
Kinetics of austenite grain growth in the heat affected zone (HAZ) in low-carbon low-alloy steels welded joints is studied. The effect of metal structure and phase composition of the metal section of the near weld region of the heat affected zone (NWR HAZ) on the change in hardness and to brittle failure resistance is evaluated. The maximum nominal austenite grain diameter that provides a standard impact strength value is determined.
Similar content being viewed by others

Brittle failure resistance is one of the main criteria for steel reaction to a thermal welding cycle (TWC) most sensitive to structure and phase composition [1,2,3]. As a rule it is evaluated from test results for impact bending of Charpy type specimens at different test temperatures [4, 5]. In this case for clarity of experiments a procedure of preliminary modeling of a welding thermal cycling is used on specimens for different areas of a heat-affected zone (HAZ) [6]. A result of these tests is determination of the dependence of impact strength on changes in microstructure condition [7, 8]. The possibility has been demonstrated in [8, 9] of providing values of impact strength (KCV−40) not below the standard level with d formation of an almost bainitic structure.
The aim of the work is evaluation of the effect of nominal austenite grain diameter (dy) on metal failure resistance for a heat-affected zone (HAZ) with a bainitic structure. Studies were conducted on low-carbon low-alloy steel with controlled rolling followed by accelerated cooling intended for pipe of strength category K60. Steel has the following chemical composition, %: 0.056 С, 1.54 Mn, 0.25 Si, 0.19 Ni, 0.019 Ti, 0.042 Nb, 0.02 V, 0.15 Cu, 0.0002 B, and 0.004-0.005 N.
The main factors governing metal failure resistance are considered to be austenite grain size, structure, and phase composition. The effect of these factors on metal impact strength in the region to the heat-affected zone (NWR HAZ) has been studied.
Procedure and Equipment
Austenite grain growth kinetics were evaluated in specimens heated in an in an inductor of a high-frequency current (HFC) unit according to the welding heating cycle for the NWR HAZ to different maximum temperatures and fixing the structure by water cooling [10]. The maximum specimen heating temperature was varied in the range 950–1350°C with an interval of 50°C. The heating rate was of the order of 100°C/sec. The average austenite grain diameter was determined by counting intersection of grain boundaries with straight lines in accordance with GOST 5369–82 [11].
Evaluation of the action of welding processes on mechanical properties of HAZ metal (hardness, impacts strength) were performed by simulation using and HFC unit by the procedure in [12]. For this in a series of specimens intended subsequently for impact bending tests the thermal welding cycles was simulated. Maximum specimen heating temperatures were varied from 950 to 1350°C with a cooling rate (w8−5) of 25–30°C/sec.
A Meiji Techno optical microscope was used in order to determine the structure and phase composition. A DuraScan model hardness meter and an Instron 450MPX machine were used in order to determine hardness and impact strength values for test specimens. A study of a failure surface after testing for impact bending was performed using a Phenom Pro X scanning microscope.
The microstructure of test steel basic metal is shown in Fig. 1. It is seen that the basic metal microstructure consists of polygonal ferrite in an amount of 60–70% and a ferrite-carbide mixture of different fineness. The average ferrite grain diameter (df) was of the order of 3–5 μm.

Test steel basic metal microstructure obtained by optical (a) and electron (b) microscopy.
Curves are provided in Fig. 2 for the change in austenite grain nominal diameter (dy) for the test steel and the rate of its increase in relation to maximum heating temperature in the HAZ. It is seen that rapid austenite grain growth commences with heating above 1175°C. With a heating temperature typical for the NWR HAZ (≈ 1300–1350°C) the maximum austenite nominal grain diameter reaches 105 μm. This indicates that the steel in question during welding is inclined towards austenite grain growth that may facilitate a reduction in impact strength, especially the NWR HAZ metal.

Curves for the change in austenite grain diameter (1) and growth rate (2).
A structural diagram of the test steel NWR HAZ is given in Fig. 3 in which curves are shown for the change in hardness (HV10 hardness measurement) and impact strength (KCV−40) in relation to metal cooling rate w8−5.

Structural diagram and microstructure of NWR HAZ metal of test steel in relation to alloy cooling rate.
It is seen from the data provided that an increase in cooling rate (w8−5) from 2 to 60°C/sec has a considerable effect on the change in NWR HAZ structure and phase composition. This is expressed as a reduction in ferritic phase content and formation of a bainitic structure containing up to 20% martensitic structure with w8−5 = 60°C/sec. In this case hardness values increase from 200 to 265 HV 10.
In addition, the change noted in structure and phase composition not only has a significant effect on NWR HAZ metal impact strength. Values of brittle failure resistance over the whole cooling rate range remained below the standard level (50 J/cm2) and varied within the limits from 8 to 23 J/cm2. This indicates that with a quite large nominal austenite grain diameter (dy ≈ 105 μm) it is not possible by controlling the structure and phase composition to increase to the standard level the NWR HAZ metal resistance to brittle failure.
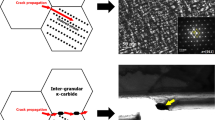
Analysis of the dependence of the change in KCV−40 on austenite grain size (Fig. 4) showed that impact strength values remain stably high (more than 300 J/cm2) until dy exceeds 40 μm. With dy = 40 μm the value of KCV−40 = 305–317 J/cm2. A further increase in austenite grain size facilitates a sharp reduction in impact strength. With dy = 50 μm the scatter of its values is quite high and it is 25–195 J/cm2. For specimens with KCV−40 values less than the standard level a change is observed in the failure micro-mechanism from almost ductile (Fig. 5a) to brittle transcrystalline (see Fig. 5b). Grains of this size form in a quite narrow maximum heating temperature range 1200–1250°C (Fig. 6), which with w8−5 = 25–30°C/sec makes it possible to form a similar structure and phase composition (see Fig. 3).

