Ultrafast Plug Flow Agglomeration—Exploiting Hydrophobic Interactions Via a Concentrated Water-In-Oil Emulsion Binder


Centre for Advanced Particle Processing and Transport, Newcastle Institute for Energy and Resources, University of Newcastle, Callaghan, NSW 2308, Australia
*
Author to whom correspondence should be addressed.
Minerals 2020, 10(6), 506; https://doi.org/10.3390/min10060506
Submission received: 17 April 2020
/
Revised: 27 May 2020
/
Accepted: 27 May 2020
/
Published: 31 May 2020
(This article belongs to the Special Issue Interfacial Forces in Mineral Processing)
Abstract
:The selective agglomeration of a fine coal tailings stream using a high internal phase emulsion binder was investigated using a continuous steady-state plug flow through a high shear constriction. The emulsion binder effectively switches off the viscous resistance to particle–binder collision and adhesion, revealing the remarkable underlying speed of hydrophobic interactions. The emulsion binder is permeable, meaning the lubrication force between the particle and binder vanishes. The binder comprised a 95% aqueous solution dispersed within a 5% organic liquid (including the emulsifier). The agglomeration occurred within a high shear zone formed using a flow constriction within a 25 mm diameter pipe. The performance of the process was investigated at different flowrates in the range of 20–128 L/min, equating to extraordinarily high superficial flow velocities of up to 4.2 m/s and pressure drops in the range of 20–220 kPa. This rate greatly exceeds the nominal superficial feed velocity in flotation of order 0.01 m/s. Provided there was sufficient shear within the flow constriction, it was possible to process fine coal tailings with a feed ash of 50.1%, and generate a product ash of 8% at a combustible recovery of ~78%.
1. Introduction
Froth flotation has underpinned the continued economic production of coal and minerals since its discovery 100 years ago and, arguably, is the most important method of fine particle beneficiation today [1]. The importance of the process has stemmed from its ability to process low-grade feeds more economically than any other separation technology [2]. However, today, new challenges are arising due to the ongoing decline in feed quality and the increasing need to recover finer particles.
Attempts have been made to adapt the flotation process to meet the challenge of declining grades. For example, the volume of the conventional mechanical cells has been increased progressively over the years to achieve sufficient economy of scale, reaching over 600 m3 in recent years. These large cells reflect the fact that flotation superficial velocities remain very low at only ~1 cm/s. Advances have nevertheless been made to improve the bubbles–particles adhesion kinetics [3,4]. However, flotation kinetics remains relatively poor for particles finer than 10 µm. Moreover, as feed quality continues to decline there will be a need to consider using ever larger flotation cells, though in reality this may not be feasible. This means that new, innovative methods will be needed to address these challenges.
We have been developing a new approach for recovering and concentrating hydrophobic particles, inspired by conventional oil agglomeration [5]. Conventional oil agglomeration disperses oil droplets that selectively wet and agglomerate hydrophobic particles. Although generally applied to coal, the process has also been applied to mineral systems [6,7,8]. Although the conventional approach was often highly effective, the process was not economically viable due to the significant oil consumption and hence prohibitive operating cost.
Here, a selective agglomeration process utilizing a high internal phase emulsion binder [9] replaced the pure oil used in conventional oil agglomeration. The viscous emulsion binder consists of 95% aqueous solution dispersed within 5% organic liquid (including the emulsifier). The tightly packed droplets of water are separated by a thin continuous layer of oil. Thus, the binder is hydrophobic, while consisting primarily of water. Therefore, the emulsion functions like an oil, collecting and agglomerating only the hydrophobic particles in a suspension. However, as the emulsion consists primarily of water, the level of organic liquid required is reduced by an order of magnitude [10] compared with the level required for conventional oil agglomeration. For example, it has been demonstrated that ultrafine coal tailings can be agglomerated using 1–2 wt% organic liquid [11]. Of course, this value is still relatively high compared with the dose required in flotation; however, the application of the binder has other advantages.
In previous work by van Netten and co-workers, it was demonstrated that the agglomeration process is very fast, requiring only a few seconds in a batch system and less than a second in a continuous plug flow system [9,12]. Furthermore, the kinetics appears to be independent of the particle size, with particles much finer than 10 microns recovered in a few seconds [10]. Product moisture is also lower [13].
Thus far, the agglomeration process using the emulsion binder has been applied successfully to coal, silica, magnetite and graphite, with a suitable collector applied when it is necessary to make the particles hydrophobic [9,10,14]. Moreover, fundamental studies of the behavior of the emulsion have demonstrated that the oil films within the emulsion are permeable and that water is transported into the emulsion during the agglomeration process [10] via osmosis. Indeed, it is this permeability that is thought to account for the ability of the emulsion to recover ultrafine particles (even below 1 μm [10]), eliminating the viscous resistance to thin film drainage of water between the particle and binder. Indeed, Davis and Zinchenko [15] conducted a fundamental theoretical study, showing that permeable drops offer negligible hydrodynamic resistance to particle collection.
