Color-Metallographic Characterization of Alloyed White Cast Irons Ni-Hard Type

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
- Type 1: 3.0–3.6%C, 0.3–0.5%Si, 3.3–4.8%Ni, 1.5–2.6%Cr
- Type 2: <2.9%C, 0.3–0.5%Si, 3.3–5.0%Ni, 1.4–2.4%Cr
- Type 3: 1.0–1.6%C, 0.4–0.7%Si, 4.0–4.75%Ni, 1.4–1.8%Cr
- Type 4: 2.6–3.2%C, 1.8–2.0%Si, 5.0–6.5%Ni, 8.0–9.0%Cr
- Attack 1: Marshall reagent for 5 s at room temperature
- Attack 2: Marshall reagent for 25 s at room temperature
- Attack 3: Marshall reagent for 60 s at room temperature
- Attack 4: Attack 3 + 5% ammonium persulfate at room temperature
- Attack 5: Attack 4 + Kalling N°1
- Attack 6: Murakami hot reagent
- Attack 7: Murakami reagent at room temperature
- Attack 8: Klemm reagent for 20 s
- Attack 9: Nital-3 at room temperature
- Attack 10: Marble reagent
- Attack 11: Picral reagent
- Attack 12: Vilella reagent for 20 s
3. Results
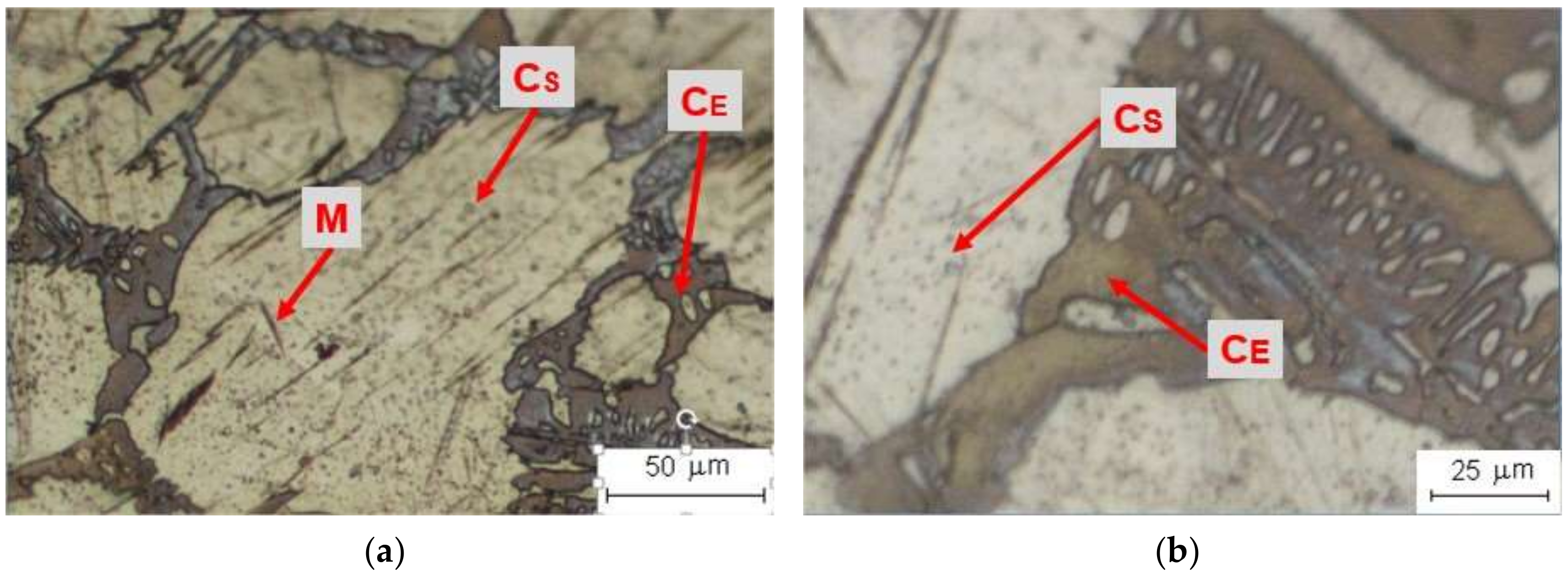
3.1. Attack 1—Marshall Reagent for 5 s at Room Temperature
3.2. Attack 2—Marshall Reagent for 25 s at Room Temperature
3.3. Attack 3—Marshall Reagent for 60 s at Room Temperature
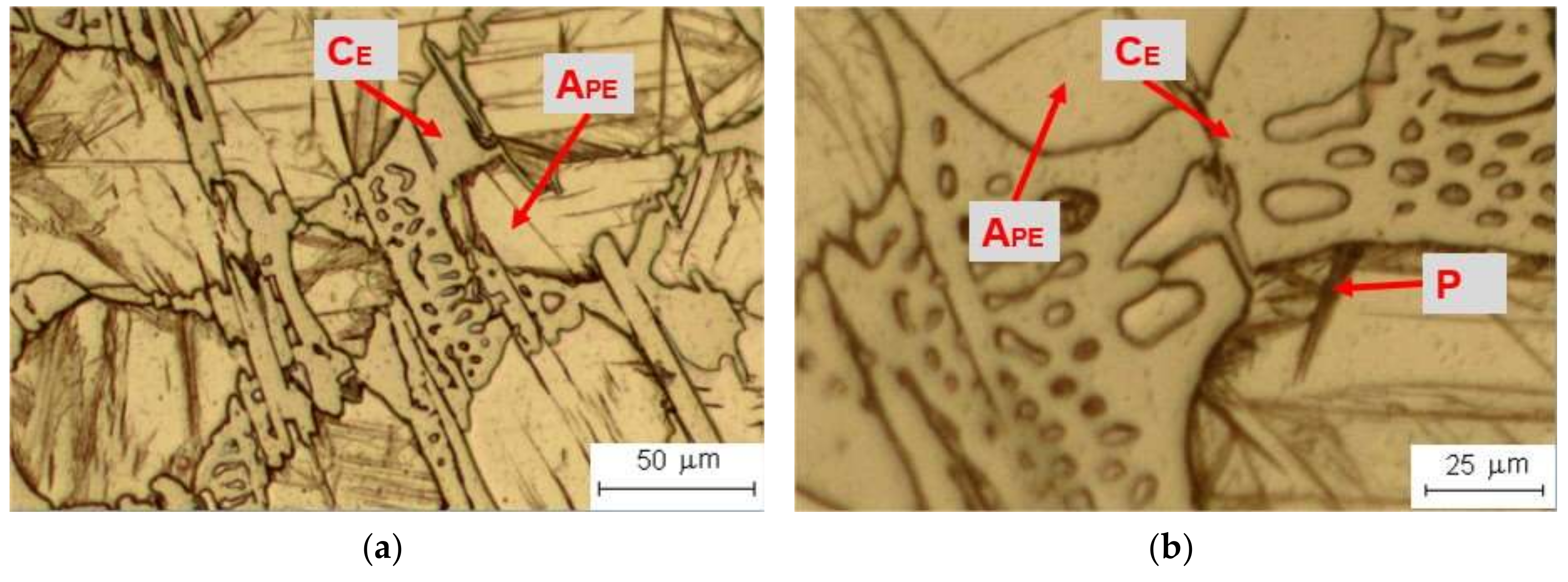
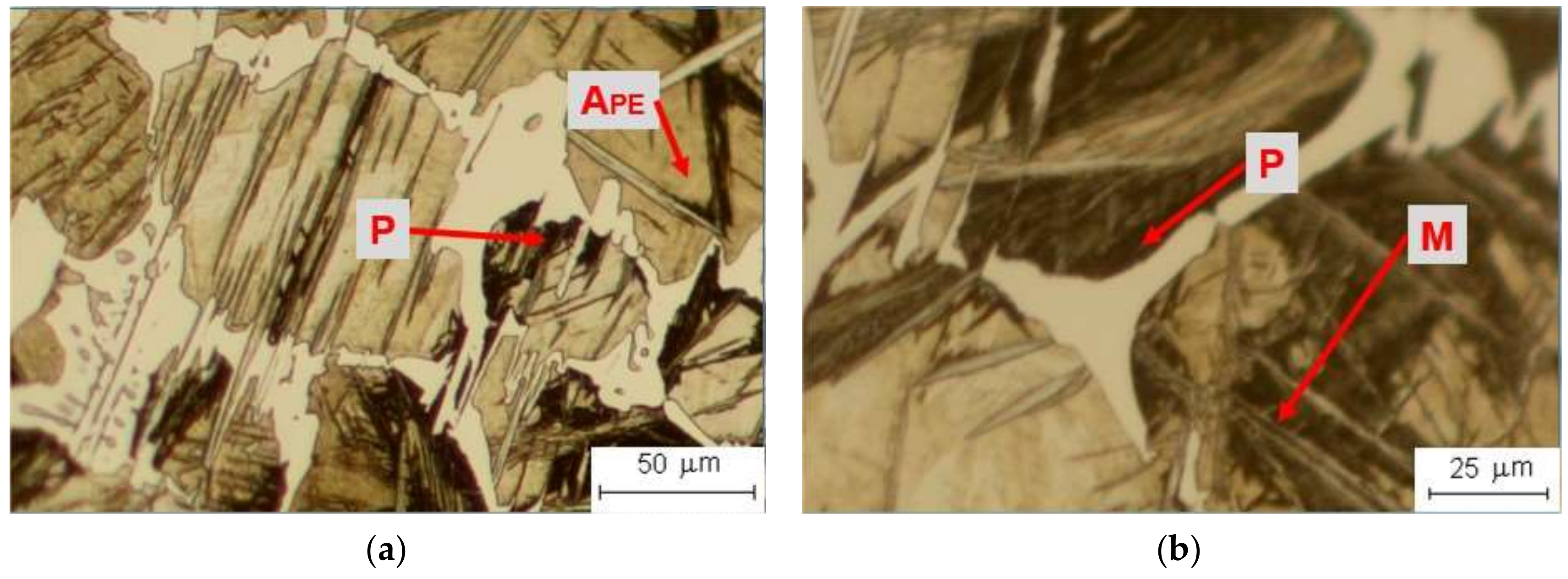
3.4. Attack 4—Attack 3 (Marshall Reagent for 60 s at Room Temperature) + 5% Ammonium Persulfate at Room Temperature
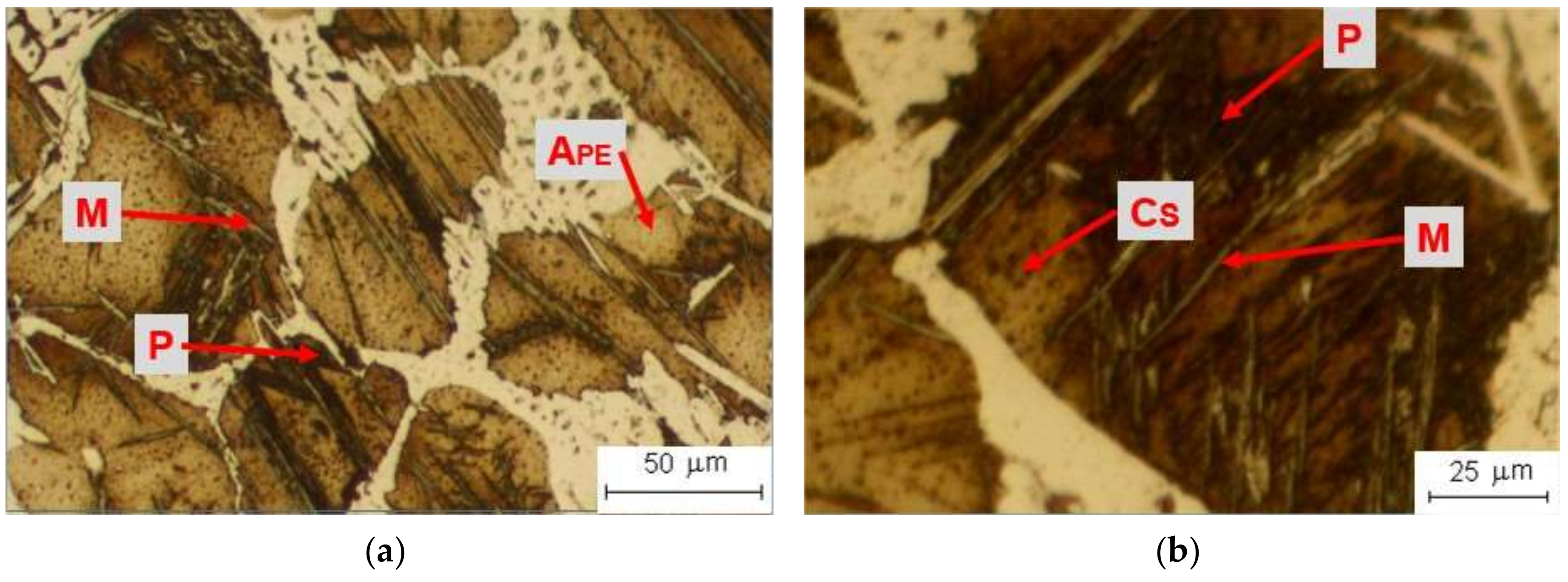
