
Abstract
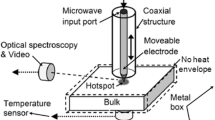
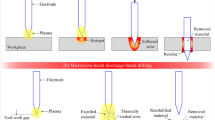
Application of microwave energy at 2.45 GHz frequency has the potential to provide thermal energy-based alternative solution to drilling of glass in the sub-millimeter domain. In this process, the concentrated microwave energy around a concentrator (tool) is utilized to melt or ablate the target material from the workpiece. The present study discusses the effect of parameters like tool shape, tool immersion depth, feed rate, and machining gap on the quality of hole in terms of thermal damage, overcut, and amount of material removed while drilling borosilicate glass using a graphite concentrator. It was found that the concentrator with a conical tip performs better compared to the concentrator with cylindrical tip due to concentration of thermal energy at the tip. Further, it was observed that the thermal damage, overcut, and amount of material removed decrease with the increase in immersion depth and feed rate. A machining gap (~ 300 μm) between the concentrator tip and the workpiece is essential as it facilitates flushing the glass residue from the machining zone. Effective flushing also reduces thermal damage and roundness error around the hole drilled. However, overcut and amount of material removed increases with increase in the machining gap due to increased plasma zone area and interaction time between plasma and the workpiece. The results of heat-affected zone obtained from this research were significantly less compared to that in published results. The approach was found to be promising while drilling borosilicate glass, though further study will be needed to improve precision.
