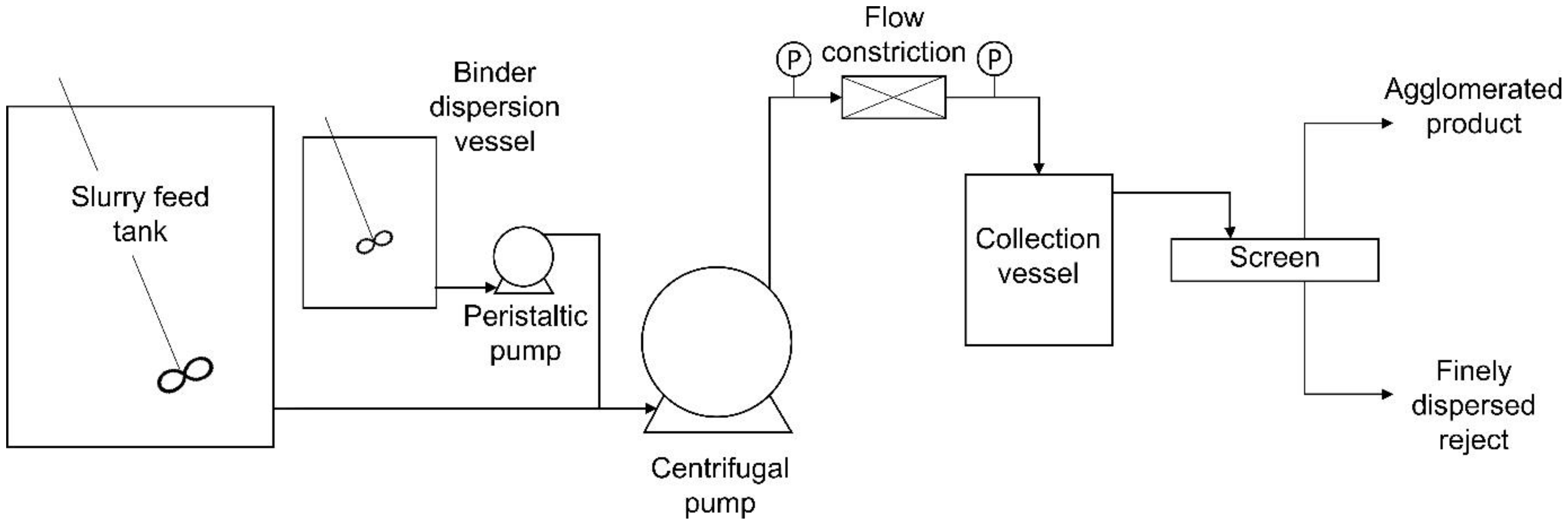
Originally, a batch system consisting of a high-speed blender was used. In order to establish a simpler industrial system, an experiment was undertaken using a continuous plug flow system, delivering promising results [11,12]. Figure 1 presents a simplified representation of the process. As shown in the figure, the high shear zone was created using a flow constriction and a mechanical screen was used to recover the agglomerates from the hydrophilic tailings. The plug flow approach appeared to perform significantly better than the previous high-speed blender.
In the current study, for the first time, a detailed and systematic investigation into the influence of flowrate and pressure drop on the plug flow agglomeration was undertaken, with a strong focus on hydrophobic particle recovery, selectivity, and binder performance. The performance of the binder was measured by determining the minimum dosages required to achieve the maximum combustible recovery, with lower dosages equating to better performance. The feed used in the investigation was a hydrocyclone overflow, typically sent to the tailings thickener. This paper presents an extensive set of results covering flowrates from 20 to 128 L/min, detailing the pressure drop across the flow constriction used to quantify the degree of shear. The effect of constriction geometry was also investigated, with an orifice plate used in place of the ball valve in a series of experiments.
This work is significant because it clearly demonstrates the remarkable speed of hydrophobic interactions in an applied sense, made possible through the application of a permeable hydrophobic binder and a plug flow process. There is an industrial need for improved kinetics in fine particle recovery, given the known limitations observed in froth flotation. The plug flow agglomeration demonstrates the potential for vastly faster processing rates than have ever been realized, and is a possible solution to this problem. This novel and highly applied investigation should therefore inspire further fundamental work to build a clearer framework for further advancement.
2. Materials and Methods
2.1. Emulsion Binder
The composition of the emulsion binder was 2.5% kerosene, 2.5% emulsifier and 95% aqueous salt solution. This composition was shown to produce the best performance in previous work [9]. The kerosene and emulsifier, which formed the continuous phase, were sourced from Recochem Inc., Australia Division (Brisbane, QLD, Australia) and VicChem Pty Ltd. (Coolaroo, VIC, Australia), respectively. The emulsifier was an industrial-grade mixture consisting of 60% sorbitan monooleate and 40% glycerol monooleate, referred to as SMO. The aqueous salt solution that formed the dispersed phase of the emulsion was prepared by dissolving 3 wt% NaCl, sourced from Cerebos Ltd. (Preston, VIC, Australia), in tap water. It must be noted that the salt level was not optimized; hence, much lower levels would ultimately be used.
The high internal phase emulsion binder was prepared immediately prior to an experiment in 2 kg batches. To prepare the emulsion binder, the organic constituents were placed in a stainless-steel mixing bowl and mixed using a hand-held Russell Hobbs mixer (RHMX1, Spectrum Brands Austalia Pty Ltd., Braeside, VIC, Australia) set at maximum speed. The aqueous salt solution was then added to the organic mixture in an incremental manner and subjected to continued mixing. The aqueous solution was added incrementally, at approximately 5 g/s, to ensure that it formed the dispersed phase; adding the solution all at once would have resulted in the oil phase dispersing within the water to form a dilute emulsion. Thus, it was critical to add the aqueous phase gradually. The total time required for the addition of the aqueous solution was 6 min; however, the mixing continued for a total of 10 min. If prepared correctly, the emulsion appeared as a white and very viscous gel.
