Optimizing Replaced Nozzle Diameter of Abrasive Blasting Systems Using Experiment Technique Design

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Methodology
3. Experimental Work
4. Results and Discussions
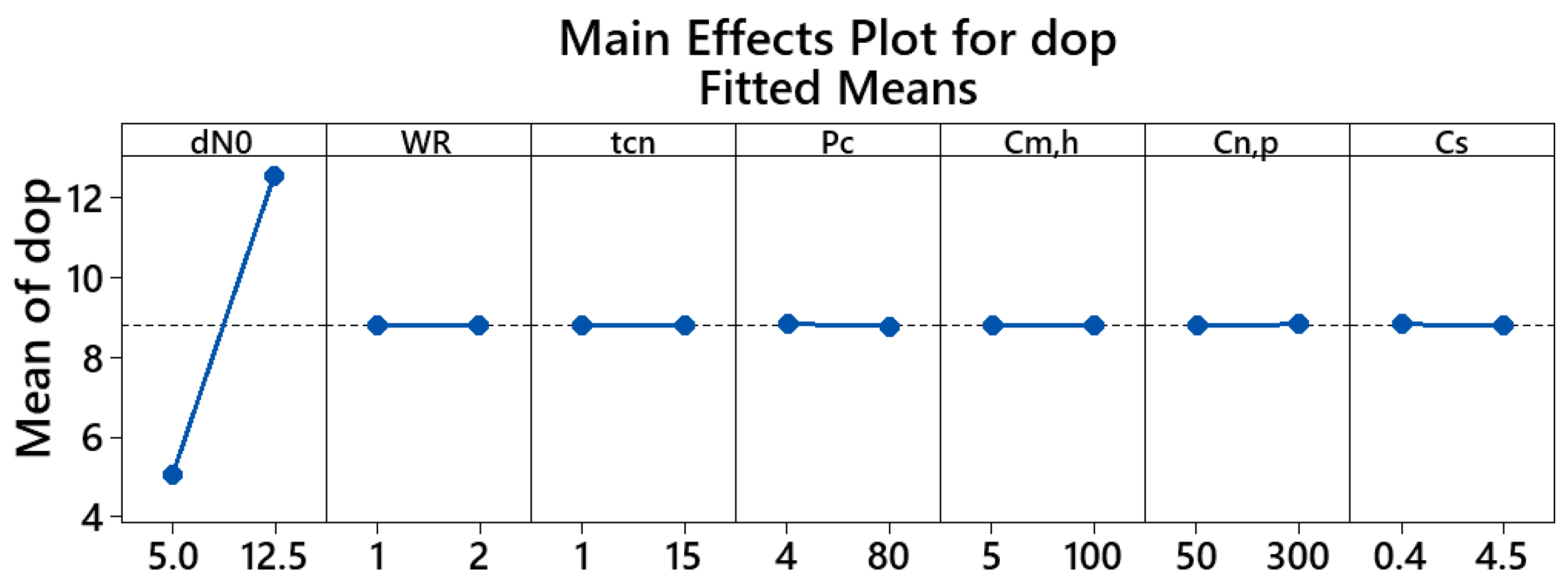
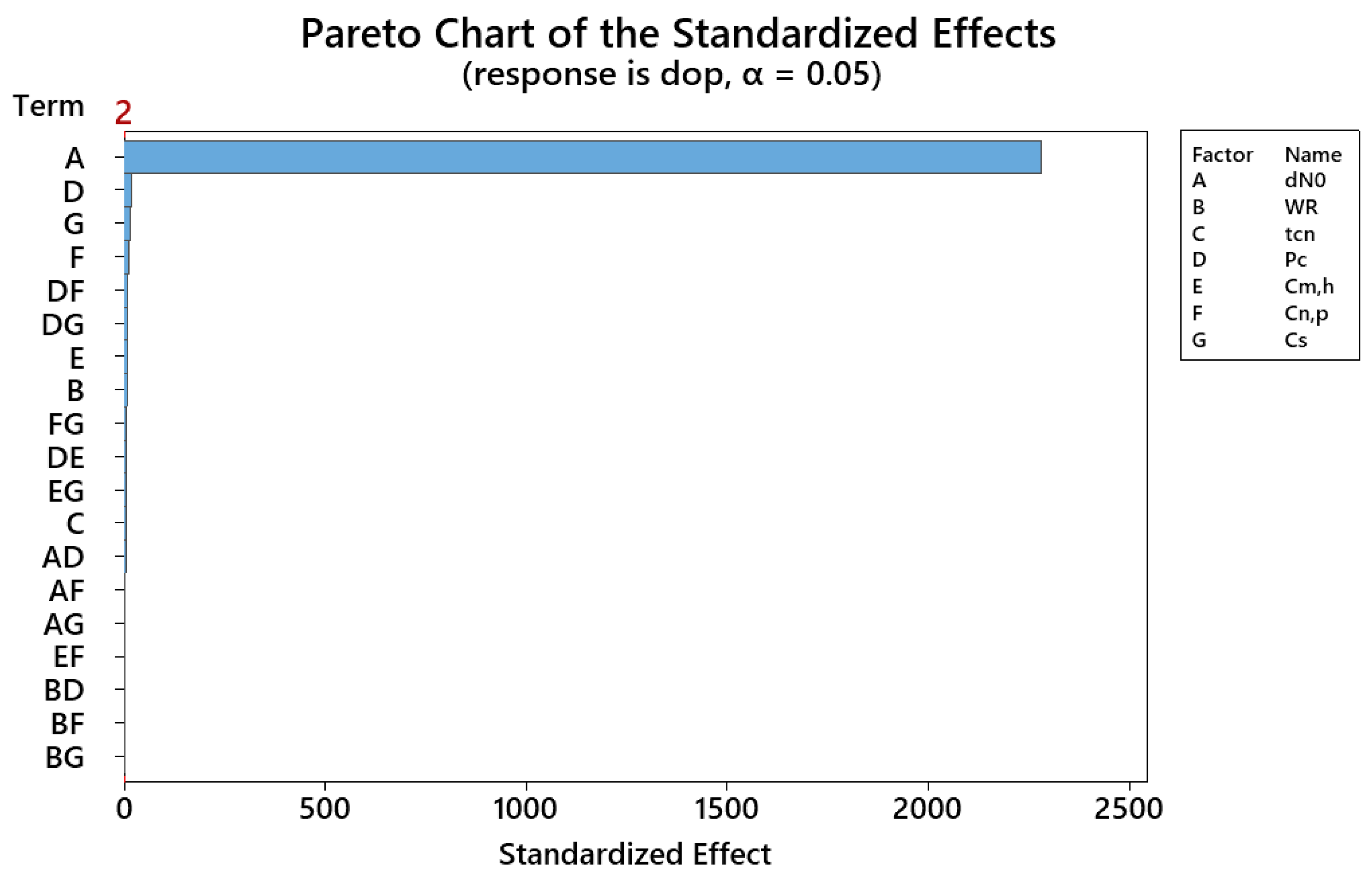
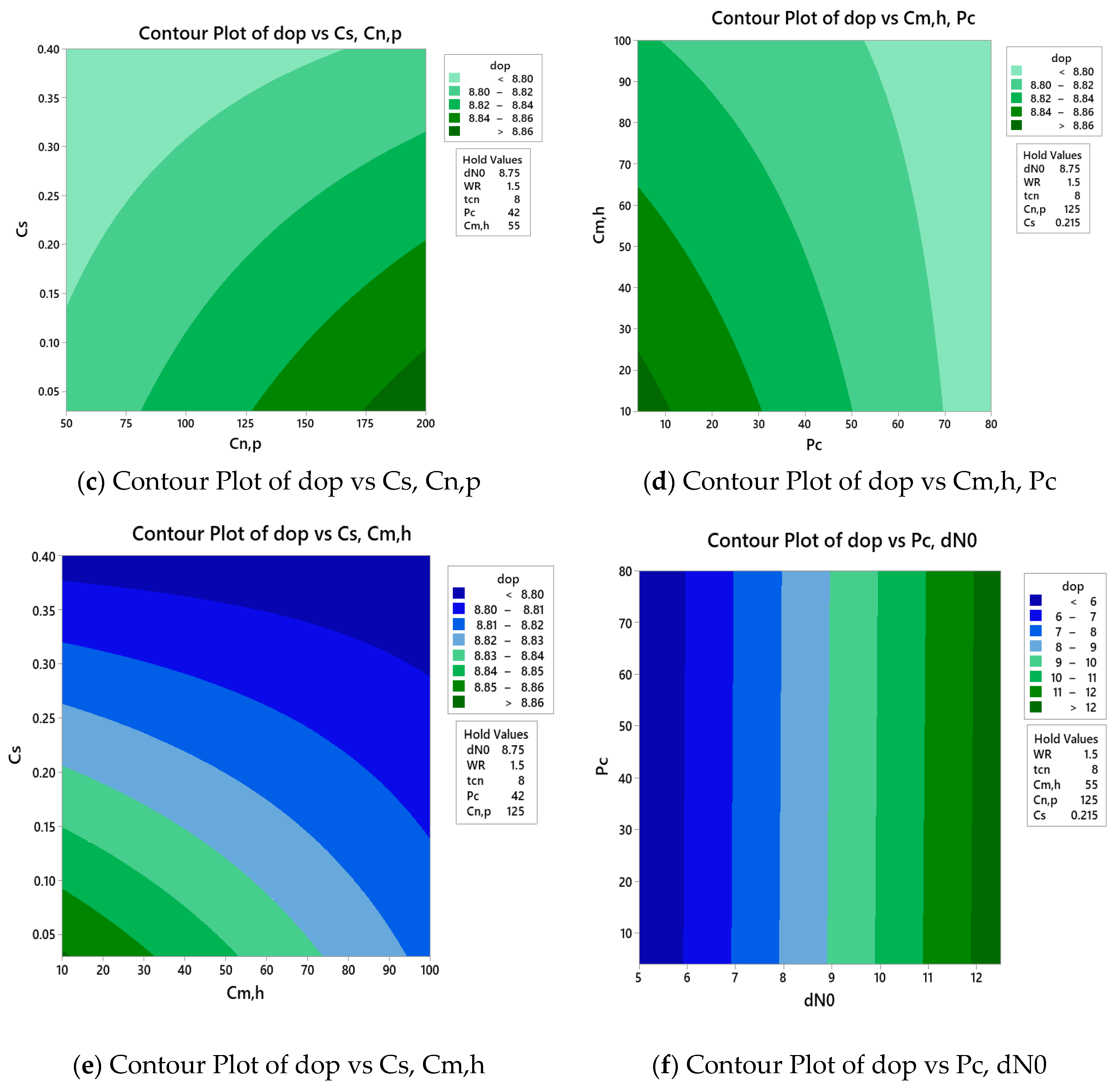
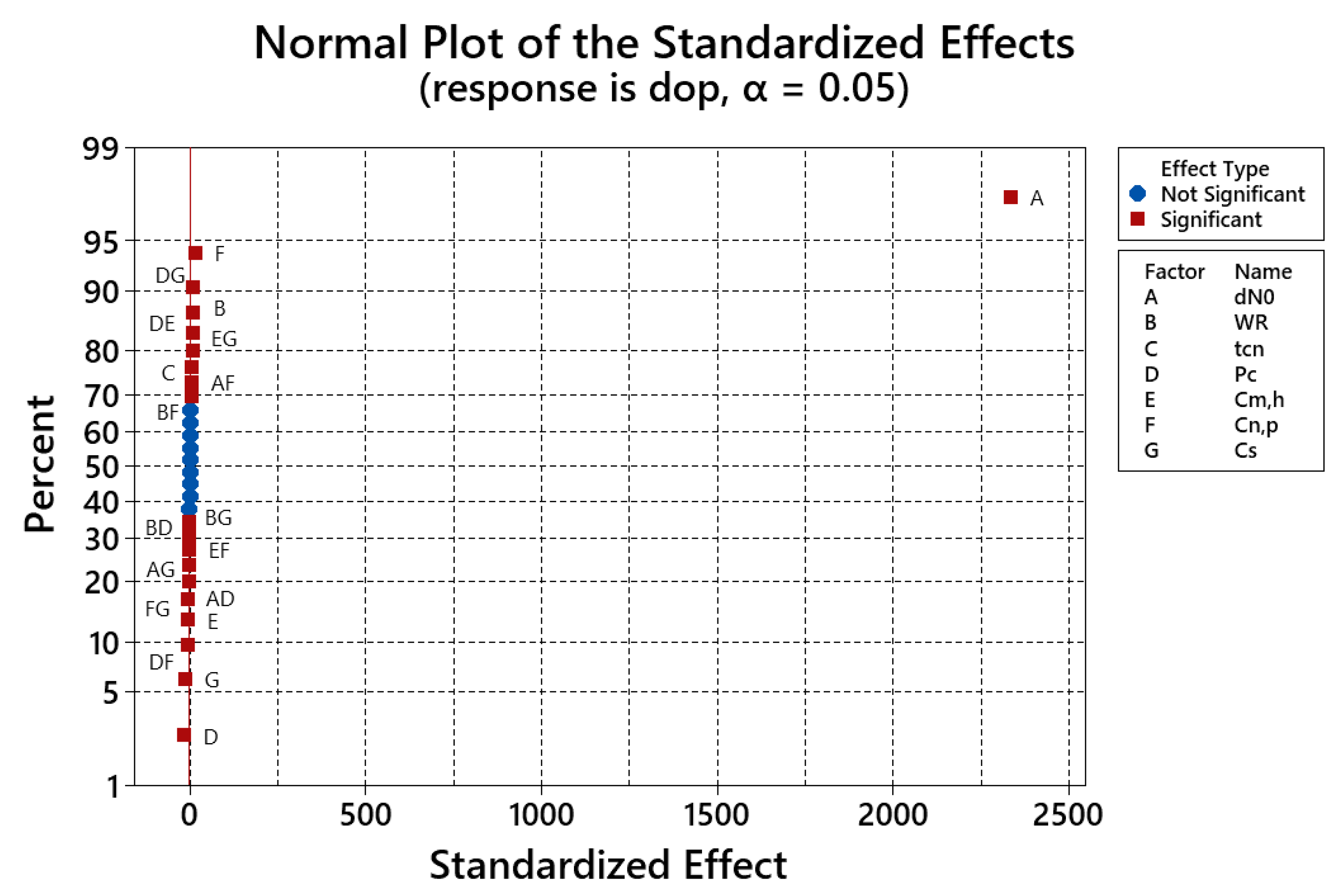
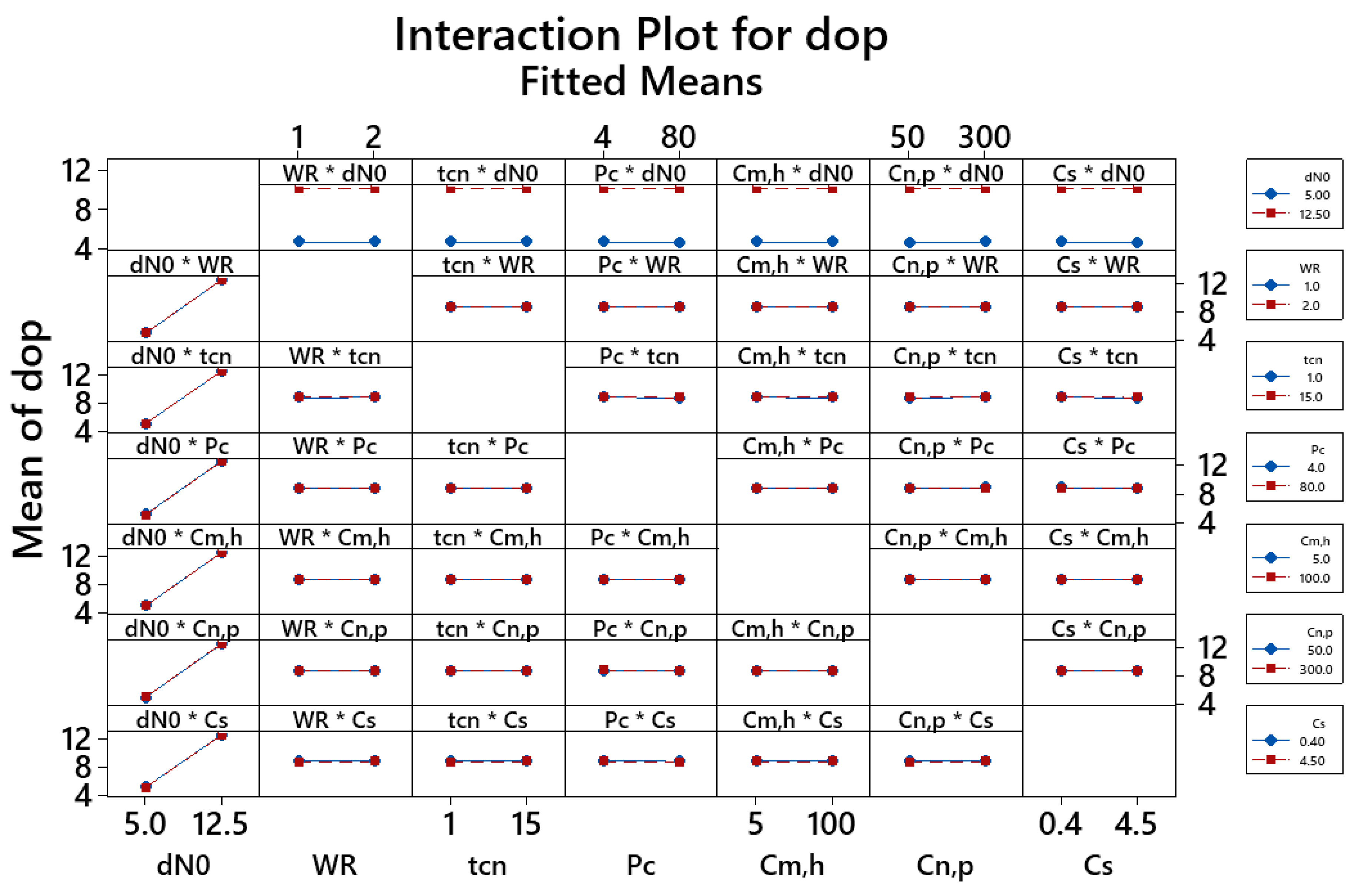
4.1. The Influence of Main Parameters and Their Interactions
4.2. The Proposed Regression Model of the Response
4.3. Analysis of Variance (ANOVA)
4.4. Validation of Proposed Model
4.5. Benefits of Using Optimum Replaced Nozzle Diameter
5. Conclusions
- ✓
- The initial nozzle diameter (dN0) has the strongest impact on the optimum initial nozzle diameter (dop), while the remaining input parameters have little effects.