3.5. Attack 5—Attack 4 (Marshall Reagent for 60 s at Room Temperature, 5% Ammonium Persulfate at Room Temperature) + Kalling N°1
3.6. Attack 6—Murakami Hot Reagent
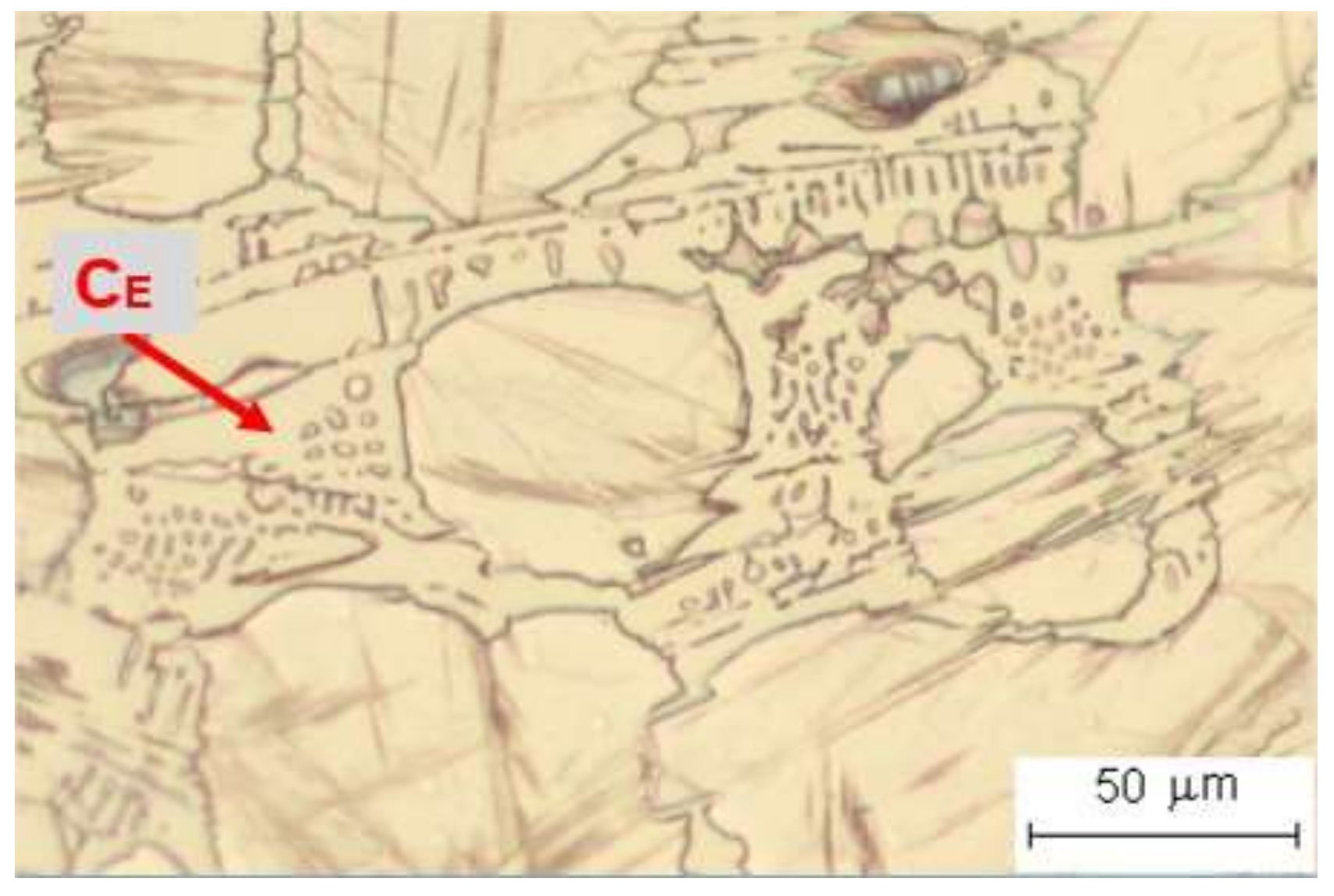
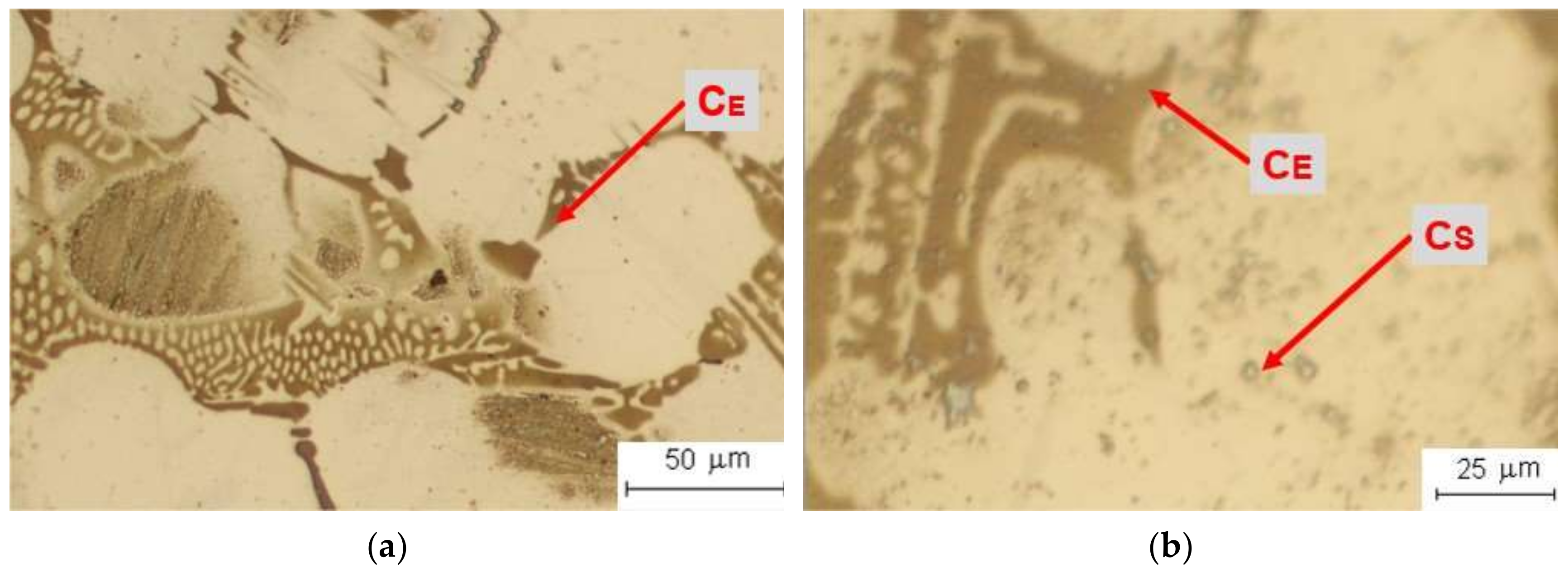
3.7. Attack 7—Murakami Reagent at Room Temperature
3.8. Attack 8—Klemm Reagent
3.9. Attack 9—Nital-3 at Room Temperature
3.10. Attack 10—Marble Reagent at Room Temperature
3.11. Attack 11—Picral Reagent