Prior to an experiment, the prepared emulsion binder was fragmented into a larger volume of water using a 20 L mixing vessel, 250 mm in diameter and 400 mm high, with three equally spaced baffles located at the wall, each with a 25 mm radial protrusion. An overhead stirrer set at 1500 rpm was used to achieve the fragmentation and suspension of the binder portions. The concentration of the binder suspension was 20 wt% emulsion binder and 80 wt% tap water. This procedure resulted in the formation of a water-in-oil-in-water double emulsion—in effect, fragments of the binder suspended in water.
2.2. Continous Plug Flow Agglomeration
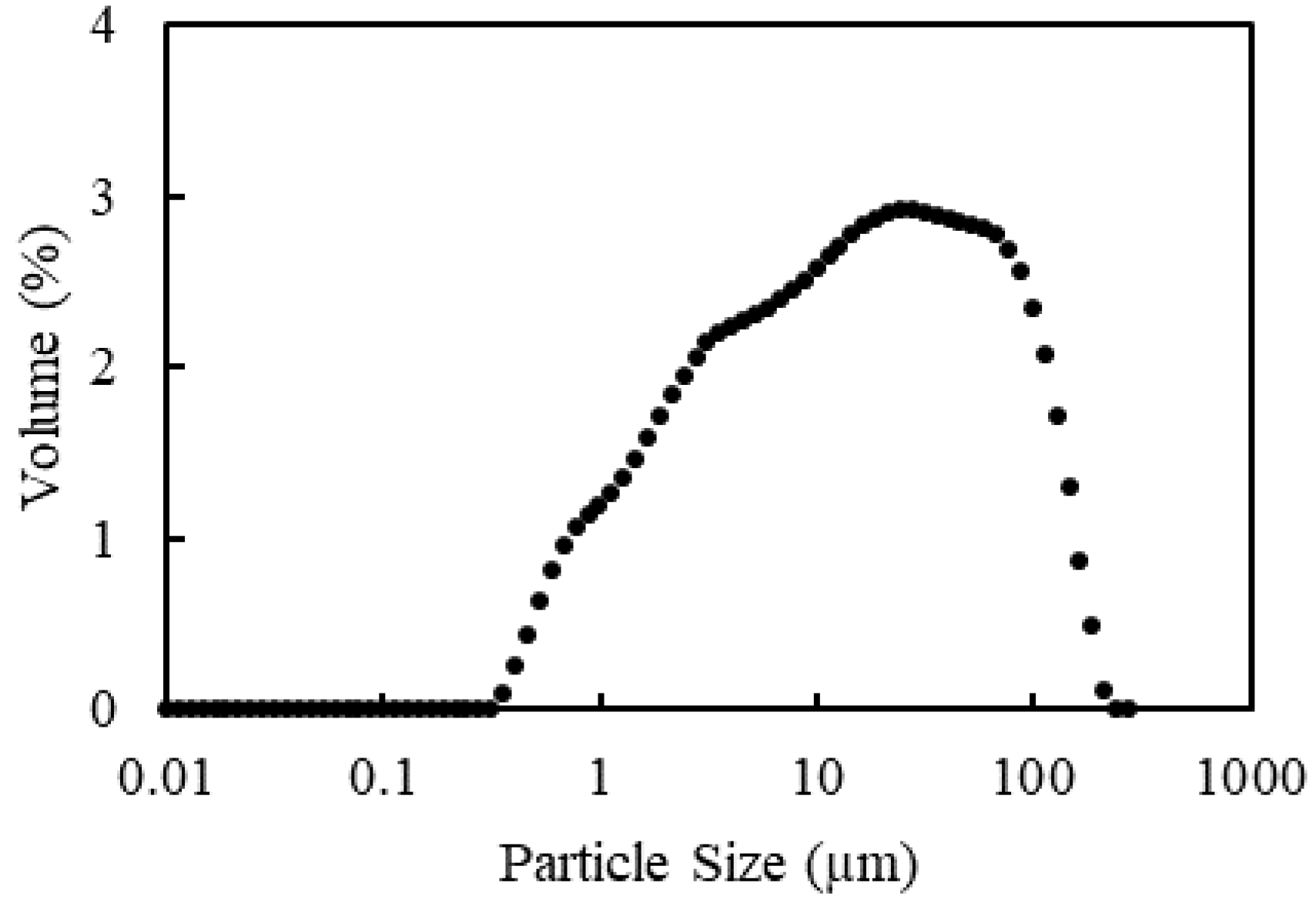
The coal feed, a hydrocyclone overflow with a mineral matter content equivalent to 50.1% ash, was sourced from a coal preparation plant in the upper Hunter Valley, NSW, Australia. The material had a size distribution with the 50th percentile, d50, at 15.4 µm, and Sauter mean diameter, d32, of 4.5 µm. The coal suspension, used as received, had a pulp density of 3.1 to 3.3 wt% solids. Figure 2 shows the size distribution of the feed, as measured through laser diffraction using a Malvern Mastersizer 3000 (Malvern Panalytical, Malvern, UK).
Figure 3 shows a schematic representation of the experimental configuration of the continuous plug flow agglomeration system used in this investigation.
As shown in the figure, the experimental system consisted of two tanks, a centrifugal pump, a peristaltic pump, the flow constriction and a collection vessel. The flow constriction was installed in a one-inch diameter stainless steel pipe and a one-inch diameter flexible hose was used to connect the tanks, via the pumps, to this pipe. Two pressure gauges were installed on the steel line, one on either side of the flow constriction, to provide a measure of the resulting pressure drop.
