
Abstract
The shear fatigue delamination strength of some porous thermal barrier coatings (TBCs) has been evaluated using the torsion pin-test method. The porosities of the tested TBCs were 0-5, 5-10, 15-20 and 25-35%. The shear delamination strength of the TBCs was evaluated and the shear fatigue delamination strength (S–N) curves were obtained under cyclic torsional loading. The Young’s modulus of the TBCs was evaluated by using indentation tests and the corresponding numerical analyses, and expressed as a function of coating porosity. Finite element analyses, using the commercial nonlinear finite element analysis software MARC, showed that almost the same stress distributions could be observed around the interface edge between the top coat and the bond coat when delamination occurred, regardless of the pin diameter. Therefore, only the specimens of 4-mm pin diameter were used in the fatigue test. The shearing fatigue delamination strength was investigated under cyclic torsion without tension. If combined torsion and tension were applied, fracture would occur inside the top coating instead of adhesively at the bond coat interface. It was found that the normalized S–N curves, divided by the critical delamination stress due to simple torsion, coincided with each other. Next, the stress intensity factor (K) of the singular shear stress field around the interface edge was determined for various porous coatings under simple torsion, and the relationships between K and porosity Pv were derived. The strength (K) of the shear stress singularity field was adopted as the fatigue delamination criterion for the porous TBCs under cyclic shearing. Finally, the S–N curves could be determined for porous TBCs with any value of porosity.
Similar content being viewed by others

Introduction
Concerning the applications of thermal barrier coatings (TBCs) and the developments of various important system parts, such as gas turbine blades, combustion chamber walls, and aerospace equipment, all of which are used under severe conditions, some porous TBCs have recently been developed to improve their performance as thermal barriers. It is therefore important to establish the delamination strength criteria and the fatigue failure strength properties for such porous coating systems. Many test methods have been proposed to estimate the delamination strength of various thermal sprayed coatings. Some of these test methods include the tensile test of coated specimens (Ref 1, 2), the bending test of coated plates/rings (Ref 3,4,5), shear tests of coated rings (Ref 6, 7), and the tensile pin-test (Ref 8). However, there have been very few studies that recommend quantitative design standards for the strength and fatigue life design of sprayed coating systems. One of the reasons is that there are no testing methods available for obtaining certain experimental data, like the shear fatigue delamination strength (S–N) curve. In addition, some stress–strain analysis is required to determine the critical stress conditions at local singularity zones such as the interface edge. Therefore, experimental methods in which the loads acting around the interface edge can be accurately controlled are needed.
Furthermore, many patterns of failure of thermal sprayed coating systems, such as wear, cracking, and delamination, are possible. Delamination due to tensile stress acting on irregularities at the interface has been discussed by Arai (Ref 9) and Kaneko et al. (Ref 10), and delamination due to concentrated shearing stress at the interface edge, caused by cleavage cracking of the coating under in-plane tension, has been studied by Arai et al. (Ref 11). Because of the high probability of these types of failures, it is important that the specimen in the delamination strength test of coatings has a shape with an interface edge, on which a shearing stress can be applied and accurately controlled up to the point of delamination.
Based on the above considerations, the torsion pin-test method was proposed by one of the authors and its usefulness and the reliability were confirmed through experimental investigations, and using the finite element method (FEM) analysis of the delamination properties of both a WC-Co thermal sprayed coating and a TBC under simple and cyclic interfacial shear and tensile loadings (Ref 12,13,14,15).
In this study, the torsion pin-test method was applied to investigate the delamination fatigue failure strength of various porous thermal barrier coatings under simple and cyclic shear loadings.
To perform the FEM analysis of the shear singular stress fields around the interface edge between the top coat and the bond coat in a configuration that matches the experimental one, Young’s moduli of the porous TBCs tested were also determined by spherical indentation experiments and the corresponding numerical analyses. Finally, the shear delamination criteria and the shear fatigue delamination S–N curves of porous TBCs with any values of porosity were determined.
Experimental
Specimens
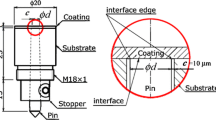
The shape and dimensions of the pin-test specimens used in the experiment are shown in Fig. 1(a) and (b). The diameters of the pin are 3 and 4 mm. The material of the pin and the substrate, which is the body of 3-mm-diameter specimen, and the top plate is Inconel 600 or Nimonic 90 while others, including the body of a 4-mm-diameter specimen, are made of SUS304 stainless steel. By considering the actual coating on a gas turbine blade, the thicknesses of the sprayed bond coat and the topcoat were selected to be 100 and 500 μm, respectively. The gap thickness between the pin and the pin-hole was controlled to be approximately 10 μm. The porosities of the four kinds of porous TBCs, the materials of the bond and the topcoats, and the thermal spraying conditions are shown in Tables 1 and 2, respectively. Both Coat 3 and Coat 4 were fabricated through a subsequent heating process at 800 °C for 2 h to remove PE (polyethylene) which was mixed into the feedstock powder used in the thermal spraying process. The coatings were acquired from an external supplier and were not produced by the authors.

Torsion–tension pin-test specimen. The gap thickness between the pin and the pin-hole is about 10 μm. (a) Pin test specimen of 3-mm pin diameter which is made of Inconel 600, except the stopper made of SUS304. (b) Pin test specimen of 4-mm pin diameter. Both the pin and the top plate with the pin-hole are made of Nimonic 90 and the others are made of SUS3
It is well known from the previous studies that delamination occurs between the topcoat and the bond coat. Thus, the pin is turned slightly to shear the bond coat along the circular edge of the pin before the topcoat is sprayed. Figure 2 shows the views of the specimens (a) after they were blasted and (b) the bond-coated surface after it was shorn by torsion.