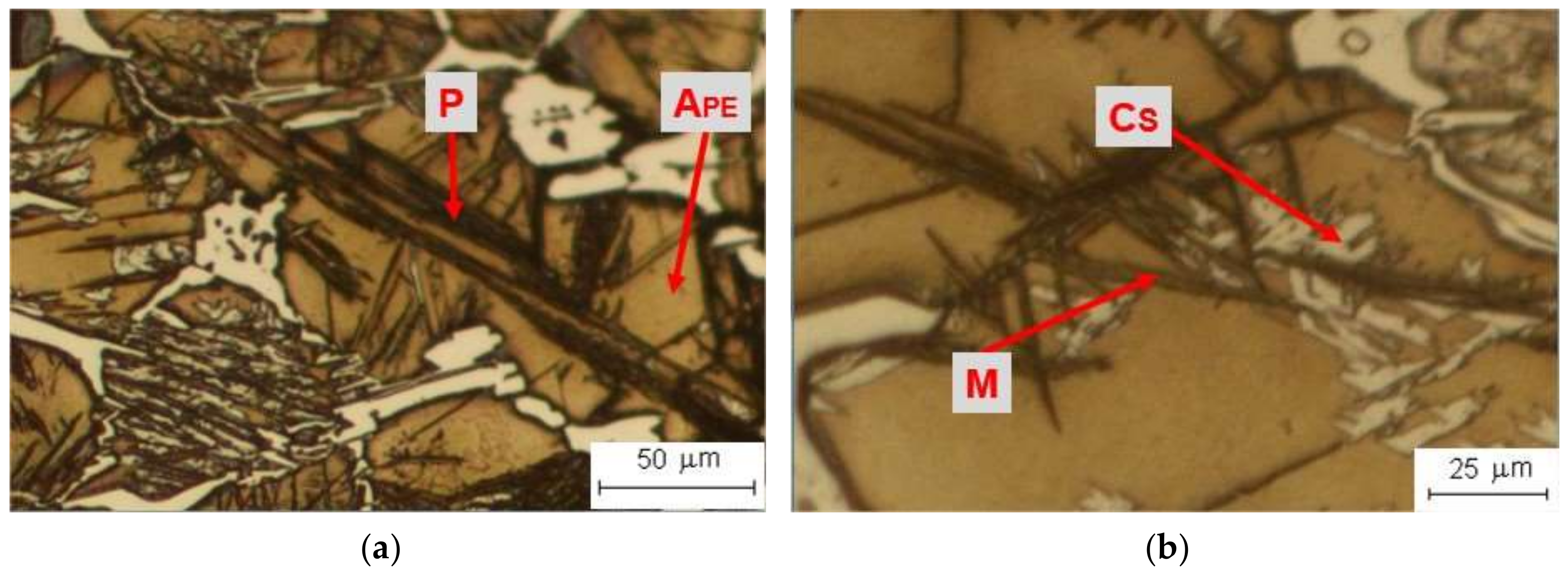
3.12. Attack 12—Vilella Reagent for 20 s
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jiyang, Z. Colour Metallography of Cast Iron. China Foundry 2009, 6, 57–69. Available online: http://caod.oriprobe.com/articles/15277740/zhonggzz090111.htm (accessed on 30 May 2020).
- ASTM E407-07 (2015) e1, Standard Practice for Microetching Metals and Alloys; ASTM International: West Conshohocken, PA, USA, 2015.