The coal feed was suspended in a 350 L tank, and the emulsion binder was dispersed separately in a 20 L tank. The centrifugal pump, which controlled the total flowrate through the system, was switched on first, followed by the peristaltic pump used to control the flowrate of the binder slurry into the system. As shown in Figure 2, the binder slurry was introduced into the main line via a T-piece.
After the particle/binder slurry passed through the flow constriction, it was directed into a series of 20 L collection vessels to dissipate the energy of the high-velocity stream. Due to the short residence time within the flow constriction, the system reached a steady state almost immediately. However, the system was run for 30 s before samples were taken. After sampling, the agglomerated slurry was poured over a mechanical screen (aperture 180 µm) to separate the agglomerates from the hydrophilic slurry and washed. The resulting samples were then dried in an oven for 24 h. The dry samples were weighed to determine the mass yield, and the ash% analysis was conducted by an external laboratory to determine the mineral matter content of each sample.
Table 1 presents the flowrates and the corresponding pressure drops in each of the experiments. The feed flowrate was measured after the centrifugal pump and therefore included the binder suspension and the feed slurry. Also, as noted in Table 1, the partially closed ball valve was used as the flow constriction in all but one of the experiments. The pressure drops reflect changes in the pumping rate only, apart from the run with the highest flowrate of 128 L/min which involved a more open ball valve constriction [10]. In a separate experiment, an orifice plate with an internal diameter of 7 mm was used. The flowrates through the main pipe correspond to superficial flow velocities of up to 4.2 m/s, significantly higher than the flow velocity through conventional flotation cells of order 1 cm/s. Of course, it is still necessary to separate the agglomerates from the tailings, but it is clear the fundamental hydrophobic interaction is extraordinarily fast and efficient.
3. Results and Discussion
3.1. Influence of Flowrate
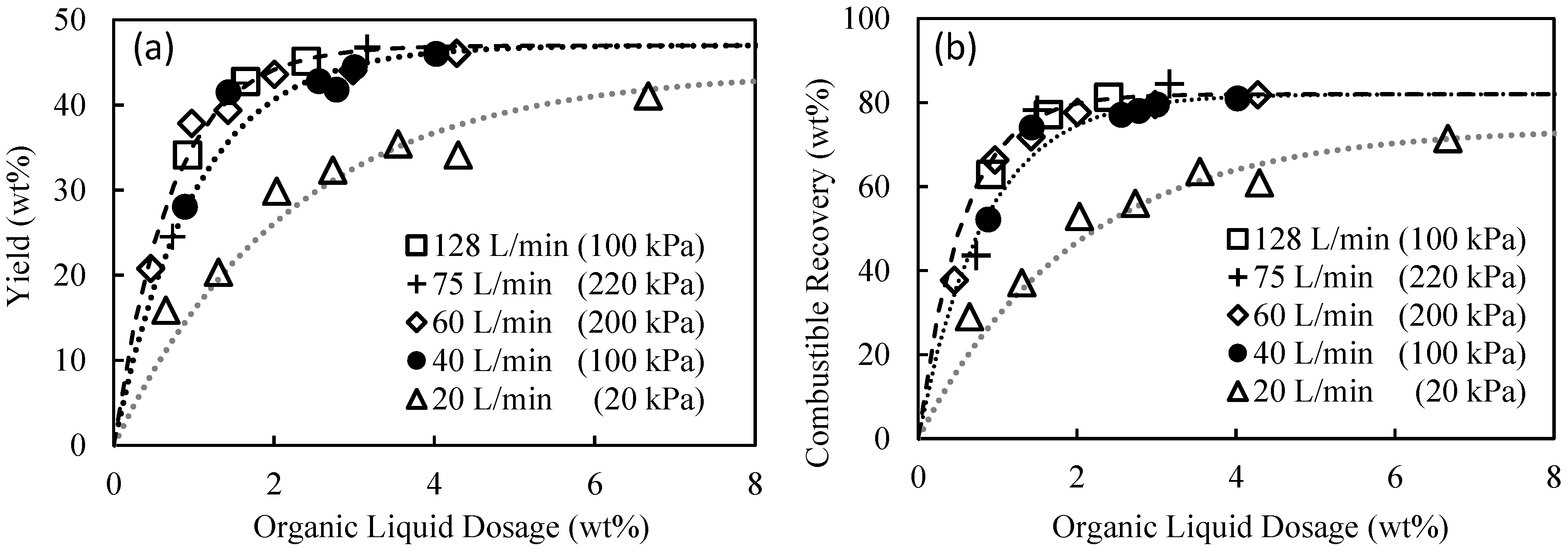
Figure 4 presents the (a) yield and (b) combustible recovery achieved as a function of the organic liquid dosage for each of the flowrates examined. Curves have been fitted to “guide the eye”. It should be noted that only the results for the ball valve are presented here; the results for the orifice plate will be presented in a subsequent section.
Figure 4 shows a similar trend in the product yield and combustible recovery values for each of the flowrates examined. Initially, an increase in the organic liquid results in an increase in the yield and combustible recovery. This initial increase is then followed by a plateau, indicating that there is sufficient binder to agglomerate all the hydrophobic material; hence, further increases in the organic liquid dosage are of no benefit. Comparing the data sets for each flowrate, it is evident that the flowrate and thus pressure drop across the flow constriction have a significant influence on the performance of the binder, with lower flowrates/pressure drops requiring more organic liquid to achieve agglomeration.