- ✓
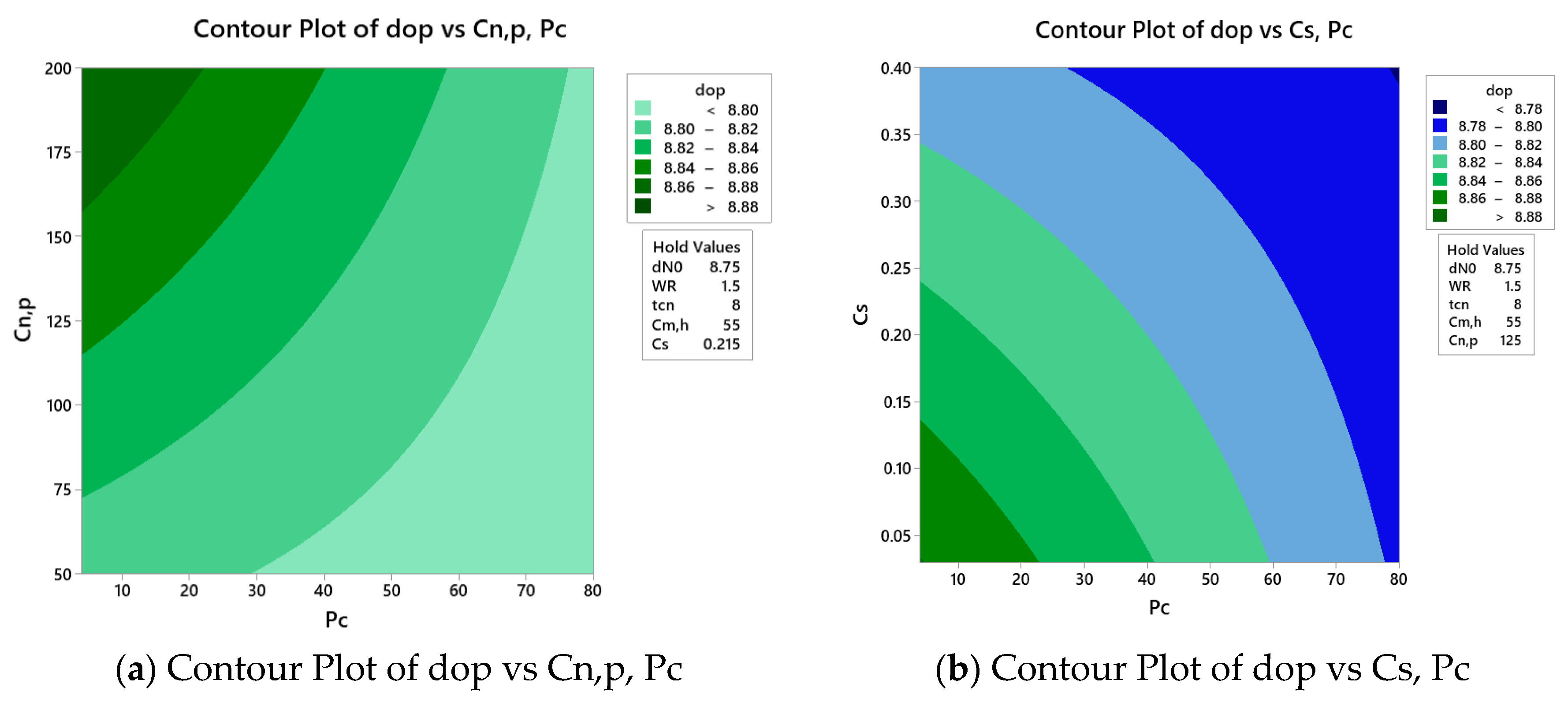
- The interactions of some input parameters have important impacts on the optimum initial nozzle diameter.
- ✓
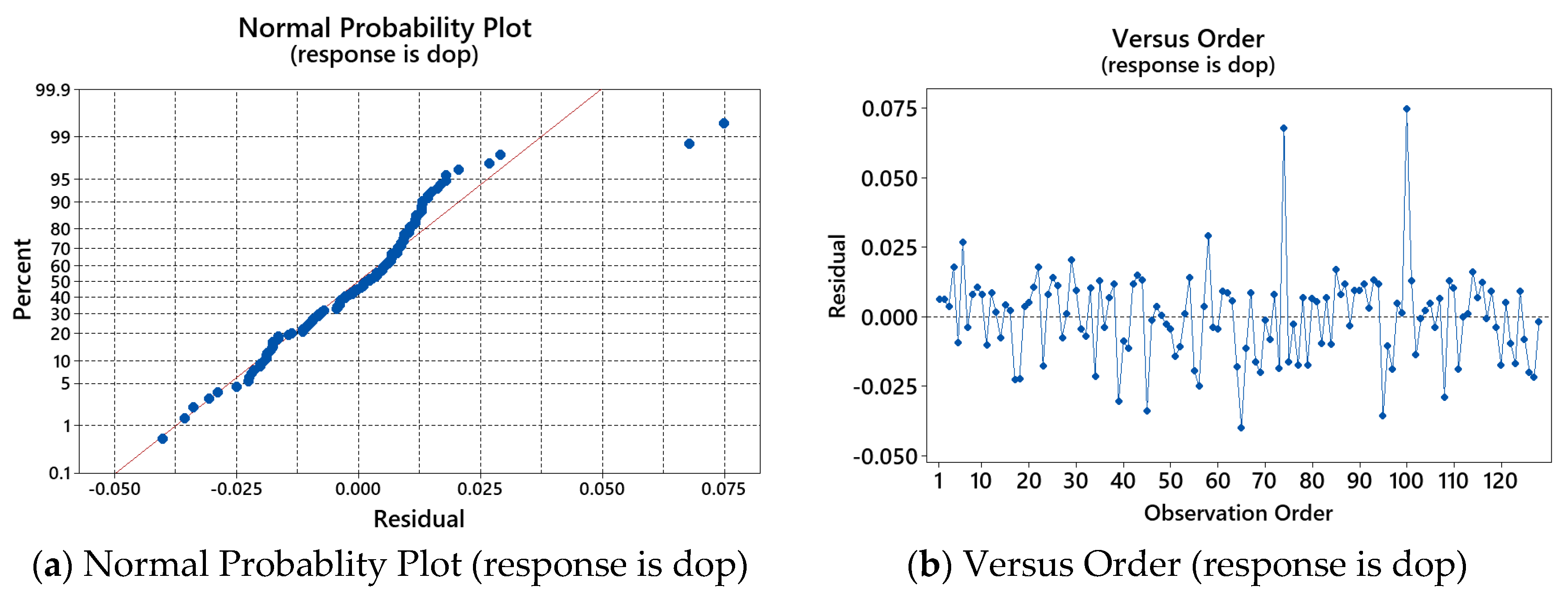
- The factors of normal plots and versus observation plots show that the proposed regression model is mostly insistent to the experimental data, which are randomly distributed.
- ✓
- The fitness between the data and the proposed model is reliable, which serves as an important base for deeper research. This can be used to calculate the optimum initial nozzle diameter of blasting systems to minimize the cleaning cost.
Author Contributions
Funding
Conflicts of Interest
References
- Kura, B.; Kambham, K.; Sangameswaran, S.; Potana, S. Atmospheric particulate emissions from dry abrasive blasting using coal slag. J. Air. Waste. Manag. Assoc. 2006, 56, 1205–1215. [Google Scholar] [CrossRef] [Green Version]
- Global Abrasives Market Report. 2020. Available online: https://www.esherpamarketreports.com/reports/%EF%BB%BFglobal-abrasives-market-report-2020/ (accessed on 7 April 2020).
- Pi, V.N.; Hoogstrate, A.M. Cost Optimization of Abrasive Blasting Systems: A New and Effective Way for Using Blasting Nozzles. Key Eng. Mater. 2007, 329, 323–328. [Google Scholar] [CrossRef]
- Pi, V.N. Profit Optimization of Abrasive Blasting Systems. Key Eng. Mater. 2008, 389, 392–397. [Google Scholar] [CrossRef]
- Pi, V.N.; Duc, T.M. A Study on Multi-Objective Optimization of Abrasive Blasting Systems. Adv. Mater. Res. 2010, 126, 29–34. [Google Scholar] [CrossRef]
- Pi, V.N.; Chinh, P.C. A Study on Cost Optimization of Steel Shot Blasting Systems. Appl. Mech. Mater. 2011, 52, 568–572. [Google Scholar] [CrossRef]
- Muthuramalingam, T. Effect of diluted dielectric medium on spark energy in green EDM process using TGRA approach. J. Clean. Prod. 2019, 238, 117894. [Google Scholar] [CrossRef]
- Huo, J.; Liu, S.; Wang, Y.; Muthuramalingam, T.; Pi, V.N. Influence of process factors on surface measures on electrical discharge machined stainless steel using TOPSIS. Mater. Res. Express 2019, 6, 086507. [Google Scholar] [CrossRef]