- Bailey, A.R.; Samuels, L.E. Foundry Metallography; Metallurgical Services: Betchworth, UK, 1971. [Google Scholar]
- Pero-Sanz, J.A.; Plaza, D.; Verdeja, J.I.; Asensio, J. Metallographic Characterization of Hypoeutectic Martensitic White Cast Irons: Fe-C-Cr System. Mater. Charact. 1999, 43, 33–39. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Metallography and Microstructures of Cast Iron. In ASM Handbook, Volume 09—Metallography and Microstructures; ASM International: Materials Park, OH, USA, 2004; p. 2. [Google Scholar]
- UNE. UNE-EN 12513:2011 Fundición: Fundiciones Resistentes a la Abrasión. 2011. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0048185 (accessed on 30 May 2020).
- Kopyciński, D.; Piasny, S.; Kawalec, M.; Madizhanova, A. The Abrasive Wear Resistance of Chromium Cast Iron. Arch. Foundry Eng. 2014, 14, 63–66. [Google Scholar] [CrossRef] [Green Version]
- Pokusová, M.; Berta, I.; Šooš, L. Abrasion Resistance of as-Cast High-Chromium Cast Iron. Sci. Proc. Fac. Mech. Eng. 2014, 22, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Álvarez Antolín, J.F.; Asensio Lozano, J.; Álvarez Pérez, C.H. Identification of Metallurgical Manufacturing Factors with a Significant Effect on the Flexural Strength of Mottled Ni-Hard Cast Irons Through a Design of Experiments Approach. Int. J. Met. 2017, 11, 467–474. [Google Scholar] [CrossRef]
- Flórez, O.E.; Castaño, R.A.; Higuera, O.F. Comportamiento microestructural de una fundición blanca al alto cromo sometida a ciclos de tratamientos térmicos. Sci. Tech. 2010, 16, 43–48. Available online: http://www.redalyc.org/articulo.oa?id=84917249008 (accessed on 30 May 2020).
- Gelfi, M.; Pola, A.; Girelli, L.; Zacco, A.; Masotti, M.; La Vecchia, G.M. Effect of heat treatment on microstructure and erosion resistance of white cast irons for slurry pumping applications. Wear 2019, 428–429, 438–448. [Google Scholar] [CrossRef]
- Matsubara, Y.; Sasaguri, N.; Yokomizo, Y.; Hashimoto, M. Influence of carbon content on phase transformation characteristics of multi-component white cast iron for mill materials. Int. J. Cast Met. Res. 2003, 16, 77–82. [Google Scholar] [CrossRef]
- Matsubara, Y. Research and Development of Abrasion Wear Resistant Cast Alloys for Rolls of Rolling and Pulverizing Mills; Kurume National College of Technology: Kurume, Japan, 2002; Available online: http://203.187.160.133:9011/www.hwe.oita-u.ac.jp/c3pr90ntc0td/kiki/ronnbunn/paper_matubara.pdf (accessed on 30 May 2020).
- Ramos, Y. Fabricación de Bolas Para Molinos Por Fundición de Hierro Aleado Ni-Hard; Instituto Superior Minero Metalúrgico: Moa, Cuba, 2017; Available online: http://ninive.ismm.edu.cu/handle/123456789/2552 (accessed on 30 May 2020).
- Filipovic, M.; Kamberovic, Z.; Korac, M. Solidification of High Chromium White Cast Iron Alloyed with Vanadium. Mater. Trans. 2011, 52, 386–390. [Google Scholar] [CrossRef] [Green Version]
- González, M. Apuntes de Fundiciones Férreas Aleadas, Sección de Publicaciones de la E.T.S; Ingenieros Industriales: Madrid, Spain, 2006. [Google Scholar]
- Alamdarlo, M.B.; Amini, K.; Najafabadi, V.N.; Mohammadnezhad, M. Investigating the Effect of Titanium Addition on the Microstructure and Mechanical Properties of Ni-Hard 4 Cast Iron. J. Mod. Process. Manuf. Prod. 2016, 5, 17–27. [Google Scholar]
- Wiengmoon, A. Carbides in High Chromium Cast Irons. Naresuan Univ. Eng. J. 2011, 6, 64–71. [Google Scholar] [CrossRef]
- Guitar, M.A.; Scheid, A.; Suárez, S.; Britz, D.; Guigou, M.D.; Mücklich, F. Secondary carbides in high chromium cast irons: An alternative approach to their morphological and spatial distribution characterization. Mater. Charact. 2018, 144, 621–630. [Google Scholar] [CrossRef]
- Dogan, O.N.; Hawk, J.A.; Rice, J. Comparison of three Ni-Hard I alloys. In Proceedings of the TMS (The Minerals, Metals and Materials Society), Warrendale, PA, USA, 1 September 2004. [Google Scholar]
- Chen, L.; Zhou, J.; Bushlya, V.; Stahl, J. Influences of Micro Mechanical Property and Microstructure on Performance of Machining High Chromium White Cast Iron with cBN Tools. Procedia CIRP 2015, 31, 172–178. [Google Scholar] [CrossRef] [Green Version]
- Baiuk, A. Studies of a wear resistant cast iron. Metal. J. Metall. 2003, 9, 259–272. [Google Scholar]
- Vander Voort, G.F. Applied Metallography; Van Nostrand Reinhold: New York, NY, USA, 1986. [Google Scholar]
- ASM Handbook; ASM International: Materials Park, OH, USA, 2004; Volume 9.