Views of the torsion pin-test specimen (a) after blasting and (b) after bond-coating and twisting the pin for braking the bond coat at the pin-edge
The specimens of only 4 mm diameter were used in the cyclic torsion fatigue tests, because it was confirmed that identical shear delamination strength could be obtained regardless of pin diameter by performing simple torsion tests, using the specimens of both 3 and 4 mm diameters and the corresponding FEM analysis on the critical interfacial stress conditions at delamination.
To eliminate the effect of friction which might occur between the body and the stopper of the specimen during the fatigue tests, stainless steel wires of 0.1 mm diameter were inserted between the body and the stopper when thermal spraying. The wires were removed before fatigue tests started.
Torsion Pin-Test Fatigue Testing Apparatus
A highly sensitive testing apparatus was necessary to perform the torsion pin-test of a porous thermal barrier coating, because its delamination strength was very low compared with that of the WC-Co coating. Thus, the torsion–tension pin-test apparatus with the high-sensitive torque cell was used for this study, as shown in Fig. 3. By using computer-controlled servo-motors, this testing system is capable of providing a cyclic torsion with constant tension to the pin-test specimen. The specifications of the fatigue testing system are as follows: maximum tensile load: 500 N; tensile displacement rate: 1-50 mm/min; maximum torque: 10 Nm; torsion speed: 10 Hz (maximum); maximum angle in torsion: ± 5°.

Torsion pin-test fatigue testing system which is controlled by the personal computer: (a) the whole view of the system, (b) detailed view around the specimen
Experimental Conditions
In this study, the delamination strength of the top coat was investigated by simple or cyclic torsion without tension at room temperature. As shown in Fig. 3(b), the pin of the specimen was connected to the torsion shaft of the testing apparatus through the Oldham’s shaft coupling, to eliminate the effects of small external loads, such as the axial load and bending moment due to slight differences in the shaft axis. The simple torsion speed in the test was set to 0.015 deg/s for all pin diameters, and the cyclic torsion speed in the fatigue test was set to 1-6 Hz according to the maximum torque. The effect of difference in the stress rate due to the difference of pin diameter and in the cycle frequency on the test result is presumed to be negligible.
Experimental Results and Discussion
Shear Delamination Strength by Simple Torsion Test
The delamination strengths of the provided four kinds of porous thermal barrier coatings obtained by the simple torsion tests are shown in Fig. 4. The ordinate of the figure indicates the maximum shear stress \(\tau_{\hbox{max} }\) on the outer surface of the pin at fracture, calculated using Eq 1:
where \(T_{\text{cr}}\) is the critical torque at fracture, and \(d\) is the pin -diameter.

Experimental results on shear delamination strength by simple torsion test using the torsion pin-test specimens
These results represent the apparent delamination strength of the coating. The real stress at the interface edge between the top coat and the bond-coated pin is analyzed in the next section. It can be observed from Fig. 4 that the apparent delamination strength decreases with increasing pin diameter, and that the strength decreases quickly with increasing the porosity of the coating. In Fig. 4, both of the blue and red circular points were the results by using the specimens which were thermal sprayed at the same time. On the other hand, green-colored square points were the results obtained by using the specimens prepared for fatigue test at the difference in time. We can see that there were some differences in the delamination strength depending on the fabrication time.
Views of the fractured surface of the specimen by simple torsion test are shown in Fig. 7(a), (c), (e), (g) and (h), in all of which the white areas are the top coats and the dark areas show the bond coat surfaces. Many white areas can be seen in Fig. 7(e). This means that these results on Coat 3 obtained using 4-mm-diameter specimens and the result on Coat 4, whose fractured surfaces had much more white areas than that in Fig. 7(e), may not show the real interfacial delamination strength. Furthermore, seeing a very small black area existed in Fig. 7(f), which is the fatigue-fractured surface on Coat 3 obtained using 4-mm-diameter specimens, it is meaningless to do any fatigue tests on Coat 4 using a 4-mm-diameter specimen. Therefore, Coat 4 of the highest porosity was excluded from the fatigue test.
Shear Fatigue Delamination Strength of Porous TBCs by Cyclic Torsion Test
Figure 5 shows the results of shear fatigue S–N curves obtained by the cyclic torsion pin test without tension using the specimens with 4-mm-diameter pin. The ordinate of the figure denotes the shear stress amplitude calculated by Eq 1 using the maximum torque at each cyclic torsion test. The amount of stress at N = 1 means the critical delamination strength obtained by the simple torsion test. Virtually all experimental results obtained are shown in Fig. 5. Although the number of specimens used was small, scatters in the results were rather small and smooth curves could be obtained for all Coats 1-3. Furthermore, similar tendencies could be seen in the results for each Coat. Figure 6 shows the normalized S–N curves using the normalized stress amplitude \(\bar{\tau }_{\text{a}} ( = \tau_{\text{a}} /\tau_{\text{cr}} )\) divided by the critical delamination stressτcr of each porous TBC, shown in Fig. 4. It was found that S–N curves of both Coat 1 and Coat 2 were coincident with each other. On the other hand, S–N the curve of Coat 3 was a little different from the others. The reason is discussed in the next section.