To further illustrate this result, Figure 4 presents the organic liquid dosage required to achieve agglomeration, as a function of the pressure drop. The pressure drop is proportional to the energy consumption (kWh) per tonne of solids processed, given that (i) the power (kW) is equal to the product of the flowrate (m3/s) and pressure drop (kN/m2) and (ii) the specific energy consumed is given by the ratio of the power (kW) to the product flowrate (t/h), hence kWh/t. For example, at 75 L/min (0.0013 m3/s, 0.07 t/h product) and 220 kPa, the power is 0.28 kW, and the specific energy consumption is 3.9 kWh/t of product. Assuming an energy cost of USD 0.2 per kWh, the energy cost is only USD 0.78 per tonne of coal. This cost, while not significant, can be halved using a pressure drop of 100 kPa, with little additional cost for the organic liquid.
Figure 5 clearly shows that the performance of the binder improves as the pressure drop across the flow constriction is increased, with the dosage required for agglomeration decreasing from 4.6 wt% at 20 kPa to 2 wt% at 100 kPa. As noted, these performance improvements appear to become marginal when operating above ~150 kPa. Thus, the performance of the binder is improved if the binder/particle suspension is subjected to a higher level of shear for a shorter period. In previous work, the binder has been shown to break down over time in the turbulent environment of the agglomeration process [9]. Therefore, by reducing the residence time in the high shear zone, binder degradation should be further limited, thus decreasing the apparent amount of binder required to achieve agglomeration.
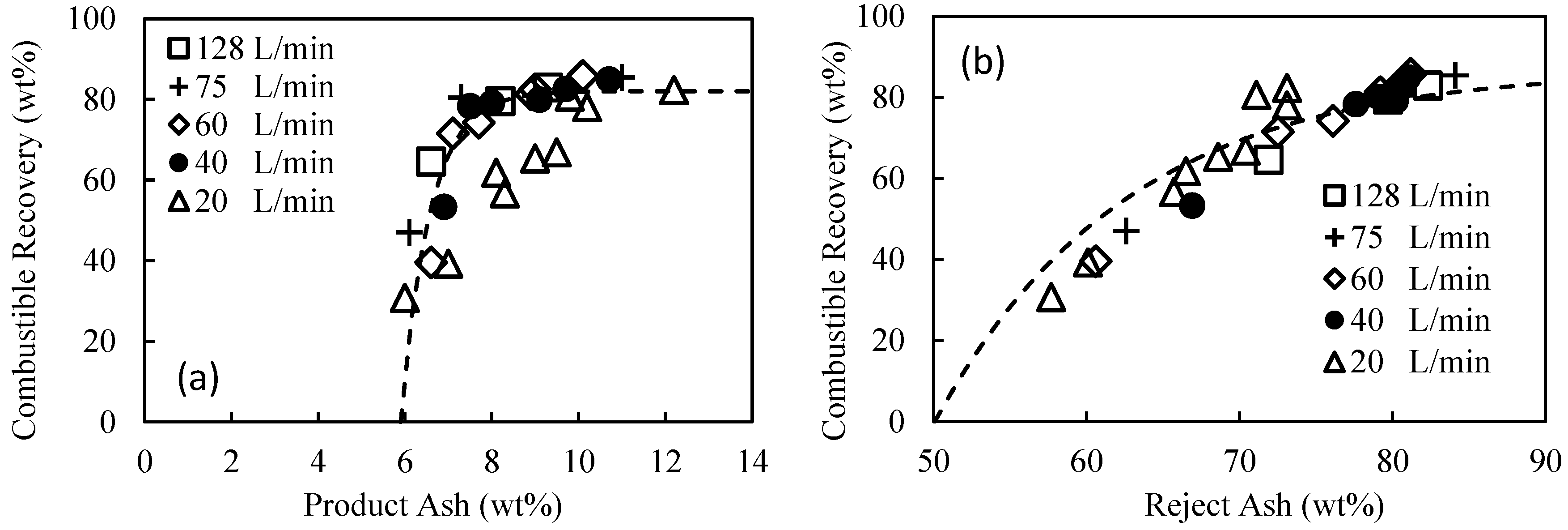
To examine the selectivity of the binder under different flowrates and thus pressure drops, Figure 6 presents the combustible recovery as a function of (a) the product ash% and (b) the reject ash%. Note that the feed ash was 50.1%. The variation in the values presented in the figure for each flowrate resulted from varying the organic liquid dosage.