- Vander Voort, G.F. Metallography, 1st ed.; ASM: Materials Park, OH, USA, 1999. [Google Scholar]
- Mehranfar, S.; Ghasemi Banadkouki, S.S.; Kallantar, M.; Mosallepour Yazdi, M. Improved Color Metallography for a Low Alloy Hardened White Cast Iron. ISIJ Int. 2012, 52, 1649–1654. [Google Scholar] [CrossRef]
- Davis, J.R. Cast Irons, 1st ed.; ASM International: Materials Park, OH, USA, 1996. [Google Scholar]
- Ni-Hard. Material Data and Applications. Available online: https://nickelinstitute.org/media/1728/ni_hardmaterialdataandapplications_11017_.pdf (accessed on 29 January 2020).
- Ni-Hard Compositions. Available online: http://www.funcasa-mein.com/en/descargas/ni_hard.pdf (accessed on 12 May 2020).
- Bahfie, F.; Nurjaman, F.; Lisa, F.I. Syafriadi Effect of vanadium on the mechanical properties and microstructure of Ni-Hard 2. AIP Conf. Proc. 2020, 2232, 060003. [Google Scholar] [CrossRef]
- Mancera, W.F.; Sanabria, J.M. Estudio de la Influencia del Vanadio en la Resistencia a la Corrosión y al Desgaste en una Aleación Ni-Hard; Universidad Libre de Colombia: Bogotá, Colombia, 2017. [Google Scholar]
- Mourad, M.; El-Hadad, S.; Ibrahim, M. Effects of Molybdenum Addition on the Microstructure and Mechanical Properties of Ni-Hard White Cast Iron. Trans. Indian Inst. Met. 2015, 68, 715–722. [Google Scholar] [CrossRef]
- Wieczerzak, K.; Bala, P.; Stepien, M.; Cios, G.; Koziel, T. Formation of eutectic carbides in Fe–Cr–Mo–C alloy during non-equilibrium crystallization. Mater. Des. 2016, 94, 61–68. [Google Scholar] [CrossRef]
- Kadhim, M.J.; Abood, A.N.; Yaseen, R.S. The Role of Manganese on Microstructure of High Chromium White Cast Iron. Mod. Appl. Sci. 2011, 5, 179. [Google Scholar] [CrossRef]
- Çöl, M.; Koç, F.G.; Öktem, H.; Kır, D. The role of boron content in high alloy white cast iron (Ni-Hard 4) on microstructure, mechanical properties and wear resistance. Wear 2016, 348–349, 158–165. [Google Scholar] [CrossRef]
- Murakami, T. On the Structure of Iron-Carbon-Chromium Alloys. Sci. Rep. 1918, 7, 217. [Google Scholar]
- Klemm, H. Color Etching of the Fine Structure of Metals with Sodium Thiosulfate; MetallkundlicheVerlag Technik Berlin: Berlin, Germany, 1952; Volume 45. [Google Scholar]
- Klemm, H. Uses of Sodium Thiosulfate (Klemm’s Reagent) as an Etchant. Prakt. Metallogr. 1968, 5, 163. [Google Scholar]
- Osborne, A.K. An Encyclopaedia of the Iron & Steel Industry; The Technical. Pr: London, UK, 1956. [Google Scholar]
- Benscoter, A.; Perricone, M. Marshall’s Reagent: Origins, Modifications, and New Applications. Microsc. Microanal. 2005, 11, 76–77. [Google Scholar] [CrossRef] [Green Version]
- Rawdon, H.S. Use of Ammonium Persulphate for Revealing the Macrostructure of Iron and Steel; Government Printing Office: Washington, DC, USA, 1920.