Dependence of impact strength on austenite grain size in HAZ.

Impact specimen HAZ metal failure surface fractograms: (a) ductile failure; (b) brittle failure.

Curves for the change in HAZ austenite grain size and impact strength in relation to metal heating temperature.
Combination of curves for the change in impact strength and austenite grain size (see Fig. 6) shows that the maximum acceptable grain size (not more than 45 μm) with which the required level of impact strength is provided forms in the HAZ region with a maximum heating temperature below 1240°C.
Conclusion
It has been determined that for the test steel the maximum austenite grain diameter with which it is possible to provide stable values for impact strength (KCV−40) of the NWR HAZ metal at a level not below the standard specifications is about 45 μm.
With an austenite grain size larger than 45 μm an increase in impact strength values due to controlling metal cooling rate for the NWR HAZ not effective.
In order to resolve problems of providing impact strength test steel welding should be desirably conducted by methods with the least heat input or to fulfil subsequent welded joint complete recrystallization.
References
Zhang Ying-qiao, Zhang Han-qian, LiIin-fu, and Liu Wei-ruing, “Effect of heat input on microstructure and toughness of coarse grain heat affected zone in Nb microalloyed HSLA steels,” J. Iron and Steel Research International,16, 73–80 (2009).
P. Layus, P. Kah, E. Khlusova, and V. Orlov, “Study of the sensitivity of high-strength cold-resistant shipbuilding steels to thermal cycle of arc welding,” Intern. J. Mech. and Mater. Eng.,13, No. 3 (2018).
A. A. Rybakov, T. N. Filipchuk, V. A. Kostin, and V. V. Zhukov, “Effect of micro-alloyed steel chemical composition and HAZ metal cooling rate for a pipe joint on its structure and impact strength,” Avtomat. Svarka, No. 9, 10–18 (2013).
GOSТ 6996–66. Welded Joints. Mechanical Property Determination Methods, IPK Izd. Standartov, Moscow (1967).
I. Yu. Yutkin, I. I. Frantov, and D. V. Domov, “Effect of chromium and nickel on properties of heat-affected zone during welding of niobium-containing steels of strength category X70,” Metallurg, No. 7, 32–37 (2015).
L. A. Efimenko, T. S. Esiev, D. V. Ponamarenko, S. V. Sevost’yanov, and I. Yu. Utkin, “Effect of heat treatment on impact strength of pipe welded joint metal made by multi-arc welding under flux,” Metallurg., No. 3, 59–63 (2018).
A. A. Rybakov, T. N. Filipchuk, V. A. Kostin, “Features of microstructure and impact strength of pipe welded joint metal for highstrength steel with niobium and molybdenum,” Avtomat. Svarka, No.3-4, 17–24 (2015).
V. I. Stolyarov, I. Yu. Pyshmintsev, L. A. Efimenko, O. Yu. Elagina, Yu. D. Morozov, et al., “Weldability of high-strength steel for large diameter gas pipes,” Probl. Chern. Met. Materialoved., No. 3, 39–47 (2008).
Zhixiong Zhu, Jian Han, Huijun Li, and Cheng Lu, “High temperature processed high Nb X80 steel with excellent heat-affected zone toughness,” Materials Letters,163, 171–174 (2016).
L. A. Efimenko, A. O. Merkulova, O. S. Puiko, and A. A. Shchekalova, “Study of the effect of heat treatment regime for pipeline connectors made of high-strength steels on the change in strength properties,” Territoriya Neftegaz, No. 8, 76–82 (2015).
GOSТ 5639–82. Methods for Revealing and Determining Grain Size, IPK Izd. Standartov.
L. A. Efimenko, O. E. Kapustin, A. A. Ramus’, and R. O. Ramus’, “Control of heat affected zone weakening during high-strength steel welding,” Metalloved. Term. Obrabotka Metallov, No. 7, 55 (2016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 64, No. 4, pp. 62–65, April, 2020.
Rights and permissions
About this article

Cite this article
Efimenko, L.A., Ponamarenko, D.V., Utkin, I.Y. et al. Study of the Effect of Austenite Grain Inclination Towards Growth on Impact Strength of Low-Carbon Low-Alloy Steel Welded Joint Heat-Affected Zone. Metallurgist 64, 342–347 (2020). https://doi.org/10.1007/s11015-020-01001-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-020-01001-z