch. Silica prevents an efficient cross-linking between the binder and cellulose, thus worsening the mechanical properties of composites.

BS of lab wood composites. Designations as in Fig. 7.
Conclusions
Wood composites have successfully been made using a neat corn starch, neat oil palm starch, CAMCS, and CAMOPS as binders. The application of CAMCS in wood composites with densities above 600 kg/m3 significantly increased the values of MOR and BS, but did not change or even worsened the values of TS and WA. The application of CAMOPS in wood composites significantly improved all detected mechanical properties of composites of all densities and slightly increased the water resistance in terms of TS and WA. Results of this study show that the properties of wood composites containing CA-modified starches can be improved by changing process parameters, e.g., the content of binder and pressing temperature.
References
R. Hashim, M. H. M. Amini, O. Sulaiman, S. Hiziroglu, F. Kawamura, R. Wahab, and F. Abood, “Some properties of particleboard panels treated with extractives of Cerbera odollam tree,” J. Compos. Mater., 45, 901-906 (2011).
E. M. Ciannamea, P. M. Stefani, and R. A. Ruseckaite, “Medium-density particleboards from modified rice husks and soybean protein concentrate-based adhesives,” Bioresource Technol., 101, No. 2, 818-825 (2010).
E. Cheng, X. Sun, and G. S. Karr, “Adhesive properties of modified soybean flour in wheat straw particleboard,” Compos. Part A, Appl. Sci. Manuf., 35, No. 3, 297-302 (2004).
N. A. El-Wakil, R. E. Abou-Zeid, Y. Fahmy, and A. Y. Mohamed, “Modified wheat gluten as a binder in particleboard made from reed,” J. Appl. Polym. Sci., 106, No. 6, 3592-3599 (2007).
M. H. M. Amini, R. Hashim, S. Hiziroglu, N. S. Sulaiman, and O. Sulaiman, “Properties of particleboard made from rubberwood using modified starch as binder,” Compos. Part B., 50, 259-264 (2013).
J. Cui, X. Lu, X. Zhou, L. Chrusciel, Y. Deng, H. Zhou, S. Zhu, and N. Brosse, “Enhancement of mechanical strength of particleboard using environmentally friendly pine (Pinus pinaster L.) tannin adhesives with cellulose nanofibers,” Ann. For. Sci., 72, No. 1, 27-32 (2015).
S. H. Imam, L. Mao, L. Chen, and R. V. Greene, “Wood adhesive from crosslinked poly(vinyl alcohol) and partially gelatinized starch: Preparation and properties,” Starch–Stärke, 51, No. 6, 225-229 (1999).
N. S. Sulaiman, R. Hashim, O. Sulaiman, M. Nasir, M. H. M. Amini, and S. Hiziroglu, “Partial replacement of ureaformaldehyde with modified oil palm starch based adhesive to fabricate particleboard,” Int. J. Adhes., 84, 1-8 (2018).
N. S. Sulaiman, R. Hashim, M. H. M. Amini, O. Sulaiman, and S. Hiziroglu, “Evaluation of the properties of particleboard made using oil palm starch modified with epichlorohydrin,” Bioresources., 8, No. 1, 283-301 (2013).
M. H. M. Amini, R. Hashim, N. S. Sulaiman, S. Hiziroglu, O. Sulaiman, M. Mohamed, M. N. Masri, and M. B. A. Bakar, “Degradation of particleboard made using glutardialdehyde modified corn starch as the binder by soil and soil inhabiting organisms,” J. Fundam. Appl. Sci., 10, No. 2S, 745-757 (2018).
M. E. Selamat, O. Sulaiman, R. Hashim, S. Hiziroglu, W. N. A. W. Nadhari, N. S. Sulaiman and M. Z. Razali., “Measurement of some particleboard properties bonded with modified carboxymethyl starch of oil palm trunk,” Measurement, 53, 251-259 (2014).
S. Hiziroglu and S. Suzuki, “Evaluation of surface roughness of commercially manufactured particleboard and medium density fiberboard in Japan,” J. Mater. Process Tech., 184, No. 1-3, 436-440 (2007).
M. W. Kelly, “Critical literature review of relationship between processing parameters and physical properties of particleboard,” Forest Product Laboratory, 1-57 (1977).
W. H. Wang, X. Q. Zhang, and X. P. Li, “A novel natural adhesive from rice bran,” Pigm. Resin. Technol., 37, No. 4, 229-233 (2008).
S. D’Amico, M. Hrabalova, U. Müller, and E. Berghofer, “Bonding of spruce wood with wheat flour glue — Effect of press temperature on the adhesive bond strength,” Ind. Crop. Prod., 31, No. 2, 255-260 (2010).
P. O. Ozemoya, E. S. A. Ajisegiri, and P. A. Idah, “Production of Adhesives from Cassava Starch,” Leonardo El J. Pract. Technol., No. 10, 93-98 (2007).
Z. Zhu and P. Chen, “Carbamoyl ethylation of starch for enhancing the adhesion capacity to fibers,” J. Appl. Polym. Sci., 106, No. 4, 2763-2768 (2007).
