
Abstract
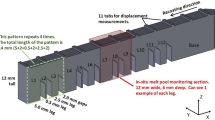
This work provides results and analysis of the in situ thermal measurement acquired during the 3D builds performed for the 2018 additive manufacturing benchmark tests. The objective is to provide context for post-process characterization of distortion, residual strain, and microstructure, which are reported elsewhere in this Journal, and to provide validation data for thermal models of the build process. Four bridge artifacts (75 mm long, 5 mm wide, 12.5 mm tall) are created in each of three builds using a commercial laser powder bed fusion system. The builds are performed using nickel super alloy 625 (IN625). High-speed infrared thermography performed during four of the builds is used to measure the melt-pool length and cooling rate within a select region. The temperature of the substrate and build volume is measured during the fifth build to provide data to establish the boundary conditions for thermal models.

















Similar content being viewed by others

References
Denlinger ER, Michaleris P (2017) Mitigation of distortion in large additive manufacturing parts. Proc Inst Mech Eng Part B J Eng Manuf 231(6):983–993
Denlinger ER, Heigel JC, Michaleris P (2014) Residual stress and distortion modeling of electron beam direct manufacturing Ti–6Al–4V. Proc Inst Mech Eng Part B J Eng Manuf 229:0954405414539494
Dunbar AJ, Denlinger ER, Gouge MF, Michaleris P (2016) Experimental validation of finite element modeling for laser powder bed fusion deformation. Addit Manuf 12:108–120
Bagg SD, Sochalski-Kolbus LM, Bunn JR (2016) The effect of laser scan strategy on distortion and residual stresses of arches made with selective laser melting. In: ASPE/euspen 2016 summer topical meeting on dimensional accuracy and surface finish in additive manufacturing, June 27–30, 2016, Releigh, North Carolina, USA. http://toc.proceedings.com/47967webtoc.pdf
Strantza M et al (2018) Coupled experimental and computational study of residual stresses of additively manufactured Ti–6Al–4V components. Mater Lett 231:221–224
David S, Vitek J (1989) Correlation between solidification parameters and weld microstructures. Int Mater Rev 34(1):213–245
Antonysamy AA, Meyer J, Prangnell P (2013) Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti6Al4V by selective electron beam melting. Mater Charact 84:153–168
Dehoff R et al (2015) Site specific control of crystallographic grain orientation through electron beam additive manufacturing. Mater Sci Technol 31(8):931–938
Kriczky DA, Irwin J, Reutzel EW, Michaleris P, Nassar AR, Craig J (2015) 3D spatial reconstruction of thermal characteristics in directed energy deposition through optical thermal imaging. J Mater Process Technol 221:172–186
Carroll BE, Palmer TA, Beese AM (2015) Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater 87:309–320
Bennett JL et al (2018) Cooling rate effect on tensile strength of laser deposited Inconel 718. Procedia Manuf 26:912–919
Krauss H, Eschey C, Zaeh M (2012) Thermography for monitoring the selective laser melting process. Presented at the proceedings of the solid freeform fabrication symposium, pp 999–1014
Craeghs T, Clijsters S, Kruth J-P, Bechmann F, Ebert M-C (2012) Detection of process failures in layerwise laser melting with optical process monitoring. Phys Proc 39:753–759
Heigel JC, Whitenton E (2018) Measurement of thermal processing variability in powder bed fusion. In: 2018 ASPE and Euspen summer topical meeting advancing precision in additive manufacturing, Berkeley, pp 242–274
Hooper PA (2018) Melt pool temperature and cooling rates in laser powder bed fusion. Addit Manuf 22:548–559
Lane B et al (2016) Thermographic measurements of the commercial laser powder bed fusion process at NIST. Rapid Prototyp J 22(5):778–787
Arısoy YM, Criales LE, Özel T, Lane B, Moylan S, Donmez A (2017) Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int J Adv Manuf Technol 90(5–8):1393–1417
Lane B, Heigel J, Ricker R et al (2020) Measurements of melt pool geometry and cooling rates of individual laser traces on IN625 bare plates. Integr Mater Manuf Innov. https://doi.org/10.1007/s40192-020-00169-1
Phan T et al (2019) Elastic strain and stress measurements and corresponding part deflections of 3D AM builds of 15-5 and IN625 AM-Bench artifacts using neutron diffraction, synchrotron X-ray diffraction, and mechanical measurements. Integr Mater Manuf Innov 8(3):318–334
Stoudt M, Williams ME, Claggett S, Heigel JC, Levine LE (2019) Location-specific microstructure within 3D AM builds of 15-5 and IN625 AM-Bench artifacts. Integr Mater Manuf Innov. https://doi.org/10.1007/s40192-020-00172-6
Zhang F, Levine LE, Allen AJ et al (2019) Phase fraction and evolution of additively manufactured (AM) 15–5 stainless steel and inconel 625 AM-bench artifacts. Integr Mater Manuf Innov 8:362. https://doi.org/10.1007/s40192-019-00148-1
Heigel JC, Lane BM, Levine LE, Phan TQ, Whiting J (2019) Thermography of the metal bridge structures fabricated for the 2018 additive manufacturing benchmark test series. J Res Natl Inst Stand Technol 125:125005. https://doi.org/10.6028/jres.125.005
Moylan S, Whitenton E, Lane B, Slotwinski J (2014) Infrared thermography for laser based powder bed fusion additive manufacturing processes. In: 40th annual review of progress in quantitative nondestructive evaluation AIP conference proceedings
Lane B, Whitenton E (Dec 2015) Calibration and measurement procedures for a high magnification thermal camera. National Institute of Standards and Technology, Gaithersburg, MD, NISTIR 8098
Heigel J, Lane B (2017) The effect of powder on cooling rate and melt-pool length measurements using in situ thermographic techniques. In: Proceedings of the 2017 annual international SFF symposium
Montgomery C, Beuth J, Sheridan L, Klinbeil N (2015) Process mapping of Inconel 625 in laser powder bed additive manufacturing. Presented at the solid freeform fabrication symposium, Austin, pp 1195–1204
Vasinonta A, Beuth JL, Griffith M (2007) Process maps for predicting residual stress and melt-pool size in the laser-based fabrication of thin-walled structures. J Manuf Sci Eng 129(1):101–109
Heigel JC, Lane BL, Moylan SP (2016) Variation of emissivity with powder bed fusion build parameters. Presented at the solid freeform fabrication symposium, Austin, pp 1660–1669
Taylor BN, Kuyatt CE (1994) Guidelines for evaluating and expressing the uncertainty of NIST measurement results. NIST technical note 1297
Makino T, Kawasaki H, Kunitomo T (1982) Study of the radiative properties of heat resisting metals and alloys: (1st report, optical constants and emissivities of nickel, cobalt and chromium). Bull JSME 25(203):804–811
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
This document is an official contribution of the National Institute of Standards and Technology (NIST), not subject to copyright in the USA. The full descriptions of the procedures used in this paper require the identification of certain commercial products. The inclusion of such information should in no way be construed as indicating that such products are endorsed by NIST or are recommended by NIST or that they are necessarily the best materials, instruments, software, or suppliers for the purposes described.
Appendix
Appendix
Thermocouple Measurement Method
An additional IN625 build was performed several months after the original AM-Bench experiments with thermocouples located at various locations on the substrate and in the build chamber. This additional build was performed to provide greater insight into the temperature at locations on the substrate and build volume to enable modelers to adequately define the boundary conditions. Note that these thermocouple measurements were not available at the time of the AM-Bench competition. The only differences between this build and the earlier builds are that the laser was replaced and calibrated by the manufacturer, and the build completed 16 min sooner.
A total of 14 thermocouples were included in the build volume, as depicted in Fig. 18. Each thermocouple (Omega GG-K-30 type K) has a measurement uncertainty equal to the larger of 2.2 °C or 0.75%. The signals are acquired using a National Instruments NI 9213 module at a rate of 1 Hz. The thermocouple wires are welded to the steel plate and IN625 substrate using a spot welder. Each wire is stress-relieved using aluminum tape, which is evident in the images in Fig. 18.