- Muthuramalingam, T. Measuring the influence of discharge energy on white layer thickness in electrical discharge machining process. Measurement 2019, 131, 694–700. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. Enhancing the surface quality by iso pulse generator in EDM process. Adv. Mater. Res. 2013, 622, 380–384. [Google Scholar] [CrossRef]
- Geethapriyan, T.; Kalaichelvan, K.; Muthuramalingam, T. Multi Performance Optimization of Electrochemical Micro-Machining Process Surface Related Parameters on Machining Inconel 718 using Taguchi-grey relational analysis. La Metall. Ital. 2016, 4, 13–19. [Google Scholar]
- Geethapriyan, T.; Kalaichelvan, K.; Muthuramalingam, T. Influence of coated tool electrode on drilling Inconel alloy 718 in Electrochemical micro machining. Procedia CIRP 2016, 46, 127–130. [Google Scholar] [CrossRef] [Green Version]
- Tung, L.A.; Hong, T.T.; Van Cuong, N.; Muthuramalingam, T.; Phan, N.H.; Hung, L.X.; Vu, N.P.A. Study on optimization of manufacturing time in external cylindrical grinding. In Proceedings of the International Conference on Engineering Research and Applications, Thai Nguyen, Vietnam, 1–2 December 2019; Springer: Cham, Switzerland, 2019; pp. 121–129. [Google Scholar]
- Tran, T.H.; Luu, A.T.; Nguyen, Q.T.; Le, H.K.; Nguyen, A.T.; Hoang, T.D.; Vu, N.P. Optimization of Replaced Grinding Wheel Diameter for Surface Grinding Based on a Cost Analysis. Metals 2019, 9, 448. [Google Scholar] [CrossRef] [Green Version]
- Tran, T.H.; Le, X.H.; Nguyen, Q.T.; Le, H.K.; Hoang, T.D.; Luu, A.T.; Vu, N.P. Optimization of replaced grinding wheel diameter for minimum grinding cost in internal grinding. Appl. Sci. 2019, 9, 1363. [Google Scholar] [CrossRef] [Green Version]
- Ramamurthy, A.; Sivaramakrishnan, R.; Muthuramalingam, T. Taguchi-Grey Computation Methodology for Optimum Multiple Performance Measures on machining Titanium alloy in WEDM Process. Indian J. Eng. Mater. Sci. 2015, 22, 181–186. [Google Scholar]
- Muthuramalingam, T.; Ramamurthy, A.; Sridharan, K.; Ashwin, S. Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater. Res. Express 2018, 5, 126503. [Google Scholar] [CrossRef]
- Norton Sand Blasting Equipment, Nozzle Selection Guide and Information. Available online: http://www.nortonsandblasting.com/nsbnozzles2.html (accessed on 7 April 2020).