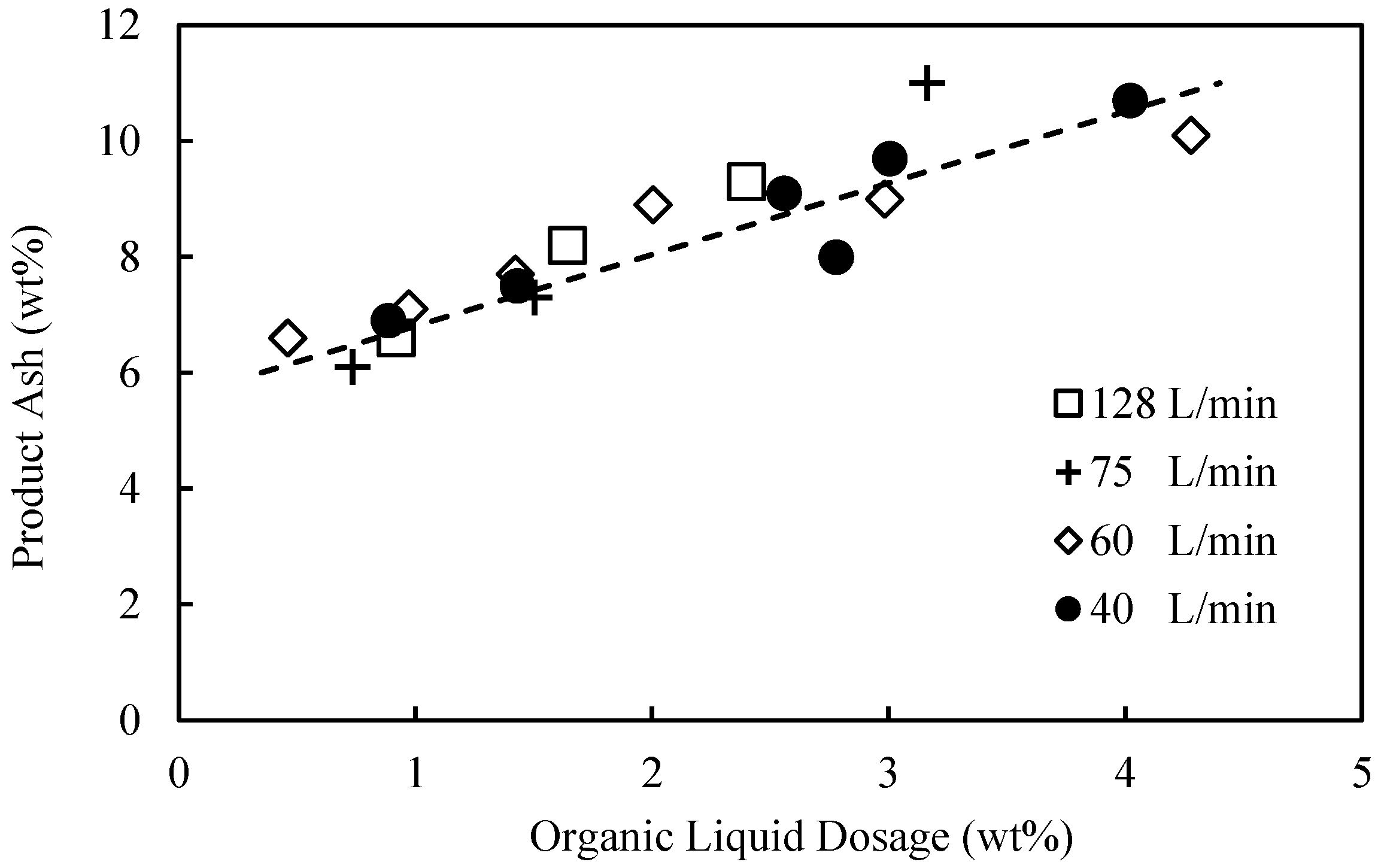
Except for the experiment at 20 L/min, which performed very poorly, the product ash% values appeared to be unaffected by the feed flowrate. Even at the highest flowrate examined, the selectivity of the binder remained very high, achieving a product ash of 8%, and reject ash of 80%, at a combustible recovery of ~78% at the optimum binder dosage. It can also be seen that lower binder dosages, and thus combustible recoveries, resulted in lower product ash% values, while higher dosages served to increase the product ash%. To further explore this relationship, Figure 7 presents the product ash% as a function of organic liquid dosage for all the feed flowrates examined, excluding the results for 20 L/min.
Figure 7 demonstrates that product ash% rises linearly with organic liquid dosage. It may be concluded from these results, therefore, that the presence of mineral matter in the product results from the presence of composite particles joining the agglomerates or from direct entrainment. The overall level of entrainment is minimal, however, with ash% values in the range of 6–10% for the product generated from an ultrafine 50.1% ash feed.
3.2. Influence of Constriction Geometry
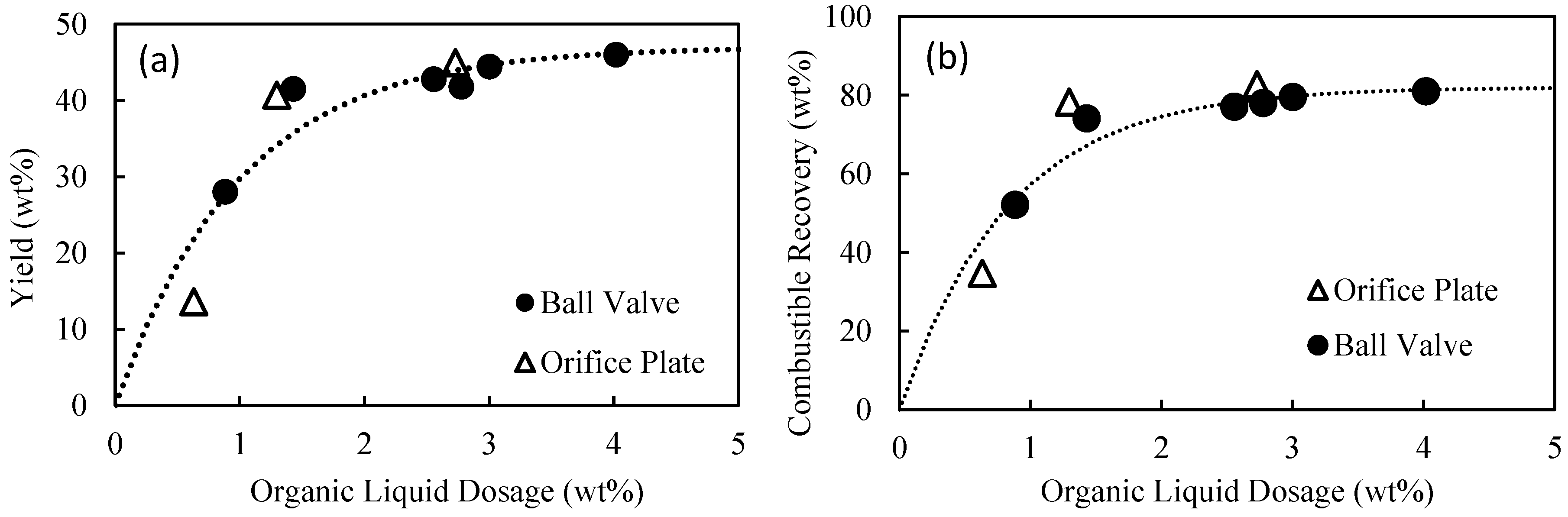
In the final series of experiments, the partially closed ball valve was replaced by an orifice plate to examine the influence of constriction geometry on the performance of the binder. An orifice plate was selected for use due to its well-defined geometry. Figure 8 presents the results from the experiments using the orifice plate along with the results for the partially closed ball valve under similar flow conditions, i.e., in both experiments the flowrate was 40 L/min. It should be noted, however, that the pressure drop was slightly higher in the experiments using the orifice plate. The results appear to indicate that the orifice plate performed effectively the same as the ball valve, with similar combustible recoveries and yields achieved across the range of organic liquid dosages examined. This work confirms the plug flow agglomeration to be robust in its performance.