The thermocouple measurement setup. a Location of 12 of 13 thermocouples in the build volume. b Powder packed around the IN625 substrate shortly before the build begins. c The viewport on the door with TC 0 and the wire pass-through. d The completed build with powder removed
Table 3 presents the approximate locations of each thermocouple (excluding TC 0) relative to the top front left corner of the IN625 substrate. One thermocouple (labeled TC 0) is attached to the custom door and hangs just above the viewport. This thermocouple is used to measure the temperature of the build chamber environment. Eight thermocouples (TC 1 though TC 8) are welded to the upper and lower edges of the sides of the IN625 substrate. The thermocouples were welded to the top and bottom edges at the mid-point of each side. This placement prevented the thermocouples from interfering with the recoating blade or the larger (250 mm by 250 mm) steel build plate on which the IN625 substrate is bolted. Four thermocouples (TC 9 through TC 12) are welded to the steel build plate, on a line parallel to the X axis that bisects the IN625 substrate. TC 13 is adhered to the frame around the build volume using aluminum tape. This thermocouple, along with those welded to the build plate (TC 9 through TC 12) and those welded to the left and right sides of the substrate (TC 1, 2, 7, and 8), is coplanar.
Substrate Temperature Results
Figure 19 presents an overview of the measurements acquired by all thermocouples. When the build begins, the ambient gas in the build chamber is approximately 32 °C, the frame around the build volume is 49.8 °C, the steel plate is on average 73.9 °C (four thermocouples measuring between 73.1 and 74.5 °C), and the IN625 substrate is on average 73.5 °C (eight thermocouples measuring between 72.2 and 74.6 °C). Although the build plate temperature was set to 80 °C for the build, the steel plate never reached this temperature, and it was not until after the build started and the laser began providing heat to the substrate did a portion of it reach 80 °C. In fact, a majority of the thermocouples remained below the programmed build plate temperature. During the build, the ambient thermocouple (TC 0) increased to a maximum of 38 °C during the build, while the thermocouple attached to the frame around the build volume actually decreased slightly in temperature during the build to 48.5 °C. This decrease in temperature is likely due to the fact that as the build progresses, and the part grows in height, the build platform lowers, thus increasing the distance between it and the location of TC 13.

Overview of the thermocouple measurements. TC 1 through TC 8 are shown in greater detail in Fig. 20
Figure 20 presents the temperature history measured by the thermocouples welded to the IN625 substrate (TC 1 through TC 8). The greater temperature increases occur on the right side (positive X) of the substrate. This likely occurs because the bridge artifacts are positioned closer to this side than any other. There is a clear inflection point at the transitions between the legs and overhangs (Layer 350 at approximately 3.5 h) and between the overhangs and the bridge (Layer 450 at approximately 5 h). During the deposition of the overhang, it appears the temperature increases more rapidly for thermocouples TC 1 through TC 6. Once the bridge begins to build around the fifth hour, the temperature increase is much more gradual and practically reaches a steady state in some instances.

Measurements from thermocouple welded to the IN625 substrate
Rights and permissions
About this article

Cite this article
Heigel, J.C., Lane, B.M. & Levine, L.E. In Situ Measurements of Melt-Pool Length and Cooling Rate During 3D Builds of the Metal AM-Bench Artifacts. Integr Mater Manuf Innov 9, 31–53 (2020). https://doi.org/10.1007/s40192-020-00170-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40192-020-00170-8