- Bramfitt, B.L. Metallographer’s Guide: Practices and Procedures for Irons and Steels; ASM International: Materials Park, OH, USA, 2001. [Google Scholar]
- Vander Voort, G. Color Metallography. Microsc. Microanal. 2004, 10, 70–71. [Google Scholar] [CrossRef]
- Zipperian, D.C. Metallographic Handbook; PACE Technologies: Tucson, AZ, USA, 2011. [Google Scholar]
- Hamada, S.; Sasaki, D.; Ueda, M.; Noguchi, H. Fatigue limit evaluation considering crack initiation for lamellar pearlitic steel. Procedia Eng. 2011, 10, 1467–1472. [Google Scholar] [CrossRef] [Green Version]
- Navarro-López, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M.J. Characterization of bainitic/martensitic structures formed in isothermal treatments below the Ms temperature. Mater. Charact. 2017, 128, 248–256. [Google Scholar] [CrossRef]
- Li, Z.R.; Li, Z. Industrial Applications of Electron Microscopy; CRC Press Inc.: Baton Rouge, LA, USA, 2003. [Google Scholar]
- Blázquez, V.M. Metalografía de las Aleaciones Férreas, Sección de Publicaciones de la E.T.S; Ingenieros Industriales: Madrid, Spain, 1991. [Google Scholar]
- Rizov, B. Some Results from the Investigation of Effects of Heat Treatment on Properties of Ni-Hard Cast Irons. Int. J. Eng. Res. Dev. 2017, 13, 30–35. [Google Scholar]
- Kopyciński, D.; Guzik, E.; Siekaniec, D.; Szczęsny, A. Analysis of the High Chromium Cast Iron Microstructure after the Heat Treatment. Arch. Foundry Eng. 2014, 14, 43–46. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reagent | Composition |
|---|---|
| Murakami [36] | 10 g K3[Fe(CN)6], 10 g KOH and 100 mL H2O |
| Klemm [37,38] | 50 mL of H2O, Na2S2O3 until saturation, and 1 g of K2S2O5 |
| Marble [39] | 10 g CuSO4, 50 mL of HCl and 50 mL of H2O |
| Marshall [40] | 28 mL of 5% oxalic acid, 80 mL of H2O and 4 mL of 30% H2O2 |
| Nital-3 [24] | 3% HNO3 in ethyl alcohol |
| Ammonium persulfate [41] | 5 g of (NH4)2S2O8 and 100 mL of H2O |
| Kalling N°1 [42] | 1.5 g of CuCl2, 33 mL of H2O, 33 mL of HCl and 33 mL of ethanol |
| Picral [24] | 100 mL of Ethanol and 4 g of C6H2OH(NO2)3 |
| Vilella [42] | 1 g of C6H2OH(NO2)3 and 5 mL of HCl and 100 mL of ethanol |
| Attack | Microconstituent | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| # | Reagent | t (s) | Temp | APE | AE | M | P | CE | CS |
| 1 | Marshall | 5 | RT | Cont. | Cont. | No | Slightly | Cont. | No |
| 2 | Marshall | 25 | RT | Cont. | Cont. | Slightly | Dark | Cont. | No |
| 3 | Marshall | 60 | RT | Cont. | Cont. | Slightly | Dark | Cont. | No |
| 4 | Attack 3 + 5% ammonium persulfate | 25 | RT | Blue | Blue | Dark | Dark | Cont. | Cont. |
| 5 | Attack 4 + Kalling N°1 | 60 | RT | Slightly | Dark | Dark | Dark | Cont. | Cont. |
| 6 | Murakami | 60 | HT | No | No | Dark | Dark | Gray | Gray |
| 7 | Murakami | 60 | RT | No | No | No | No | Dark | Gray |
| 8 | Klemm | 20 | RT | Slightly | Slightly | No | Dark | No | No |
| 9 | Nital-3 | 40 | RT | Slightly | Slightly | No | Dark | No | No |
| 10 | Marble | 10 | RT | Slightly | Dark | No | Dark | No | Cont. |
| 11 | Picral | 10 | RT | Slightly | Slightly | Slightly | Dark | No | No |
| 12 | Vilella | 20 | RT | No | No | Dark | No | Slightly | No |
| Microconstituent | Attack |
|---|---|
| M: Martensite | 12: Vilella reactant |
| APE: Proeutectic austenite | 4: Marshall + 5% ammonium persulfate |
| CE: Eutectic carbides | 7: Murakami reactant |
| CS: Secondary carbides | 7: Murakami reactant |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
González Fernández de Castro, M.; Martín Álvarez, Y.; Moreno-Labella, J.J.; Panizo-Laiz, M.; del Río, B. Color-Metallographic Characterization of Alloyed White Cast Irons Ni-Hard Type. Metals 2020, 10, 728. https://doi.org/10.3390/met10060728
González Fernández de Castro M, Martín Álvarez Y, Moreno-Labella JJ, Panizo-Laiz M, del Río B. Color-Metallographic Characterization of Alloyed White Cast Irons Ni-Hard Type. Metals. 2020; 10(6):728. https://doi.org/10.3390/met10060728
Chicago/Turabian StyleGonzález Fernández de Castro, Milagrosa, Yolanda Martín Álvarez, Juan José Moreno-Labella, Miguel Panizo-Laiz, and Benito del Río. 2020. "Color-Metallographic Characterization of Alloyed White Cast Irons Ni-Hard Type" Metals 10, no. 6: 728. https://doi.org/10.3390/met10060728