This work shows that the high internal phase emulsion binder can achieve rapid and selective agglomeration of fine particles under continuous plug flow conditions and that the performance of the binder improves under a shorter and more intense application of shear. This finding is important as it indicates that relatively small unit operations could be used to process large flowrates. Further work is now required to establish a method for the continuous separation of the agglomerates from the hydrophilic tailings material. Finally, the work also signals the importance of hydrophobic interactions in coal and mineral processing, notably the potential for very significant improvement in separation performance, especially in the speed of separation. Permeable hydrophobic interfaces could be the key to achieving this goal.
4. Conclusions
In this work, the influence of flow conditions on the selective agglomeration of high-ash fine coal using a high internal phase emulsion binder was investigated. The emulsion comprised 5% organic liquid (including the emulsifier) and 95% aqueous solution. To examine the performance of the binder under different flow conditions, flowrates in the range of 20 to 128 L/min were used. These flowrates equated to pressure drops in the range of 20–220 kPa, and extraordinary superficial velocity of up to 4.2 m/s. It was found that the flowrate and thus pressure drop across the flow constriction had a significant influence on the performance of the binder, with the dosage required for agglomeration decreasing from 4.6 wt% at 20 kPa to 2 wt% at 100 kPa. However, these performance improvements then appear to become marginal when operating above 150 kPa. It was therefore concluded that the performance of the binder is improved if the binder/particle suspension is subjected to a higher level of shear for a shorter period.
It was also found that the selectivity of the emulsion binder in the continuous plug flow system was remarkably good, given the high superficial flow velocity, provided there was sufficient shear within the flow constriction. When operating above 100 kPa, the system routinely delivered a product ash of 8% at a combustible recovery of 78% at the optimum binder dosage.
This work illustrates that the high internal phase emulsion binder can achieve rapid and selective agglomeration of fine particles under continuous plug flow conditions and that the performance of the binder improves under a shorter and more intense application of shear. Further work is now required to establish a method for the continuous separation of the agglomerates from the hydrophilic tailings material.
Author Contributions
Conceptualization, K.P.G.; methodology, K.v.N., D.J.B. and K.P.G.; formal analysis, K.v.N., D.J.B. and K.P.G.; investigation, K.v.N., D.J.B. and K.P.G.; resources, K.P.G.; writing—original draft preparation, K.v.N., D.J.B. and K.P.G.; writing—review and editing, D.J.B and K.P.G.; supervision, K.P.G.; funding acquisition, K.P.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Australian Research Council, grant number LP160100847, and received funding from the Australian Coal Association Research Program (ACARP).