S–N curves on shear fatigue delamination strength of three kinds of porous TBCs by torsion pin test method

Normalized fatigue delamination S–N curves divided by the critical delamination stress τcr under simple torsion
Discussions regarding the analytical stress at the interface edge are presented in "Finite Element Stress Analysis Around the Interface Edge in the Torsion Pin-Test" section.
Observation of the Fractured Surface by Simple or Cyclic Shear Torsion
Figure 7(a)-(f) shows the fractured surfaces of the coated pin, due to simple or cyclic torsion, for Coat 1, Coat 2, and Coat 3, respectively. In Fig. 7(a) and (c), the dark-colored bond coat can be observed entirely, which implies that delamination occurs at the interface between the top and the bond coats about the coating of rather small porosity. On the other hand, little dark-colored area was observed in Fig. 7(e), which shows that fracture occurs mostly inside the top coat about the coating of rather large porosity.

Views of the surface of pin-test specimen fractured by simple/cyclic torsion, in which the bright areas denote the top coat and the dark areas the bond coat. Much of the area of the interfacial delamination can be observed for simple torsion; on the other hand, the fracture inside the top coat increases for cyclic torsion. Also, it is found that much of the interfacial delamination surface can be observed at the pin test of φ3 on Coat 3 comparing (e) with (g). d = 4 mm; (a), (c) and (e) simple torsion (N = 1); (b), (d) and (f) cyclic torsion, N > 1, d = 3 mm; (g) and (h) simple torsion
In Fig. 7(b), (d) and (f), less dark-colored bond coat area was observed at any coating fractured by cyclic torsion compared to that by simple torsion, and the dark-colored area decreased with increasing coating porosity, which implies that the crack gradually penetrates into the top coating during cyclic torsion and that this tendency becomes stronger on a coating weakened by large porosity. Especially, in Fig. 7(f), almost no dark-colored area can be observed, which denotes that the S–N curve obtained for Coat 3 does not show the true interfacial fatigue strength, but that of the top coat itself. This is the reason why that the S–N curve obtained on Coat 3 does not coincide with other S–N curves for Coat 1 and Coat 2. In addition, in Fig. 7(g) and (h), a much darker-colored area can be recognized compared to Fig. 7(e), which denotes that the experimental results obtained by using the specimens with the 3-mm-diameter pin are close to the real interfacial strength for both Coat 3 and Coat 4. If many 3-mm-diameter specimens of Coat 3 and Coat 4 can be prepared, a much better S–N curve on Coat 3 and also a good result even on Coat 4 would be obtained.
Evaluation of Elastic Moduli of Porous Thermal Barrier Coatings
In this section, macroscopic deformation properties of the four kinds of porous TBCs were evaluated to perform some stress analyses for precisely evaluating the delamination strength of porous TBCs. A conventional stress–strain analysis of a thermal barrier coating has assumed that the TBC was an elastic body because the porosity of a usual TBC was 5% or less. On the other hand, the stress–strain curve of a TBC was reported to be nonlinear by performing a tensile test of the TBC itself (Ref 16). Therefore, much nonlinearity was expected for porous TBCs having much void fraction. In this section, firstly, the effect of porosity changes due to an external load on the deformation properties of TBC was confirmed to be small and negligible. Secondly, a method for determining the deformation properties of thin TBCs has been presented, in which both the contact theory of Hertz (Ref 17) and FEM analysis were applied with load–depth curves obtained in the process of loading and unloading during indentation tests. Finally, elastic moduli of the prepared four kinds of porous TBCs were determined.
Indentation Test and Conditions
Specimen and Indenter
Pin-test specimens prepared for delamination testing of the four kinds of porous coatings were used for the indentation test after testing for delamination. The top surface of each porous TBC was polished using polishing paper of #1000 before indentation testing. Four kinds of spherical indenters of 1, 2, 3, and 4 mm diameters were applied for preliminary indentation testing of the porous TBCs. It is found that the indenters of small diameter are not good for obtaining smooth load–depth curves for porous TBCs having many large holes, because much structural collapse occurs under very small loading conditions. Therefore, a 4-mm-diameter spherical indenter made of Si3N4 was used in the indentation test.
Indentation Testing Apparatus and Test Conditions
The torsion–tension (compression) pin-test apparatus with a high sensitivity load cell and a cantilever-type displacement sensor, explained in “Torsion Pin-Test Fatigue Testing Apparatus” section, was also used for this indentation study, as shown in Fig. 8. In Fig. 8, both the ball-indenter and the displacement sensor were applied to the top surface of the coated pin-test specimen, and the displacement of the ball-indenter based upon the coating surface and the compressive load were measured precisely. The measured displacements are the sum of the depth of the impression formed on the coating surface and the deformation of the indenter.

The pin-test specimen with TBC, the ball-indenter, and the displacement sensor under the indentation test. Total amounts of the depth of the hollowed surface and the deformation of the ball-indenter were measured by using the displacement sensor in the test
In the indentation tests, loading (displacement) speeds were controlled between 1 N/5 s and 1 N/600 s (1 μm/22 s and 1 μm/100 s). The slowest speed was adopted until the indenter reached the coating surface, and also in such small loading cases as 0.1-1 N. The larger speeds were applied at the test stage in which the load (displacement) exceeds 4 N (2 μm).
The standard loading patterns adopted in the test were the patterns of cyclic loading and unloading with increasing the maximum load, like 1, 2, 4, 8, 12, 16, 20, 24, and 28 N. However, for Coat 3 and Coat 4 of larger porosity, some very small loading cycles like 0.1, 0.2, 0.3 N and so on (0.1 N step up to 1 N) were adopted, because structural collapse occurs under very small load, even for the ball-indenter of 4 mm diameter. Loadings which exceed 16 N were not applied to Coat 4. The indentation tests were performed at three or more points on one specimen using the same loading pattern. Therefore, obtained load–depth curves are shown individually by attaching a, b, c, and d with Coat number in Fig. 9, 11, 12(a), (b), 13 and 14.