- Abrasive Blast Nozzles. Available online: https://www.surfacefinishingcompany.com/wp-content/uploads/2009/10/Kennametal-Abrasive-Flow-Products-Catalog.pdf (accessed on 8 April 2020).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Real Factor | Minitab®19 | Name | Unit | Low | High |
|---|---|---|---|---|---|
| Initial nozzle diameter | A | mm | 5 | 12.5 | |
| Nozzle wear rate per hour | B | 10−3 mm/h | 1 | 2 | |
| Time for changing a nozzle | C | min | 1 | 15 | |
| Compressor power | D | kW | 4 | 80 | |
| Machine cost per hour | E | USD/h | 5 | 30 | |
| Nozzle cost per piece | F | USD/piece | 20 | 120 | |
| Cost of sand | K | USD/kg | 0.06 | 0.3 |
| Run Order | CenterPt | Blocks | dN0 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 5 | 1 | 15 | 80 | 100 | 50 | 0.4 | 5.03 |
| 2 | 1 | 1 | 12.5 | 1 | 15 | 4 | 100 | 300 | 4.5 | 12.58 |
| 3 | 1 | 1 | 5 | 1 | 15 | 4 | 5 | 50 | 4.5 | 5.03 |
| 4 | 1 | 1 | 5 | 2 | 1 | 4 | 5 | 300 | 0.4 | 5.22 |
| 5 | 1 | 1 | 5 | 1 | 15 | 4 | 100 | 300 | 0.4 | 5.08 |
| 6 | 1 | 1 | 12.5 | 1 | 15 | 4 | 5 | 300 | 0.4 | 12.75 |
| 127 | 1 | 1 | 5 | 2 | 15 | 80 | 100 | 50 | 4.5 | 5.04 |
| 128 | 1 | 1 | 12.5 | 1 | 15 | 4 | 5 | 50 | 4.5 | 12.55 |
| Term | Effect | Coef | SE Coef | T-Value | p-Value | VIF |
|---|---|---|---|---|---|---|
| Constant | 8.81664 | 0.00165 | 5336.88 | 0.000 | ||
| dN0 | 7.52984 | 3.76492 | 0.00165 | 2278.98 | 0.000 | 1.00 |
| WR | 0.02297 | 0.01148 | 0.00165 | 6.95 | 0.000 | 1.00 |
| tcn | 0.01578 | 0.00789 | 0.00165 | 4.78 | 0.000 | 1.00 |
| Pc | −0.05641 | −0.02820 | 0.00165 | −17.07 | 0.000 | 1.00 |
| Cm,h | −0.02359 | −0.01180 | 0.00165 | −7.14 | 0.000 | 1.00 |
| Cn,p | 0.04297 | 0.02148 | 0.00165 | 13.00 | 0.000 | 1.00 |
| Cs | −0.04484 | −0.02242 | 0.00165 | −13.57 | 0.000 | 1.00 |
| dN0 × Pc | −0.01359 | −0.00680 | 0.00165 | −4.11 | 0.000 | 1.00 |
| dN0 × Cn,p | 0.01078 | 0.00539 | 0.00165 | 3.26 | 0.001 | 1.00 |
| dN0 × Cs | −0.01078 | −0.00539 | 0.00165 | −3.26 | 0.001 | 1.00 |
| WR × Pc | −0.00984 | −0.00492 | 0.00165 | −2.98 | 0.004 | 1.00 |
| WR × Cn,p | 0.00766 | 0.00383 | 0.00165 | 2.32 | 0.022 | 1.00 |
| WR × Cs | −0.00703 | −0.00352 | 0.00165 | −2.13 | 0.036 | 1.00 |
| Pc × Cm,h | 0.02172 | 0.01086 | 0.00165 | 6.57 | 0.000 | 1.00 |
| Pc × Cn,p | −0.02797 | −0.01398 | 0.00165 | −8.47 | 0.000 | 1.00 |
| Pc × Cs | 0.02672 | 0.01336 | 0.00165 | 8.09 | 0.000 | 1.00 |
| Cm,h × Cn,p | −0.01016 | −0.00508 | 0.00165 | −3.07 | 0.003 | 1.00 |
| Cm,h × Cs | 0.02016 | 0.01008 | 0.00165 | 6.10 | 0.000 | 1.00 |