Similar content being viewed by others

Abbreviations
- E :
-
Electric field vector at any local point r (V m−1)
- H :
-
Magnetic field vector at any local point r (A m−1)
- d 1 :
-
diameter of the concentrator
- d 2 :
-
diameter of the hole drilled
- A HAZ :
-
Area containing cracks, resolidified layer, carbon deposits including the hole
- A hole :
-
Area of the hole
- w 1 :
-
weight of the glass plate before machining
- w 2 :
-
weight of the glass plate after machining
- A :
-
Immersion depth
- B :
-
Feed rate
- C :
-
Machining gap
- t :
-
Machining time
- T :
-
Temperature
- N e :
-
Number of electrons
- e :
-
Charge on an electron (C)
- m e :
-
Mass of an electron
- k :
-
Boltzmann constant
- ρ :
-
Material density (kg m−3)
- ω :
-
Angular frequency (rad s−1)
- μ″ :
-
Magnetic loss factor (H m−1)
- ε″:
-
Dielectric loss factor (F m−1)
- σ e :
-
Electrical conductivity (S m−1)
- σ i :
-
Ionic conductivity (S m−1)
- ε 0 :
-
permittivity of vacuum
- μ r :
-
relative permeability
- ε r :
-
relative permittivity
- k 0 :
-
wave number in free space
- ϑ m, e :
-
Electron’s collision frequency (A m−2)
References
Su JC, Kao JY, Tarng YS (2004) Optimisation of the electrical discharge machining process using a GA-based neural network. Int J Adv Manuf Technol 24(1-2):81–90
Dvivedi A, Kumar P (2007) Surface quality evaluation in ultrasonic drilling through the Taguchi technique. Int J Adv Manuf Technol 34:131–140
Mistry V, James S (2018) Finite element analysis and simulation of liquid-assisted laser beam machining process. Int J Adv Manuf Technol 94:2325–2331
Kamaraj AB, Jui SK, Cai Z, Sundaram MM (2015) A mathematical model to predict overcut during electrochemical discharge machining. Int J Adv Manuf Technol 81:685–691
Wei C, Xu K, Ni J, Brzezinski AJ, Hu D (2011) A finite element based model for electrochemical discharge machining in discharge regime. Int J Adv Manuf Technol 54:987–995
Jerby E, Dikhtyar V, Aktushev O, Grosglick U (2002) The microwave drill. Science. 298:587–589
Jerby E, Thompson AM (2004) Microwave drilling of ceramic thermal-barrier coatings. J Am Ceram Soc 10:308–310
Jerby E, Aktushev O, Dikhtyar V (2005) Theoretical analysis of the microwave-drill near-field localized heating effect. J Appl Phys 97(3):034909
Eshet Y, Mann RR, Anaton A, Yacoby T, Gefen A, Jerby E (2006) Microwave drilling of bones. IEEE Trans Biomed Eng 53:1174–1182
Meir Y, Jerby E (2012) Localized rapid heating by low-power solid-state microwave drill. IEEE Trans Microw Theory Tech 60:2665–2672
Jerby E, Nerovny Y, Meir Y et al (2017) A silent microwave drill for deep holes in concrete. IEEE Trans Microw Theory Tech 66:522–529
Lautre NK, Sharma AK, Pradeep K, Das S (2015) A simulation approach to material removal in microwave drilling of soda lime glass at 2.45 GHz. Appl Phys A Mater Sci Process 120:1261–1274
Lautre NK, Sharma AK, Kumar P, Das S (2015) A photoelasticity approach for characterization of defects in microwave drilling of soda lime glass. J Mater Process Technol 225:151–161
Lautre NK, Sharma AK, Das S, Kumar P (2015) On crack control strategy in near-field microwave drilling of soda lime glass using precursors. J Therm Sci Eng Appl 7:041001
Kumar G, Sharma AK (2018) Role of dielectric fluid and concentrator material in microwave drilling of borosilicate glass. J Manuf Process 33:184–193
Singh T, Dvivedi A (2018) On performance evaluation of textured tools during micro-channeling with ECDM. J Manuf Process 32:699–713
Maillard P, Despont B, Bleuler H, Wüthrich R (2007) Geometrical characterization of micro-holes drilled in glass by gravity-feed with spark assisted chemical engraving (SACE). J Micromechanics Microengineering 17:1343–1349
Abou Ziki JD, Wüthrich R (2015) The machining gap during constant velocity-feed glass micro-drilling by Spark Assisted Chemical Engraving. J Manuf Process 19:87–94
Goud M, Sharma AK, Jawalkar C (2016) A review on material removal mechanism in electrochemical discharge machining (ECDM) and possibilities to enhance the material removal rate. Precis Eng 45:1–17
Wüthrich R, Spaelter U, Wu Y, Bleuler H (2006) A systematic characterization method for gravity-feed micro-hole drilling in glass with spark assisted chemical engraving (SACE). J Micromechanics Microengineering 16:1891–1896
Bradley L, Li L, Stott F (2000) Flame-assisted laser surface treatment of refractory materials for crack-free densification. Mater Sci Eng A 278:204–212
Triantafyllidis D, Bernstein JR, Li L, Stott FH (2003) Dual laser beam modification of high alumina ceramics. J Laser Appl 15:49–54
Akarapu R, Segall AE (2006) Numerical simulations of an active-stressing technique for delaying fracture during cutting of alumina. J Manuf Sci Eng 128:921–927
Bhattacharya M, Basak T (2016) A review on the susceptor assisted microwave processing of materials. Energy 97:306–338
Chung CK, Lin SL (2010) CO2 laser micromachined crackless through holes of Pyrex 7740 glass. Int J Mach Tools Manuf 50:961–968
Gupta M, Leong EWW (2008) Microwaves and metals. Wiley, Hoboken
Balanis CA (1999) Advanced engineering electromagnetics. Wiley, Hoboken
Xi W, Tinga W (1993) Error analysis and permittivity measurements with re-entrant high-temperature dielectrometer. J Microw Power Electromagn Energy 28:104–112
Mishra RR, Sharma AK (2016) Microwave-material interaction phenomena: heating mechanisms, challenges and opportunities in material processing. Compos Part A Appl Sci Manuf 81:78–97
Tamang S, Aravindan S (2019) 3D numerical modelling of microwave heating of SiC susceptor. Appl Therm Eng 162:114250
Mishra RR, Sharma AK (2016) On melting characteristics of bulk Al-7039 alloy during in-situ microwave casting. Appl Therm Eng 111:660–675
Mishra RR, Sharma AK (2017) Effect of susceptor and mold material on microstructure of in-situ microwave casts of Al-Zn-Mg alloy. Mater Des 131:428–440
Kothandaraman CP (2004) Heat and mass transfer data book. New Age International, New Delhi
Streeter VL (1961) Handbook of fluid dymanics. McGraw-Hill, New York
Qian YH, Su W, Huang Y Bin, Zhong ZS (2015) Influence of hydrogenated transformer oil on construction materials inside transformer. IEEE Trans Dielectr Electr Insul 22:1588–1593.
Kohtoh M, Kaneko S, Okabe S, Amimoto T (2009) Aging effect on electrical characteristics of insulating oil in field transformer. IEEE Trans Dielectr Electr Insul 16:1698–1706
Dikhtyar V, Jerby E (2006) Fireball ejection from a molten hot spot to air by localized microwaves. Phys Rev Lett 96:1–4
Pozar DM (2009) Microwave engineering. Wiley, Hoboken
Mujumdar SS, Curreli D, Kapoor SG, Ruzic D (2014) A model of micro electro-discharge machining plasma discharge in deionized water. J Manuf Sci Eng 136:031011
Lieberman MA, Alan JL (2005) Principles of plasma discharges and materials processing. Wiley, Hoboken
Jalali M, Maillard P, Wüthrich R (2009) Toward a better understanding of glass gravity-feed micro-hole drilling with electrochemical discharges. J Micromechanics Microengineering 19:045001
Goud M, Sharma AK (2017) A three-dimensional finite element simulation approach to analyze material removal in electrochemical discharge machining. Proc Inst Mech Eng Part C J Mech Eng Sci 231:2417–2428
Al-Wakeel HB, Karim ZAA, Al-Kayiem HH (2016) A technique for localized rapid soot oxidation using metal aided microwave radiation. IEEE Trans Microw Theory Tech 64:37–43
Zhu S, Lu YF, Hong MH (2001) Laser ablation of solid substrates in a water-confined environment. Appl Phys Lett 79:1396–1398
Al-Wakeel HB, Abdul Karim ZA, Al-Kayiem HH (2014) Electric field prediction using micro-plasma inside a microwave cavity for soot oxidation. MATEC Web Conf 13:2–6
Jerby E, Aktushev O, Dikhtyar V, et al (2004) Microwave drill applications for concrete, glass and silicon. Proc 4th World Congr Microw Radio-Frequency Appl 156–165.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
Rights and permissions
About this article

Cite this article
Kumar, G., Sharma, A.K. On processing strategy to minimize defects while drilling borosilicate glass with microwave energy. Int J Adv Manuf Technol 108, 3517–3536 (2020). https://doi.org/10.1007/s00170-020-05563-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05563-9