Load-depth curves obtained by indentation tests using the Si3N4 ball indenter of 4 mm diameter, and the corresponding analytical results by FEM analysis for Coat 4.
Effects of Porosity on Indentation Test Results
A TBC of large porosity is expected to show higher hardness with increasing the compressive load in the indentation test, because pores becomes smaller due to compression. Figure 9 shows the load–depth curves obtained for Coat 4 of about 30% porosity, which are shown from loading to unloading continuously in the whole process of testing. The curves obtained at 0.5 N loading are higher than others, which denotes that some structural collapses occur even under such small loading conditions, depending on the surface condition of the indented point. Residual depth of the impression produced by an indentation at lower load is taken as the zero level for the next indentation. In Fig. 9, the short interval broken line shows the result of the indentation analysis by MARC for a coating having an elastic modulus of 3.5 GPa which was obtained based on the load–depth curve of 1-N loading. (The FEM mesh model and boundary conditions are shown in Fig. 10 and mechanical properties are shown in Table 3.) The load–depth curve obtained in the subsequent loading of 2.5 N parted from the short interval broken line at 1 N or more of loading. It was investigated if the reason of this fact can be explained by thinking of porosity decreasing due to compression.

FEM mesh model and boundary conditions, Minimum mesh scale: 1 μm. Diameters of the ball-indenter and the coated circular specimen were 4 mm and 6 mm, respectively. The thickness of the specimen including the substrate was 3 mm
The relationship between the elastic modulus E of a porous brittle material and the porosity Pv of the material can be given as the basic expression (Eq 2), where E0 denotes the elastic modulus of the material of Pv = 0, in the assumption that cavities are distributed uniformly (Ref 18,19,20):
When a coating is subjected to a compressive stress, σ, a corresponding volumetric strain to the stress is expressed as − 3(1 − 2ν)(1/Es − 1/E0)σ, where Es denotes the initial elastic modulus corresponding to the initial porosity, Ps, and ν is the Poisson’s ratio of the coating, with an assumption that a coating is approximately set under a triaxial compressive stress condition in the indentation test. The whole volumetric strain is assumed to be the decrease of cavities in the coating. Therefore, we get the expression Pv = Ps − 3(1− 2ν)(1/Es − 1/E0)σ. With substituting the expression into the expression (Eq 2), the elastic modulus, E, during the indentation test can be expressed as the function of the compressive stress due to the indenter. By using the obtained expression, FEM elastic–plastic analysis corresponding to the indentation test of 2.5 N loading was performed. The obtained result is shown as the long interval broken lines in Fig. 9, which is coincident with the short interval broken line. This result denotes that the effects of changes of porosity due to compression on the elastic modulus of porous TBCs are negligible. Therefore, the reason why the load–depth curve shows a stronger behavior with increasing the load is presumed to not be a change of porosity due to compressive deformation, but local elimination of cavities due to structural collapse.
Calculations of Elastic Moduli Using Hertz’s Contact Theory
The investigations in the previous section denote that the deformation properties of the four kinds of porous TBCs are thought to be almost linearly elastic unless any structural collapses occur. The current way to seek the elastic modulus of materials is the indentation method using a micro-hardness tester with a Berkovich three-sided pyramid nano-indenter tip (ISO14577) (Ref 21). This method is not applicable to measure such porous materials as TBCs, because macroscopic deformation properties of the porous materials cannot be obtained by using such a pointed indenter.
On the other hand, in the case of an indentation test using a ball-indenter, the elastic modulus can be analytically obtained in a short period of time by applying Hertz’s contact theory with an experimental load–depth curve. Some theoretical expressions are shown as follows (Ref 17).
In an indentation test using a ball indenter, a depth u (mm), which includes the deformation of the ball-indenter and the impression formed on the material surface, is calculated by Eq 3:
in which P (N) means the indentation load, R (mm) is the radius of the ball-indenter, and Er (MPa) is the reduced elastic modulus of the material.
The reduced elastic modulus Er is calculated according to expression (4), where (Ei, νi), and (Ec, νc) denote the sets of elastic modulus and Poisson’s ratio of the indenter and the coating materials, respectively:
In general indentation tests, load–depth curves are influenced by plastic deformation and/or structural collapse occurring on the surface of materials. Therefore, unloading curves are usually used for estimating the deformation properties of materials. An elastic modulus of materials indented is calculated by using the unloading curve, as follows.
Considering the points A(P1, u1) and B(P2, u2) on the unloading curve, these points are considered to be translated by δ(mm) along the depth (u) axis due to plastic deformation and/or structural collapse occurring during the loading stage. Assuming that no plastic deformation and structural collapse occur in loading, these points will be expressed as A’ (P1,(u1 − δ)), B’(P2,(u2 − δ)), respectively.
Substituting the above expressions in Hertz’s theory into these two points, A’ and B’, δ(mm) is calculated by Eq 5
Substituting u = u2 − δ and P = P2 into Hertz’s expression Eq 3, Er can be obtained as follows:
From Eq 4 and 6, the elastic modulus Ec of the coating material can be shown as follows:
Finite Element Analysis of Indentation Test Using Ball-Indenter
Hertz’s contact theory is a theory of half-space elastic body. Therefore, it is necessary to verify the applicability of the theory for a thin coating system handled in this study. Accordingly, FEM indentation analyses should be performed.
Method, Model and Conditions in the Finite Element Analysis
The software for the FEM analysis was MARC2010. Two-dimensional axisymmetric elastic–plastic analysis was performed using a quadrilateral, four-node axisymmetric element. The minimum element size was 1 μm. The mesh model used in the analysis is shown in Fig. 10, and material constants are shown in Table 3.
Determination of Elastic Moduli of Porous TBCs Based on Indentation Test Results
Results of the load–depth curve by MARC and Hertz’s theory, corresponding to the indentation tests on four kinds of the porous TBCs shown in Table 1, are shown in Fig. 11, 12(a), (b), 13 and 14, with the experimental results.