Acknowledgments
The University of Newcastle has an IP policy that delivers benefits to inventors.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Fuerstenau, D.W. A Century of Developments in the Chemistry of Flotation Processes. In Froth Flotation: A Century of Innovation, 1st ed.; Fuerstenau, M.C., Jameson, G.J., Yoon, R.-H., Eds.; SME: Englewood, CO, USA, 2007; pp. 3–64. [Google Scholar]
- Kitchener, J.A. The Froth Flotation Process; Past Present and Future—In Brief. In The Scientific Basis of Flotation, 1st ed.; Ives, K.J., Ed.; Springer: Dordrecht, The Netherlands, 1984; pp. 3–51. [Google Scholar] [CrossRef]
- Evans, G.M.; Atkinson, B.W.; Jameson, G.J. The Jameson Cell. In Flotation Science and Engineering, 1st ed.; Matis, K.A., Ed.; Marcel Dekker: New York, NY, USA, 1995; pp. 331–364. [Google Scholar]
- Wills, B.A.; Finch, J.A. Wills’ Mineral Processing Technology, 8th ed.; Butterwoth Heinemann: Oxford, UK, 2016. [Google Scholar]
- Mehrotra, V.P.; Sastry, K.V.S.; Morey, B.W. Review of oil agglomeration techniques for processing of fine coals. Int. J. Miner. Process. 1983, 11, 175–201. [Google Scholar] [CrossRef]
- Sparks, B.D.; Sirianni, A.F. Beneficiation of a phosphoriferous iron ore by agglomeration methods. Int. J. Miner. Process. 1974, 1, 231–241. [Google Scholar] [CrossRef]
- Farnand, J.R.; Meadus, F.W.; Goodhue, E.C.; Puddington, I.E. The beneficiation of gold ore by oil-phase agglomeration. In Transactions (Canadian Institute of Mining and Metallurgy); Canadian Institute of Mining and Metallurgy: Montreal, QC, Canada, 1969. [Google Scholar]
- Farnand, J.R.; Meadus, F.W.; Tymchuk, P.; Puddington, I.E. The Application of Spherical Agglomeration to the Fractionation of a Tin-Containing Ore. Can. Metall. Q. 1964, 3, 123–135. [Google Scholar] [CrossRef]
- van Netten, K.; Moreno-Antanasio, R.; Galvin, K.P. Selective agglomeration of fine coal using a water-in-oil emulsion. Chem. Eng. Res. Des. 2016, 110, 54–61. [Google Scholar] [CrossRef]
- van Netten, K.; Borrow, D.J.; Galvin, K.P. Fast agglomeration of ultrafine hydrophobic particles using a high-internal phase emulsion binder comprising permeable hydrophobic films. Ind. Eng. Chem. Res. 2017, 56, 10658–10666. [Google Scholar] [CrossRef]
- Borrow, D.J.; van Netten, K.; Galvin, K.P. Ultrafast agglomeration using a novel binder in a continuous plug flow system. In Proceedings of the XXIX International Mineral Processing Congress, Moscow, Russia, 15–21 September 2018. [Google Scholar]
- Galvin, K.P.; van Netten, K. A new method for ultra-fast concentration of hydrophobic particles. Chem. Eng. Sci. 2017, 158, 439–444. [Google Scholar] [CrossRef]
- Yoon, R.-H.; Gupta, N.; Li, B.; Luttrell, G.H. Hydrophobic-hydrophilic separation process for simultaneous recovery and dewatering of fine particles. In Proceedings of the XXVIII International Mineral Processing Congress, Quebec City, QC, Canada, 11–15 September 2016. [Google Scholar]
- Borrow, D.J.; van Netten, K.; Galvin, K.P. Ultrafine particle recovery using thin permeable films. Front. Chem. 2018, 6, 220. [Google Scholar] [CrossRef] [PubMed]
- Davis, R.H.; Zinchenko, A.Z. Particle Collection by Permeable Drops. Phys. Rev. Fluids 2018, 3, 113601. [Google Scholar] [CrossRef]
Figure 1.
Simplified schematic representation of the continuous agglomeration system.

Figure 2.
Size distribution of coal feed measured by laser diffraction.

Figure 3.
Experimental configuration of continuous agglomeration system.

Figure 4.
(a) Yield and (b) combustible recovery as a function of organic liquid dosage for total flowrates of 128, 75, 60, 40 and 20 L/min.
Figure 4.
(a) Yield and (b) combustible recovery as a function of organic liquid dosage for total flowrates of 128, 75, 60, 40 and 20 L/min.

Figure 5.
Organic liquid dosage required to achieve agglomeration as a function of the pressure drop across the flow constriction.
Figure 5.
Organic liquid dosage required to achieve agglomeration as a function of the pressure drop across the flow constriction.

Figure 6.
Combustible recovery as a function of (a) product ash and (b) reject ash content.

Figure 7.
Product ash content as a function of organic liquid dosage.

Figure 8.
(a) Yield and (b) combustible recovery as a function of organic liquid dosage when using the ball valve and the orifice plate. The flowrate in both experiments was 40 L/min.
Figure 8.
(a) Yield and (b) combustible recovery as a function of organic liquid dosage when using the ball valve and the orifice plate. The flowrate in both experiments was 40 L/min.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental conditions.
| Total Flowrate (L/min) | Flow Constriction | Superficial Slurry Velocity (m/s) | Pressure Drop (kPa) | Organic Liquid Dosages (wt%) | Throughputs (t/m2h) |
|---|---|---|---|---|---|
| 20 | Ball valve | 0.7 | 20 | 0.6–11.2 | 58–84 |
| 40 | Ball valve | 1.3 | 100 | 0.9–4.0 | 114–165 |
| 60 | Ball valve | 2.0 | 200 | 0.5–4.3 | 203–237 |
| 75 | Ball valve | 2.5 | 220 | 0.7–3.2 | 275–297 |
| 128 | Ball valve | 4.2 | 100 | 0.9–2.4 | 439–459 |
| 40 | Orifice | 1.3 | 150 | 0.6–2.7 | 159–172 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
van Netten, K.; Borrow, D.J.; Galvin, K.P. Ultrafast Plug Flow Agglomeration—Exploiting Hydrophobic Interactions Via a Concentrated Water-In-Oil Emulsion Binder. Minerals 2020, 10, 506. https://doi.org/10.3390/min10060506
AMA Style
van Netten K, Borrow DJ, Galvin KP. Ultrafast Plug Flow Agglomeration—Exploiting Hydrophobic Interactions Via a Concentrated Water-In-Oil Emulsion Binder. Minerals. 2020; 10(6):506. https://doi.org/10.3390/min10060506
Chicago/Turabian Stylevan Netten, Kim, Daniel J. Borrow, and Kevin P. Galvin. 2020. "Ultrafast Plug Flow Agglomeration—Exploiting Hydrophobic Interactions Via a Concentrated Water-In-Oil Emulsion Binder" Minerals 10, no. 6: 506. https://doi.org/10.3390/min10060506
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.