| Cn,p × Cs | −0.02203 | −0.01102 | 0.00165 | −6.67 | 0.000 | 1.00 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 19 | 1814.74 | 95.51 | 273412.53 | 0.000 |
| Linear | 7 | 1814.62 | 259.23 | 742072.82 | 0.000 |
| dN0 | 1 | 1814.35 | 1814.35 | 5193742.81 | 0.000 |
| WR | 1 | 0.02 | 0.02 | 48.33 | 0.000 |
| tcn | 1 | 0.01 | 0.01 | 22.81 | 0.000 |
| Pc | 1 | 0.10 | 0.10 | 291.45 | 0.000 |
| Cm,h | 1 | 0.02 | 0.02 | 50.99 | 0.000 |
| Cn,p | 1 | 0.06 | 0.06 | 169.13 | 0.000 |
| Cs | 1 | 0.06 | 0.06 | 184.21 | 0.000 |
| 2-Way Interactions | 12 | 0.11 | 0.01 | 27.37 | 0.000 |
| dN0 * Pc | 1 | 0.01 | 0.01 | 16.93 | 0.000 |
| dN0 * Cn,p | 1 | 0.00 | 0.00 | 10.65 | 0.001 |
| dN0 * Cs | 1 | 0.00 | 0.00 | 10.65 | 0.001 |
| WR * Pc | 1 | 0.00 | 0.00 | 8.88 | 0.004 |
| WR * Cn,p | 1 | 0.00 | 0.00 | 5.37 | 0.022 |
| WR * Cs | 1 | 0.00 | 0.00 | 4.53 | 0.036 |
| Pc * Cm,h | 1 | 0.02 | 0.02 | 43.21 | 0.000 |
| Pc * Cn,p | 1 | 0.03 | 0.03 | 71.66 | 0.000 |
| Pc * Cs | 1 | 0.02 | 0.02 | 65.39 | 0.000 |
| Cm,h * Cn,p | 1 | 0.00 | 0.00 | 9.45 | 0.003 |
| Cm,h * Cs | 1 | 0.01 | 0.01 | 37.22 | 0.000 |
| Cn,p * Cs | 1 | 0.02 | 0.02 | 44.46 | 0.000 |
| Error | 108 | 0.04 | 0.00 | ||
| Total | 127 | 1814.77 | |||
| Model Summary | |||||
| S | R-sq | R-sq(adj) | R-sq(pred) | ||
| 0.0186905 | 100.00% | 100.00% | 100.00% | ||
| Parameter | Traditional Blasting | Optimum Blasting |
|---|---|---|
| Replaced nozzle diameter dN (mm) | 8.09 | 7.0 |
| Nozzle lifetime (h) | 530 | 166.67 |
| Average cleaning rate (m2/h) | 33.07 | 38.95 |
| Total cleaning time (h) | 30.24 | 25.67 |
| Cleaning cost (USD/m2) | 3.59 | 3.08 |
| Total cleaning cost (USD) | 3590 | 3080 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vu, N.-P.; Le, X.-H.; Nguyen, D.-N.; Luu, A.-T.; Nguyen, T.-T.; Tran, N.-G.; Tran, T.-H.; Muthuramalingam, T. Optimizing Replaced Nozzle Diameter of Abrasive Blasting Systems Using Experiment Technique Design. Appl. Sci. 2020, 10, 3920. https://doi.org/10.3390/app10113920
Vu N-P, Le X-H, Nguyen D-N, Luu A-T, Nguyen T-T, Tran N-G, Tran T-H, Muthuramalingam T. Optimizing Replaced Nozzle Diameter of Abrasive Blasting Systems Using Experiment Technique Design. Applied Sciences. 2020; 10(11):3920. https://doi.org/10.3390/app10113920
Chicago/Turabian StyleVu, Ngoc-Pi, Xuan-Hung Le, Dinh-Ngoc Nguyen, Anh-Tung Luu, Thanh-Tu Nguyen, Ngoc-Giang Tran, Thi-Hong Tran, and Thangaraj Muthuramalingam. 2020. "Optimizing Replaced Nozzle Diameter of Abrasive Blasting Systems Using Experiment Technique Design" Applied Sciences 10, no. 11: 3920. https://doi.org/10.3390/app10113920