Load–/unload–depth curves obtained by indentation tests using the Si3N4 ball indenter of 4-mm diameter for the Coat 1 and the corresponding calculated results by FEM analysis and Hertz contact theory

Load–depth curves obtained by indentation tests and FEM analysis using the Si3N4 ball indenter of 4 mm diameter for Coat 2. (a) The alternate long and short dashed lines denote the parallel line with the long interval broken line. (b) There was almost no difference in gradient between the loading and the unloading curves in 2N-loading. Therefore, the 2N-curve could be used to decide the elastic modulus for Coat 2. The alternate long and short dashed line denotes the parallel line with the short interval broken line

Load–/unload–depth curves obtained by indentation tests using the Si3N4 ball indenter of 4 mm diameter, and the analytical results using FEM analysis and Hertz theory for Coat 3. No difference could be seen between the loading and the unloading curves at the 0.25-N load case. Accordingly, this curve was used to determine the elastic modulus

Load/unload–depth curves obtained by indentation tests using the Si3N4 ball indenter of 4 mm diameter, and the analytical results using FEM analysis and Hertz theory for Coat 4. The 0.1-N curve and Hertz theory gave 2.0 GPa. On the other hand, the 0.2-N, 0.3-N ,and 0.4-N curves and Marc analysis gave 1.9 GPa
The results for Coat 1, which is a current TBC, are shown in Fig. 11 where both loading and unloading curves are coincident with each other, which denotes that almost no structural collapse occurs. In Fig. 11, although small differences can be seen in the experimental results depending on the indent location on the surface, the numerical results by MARC using E = 22 GPa are completely coincident with the experimental results. Therefore, Coat 1 is confirmed to be a linearly elastic body of E = 22 GPa. Although Hertz’s theory is useful for seeking suitable elastic modulus quickly, the result based on Hertz’s theory are found not to be viable for loads of more than 2 N even for such a highly rigid material as Coat 1 of the smallest porosity, because the thickness of the coating is low. Therefore, the Hertzian theory exposed in the previous section must be applied to the beginning stage of loading or the last stage of unloading of the sample. In this case, the value of Young’s modulus, E, which is adapted to the obtained load–depth curves shown in Fig. 11 could be found very quickly by a simple calculation using Excel software. In the next step, some FEM analyses with a few E values around the value obtained using Hertz’s theory were done to get the numerical curve to fit the experimental curve over a wider load range.
Elastic moduli of the current TBCs made by atmospheric plasma spraying were measured by using both the vibrating reed test method and the tensile test method (Ref 22). In the results, E = 30.5 and 27.7 GPa were obtained for the coating made of 40-μm-diameter powder, and E = 12.3 and 13.8 GPa for the 100-μm-diameter powder, respectively. Coat 1 handled in this study was made of 11- to 125-μm diameter powder. Accordingly, the value of E = 22 GPa obtained in this study was recognized to be an intermediate value between the values obtained for two kinds of coatings made with powders having a narrow diameter size distribution, as mentioned above.
Figure 12(a) and (b) shows the results for Coat 2 of which the porosity is 0.05-0.1. In Fig. 12(a), loop areas can be observed between the loading and the unloading curves, which denote that some structural collapse occurred during loading. Therefore, the unloading curve should be used to determine the elastic modulus of Coat 2. On the other hand, it should be noted that the amount of 15 GPa obtained based on the unloading curve was not real, but an apparent elastic modulus of the coating having some collapse caused by the indentation load. The reason for this is that the alternate long and short dashed line drawn on the unloading curve was obtained by shifting the long interval broken line along the y-axis, which is the result of the FEM simulation of an indentation with E = 15 GPa. Therefore, the alternate long and short dashed line indicates a simulation of an elastic unloading from peak load, assuming E = 15 GPa. The simulation line is coincident with the unloading curve in the higher load area, but not in the lower load area. The unloading curve quickly returns to the origin. This phenomenon shows that some structures that collapsed in loading may recover a part of the volume with the decreasing indentation load. Accordingly, it is found that the unloading curve of the coating with much collapse is not viable for seeking the macroscopic elastic modulus of the coating.
Figure 12(b) shows the results obtained for much smaller loads, where some structural collapses were observed even for such a small load as 2 N. However, almost no difference between the loading and unloading curves could be seen in loading up to 2 N. Therefore, the load–depth curve can be used to decide the elastic modulus and the result obtained was 11 GPa for Coat 2. The alternate long and short dashed line was again obtained by shifting the short interval broken line along the y-axis.
Figure 13 shows the results for Coat 3, the porosity of which is 0.1-0.2. In the indentation tests of Coat 3, a much larger structural collapse can be observed and effects of structural collapse on the load–depth curve were confirmed even in the minimum loading of up to 2 N set at the beginning. Therefore, much smaller loadings up to 0.25, 0.5, 0.8, and 1.0 N were applied, as shown in Fig. 13. Then, the results with no effect of structural collapse can be obtained in loadings up to 0.25 N. Finally, the amount of E = 5.3 MPa was determined as the elastic modulus of Coat 3 according to the Hertz theory, because the MARC results were not available at under 0.2 N. The elastic modulus apparently increases even after a very small structural failure occurred in such a small loading as 0.5 N.
Figure 14 shows the results for Coat 4, the porosity of which is 0.25-0.35. Although some structural collapses could be observed in loadings up to 0.3, 0.4, and 0.5 N, no structural failure occurred in loadings up to 0.1 and 0.2 N. Hertz’s theory gave E = 2.0 GPa based on a load–depth curve up to 0.1 N. On the other hand, E = 1.9 GPa was obtained by MARC analysis using the load–depth curves at 0.2, 0.3, and 0.4 N loads. In Fig. 14, upper two alternate long and short dashed lines are obtained by shifting the lower alternate long and short dashed line, which denotes the numerical result by MARC with E = 1.9 GPa. Hertz’s theory is confirmed to be unsuitable at a loading of 0.15 N or more for such low-rigidity thin coating materials as Coat 4.
Finally, E = 1.9 GPa was adopted as the elastic modulus of Coat 4, because the elastic modulus could not be considered to decrease at larger loading in this indentation test for porous materials.
In applying Hertz’s contact theory, it is premised that the contact area must be small. Therefore, Hertz’s theory may be unsuitable for such rather soft coatings as Coat 4, even at much smaller loadings up to 0.1 N or less, because the exact E value (1.9 GPa) could not be obtained using Hertz’s theory.
Figure 15 shows the porosity dependencies of the Young’s moduli E obtained in this section. Note that porosities of the four kinds of porous TBCs were not measured in this study, but average values were provided by the coating manufacturer. The approximation curve and its expression are shown in Fig. 15. The expression gives E0 = 27.66 MPa as the value of E at Pv = 0, which was the same type as Eq 2. However, the power was not the same as Eq 2. This result suggests that the value of E0 may not be common but depends on the fabrication conditions in the thermal spraying and subsequent heating process.