S. H. Imam, S. H. Gordon, L. Mao, and L. Chen, “Environmentally friendly wood adhesive from a renewable plant polymer: Characteristics and optimization,” Polym. Degrad Stabil., 73, No. 3, 529-533 (2001).
N. S. Sulaiman, R. Hashim, M. H. M. Amini, O. Sulaiman, and S. Hiziroglu, “Evaluation of the properties of particleboard made using oil palm starch modified with epichlorohydrin,” Bioresources 8, No 1 (2013)
M. H. M. Amini, R. Hashim, and N. S. Sulaiman, “Formaldehyde-free wood composite fabricated using oil palm starch modified with glutardialdehyde as the binder,” Int. J. Chem. Eng. 2019 (2019)
A. Moubarik, B. Charrier, A. Allal, F. Charrier, and A. Pizzi, “Development and optimization of a new formaldehydefree cornstarch and tannin wood adhesive,” Eur. J. Wood Prod., 68, No. 2, 167-177 (2010).
M. H. M. Amini, R. Hashim, N. S. Sulaiman, S. Hiziroglu, O. Sulaiman, M. Mohamed, and M. S. M. Rasat, “Glutardialdehyde modified corn starch–urea formaldehyde resin as a binder for particleboard making,” Appl. Mech. Mater., 754-755, 89-93, (2015).
A. Moubarik, A. Pizzi, A. Allal, F. Charrier, A. Khoukh, and B. Charrier, “Cornstarch–mimosa tannin–urea formaldehyde resins as adhesives in the particleboard production,” Starch–Stärke, 62, No. 3-4, 131-138 (2010).
C. Liu, S. Jiang, S. Zhang, T. Xi, Q. Sun, and L. Xiong, “Characterization of edible corn starch nanocomposite films: The effect of self-assembled starch nanoparticles,” Starch–Stärke, 68, No. 3-4, 239-248 (2016).
M. A. Mohd. Noor, A. M. Dos Mohd, M. N. Islam, and N. A. Mehat, “Physico-chemical properties of oil palm trunk starch,” Starch - Stärke, 51, No. 8-9, 293-301 (1999).
Y. Tomimura, “Chemical characteristics and utilization of oil palm trunk,” Jarq.-Jpn. Agr. Res. Q., 25, No. 4, 283-288 (1992).
J. Ratnasingam, G. Ramasamy, L. Tau Wai, A. L. Senin, and N. Muttiah, “The prospects of rubberwood biomass energy production in Malaysia,” Bioresources, 10, No 2, 23 (2015).
Y. Jiugao, W. Ning, and M. Xiaofei, “The effects of citric acid on the properties of thermoplastic starch plasticized by glycerol,” Starch–Stärke, 57, No. 10, 494-504 (2005).
K. Majdzadeh-Ardakani and B. Nazari, “Improving the mechanical properties of thermoplastic starch/poly(vinyl alcohol)/ clay nanocomposites,” Compos. Sci. Technol., 70, No. 10, 1557-1563 (2010).
K. Pornsuksomboon, B. B. Holló, K. M. Szécsényi, and K. Kaewtatip, “Properties of baked foams from citric-acidmodified cassava starch and native cassava starch blends,” Carbohyd. Polym., 136, 107-112 (2016).
C. Demitri, D. S. Roberta, F. Scalera, A. Sannino, G. Vasapollo, A. Maffezzoli, L. Ambrosio, and L. Nicolais, “Novel superabsorbent cellulose-based hydrogels crosslinked with citric acid,” J. Appl. Polym. Sci., 110, No. 4, 2453-2460 (2008).
M. A. García, M. N. Martino, and N. E. Zaritzky, “Composite starch-based coatings applied to strawberries (Fragaria ananassa),” Food / Nahrung, 45, No. 4, 267-272 (2001).
X. Ma, P. R. Chang, J. Yu, and M. Stumborg, “Properties of biodegradable citric acid-modified granular starch/thermoplastic pea starch composites,” Carbohyd. Polym., 75, No. 1, 1-8 (2009).
N. Saari, R. Hashim, O. Sulaiman, S. Hiziroglu, M. Sato, and T. Sugimoto, “Properties of steam treated binderless particleboard made from oil palm trunks,” Compos., Part B-Eng., 56, 344-349 (2014).
M. Baskaran et al., “Properties of binderless particleboard from oil palm trunk with addition of polyhydroxyalkanoates,” Compos., Part B-Eng., 43, No. 3, 1109-1116 (2012).
M. H. M. Amini et al., “Glutardialdehyde modified corn starch – urea formaldehyde resin as a binder for particleboard making,” Appl. Mech. Mater. Vols., 754-755, 89-93 (2015).
JIS A 5908, “Particleboards,” ed. Tokyo, Japan: Japanese Standards Association (2003).
B. Yaacob, M. Amin, K. Hashim, and B. A. Bakar, “Optimization of reaction conditions for carboxymethylated sago starch,” Iran Polym. J., 20, No. 3, 195-204 (2011).