Relationships between Young’s modulus, E, and porosity, Pv, of porous TBCs handled in this study. Note that values of the porosity of TBCs were not measured directly, but their averages presented by the coating fabricator
Finite Element Stress Analysis Around the Interface Edge in the Torsion Pin-Test
Analysis Model and Conditions
The computational software used for the FEM analysis was MARC2010. An axisymmetric two-dimensional elastic model was created with a minimum element size of 1.0 nm.
The mesh model and boundary conditions are shown in Fig. 16(a) and (b), respectively, and the material constants used in the analysis are shown in Table 4. As shown in Fig. 16(a), the right end of the substrate, which had the pin-hole, was fixed in the longitudinal, radial, and circumferential directions, and the right end of the pin was subjected to torsion. Figure 16(b) shows the enlarged view around the interfacial edge between the bond-coated pin and the top coating of the specimen. The gap clearance between the pin and pin hole was 10 μm.

FEM mesh model and boundary conditions, Minimum mesh scale 1 nm. (a) The whole view of the model and boundary conditions, (b) detailed view around the interface edge
Evaluation Method of Stress Singularity Around the Interface Edge
Figure 17 shows the typical stress distribution around the interface edge. A stress distribution at a singularity point, such as the interface edge of the specimen, is generally approximated by Eq 7, where σ is the stress component or the equivalent stress, \(\bar{r}\) is the non-dimensional radial coordinate (divided by 1 mm) measured from the interfacial edge, λ is the singularity parameter (gradient of stress distribution curve), and K is the strength of the stress singularity (stress intensity factor).

The typical stress distributions around the interface edge. \(\bar{r}\) denotes the non-dimensional length divided by the unit length (1 mm), measured from the interfacial edge, λ the singularity parameter, and K the strength of the stress singularity. K can be determined as the intercept of the approximated red line at \(\bar{r}\) = 1 for the stress distributions at the area of 2 × 10−6 < \(\bar{r}\) < 2 × 10−4
As shown in Fig. 17, the strength of the stress field, K, can be determined from the stress distributions in the area \(2 \times 10^{ - 6} < \bar{r} < 2 \times 10^{ - 4}\) as the intercept of the approximated red line at \(\bar{r} = 1\). The singularity parameter, λ, can be obtained as the gradient of this approximated red line.
It is a very reasonable supposition that the principal stress is dominant in the delamination failure of brittle coatings, such as the thermal barrier coating. Thus, the principal stress in the direction perpendicular to the failure surface should be discussed. In the pin-tests, all failures (delamination) occurred around the interface which is perpendicular to the torsional axis, and thus both the shear and tensile stress components should be taken into consideration when investigating the delamination criteria of the coating (Ref 23). However, it was not necessary to consider any tensile stress, because tensile load was not applied in this study.
Results of Stress Singularity Analysis Around the Interface Edge, and Discussion
Delamination Stress Distributions of Various Porous Coatings Under Simple Torsion
Figure 18 shows the delamination shear stress distributions based on the results of both 3- and 4-mm-diameter pin specimens which are shown as blue and red circles in Fig. 4. From these results, it was observed that, although the pin diameter was different, the stress distributions around the interface edge were the same for Coat 1 and Coat 2, respectively. On the other hand, the stress distributions based on the results of the 4-mm-diameter specimen for both Coat 3 and Coat 4 were much lower than that of the 3-mm-diameter specimens. This fact suggests that both Coat3 and Coat4 of the 4-mm-diameter specimens had a little damage during the heating process for removing the PE included in the top coat. The pin of the 4-mm-diameter specimen might be pulled due to a difference in the coefficient of expansion between the pin and the body of the specimen. Then, some small cleavage cracks might occur inside the brittle top coat of large porosity. Accordingly, the fracture not occurring at the interface becomes the consequence, as shown in Fig. 7(e).

The critical shear stress distributions around the interface edge at delaminating for the different pin diameters and porosities. Although the pin diameters were different from each other, the critical stress distributions around the interface edge were the same for Coats 1 and 2, but not for Coats 3 and 4
In addition, the fractured surfaces of Coat 4 were found to be in the top coat near the interface even for the 3-mm-diameter specimen, as shown in Fig. 7(h). Therefore, the Coat 4 itself was thought to be weaker than the delamination strength at the interface.
Figure 19 shows the critical delamination shear stress distributions based on the results of the 4-mm-diameter specimen. which are shown as green squares in Fig. 4. From these results, the critical stress distributions were found to decrease with increasing coating porosity. However, the gradients, λ, of these stress distributions were similar. Thus, the stress distributions can be expressed using the strength, K, of the stress field which was obtained from each critical stress distribution, as shown in Fig. 17, is shown in Fig. 19. The strength K of the stress field obtained from the results of the 3-mm-diameter specimens is shown in Fig. 18.

Critical shear stress distributions around the interface edge for three kinds of TBCs at delamination under simple torsion. The gradients of these stress distributions were similar, and so the shear delamination strength of various porous TBCs can be expressed by the strength, K, of the stress field
Fatigue Delamination S–N Curves Expressed on the Basis of Stress Singularity
Figure 20 shows the fatigue delamination S–N curves shown in Fig. 5, using the strength \(K\) of the stress singularity field as the ordinate, which denotes common strength in fatigue delamination regardless of the pin diameter. S–N curves obtained under combined torsion with tension can be expressed by using the function of both the shear strength, Ks, and the tensile strength, Ka, in each stress singularity, as shown in the previous study on the WC-Co coating (Ref 15). S–N curves of the porous coatings under combined shear and tensile stresses may decrease quickly with increasing tensile stress as shown in the case of WC-Co coating. Therefore, the results shown in Fig. 20 are thought to give the maximum strength in fatigue delamination of porous TBCs.

S–N curves of three kinds of TBC, expressed using the strength, K, of the shear stress singularity which was independent of pin diameter of the pin-test specimen, and these approximations.
The singularity parameter λ, for porous TBCs was obtained as λ = 0.472 for shear stress, as shown in Fig. 18 and 19. However, λ depends on the evaluation area, and the value was obtained for the evaluation area of \(2 \times 10^{ - 6} < \bar{r} < 2 \times 10^{ - 4}\). If the value of λ was obtained from a different range, K would take different values from those shown in Fig. 19. In general, it is difficult to determine the unique values of λ for a given structural system. Thus, K should be determined by using λ evaluated at a prescribed evaluation range (for example, in the range \(2 \times 10^{ - 6} < \bar{r} < 2 \times 10^{ - 4}\)), and the strength K of the stress field can be used as the delamination (fracture) criterion in a strength design of brittle structures such as TBCs.
S–N curves obtained for the evaluation area of \(2 \times 10^{ - 6} < \bar{r} < 2 \times 10^{ - 4}\) used in this study were approximated as the expression (9), where \(K_{0}\) denotes the critical delamination strength of the stress field by simple torsion (value of \(K\) at N = 1 in the S–N curve), and it depends on the porosity of the coating.
S–N Curves of Fatigue Delamination Strength for TBC of an Arbitrary Porosity
Figure 21 shows the relationships between the strength, K0, of the stress singularity and the porosity of the TBCs, which were obtained by using the results from the 3-mm-diameter specimens shown in Fig. 18. From Fig. 21, the strength \(K_{0}\) of the stress singularity is found to decrease exponentially with the increasing porosity, Pv, of the TBCs, and the obtained approximation is as in Eq 10, in which the value 40 MPa, which is the K0 value at Pv = 0 in Fig. 21, becomes a little larger when it is determined using the result of the 4-mm-diameter specimen used in the fatigue test shown in Fig. 20:

Relationship between the strength, K0, of the shear stress fields and the porosity, Pv, of the TBCs. K0, which was obtained under simple torsion, decreased exponentially with the increasing Pv of the coating
Considering this result with the results shown in Fig. 6 or 20, S–N curves of fatigue delamination strength for a TBC of arbitrary porosity Pv can be determined as in Eq 11 where the value m = − 0.0826 was determined as the average of that obtained for Coat 1 and Coat 2:
Conclusions
In this study, the delamination fatigue strength of porous thermal barrier coatings was investigated experimentally using the torsion pin-test method and numerically using FEM. The following conclusions were obtained:
- (1)
Porous TBCs were confirmed to be linearly elastic unless any structural collapses occurred. Young’s modulus of porous TBCs was expressed as the function of the porosity of the TBCs.
- (2)
Although the apparent delamination strength decreased with increasing pin diameter, similar stress distributions could be observed around the interfacial edges at delamination by FEM analysis. Thus, it was confirmed that identical shear fatigue delamination strengths could be obtained by the torsion pin-test method regardless of pin diameter.
- (3)
The strength of the stress singularity dominates the fatigue delamination strength of the porous barrier coatings because the gradients of the shear stress distributions in the stress singularity field were the same.
- (4)
Although the fatigue delamination S–N curves decreased with the increasing porosity of the coating, the normalized S–N curves divided by the critical delamination stress due to simple torsion were coincident with each other regardless of porosity. Thus, S–N curves of fatigue delamination strength for TBCs with any values of porosity could be expressed in a uniform manner.
References
D.C. Agrawal and R. Raj, Measurement of the Ultimate Shear Strength of a Metal-CERAMIC INTERFACE, Acta Metall., 1989, 37(4), p 1265-1270
B.F. Chen, J. Hwang, I.F. Chen, G.P. Yu, and J.-H. Huang, A tensile-Film-Cracking Model for Evaluating Interfacial Shear Strength of Elastic Film on Ductile Substrate, Surf. Coat. Technol., 2000, 126(2-3), p 91-95
M. Lane, R.H. Dauskardt, A. Vainchtein, and H. Gao, Plasticity Contributions to Interface Adhesion in Thin-Film Interconnect Structures, J. Mater. Res., 2000, 15(12), p 2758-2769
Y.C. Tsui, S.J. Howard, and T.W. Clyne, The Effect of Residual Stresses on the Debonding of Coatings—II. An Experimental Study of a Thermally Sprayed System, Acta Metallurgica et Materialia, 1994, 42(8), p 2837-2844
M. Okazaki, S. Yamagishi, M. Osakabe, and H. Fukanuma, A New Testing Method to Evaluate Adhesion Strength of Ceramic Top Coat in TBCs, J. Solid Mech. Mater. Eng., 2010, 4(2), p 345-354 ((special issue on thermal barrier coating systems for gas turbines))
M. Fukumoto, H. Murakami, I. Okane, and H. Harada, Improved Ring Shear Test for the Evaluation of Adhesion Strength of Thermal Sprayed Coating, J. Jpn. Inst. Met. Mater., 1995, 59(1), p 84-88 ((in Japanese))
S.Q. Guo, D.R. Mumm, A.M. Karlsson, and Y. Kagawa, Measurement of Interfacial Shear Mechanical Properties in Thermal Barrier Coating SYSTEMS by a Barb Pullout Method, Scr. Mater., 2005, 53(9), p 1043-1048
Y. Inoue, H. Ono, A. Noutomi, A. Dewa, M. Toyoda, and M. Tsukamoto, Delamination Strength Evaluation of Plasma Sprayed Coatings by Tesile Pin Test, J. Jpn. Weld. Soc., 1991, 9(1), p 167-173 ((in Japanese))
M. Arai, Proposal of Delamination Strength Evaluation Method of Thermal Barrier Coatings Based on Interface Cohesive Model with Interface Oxidation Process, J. Soc. Mater. Sci., 2004, 53(4), p 459-464 ((in Japanese))
K. Kaneko, S. Takatou, and K. Enomoto, Study on Shear Fatigue Fracture and Delamination Mechanism of Thermal Barrier Coatings After Thermal Loading, J. Solid Mech. Mater. Eng., 2010, 4(2), p 315-324 ((special issue on thermal barrier coating systems for gas turbines))
M. Arai, T. Sakuma, and U. Iwata, Damage Assessment of Ceramic Thermal Sprayed Coating (2), Sci. Mach., 2001, 53(1), p 32-37 (in Japanese)
K. Kaneko, Evaluation of Shear Delamination Strength of Thermal Barrier Coating After Heating by Torsion Pin-Test Method, Reference: EFM4864, Eng. Fract. Mech., 2015, 148, p 192-202. https://doi.org/10.1016/j.engfracmech.2015.09.004
K. Kaneko and K. Higaki, Delamination Strength Evaluation of Thermal Sprayed Coating by Torsion Pin-Test Method, J. Solid Mech. Mater. Eng., 2011, 5(12), p 1042-1050
K. Kaneko and K. Higaki, Evaluation of Fatigue Delamination Strength of WC-Co Thermal Sprayed Coating by Torsion-Tension Pin-Test Method, Trans. Jpn. Soc. Mech. Eng., 2014, https://doi.org/10.1299/transjsme.2014smm0357 ((in Japanese))
K. Kaneko and K. Higaki, Delamination Strength of WC-Co Thermal-Sprayed Coating Under Combined Stresses by Torsion-Tension Pin-Test Method, J. Therm. Spray Technol., 2014, 23(6), p 903-909. https://doi.org/10.1007/s11666-014-018-z
M. Arai, X. Wu, and K. Fujimoto, Inelastic Deformation of Freestanding Plasma-Sprayed Thermal Barrier Coatings, J. Solid Mech. Mater. Eng., 2010, 4(2), p 221-234
K.L. Johnson, Contact Mechanics, Cambridge University Press, Cambridge, 1985
J.C. Wang, Young’s Modulus of Porous Materials, Part 1 Theoretical Derivation of Modulus-Porosity Correlation, J. Mater. Sci., 1984, 19, p 801-808
K.K. Phani and S.K. Niyogi, Young’s Modulus of Porous Brittle Solids, J. Mater. Sci., 1987, 22, p 257-263
M. Kupkova, Porosity Dependence of Material Elastic Moduli, J. Mater. Sci., 1993, 28, p 5265-5268
W.C. Oliver and G.M. Pharr, An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments, J. Mater. Res., 1992, 7(6), p 1564-1583
M. Okazaki, Effect of Microstructure on Elastic Modulus of YSZ Thermal Barrier Coatings, J. Soc. Mater. Sci., 2008, 57(11), p 1121-1131 (in Japanese)
D.H. Chen and S. Ozaki, Investigation of Failure Criteria for a Sharp Notch, Int. J. Fract., 2008, 152(2), p 63-74
Acknowledgements
The author gratefully acknowledges the support provided by the Ministry of Education, Science and Culture of Japan, through grants-in-Aid for Scientific Research (No. 15K05692). The author also wishes to express his appreciation to TOCALO Co., Ltd. for their support in making the specimens with thermally sprayed coatings.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kaneko, K., Arai, M. Evaluation of Shear Fatigue Delamination Strength of Porous Thermal Barrier Coatings by Torsion Pin-Test Method. J Therm Spray Tech 29, 1002–1015 (2020). https://doi.org/10.1007/s11666-020-01049-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-020-01049-y