W. Zhang, A. A. Dehghani-Sanij, and R. S. Blackburn, “IR study on hydrogen bonding in epoxy resin–silica nanocomposites,” Prog. Nat. Sci.-Mater., 18, No. 7, 801-805 (2008).
X. Feng, Z. Xiao, S. Sui, Q. Wang, and Y. Xie, “Esterification of wood with citric acid: The catalytic effects of sodium hypophosphite (SHP),” Holzforschung 68, 427 (2014).
M. Fornasieri et al., “Synthesis and characterization of polyurethane composites of wood waste and polyols from chemically recycled pet,” Compos. Part A, Appl. Sci. Manuf., 42, No. 2, 189-195 (2011).
O. Das, A. K. Sarmah, and D. Bhattacharyya, “A novel approach in organic waste utilization through biochar addition in wood/polypropylene composites,” Waste Manag., 38, 132-140 (2015).
N. P. Cheremisinoff, “1 - CHROMATOGRAPHIC TECHNIQUES,” in Polymer Characterization, Ed. Westwood, NJ: William Andrew Publishing, 1-15 (1996).
L. V. A. Gurgel, K. Marabezi, L. A. Ramos, and A. A. d. S. Curvelo, “Characterization of depolymerized residues from extremely low acid hydrolysis (ELA) of sugarcane bagasse cellulose: Effects of degree of polymerization, crystallinity and crystallite size on thermal decomposition,” Ind. Crop. Prod., 36, No. 1, 560-571 (2012).
K. M. Salleh, R. Hashim, O. Sulaiman, S. Hiziroglu, W. N. Wan Noor Aidawati, N. Abd Karim, N. Jumhuri, and L. Z. P. Ang, “Evaluation of properties of starch-based adhesives and particleboard manufactured from them,” J. Adhes. Sci. Technol., 29, No. 4, 319-336 (2015).
X. Zhou, L. Tang, W. Zhang, C. Lv, F. Zheng, R. Zhang, G. Du, B. Tang, and X. Liu, “Enzymatic hydrolysis lignin derived from corn stover as an intrinstic binder for bio-composites manufacture: Effect of fiber moisture content and pressing temperature on boards’ properties,” Bioresources, 6, No. 1, 12 (2010).
M. H. M. Amini, R. Hashim, N. S. Sulaiman, M. Mohamed, M. N. Masri, S. A. Sobri, and N. I. Ibrahim, “Study on dimensional stability of particleboard made using glutardialdehyde modified corn starch as the binder at various relative humidity,” Int. J. Eng. Tech., 7, No. 2, 15, (2018).
A. Moubarik, H. R. Mansouri, A. Pizzi, A. Allal, F. Charrier, M. A. Badia, and B. Charrier, “Evaluation of mechanical and physical properties of industrial particleboard bonded with a corn flour–urea formaldehyde adhesive,” Compos., Part B-Eng., 44, No. 1, 48-51 (2013).
S. Hiziroglu and A. Chotikhun “Some properties of composite panels manufactured from eastern redcedar (Juniperus virginiana L.) using modified starch as a green binder,” J. Nat. Fibers, 14, No. 4, 541-550 (2017).
C. E. Ferrández-García, J. Andreu-Rodríguez, M. T. Ferrández-García, M. Ferrández-Villena, and T. García-Ortuño, “Panels made from giant reed bonded with non-modified starches,” Bioresources. 7, No. 4, 5904-5916 (2012).
N. S. Sulaiman, R. Hashim, S. Hiziroglu, M. H. M. Amini, O. Sulaiman, and M. Ezwanselamat, “Rubberwood particleboard manufactured using epichlorohydrin-modified rice starch as a binder,” Cell Chem. Technol., 50, No. 2, 329-338 (2016).
K. C. Liew, P. B. De Ting, and Y. F. Tan, “Physico-mechanical properties of particleboard made from seaweed adhesive and tapioca starch flour,” J. Indian Acad. Wood Sci., 15, No. 2, 199-203 (2018).
Acknowledgement
The authors are grateful to the Ministry of Education Malaysia for the Research Acculturation Grant Scheme (R/RAGS/A08.00/01046A/002/2015/000302) to Mohd Hazim Mohamad Amini and of the University Sains Malaysia for the Research University Grant (1001/PTEKIND/815066) to Rokiah Hashim. We are also thankful to the Heveaboard Sdn Bhd for providing the raw materials necessar y for making wood composites.
Author information
Authors and Affiliations
Corresponding author
Additional information
Russian translation published in Mekhanika Kompozitnykh Materialov, Vol. 56, No. 3, pp. 585-602, May-June, 2020.
Rights and permissions
About this article

Cite this article
Amini, M.H.M., Hashim, R., Sulaiman, N.S. et al. Ecowood Composites Made using Citric-Acidmodified Corn and Oil Palm Starches as the Binder. Mech Compos Mater 56, 397–408 (2020). https://doi.org/10.1007/s11029-020-09891-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11029-020-09891-5